







Полуавтоматическая дуговая сварка. Полуавтомат дуговой сварки
8.3. Полуавтоматы для дуговой сварки
ПШ вмещает 1,5 кг флюса. Для питания используют сварочные агрегаты постоянного тока, а также трансформаторы.
Вшланговых полуавтоматах ПДШ-500иПДШМ-500,выпускаемых заводом
"Электрик", флюс в зону сварки подается по гибкому шлангу сжатым воздухом одновременно со сварочной проволокой или по отдельному шлангу(5-6ат). Воздух очищают от масла и влаги.
Полуавтомат ПДШ-500имеет более простую электрическую схему и постоянную скорость подачи проволоки, регулируемую реостатом.
8.3.2. Полуавтоматы для сварки в защитных газах
Для механизированной сварки в нейтральных газах– аргоне и гелии – применяют полуавтоматы для сварки неплавящимися и плавящимися электродами.
В полуавтоматах ПШВ-1М,ПШВ-В,А-533и др. используется неплавящийся вольфрамовый электрод, а в зону дуги подается сварочная проволока. При сварке держатель полуавтомата передвигается сварщиком вдоль шва вручную с опиранием на изделие присадочной проволокой, непрерывно подаваемой в зону сварки (рис.8.8), при этом скорость передвижения равна скорости сварки.
1 – корпус;
2 – рукоятка;
3 – сопло;
4 – вольфрамовый электрод;
5 – присадочная проволока;
6 – механизм подачи проволоки;
7 – гибкий шланг.
Рис. 8.8. ПолуавтоматПШВ-1
Этот полуавтомат можно использовать при сварке а любых пространственных положениях легированных сталей и алюминиевых сплавов толщиной0,5-4мм. Электродами служат вольфрамовые пруткидиаметром2-6мм, присадочная проволока диаметром1-2,5мм. Скорость подачи проволоки10 - 80 м/ч, питание - постоянным или переменным током.
8.3.3. Полуавтоматы для сварки в защитных газах плавящимся электродом
Полуавтоматы | для | этого | имеют | различную | конструкцию. Передвижение | ||
полуавтомата | осуществляется | вдоль | шва | , вручнуюостальные | операции | ||
автоматизированы. У большинства этих полуавтоматов | ролики подающего механизма | ||||||
studfiles.net
Полуавтоматы для дуговой сварки плавящимся электродом
 Полуавтоматы для дуговой сварки плавящимся электродом
Полуавтоматы для дуговой сварки плавящимся электродом Категория:
Сварка металлов
Полуавтоматы для дуговой сварки плавящимся электродом Для получения качественного сварного шва и стабильного горения сварочной дуги необходимо, чтобы скорость подачи электродной проволоки в зону дуги была равна скорости ее плавления. В полуавтоматах это обеспечивается за счет регулирования скорости подачи в зависимости от напряжения на сварочной дуге или саморегулирования дуги при случайных колебаниях сварочного тока с помощью дополнительных механизмов.
Основными частями подающих механизмов являются система подающих роликов, редуктор и привод подачи. При плавном регулировании в качестве приводного двигателя применяются асинхронные электродвигатели с фрикционными вариаторами или двигатели постоянного тока; при ступенчатом регулировании применяются асинхронные электродвигатели и редукторы.
Сварочные полуавтоматы можно классифицировать: по способу подачи электродной проволоки — на толкающего, тянущего, тяни-толкающего, шпулечного типов; по способу установки — на стационарные, передвижные, легкие переносные; по способу защиты зоны дуги — для сварки в защитных газах, для сварки под флюсом, для сварки открытой дугой, универсальные; по роду применяемого тока —для сварки постоянным током, для сварки ,переменным током; по способу охлаждения горелки —без охлаждения, с принудительным воздушным или водяным охлаждением.
Полуавтоматы для дуговой сварки в защитных газах плавящимся электродом
Основными элементами полуавтоматов этой группы являются горелка, механизм подачи электродной проволоки, газовая аппаратура и система газоподвода, источник питания, электропровода. В состав газовой аппаратуры входят баллоны для газов, газовые редукторы,осушители, подогреватели, расходомеры и газовые клапаны.
Полуавтоматы для дуговой сварки плавящимся электродом изготовляются по ГОСТ 18130—72. Напряжение питающей сети равно 380 В и 220 В; частота — 50 Гц, длительность цикла сварки составляет 5 мин.
Полуавтоматы для сварки в защитных газах обладают рядом положительных свойств: надежностью в работе, простотой обслуживания, возможностью работы в любых пространственных положениях, возможностью наблюдения за дугой, сравнительно невысокой стоимостью аппаратов.
Регулирование скорости подачи электродной проволоки полуавтоматов типа ПДГ и ПДПГ плавнее, скорость подачи стабилизирована. В комплект полуавтоматов ПДГ-306, ПДГ-504, ПДГ-505 входят многопостовые источники питания.
В полуатоматах для импульсно-дуговой сварки в защитных газах плавящимся электродом на постоянный по значению ток дежурной дуги периодически с частотой в несколько десятков герц накладываются кратковременные импульсы тока рабочей дуги. Вследствие этого улучшаются условия переноса электродного металла в зону дуги и повышается качество сварного шва.
