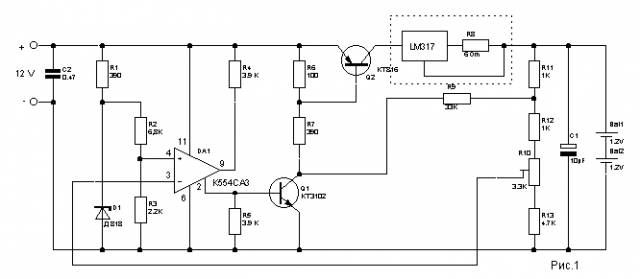
Инверторно-импульсный сварочный аппарат. Полуавтомат импульсный
Инверторно-импульсный сварочный аппарат, полуавтомат: виды, выбор
Технологии сварки постоянно развиваются и на современном рынке все чаще появляются новые типы аппаратов, которые обладают улучшенной технологией, иным принципом действия и прочими особенностями, которые будут выделять их среди остальных. Инверторно-импульсный сварочный аппарат предназначен для выполнения стандартных сварочных процедур, которые необходимы для соединения металла с помощью обыкновенных штучных электродов с обмазкой, сварочной проволоки и неплавящегося электрода в полуавтоматическом режиме и прочих методов. В отличие от обыкновенных инверторов и трансформаторов, которые также могут работать таким способом, здесь отличается принцип подачи электричества. Тут встроен специальный блок управления.

Инверторно-импульсные сварочные аппараты
Импульсный сварочный аппарат может быть представлен в двух вариантах исполнения:
- Техника, у которой встроенный механизм подачи присадочного материала. Это более компактные аппараты, в которых присутствует газовое охлаждение.
- Техника, у которой сделан выносной механизм подачи присадочного материала. Это уже не столь компактные аппараты. В них присутствует жидкостное охлаждение.
Импульсный сварочный полуавтомат используется для сварки импульсного типа. Благодаря их принципу действия, здесь более точно контролируется частота и размер перехода капель присадочного материала в сварочную ванну. Они сохраняют данное свойство практически на всем диапазоне работы режимов сваривания. Дуга при импульсной сварке работает без возникновения короткого замыкания. Соответственно, во время горения дуги не возникает ни каких брызг. Все этим свойства работают вне зависимости от типа сварки и используемого расходного материала.
В технике присутствует синергетическое управление, которое обеспечивает возможность автоматической настройки режимов, определяющихся согласно толщине основного металла, скорости, с которой будет подаваться проволока и силе тока. Также здесь используется инновационный тип дуги, который и становится одним из главных отличий. Благодаря такой технологии, затраты производства на сварку снижаются практически в два раза.
В остальном же, техника находит применение, как в частной, так и в промышленной сфере. Более популярной она является среди специалистов, так как обладает достаточно высокой стоимостью. С их помощью можно выполнять практически все процедуры, что обыкновенными аппаратами, но качество произведение процесса будет намного более высоким.
Отличительные особенности 
Главной отличительной особенностью, которой обладает инверторно-импульсный сварочный аппарат Сварог, а также другие марки, это специальное интеллектуальное управление, которое помогает определить наиболее оптимальные параметры для сварочного процесса. Импульсы позволяют добавлять наплавочный материал с высокой точностью.
Преимущества
- Главным преимуществом, которым обладает такой аппарат – это автоматическое интеллектуальное управление;
- Здесь очень легко задавать режимы, которые будут самостоятельно поддерживаться по специальной схеме;
- Инверторно-импульсный сварочный аппарат Ресанта, а также модели от других производителей, могут работать в нескольких режимах, как в полуавтоматическом, так и в обыкновенном, что обеспечивает универсальное применение.
Недостатки
- Высокая стоимость оборудования, как для рядовых пользователей;
- Габариты многих моделей являются достаточно большими, так что они заметно отличаются от компактных инверторов;
- Перед применением требуется ознакомиться с особенностями работы техники, так как использование ее новичками является довольно затруднительным делом.
Особенности конструкции и принцип работы
Главной особенностью конструкции, которой обладает импульсный сварочный аппарат, является наличие высокочастотного трансформатора. Это устройство понижающего типа, как и в обыкновенных сварочных трансформаторах, только здесь имеется еще дополнительная вторичная обмотка, служащая для питания схемы управления.
Переменный электрический ток, который производится инвертором, поступает на первичную обмотку, которая находится на высокочастотном трансформаторе импульсного аппарата. Напряжение электричества составляет, к примеру, 310 В, а частота несколько десятков кГц. Благодаря тому, что вторичная обмотка имеет меньшее количество витков, напряжение понижается и доходит до уровня 60-70 В. Из-за этого возрастает сила тока, которая доходит до 110-130 А.
Автоматическая система регулирования, которая питается от вторичной обмотки, помогает поддерживать нужный режим сварки. Это сложное устройство, так что в каждой модели и у каждого производителя могут быть свои блоки управления. В любом случае, они обеспечивают высокий уровень качества.