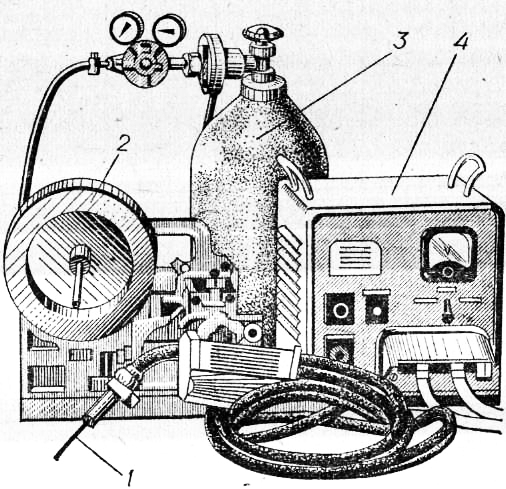
Рис. 1. Полуавтомат А-537:1 — горелка; 2 — механизм подачи; 3 — баллон с газом; 4 — источник питания.
Полуавтоматы для дуговой сварки под флюсом
В полуавтоматах этой группы защита зоны дуги и металла от разбрызгивания осуществляется с помощью флюса.
Регулирование скорости подачи электродной проволоки у полуавтоматов ПШ-5-1 и ПШ-54 ступенчатое, ПДШР-500 и ПДШР-500М — плавное. У полуавтомата ПДШМ-500М регулирование скорости подачи плавное на двух ступенях; флюс подается в зону дуги с помощью сжатого воздуха.
Универсальные полуавтоматы. Полуавтомат А-1197 применяется в зависимости от варианта исполнения; для сварки и наплавки в углекислом газе сплошном и порошковой проволоками, для сварки под флюсом, для сварки открытой дугой самозащнтны-ми проволоками. В полуавтомате модели А-1197П регулирование скорости подачи электродной проволоки плавное, в модели А-1197С — ступенчатое.
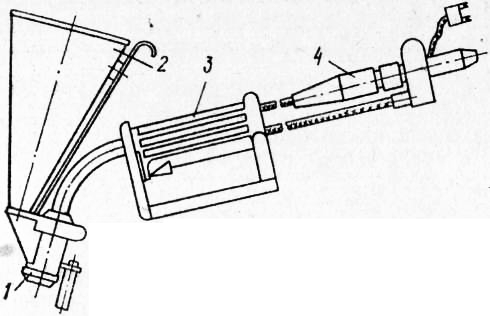
Рис. 2. Общая схема полуавтомата для сварки под флюсом: 1 — патрубок; 2 — бункер для флюса; 3 — рукоятка; 4 — канал для подачи электродной проволоки.
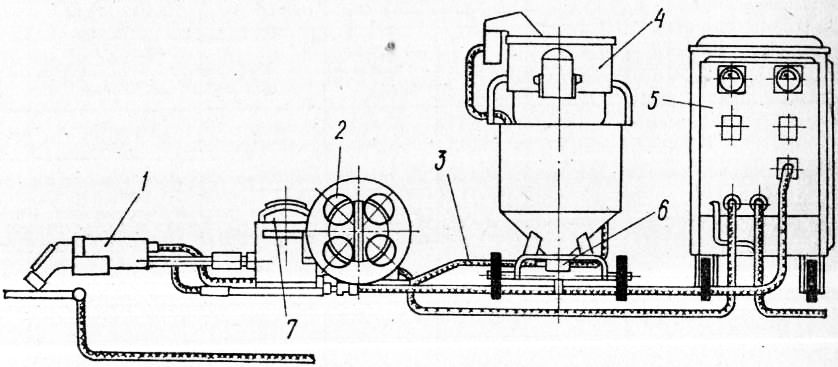
Рис. 3. Общая схема полуавтомата для сварки под флюсом ПДШМ-500М: 1 — горелка с держателем; 2 — кассета с электродной проволокой; 3 — трубка для подачи флюса; 4 — бункер для флюса с виброситом; 5 — шкаф управления; 6 — камера инжектора; 7 — влагоотделитель.
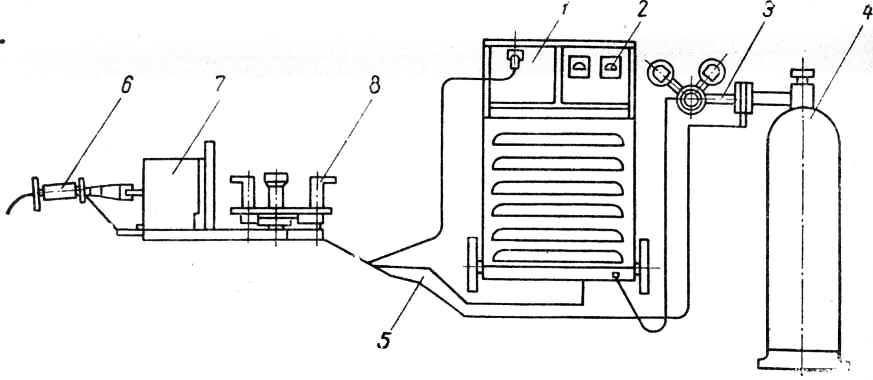
Рис. 4. Общая схема сварочного полуавтомата А-1197: 1 — блок управления; 2 — источник питания; 3 — газоподвод; 4 — баллон с газом; 5 — сварочный кабель; 6 — электрододержатель; 7 — подающий механизм; 6 — кассета с проволокой.
Полуавтомат А-1035 предназначен для сварки и наплавки порошковой проволокой в углекислом газе и открытой дугой, может быть применен для сварки под флюсом.
Полуавтоматы для сварки открытой дугой самозащитными проволоками. Полуавтомат А-765 предназначен для сварки и наплавки стали самозащитной сплошной и порошковой проволоками. Регулирование скорости подачи электродной проволоки ступенчатое.
Полуавтомат А-1114М предназначен для сварки самозащитной проволокой при монтажных работах; он может быть модернизирован для сварки в углекислом газе. Скорость подачи электродной проволоки настраивается ступенчато сменой подающих роликов; в пределах каждой ступени скорость регулируется плавно с помощью генератора постоянного тока.
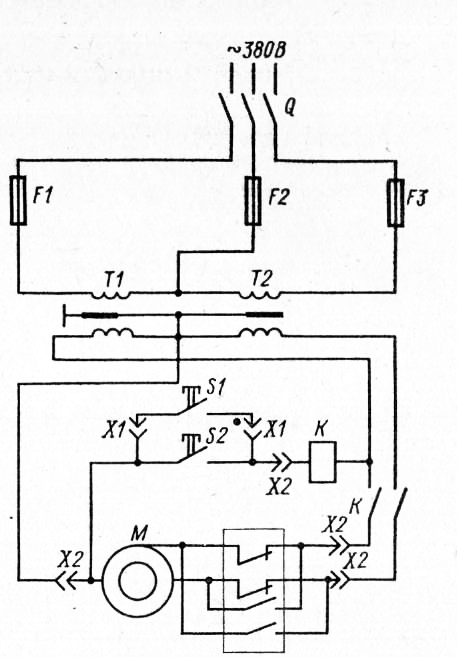
Рис. 5. Электрическая принципиальная схема сварочного полуавтомата А-765S1, S2 — кнопки подачи электродной проволоки; Q—переключатель; F1—F3—предохранители; X1 — штепсельный разъем; Х2 — штыревой разъем; К — промежуточное реле; М — электродвигатель подачи; Т1, Т2 — понижающие трансформаторы.
Читать далее:
Автоматы для дуговой сварки плавящимся электродом
Статьи по теме:
pereosnastka.ru
ПОЛУАВТОМАТИЧЕСКАЯ ДУГОВАЯ СВАРКА | Инструмент, проверенный временем
Полная механизация и автоматизация процесса дуговой электросварки не всегда осуществима и целесообразна. Автоматическая сварка весьма выгодна и целесообразна в массовом и крупносерийном производстве изделий с достаточно длинными прямолинейными или круговыми швами. Огромное количество сварных изделий в мелкосерийном и индивидуальном производствах не удовлетворяет указанным требованиям: сварные швы, будучи короткими, сложной криволинейной конфигурации, неудобно расположенными для автоматической сварки, выполнялись ручной дуговой сваркой, так как в этих случаях применение автоматической сварки оказывалось недостаточно выгодным и удобным. Поэтому уже давно прилагались усилия к созданию дуговых полуавтоматов, совмещающих преимущества автоматической сварки с гибкостью и универсальностью ручной.
Работа над дуговыми полуавтоматами начинается одновременно с изобретением дуговой электросварки. Н. Г. Славянов ещё 60 лег назад сконструировал, построил и применил на производстве полуавтомат для сварки металлическим электродом, названный им «плавильник». После работ Славянова полуавтоматическая дуговая сварка долгое время не получала заметного развития; решающие успехи в этом деле достигнуты в последние годы, причём ведущая роль в развитии полуавтоматической дуговой сварки принадлежит Советскому Союзу.
Из многочисленных способов полуавтоматической дуговой сварки, предлагавшихся и разрабатывавшихся в разное время, для производственного применения оказались пригодными: 1) сварка лежачим и наклонным электродом и 2) шланговая сварка.
Способ сварки лежачим электродом, первоначально предложенный около 20 лет назад коллективом инженеров Ленинградского завода «Электрик», был позже доработан коллективом инженеров Мытищинского завода под руководством инженеров П. В. Мумриковз и С. 3. Штерлинга, придавшим способу современную форму, допускающую его Производственное использование. Сущность ЭТОГО’ способа схематически изображена на фиг. 111.
Электрод 1 с толстой обмазкой 2 кладётся на изделие, прикрывается полоской писчей бумаги 5, а поверх всего накладывается массивный прижимной медный брусок 4 с продольной канавкой для помещения электрода. Сварочный ток подводится к электроду зажимом, надетым на свободный от обмазки конец, отогнутый для удобства присоединения. Слой обмазки изолирует электродный стержень от изделия.
Зажигание дуги производится кратковременным замыканием конца электрода на изделие прикосновением угольным или металлическим зажигательным стержнем. Загоревшаяся дуга уходит под прижимной брусок, становясь невидимой, и ползёт вдоль электро-
| Фиг. 111. Сварка лежачим электродом: 5 — зажигатель дуги. |
| да, расплавляя электрод и основной металл и образуя наплавленный валик. Длина электрода может доходить до 1200 мм, диаметр до 8 мм. Для изменения сечения наплавки необходимо изменить диаметр электрода. а — постоянный угол наклона; б — переменный угол наклона; в—сварочная дуга. |
Способ сварки наклонным электродом, созданный работниками уральских заводов, известен в двух разновидностях, схематически показанных на фиг. 112: а) с постоянным углом наклона, не меняющимся в процессе сварки; б) с переменным углом наклона.
В первом варианте (фиг. 112,а) электрод с толстой обмазкой 1 закрепляется в зажиме, скреплённом с обоймой 2, свободно перемещающейся по стойке 3 и стремящейся передвигаться по стойке вниз до ограничивающего упора 4, но удерживаемой от перемещения электродом, упирающимся своим концом в изделие. По зажигании дуги электрод плавится и укорачивается, обойма 2 передвигается вниз по стойке 3, электрод перемещается параллельно
самому себе, сохраняя постоянный угол наклона а к поверхности изделия. Конец электрода с дугой перемещается по поверхности изделия, образуя валик наплавленного металла. Устанавливая электрод под разными углами а, можно в известных пределах менять сечение наплавленного металла.