Технические характеристики популярных моделей
Phoenix 301 Car Expert
| Максимальная величина тока сварки | 300 А |
| Технологии | MIG/MAG, ММА, ВИГ-Liftarc, rootArc |
| Блок системы управления | Progress |
| Тип охлаждения | газовое |
| Используемые режимы | двухтактный, четырехтактный, интервальная и точечная сварка |
| Возможность выбора полярности | присутствует |
| Устройство подачи присадочного материала | 4 роликовое |
| Дистанционный регулятор | присутствует |

Сварочный аппарат Phoenix 301 Car Expert
Phoenix 330 Puls
| Максимальная величина тока сварки | 330 А |
| Технологии | MIG/MAG, ММА, ВИГ-Liftarc, rootArc |
| Блок системы управления | Progress |
| Тип охлаждения | газовое |
| Используемые режимы | двухтактный, четырехтактный, интервальная и точечная сварка |
| Возможность выбора полярности | присутствует |
| Устройство подачи присадочного материала | 4 роликовое |
| Дистанционный регулятор | присутствует |

Сварочный аппарат Phoenix 330 Puls
Phoenix 351 Puls 2DV DW
| Максимальная величина тока сварки | 350 А |
| Технологии | MIG/MAG, ММА, ВИГ-Liftarc, rootArc |
| Блок системы управления | Progress – 256 режимов |
| Тип охлаждения | газовое (объем 12 литров) |
| Используемые режимы | двухтактный, четырехтактный, интервальная и точечная сварка |
| Возможность выбора полярности | присутствует |
| Устройство подачи присадочного материала | 4 роликовое |
| Дистанционный регулятор | присутствует |

Сварочный аппарат Phoenix 351 Puls 2DV DW
Особенности выбора
Разобравшись, чем отличается импульсный сварочный аппарат от обыкновенного, стоит обратить внимание на принцип выбора этих изделий. Как и при выборе стандартных инверторов, здесь очень важно подобрать максимальные рабочие параметры. Только здесь все определяется не по максимальному току, а по напряжению, с которым может работать аппарат.
«Важно! Чем более высокое напряжение может преобразовать инвертор, тем более высокое можно получить значение тока.»
В данном случае максимальные характеристики являются лишь началом выбора. Намного более важным моментом является программная составляющая, так как именно она стала главным преимуществом техники такого типа. Тут необходимо учитывать, какие режимы поддерживает, так как это обеспечивает широту сферы использования. Блок управления определяет, насколько технически развитым будет инвертор и в каких режимах он сможет работать.
Также нужно обращать внимание на габариты. Некоторые модели весят около 30 кг и более, что затрудняет их использование во многих сферах. Лучше всего, если массивные аппараты будут иметь систему передвижения в виде приделанных к корпусу колес или прочих решений для транспортировки. Немаловажным пунктом является хорошая система охлаждения, так как при высокой мощности всегда остается риск перегрева и нужно постараться избежать этого.
Производители
На современном рынке можно встретить продукцию от таких производителей как:
- Интерскол;
- Феникс;
- Сварог;
- Ресанта.
зачем нужна и что собой представляет?
На строительной площадке, в производственной отрасли применяется импульсная сварка металлов, так как данная технология способна выполнять сложные соединительные работы. Для производства сварочных соединений, швов применяется специальный сварочный аппарат, эксплуатационный режим которого выбирается сварщиком. Оборудование выполняет соединения посредством коротких импульсов. Для обработки металлических деталей используется расходный материал – плавящиеся или не плавящиеся электроды. Далее стоит затронуть основные ответы, касающиеся данной методики, на интересующие многих профессиональных и начинающих сварщиков вопросы.
Об источниках питания, преимуществах метода
 Часто импульсная сварка производится с использованием специализированного оборудования, получающего электричество от специальных источников питания. Для данных целей подходят блоки, особенность которых заключается в возможности регулировки величины импульса, паузы. Иногда применяются также специальные генераторы, имеющие достаточно простую конструкцию (конструкция генераторов имеет управляемые выпрямители, конденсаторы).
Часто импульсная сварка производится с использованием специализированного оборудования, получающего электричество от специальных источников питания. Для данных целей подходят блоки, особенность которых заключается в возможности регулировки величины импульса, паузы. Иногда применяются также специальные генераторы, имеющие достаточно простую конструкцию (конструкция генераторов имеет управляемые выпрямители, конденсаторы).
Преимущества импульсной методики:
- Качественное соединение;
- Ровный, аккуратный сварочный шов;
- Прожог исключается даже при условии производства соединений на весу;
- Возможно перенесение детали в случае, если процедура производится посредством плавящегося катода.
Выше приведены несколько основных преимуществ импульсного режима сварки, относительно которых полезно знать сварщику. Стоит отметить, что данный способ производства соединений швов представляет собой достаточно сложный процесс, требующий определенной квалификации сварщика.