Во втором варианте (фиг. 112,6) зажим электрода 1 укреплён на стержне 2, скреплённом со стойкой 3 шарниром 4 и могущим свободно поворачиваться около оси шарнира. Стержень 2 удерживается от поворота электродом, конец которого упирается в изделие. По зажигании дуги электрод плавится и укорачивается, стержень 2 постепенно поворачивается книзу вместе с электродом. Конец электрода с дугой перемещается по поверхности изделия, образуя валик наплавленного металла. Угол наклона электрода к поверхности изделия я не остаётся постоянным и постепенно увеличивается в процессе сварки.
В обоих вариантах электрод в процессе сварки опирается о поверхность изделия, и стержень электрода изолируется от изделия выступающим краем слоя обмазки — «козырьком» (фиг. 112, в).
Способы сварки лежачим и наклонным электродами дают наплавленный металл высокого качества, силы сварочного тока применяются примерно те же, что и при ручной сварке. Несмотря на достаточно высокое качество сварки, эти способы не нашли широкого производственного использования и применяются в очень ограниченных размерах.
Способ сварки наклонным электродом сходен со способом сварки опёртым электродом, занимающим промежуточное положение между ручным и полуавтоматическим способами. Сущность этого способа показана на фиг. 113. Электрод с толстым слоем механически прочной обмазки, расположенный под острым углом к поверхности изделия, опирается краем слоя обмазки о поверхность изделия, аналогично способу сварки наклонным электродом. Отличие заключается в том, что электрод закреплён не в штативе, а в обычном держателе электродов, находящемся в руке сварщика. Частичная автоматизация процесса состоит в том, что автоматически поддерживается постоянная длина дуги и автоматически происходит подача электрода в зону дуги по мере его плавления. Постоянство длины дуги обеспечивается постоянной величиной выступающей части обмазки на конце электрода, так называемого козырька, который почти не меняется в процессе сварки, поддерживая приблизительно неизменной длину дуги.
Работа сварщика сводится к перемещению дуги по шву при сохранении приблизительно постоянного угла наклона электрода. Этот способ имеет ряд ценных преимуществ помимо некоторой автоматизации процесса. Как видно из фиг. 113, дуга горит в пространстве, почти полностью замкнутом и изолированном от атмосферного воздуха козырьком на конце электрода и толстым слоем расплавленного шлака. Толстый слой обмазки на электроде даёт большое количество шлака, и по совершенству защиты ванны и уменьшению потерь на угар и разбрызгивание способ приближается к сварке под флюсом. Уменьшение разбрызгивания даёт возможность значительно повысить силу сварочного тока при хорошем формировании валика наплавленного металла. Высокое качество наплавленного металла, глубокое проплавление основного металла, пониженные требования к квалификации сварщика и большая производительность придают способу сварки опёртым электродом значительную производственную ценность, и в ряде случаев этот способ может успешно конкурировать не только с ручной дуговой сваркой, но и с автоматической и полуавтоматической сваркой под флюсом. Этот способ применяется на многих заводах, при этом применяются электроды диаметром до 8—10 мм при толщине слоя обмазки около половины диаметра электродного стержня, сила сварочного тока доводится до 500—700 а. Получаемые при этом технико-экономические показатели сравнимы с показателями шланговой полуавтоматической сварки под флюсом. Способ этот называется сваркой опёртым электродом, но иногда в нашей литературе он называется сваркой ультра-короткой дугой, что представляется автору мало удачным и не отвечающим действительности. Дуга в данном случае не является особенно короткой, она лишь значительно углублена в основной металл вследствие большой глубины ванны и кратера, аналогично сварке под флюсом, где наблюдается подобное же явление.
hssco.ru
ПОЛУАВТОМАТИЧЕСКАЯ ДУГОВАЯ СВАРКА | Инструмент, проверенный временем
Полная механизация и автоматизация процесса дуговой электросварки не всегда осуществима и целесообразна. Автоматическая сварка весьма выгодна и целесообразна в массовом и крупносерийном производстве изделий с достаточно длинными прямолинейными или круговыми швами. Огромное количество сварных изделий в мелкосерийном и индивидуальном производствах не удовлетворяет указанным требованиям: сварные швы, будучи короткими, сложной криволинейной конфигурации, неудобно расположенными для автоматической сварки, выполнялись ручной дуговой сваркой, так как в этих случаях применение автоматической сварки оказывалось недостаточно выгодным и удобным. Поэтому уже давно прилагались усилия к созданию дуговых полуавтоматов, совмещающих преимущества автоматической сварки с гибкостью и универсальностью ручной.
Работа над дуговыми полуавтоматами начинается одновременно с изобретением дуговой электросварки. Н. Г. Славянов ещё 60 лег назад сконструировал, построил и применил на производстве полуавтомат для сварки металлическим электродом, названный им «плавильник». После работ Славянова полуавтоматическая дуговая сварка долгое время не получала заметного развития; решающие успехи в этом деле достигнуты в последние годы, причём ведущая роль в развитии полуавтоматической дуговой сварки принадлежит Советскому Союзу.
Из многочисленных способов полуавтоматической дуговой сварки, предлагавшихся и разрабатывавшихся в разное время, для производственного применения оказались пригодными: 1) сварка лежачим и наклонным электродом и 2) шланговая сварка.
Способ сварки лежачим электродом, первоначально предложенный около 20 лет назад коллективом инженеров Ленинградского завода «Электрик», был позже доработан коллективом инженеров Мытищинского завода под руководством инженеров П. В. Мумриковз и С. 3. Штерлинга, придавшим способу современную форму, допускающую его Производственное использование. Сущность ЭТОГО’ способа схематически изображена на фиг. 111.
Электрод 1 с толстой обмазкой 2 кладётся на изделие, прикрывается полоской писчей бумаги 5, а поверх всего накладывается массивный прижимной медный брусок 4 с продольной канавкой для помещения электрода. Сварочный ток подводится к электроду зажимом, надетым на свободный от обмазки конец, отогнутый для удобства присоединения. Слой обмазки изолирует электродный стержень от изделия.
Зажигание дуги производится кратковременным замыканием конца электрода на изделие прикосновением угольным или металлическим зажигательным стержнем. Загоревшаяся дуга уходит под прижимной брусок, становясь невидимой, и ползёт вдоль электро-
| Фиг. 111. Сварка лежачим электродом: / — стержень электрода; 2 — обмазка электрода; 3 — бумага; 4 — прижимной брус; 5 — зажигатель дуги. |
| да, расплавляя электрод и основной металл и образуя наплавленный валик. Длина электрода может доходить до 1200 мм, диаметр до 8 мм. Для изменения сечения наплавки необходимо изменить диаметр электрода. Фиг. 112. Сварка наклонным электродом: о. — постоянный угол наклона; б — переменный угол наклона; в—сварочная дуга. |
Способ сварки наклонным электродом, созданный работниками уральских заводов, известен в двух разновидностях, схематически показанных на фиг. 112: а) с постоянным углом наклона, не меняющимся в процессе сварки; б) с переменным углом наклона.
В первом варианте (фиг. 112,а) электрод с толстой обмазкой 1 закрепляется в зажиме, скреплённом с обоймой 2, свободно перемещающейся по стойке 3 и стремящейся передвигаться по стойке вниз до ограничивающего упора 4, но удерживаемой от перемещения электродом, упирающимся своим концом в изделие. По зажигании дуги электрод плавится и укорачивается, обойма 2 передвигается вниз по стойке 3, электрод перемещается параллельно
самому себе, сохраняя постоянный угол наклона я к поверхности изделия. Конец электрода с дугой перемещается по поверхности изделия, образуя валик наплавленного металла. Устанавливая электрод под разными углами а, можно в известных пределах менять сечение наплавленного металла.
Во втором варианте (фиг. 112,6) зажим электрода 1 укреплён на стержне 2, скреплённом со стойкой 3 шарниром 4 и могущим свободно поворачиваться около оси шарнира. Стержень 2 удерживается от поворота электродом, конец которого упирается в изделие. По зажигании дуги электрод плавится и укорачивается, стержень 2 постепенно поворачивается книзу вместе с электродом. Конец электрода с дугой перемещается по поверхности изделия, образуя валик наплавленного металла. Угол наклона электрода к поверхности изделия я не остаётся постоянным и постепенно увеличивается в процессе сварки.
| Фиг. 113. Сварка опёртым электродом. |
В обоих вариантах электрод в процессе сварки опирается о поверхность изделия, и стержень электрода изолируется от изделия выступающим краем слоя обмазки — «козырьком» (фиг. 112, в).
Способы сварки лежачим и наклонным электродами дают наплавленный металл высокого качества, силы сварочного тока применяются примерно те же, что и при ручной сварке. Несмотря на достаточно высокое качество сварки, эти способы не нашли широкого производственного использования и применяются в очень ограниченных размерах.
Способ сварки наклонным электродом сходен со способом сварки опёртым электродом, занимающим промежуточное положение между ручным и полуавтоматическим способами. Сущность этого способа показана на фиг. 113. Электрод с толстым слоем механически прочной обмазки, расположенный под острым углом к поверхности изделия, опирается краем слоя обмазки о поверхность изделия, аналогично способу сварки наклонным электродом. Отличие заключается в том, что электрод закреплён не в штативе, а в обычном держателе электродов, находящемся в руке сварщика. Частичная автоматизация процесса состоит в том, что автоматически поддерживается постоянная длина дуги и автоматически происходит подача электрода в зону дуги по мере его плавления. Постоянство длины дуги обеспечивается постоянной величиной выступающей части обмазки на конце электрода, так называемого козырька, который почти не меняется в процессе сварки, поддерживая приблизительно неизменной длину дуги.
Работа сварщика сводится к перемещению дуги по шву при сохранении приблизительно постоянного угла наклона электрода. Этот способ имеет ряд ценных преимуществ помимо некоторой автоматизации процесса. Как видно из фиг. 113, дуга горит в пространстве, почти полностью замкнутом и изолированном от атмосферного воздуха козырьком на конце электрода и толстым слоем расплавленного шлака. Толстый слой обмазки на электроде даёт большое количество шлака, и по совершенству защиты ванны и уменьшению потерь на угар и разбрызгивание способ приближается к сварке под флюсом. Уменьшение разбрызгивания даёт возможность значительно повысить силу сварочного тока при хорошем формировании валика наплавленного металла. Высокое качество наплавленного металла, глубокое проплавление основного металла, пониженные требования к квалификации сварщика и большая производительность придают способу сварки опёртым электродом значительную производственную ценность, и в ряде случаев этот способ может успешно конкурировать не только с ручной дуговой сваркой, но и с автоматической и полуавтоматической сваркой под флюсом. Этот способ применяется на многих заводах, при этом применяются электроды диаметром до 8—10 мм при толщине слоя обмазки около половины диаметра электродного стержня, сила сварочного тока доводится до 500—700 а. Получаемые при этом технико-экономические показатели сравнимы с показателями шланговой полуавтоматической сварки под флюсом. Способ этот называется сваркой опёртым электродом, но иногда в нашей литературе он называется сваркой ультра-короткой дугой, что представляется автору мало удачным и не отвечающим действительности. Дуга в данном случае не является особенно короткой, она лишь значительно углублена в основной металл вследствие большой глубины ванны и кратера, аналогично сварке под флюсом, где наблюдается подобное же явление.
hssco.ru
Полуавтоматическая электродуговая сварка - Большая Энциклопедия Нефти и Газа, статья, страница 1
Полуавтоматическая электродуговая сварка
Cтраница 1
Полуавтоматическая электродуговая сварка под слоем плавленого флюса выполняется с помощью шланговых полуавтоматов ПШ-5у, ПШ-54, ПДШМ-500 и др. для швов средней протяженности, коротких, а также в труднодоступных местах, где нельзя применить автомат. Недостатком этого способа сварки является невозможность выполнения вертикальных и потолочных швов. Как правило, при наложении швов с катетом до 8 мм применяют источники постоянного тока. Сварку производят при обратной полярности, а при больших катетах используют переменный ток. Диаметр применяемой проволоки не превышает 2 - 2 5 мм. [1]
Полуавтоматическая электродуговая сварка выполняется при помощи шланговы-х полуавтоматов. [3]
Полуавтоматическую электродуговую сварку выполняют с помощью шланговых полуавтоматов. Сварщик держит в руках держатель так же, как и при ручной сварке, но сварочная проволока поступает автоматически через шланг, закрепленный на держателе, на котором имеется воронка для засыпки и подачи флюса. Полуавтоматическая сварка позволяет повысить производительность труда сварщиков по сравнению с простой ручной электросваркой в 2 - 3 раза. [5]
Для полуавтоматической электродуговой сварки в среде углекислого газа используют углекислоту в баллонах и легированную марганцовокремнистую сварочную проволоку марок Св 08ГС, Св 08Г2С, Св 08Г2СМ диаметром 1 2 - 2 5 мм. Для газовой кислородно-ацетиленовой сварки применяют технический кислород в стальных баллонах, ацетилен в специальных стальных баллонах, заполненных ацетоном с пористым гранулированным заполнителем, или ацетилен, получаемый в переносных ацетиленовых генераторах, и сварочную проволоку марок Св 08, Св 08А и Св 08АА диаметром 2 мм при толщине стенки труб 1 - 2 мм, 2 - 3 мм при толщине стенки труб 2 - 4 мм и 3 - 4 мм при толщине стенки труб 4 - 5 мм. [6]
Для автоматической и полуавтоматической электродуговой сварки труб применяют сварочные тракторы ТС-17 и ТС-17А, автоматы ПТ-56, головки АПС-5 и полуавтоматы ПШ-5, ПШ-54. Вращение элементов при сварке производится на различных манипуляторах и вращателях, на которых осуществляется полуавтоматическая и автоматическая сварка элементов с DH 57 мм. [7]
При полуавтоматической электродуговой сварке электродная проволока подается в зону сварки автоматически, а продвижение дуги вдоль свариваемого соединения осуществляется вручную. Проволока подается внутри стальной спирали, вделанной в резиновый гибкий шланг, в связи с чем этот способ называют полуавтоматической шланговой сваркой. [9]
Наилучшие результаты дает автоматическая и полуавтоматическая электродуговая сварка под слоем флюса. [10]
Если раньше при автоматической и полуавтоматической электродуговой сварке для защиты сварочной дуги обязательно требовался флюс или защитный газ, то с появлением порошковой и голой легированной проволоки появилась возможность производить сварку открытой дугой. [11]
Для приварки крышек применяют полуавтоматическую электродуговую сварку в зоне защитных газов. Приварку производят в обособленных помещениях, оборудованных местной и общей приточно-вы-тяжной вентиляцией для удаления пыли и газов, образующихся при сварке. [12]
Наиболее часто при этом применяют ручную и полуавтоматическую электродуговую сварку стальными электродами и электродами из цветных металлов и сплавов. [13]
Замки приваривают к трубам методами автоматической или полуавтоматической электродуговой сварки на специальных сварочных установках. [15]
Страницы: 1 2
www.ngpedia.ru
Автоматическая и полуавтоматическая дуговая сварка — Мегаобучалка
Одновременно с разработкой методов улучшения качества сварного шва развитие сварочной техники шло в направлении повышения производительности и автоматизации процесса.Производительность процесса дуговой сварки зависит от мощности дуги. Значительное увеличение напряжения дуги невозможно по соображениям техники безопасности. Попытки же поднять мощность путем увеличения силы тока ограничивались двумя обстоятельствами. Во-первых, при увеличении силы тока происходит нагрев стержня электрода ввиду того, что тек подводится от держателя к концу электрода, а электрическое сопротивление стержня достаточно велико. Во-вторых, большое тепловыделение в дуге вызывает интенсивное кипение сварочной ванны, разбрызгивание металла и совершенно неудовлетворительное формирование шва.Некоторое время назад стремились достигнуть повышения производительности увеличением диаметра электрода, при котором удавалось увеличить силу тока без перегрева стержня. Применялись электроды диаметром 8, 10 и 12 мм. Однако работать столь большими электродными стержнями было очень неудобно. Применение скользящих электрических контактов для подвода тока к концу электрода вблизи дуги оказалось конструктивно сложным и все равно не устраняло разбрызгивания.
Таким образом, создался как бы технологический предел повышения производительности дуговой сварки. Автоматизация процесса, т. е. механизированная подача проволоки в дугу и перемещение последней вдоль соединения, не исправляла положения. Применение автоматов в этих условиях было бесполезным, так как не обеспечивало основного условия - повышения производительности труда.Коренное решение вопроса о повышении производительности электросварки было получено в 1936-1937 гг., когда в США, а затем и в СССР был применен метод автоматической электросварки закрытой дугой, т. е. под слоем флюса.Схема современного метода автоматической сварки под флюсом. Сварочная проволока подается в дугу специальным механизмом (головкой) из бухты. Флюс засыпается из бункера. Дуга (невидимая для глаза) горит под слоем флюса, расплавляет часть флюса и образует в нем пузырь, заполненный газами и парами веществ, испаряемых дугой. Питание дуги электрическим током осуществляется от специального источника (трансформатора с дросселем или генератора постоянного тока).
Автоматическая сварка под флюсом имеет следующие преимущества перед ручной сваркой.1. Достигается резкое повышение производительности сварки (иногда в 10-20 раз) благодаря:а) применению больших сил тока без увеличения диаметра электрода; ток подводится вблизи конца электрода, и поэтому, несмотря на повышение плотности тока, не происходит перегрева электрода; наличие флюса, оказывающего давление на зону дуги и ванну (около 6-9 г/см2), предотвращает разбрызгивание металла при большой плотности тока и обеспечивает правильное формирование шва;б) уменьшению количества наплавленного металла вследствие более глубокого проплавления основного металла и увеличения его доли в формировании шва;в) возможности сваривать швы большого сечения за один проход.2. Экономится электродная проволока благодаря отсутствию потерь на огарки и резкому снижению потерь на угар и разбрызгивание.3. Экономится электроэнергия, что обусловлено высокими режимами сварки и лучшим использованием тепла дуги.При автоматической сварке под флюсом может быть получено более высокое качество металла шва, чем при ручной сварке, благодаря лучшей защите наплавленного металла от вредного действия кислорода и азота воздуха, отсутствию пор, шлаковых включений и непроваров, и большей плотности металла. Кроме того, при сварке под флюсом устраняется вредное действие излучения дуги. Снижаются требования в отношении квалификации сварщиков.
Дальнейшим развитием и видоизменением способа сварки закрытой дугой явилась полуавтоматическая сварка под флюсом. При полуавтоматической сварке перемещение дуги вдоль шва осуществляется вручную, а подача проволоки - автоматически. По предложению В. П. Демянцевича и И. А. Блоха применяется проволока малого диаметра (1,2-2 мм), которая подается в дугу по гибкому шлангу. Используется повышенная плотность тока.Флюс засыпается в зону дуги из бункера, укрепленного на конце шланга. Бункер с рукояткой и наконечником, направляющим проволоку, представляет собой единый электрододержатель. Существуют установки и с пневматической подачей флюса от отдельно стоящего бункера по второму параллельному шлангу.Благодаря малому диаметру проволоки обеспечиваются достаточная гибкость шланга и большая маневренность. Относительно небольшая сила тока позволяет использовать компактные источники питания (такие же, как при ручной дуговой сварке). Полуавтоматическая сварка под флюсом находит в судостроении весьма широкое распространение, главным образом, для сварки угловых швов, протяженность которых в корпусных конструкциях наиболее велика.В области применения автоматической и полуавтоматической сварки под флюсом Советский Союз занимает ведущее место. Автоматической сваркой свариваются сотни тысяч тонн металлоконструкций. Объем применения автоматической и полуавтоматической сварки в судостроении достиг сейчас 60-70% от общего объема сварочных работ.В 1949 г. Г. З. Волошкевичем был предложен метод автоматической дуговой сварки с принудительным формированием для выполнения швов в вертикальном или наклонном положении. При обычной автоматической сварке со свободным формированием вследствие относительно большого объема сварочной ванны сварка на вертикальной плоскости, очевидно, невозможна, так как жидкий металл вытекает из сварочной ванны. Для того, чтобы предотвратить вытекание сварочной ванны, необходимо искусственно охлаждать ее с поверхности, прижимая медными ползунами или диском.Процесс ведется проволокой малого диаметра (как правило 3 мм) автоматом, перемещающимся вместе с ползуном по зубчатой рейке, укрепленной параллельно свариваемому шву.
В настоящее время создаются автоматы для сварки даже в потолочном положении (например, неповоротных стыков трубопроводов больших диаметров). Удержание сварочной ванны от вытекания производится в них при помощи медного диска. Электрошлаковая сварка. Электрошлаковая сварка - дальнейшее развитие метода автоматической сварки с принудительным формированием. При электрошлаковом процессе, в отличие от других способов сварки, источником нагрева служит тепло, выделяющееся в жидкой шлаковой ванне при прохождении через нее электрического тока. Ванна расплавленного шлака создается между кромками двух деталей и поддерживается от вытекания охлаждаемыми медными планками или специальной формой. В шлаковую ванну погружается плавящийся электрод. Электрический ток, проходя через расплавленный шлак, вследствие сопротивления последнего разогревает ванну. Благодаря высокой температуре шлаковой ванны в ней расплавляется погруженный электрод и оплавляются кромки деталей. Жидкая металлическая ванна из расплавленного электродного и основного металла располагается внизу, под шлаком. По мере плавления электрода сварочная ванна и находящийся над ней шлак постепенно поднимаются вверх, а затвердевающий в нижней части металл образует сварной шов. При большой толщине свариваемого металла в ванну может подаваться не один, а несколько параллельных электродов в виде прутков (иногда в виде пластин).
При электрошлаковой сварке тепло используется, главным образом, для плавления основного и присадочного материала, так как флюса расплавляется очень мало. Расход электроэнергии на 1 кг наплавленного металла получается низким.Благодаря большой силе тока, доходящей до 6000 а, обеспечивается высокая производительность процесса, причем его эффективность особенно высока при сварке металла больших толщин (100-200 мм и выше). Одним из преимуществ процесса является то, что не требуется точная обработка и подгонка кромок под сварку. При больших толщинах такая обработка очень трудоемка и ее исключение дает значительную экономию. Существуют различные варианты электрошлаковой сварки в зависимости от конструкции шлакоудерживающих устройств: например, с подвижными охлаждаемыми ползунами, ванношлаковая в неподвижной форме и др. Схемы электрошлаковой сварки разделяются также по количеству, форме и способу подачи электродов (проволочными электродами, пластинчатыми электродами, плавящимся мундштуком и др.). Дуговая сварка в защитных газах. Защита металла шва при дуговой сварке может осуществляться не только применением слоя флюса, но и путем создания газовой оболочки. Для этого газ по шлангу подают в зону дуги или производят сварку в замкнутом сосуде, наполненном газом. В качестве защитных газов используются нейтральные газы (гелий или аргон), углекислый газ, азот или водород. Наиболее распространена сварка в струе аргона, обеспечивающей надежную защиту от окисления и, благодаря этому, получение высоких механических свойств металла шва. Могут быть применены как неплавящиеся (вольфрамовые), так и плавящиеся электроды. В частности, последний способ с применением алюминиевой проволоки, подаваемой в дугу полуавтоматом, широко используется для сварки судовых конструкций из алюминиевых сплавов. Полуавтоматическая и автоматическая сварка стали в среде углекислого газа была разработана в 1950-1952 гг. К. В. Любавским и Н. М. Новожиловым. Этот процесс особенно перспективен благодаря высокой экономичности. Схема процесса незначительно отличается от схемы аргоно-дуговой сварки. Процесс ведется плавящимся электродом, подаваемым в горелку автоматом или полуавтоматом. Применяется электродная проволока диаметром 1-2 мм с повышенным содержанием элементов-раскислителей (марганца и кремния).
Вибродуговая наплавка. Автоматическая дуговая наплавка вибрирующим электродом в среде электролита разработана в СССР в 1951 г. Этот способ служит для нанесения на поверхность детали твердых и тонких поверхностных слоев без значительных структурных изменений и деформирования деталей.Сущность способа состоит в том, что между изделием и электродом, конец которого колеблется специальным вибратором, возникают кратковременные дуги. При этом на поверхности детали постепенно наплавляются частицы электродного материала. Для охлаждения металла в зону сварки все время подается жидкость.Электродуговая резка. Электрическая дуга может быть использована не только для сварки, т. е. соединения металлов, но и для их резки. Электродуговая резка осуществляется металлическим или угольным электродом на больших силах тока, чтобы обеспечить максимальную глубину проплавления. Расплавляющийся металл должен удаляться из места разреза. Для этого резку начинают с кромки или же прожигают отверстие: расплавленный металл из места разреза стекает вниз. Применяют дуговую резку черных и цветных металлов. Дуговую резку алюминия и его сплавов осуществляют вольфрамовым электродом в защитной среде аргона либо дуговой плазменной головкой.Одной из разновидностей дуговой резки является воздушно-дуговая строжка. Сущность ее состоит в том, что удаляемый слой металла расплавляется электрической дугой, а затем выдувается из зоны дуги сильной воздушной струей, направляемой сбоку из шланга. Чтобы не вводить лишнего электродного материала, резка ведется угольным электродом. Процесс весьма производителен и широко используется при подготовке канавок с обратной стороны шва (для подварочного шва), при удалении дефектных швов и т. д.
20.Автоматическое регулирование процесса контактной сварки.
megaobuchalka.ru
Полуавтоматическая дуговая сварка.
Автоматическая сварка не всегда осуществима и целесообразна. Она выгодна при выполнении длинных прямолинейных и круговых швов, а также при выполнении коротких швов на небольших массовых изделиях, подкладываемых под автомат. В противном случае время на перестановку и настройку автомата перекрывает выигрыш в производительности автоматической сварки по сравнению с ручной.
Достоинства автоматической сварки (производительность и глубокий провар) в сочетании с гибкостью ручной в значительной степени сочетает сварка с помощью шланговых полуавтоматов. В них механизм подачи электродной проволоки принципиально такой же, как всварочных автоматах, проталкивает проволоку по гибкому шлангу в горелку, которую держит в руке сварщик (рис.3).
Рис. 3. Шланговый полуавтомат
Таким образом, шланговый автомат механизирует только подачу сварочной проволоки в дугу, а перемещение дуги вдоль соединения осуществляет сварщик вручную. При необходимости, в горелку подают защитный газ или устанавливают на ней воронку с флюсом. Подавляющее большинство горелок комплектуют шлангами длиной 3 м (предельная длина шлангов 4-5 м). Шланг состоит из направляющей трубки (сплошной полимерной или стальной спиральной), защитных слоев, токоведущих гибких жил, трех проводов управления и, наконец, наружного защитного слоя.
Сваркой выполняют тонкой проволокой - сплошной диаметром 0,8-2 мм, порошковой - диаметром до 3,5 мм, которая не ухудшает гибкость шланга. Плотность тока при сварке велика - до 200 А/мм2, поэтому саморегулирование длины дуги идет очень быстро. Это позволяет при ручном перемещении горелки использовать механизмы подачи проволоки с постоянной скоростью. Случайные колебания длины дуги из-за ручного ведения горелки легко компенсируются саморегулированием дуги.
Источниками питания при полуавтоматической сварке обычно служат сварочные трансформаторы и выпрямители на номинальные токи 300-500 А. Механизмы подачи полуавтоматов гораздо меньше и легче, чем у автоматов, так как рассчитаны на проволоку только малого диаметра. Масса их для разных отечественных полуавтоматов колеблется в пределах 12-25 кг - их легко переносить или перевозить на тележке. Для сварки на монтаже в небольших количествах выпускают ранцевые полуавтоматы, масса механизма подачи которых составляет 5-7 кг. Их сварщик надевает на спину как рюкзак. Сварочные провода позволяют относить механизм подачи на расстояния примерно до 50 м от источника питания.
Похожие статьи:
poznayka.org