к меню ↑Импульсная обработка в режиме MIG
Импульсно-дуговая полуавтоматическая обработка металлических деталей в среде инертного (защитного) газа является особой методикой сварки. Способ позволяет контролировать точность выполняемых швов, управление переносом материала. Таким образом, данный способ — когда перенос материала проводится непрерывным расплавлением металла, который переносится сварочной дугой на изделие, без контакта сварочной проволоки с изделием.
 В рассматриваемом случае энергия в дугу поступает посредством импульсов уникальной формы. Так, сначала формируется импульс тока, который вызывает управляемое отделение, а также перенос только одной капли металла. После этого происходит формирование удерживающего тока, который поддерживает сварочную дугу, но без участия переноса материала: сварочная ванна остывает, при этом перенос частиц метала, находящегося в расплавленном состоянии, происходит без потерь, при этом равномерно.
В рассматриваемом случае энергия в дугу поступает посредством импульсов уникальной формы. Так, сначала формируется импульс тока, который вызывает управляемое отделение, а также перенос только одной капли металла. После этого происходит формирование удерживающего тока, который поддерживает сварочную дугу, но без участия переноса материала: сварочная ванна остывает, при этом перенос частиц метала, находящегося в расплавленном состоянии, происходит без потерь, при этом равномерно.
При сравнении двух процессов становится очевидным, что обработка металлов в импульсном режиме МИГ превосходит по скорости традиционную МИГ-сварку. При всем этом процесс переноса становится эффективнее, к тому же быстрее. Существенное уменьшение разбрызгивания, а также зоны термического влияния имеют следствие, выраженное в минимальном исправлении брака. Еще полезно знать, что импульсная МИГ-сварка в отличие от классического режима МИГ со струйным переносом существенно уменьшает выгорание материала.
Еще одним огромным преимуществом рассматриваемого метода обработки деталей является возможность создания аккуратных, ровных, надежных и долговечных соединений при различных пространственных положениях. Также производство надежных соединений с отличными параметрами возможно при малых сварочных токах, что выгодно отличает данный метод от традиционного метода МИГ-сварки (когда струйный перенос вовсе становится невозможен).
Секрет высокого качества и стабильности данного способа заключается в точном управлении энергией импульсов тока. Выбор оптимального значения, управление параметрами, корректировка каждой характеристики производится отдельно от остальных. Данная методика может использоваться в самых различных отраслях и сферах деятельности человека. В дугу оборудования производится подача большого числа импульсов частотой 50-100 Гц. Эффективность данной методики заключается в использовании плавящегося электрода.
Сегодня импульсная МИГ-сварка нашла наибольшее применение при необходимости производства соединений современных трубопроводов, где требуется высокопрочное и надежное сопряжение. Доступен этот результат стал благодаря высокотехнологичному оборудованию, для которого необходимо выбирать правильный режим.
Об оборудовании
Сварочные аппараты для импульсной обработки металлов представлены сегодня в двух вариантах исполнения: со встроенным механизмом для подачи проволоки и газовым охлаждением, аппараты с выносным механизмом подачи сварочной проволоки и жидкостным охлаждением. Данное оборудование способно контролировать частоту и размер перехода капель материала (расплавленного) в сварочную ванну во всем диапазоне тока. Импульсная дуга функционирует без короткого замыкания, к тому же при отсутствии брызг.
Особенности аппарата:
- Мягкий розжиг дуги;
- Стабилизация дуги;
- Плавная и удобная регулировка рабочего параметра;
- Защита от залипания катода;
- Автоматическая защита оборудования при КЗ, перегрузки по току, мощности;
- Контролирование выходной мощности, силы тока;
- Интуитивно понятное управление;
- Подойдет для автоматизированного, механизированного, промышленного использования;
- Стабильность, мягкость дуги при использовании протяженных проводов;
- Продуманная конструкция корпуса с улучшенными воздуховодами;
- Запрограммированные задания, управление.
Синергетическое управление устройств для импульсной обработки металлов способно обеспечить автоматическую настройку режимов в соответствии с толщиной металлических деталей, скоростью подачи сварочной проволоки, силой рабочего параметра. Специальная функция позволяет снизить производственные затраты наполовину.
Области применения:
- Сплошные и порошковые проволоки, покрытые катоды;
- Низкоуглеродистые, алюминиевые сплавы, медь и сплавы на основе меди, специализированные сплавы;
- Производственные и ремонтные работы, включая химическую промышленность, производство промышленных установок, машиностроительную отрасль, автомобилестроение, судостроение, вагоностроение, производство контейнеров и резервуаров и т. п.
Оборудование для импульсной обработки металлических деталей является высокотехнологичным достижением представителей научного мира. Благодаря подобному технологическому прорыву различные отрасли и сферы деятельности человека получили возможность создавать высококачественные и высокоточные соединения, швы.
Похожие статьиgoodsvarka.ru
Разговор про импульсный режим.
Какие плюсы и минусы использования импульсного режима по стали? В режиме MIG pulse сварки.
Если под сталью подразумевается низкоуглеродистая, низколегированная сталь, например Ст3, 09Г2С, то использование импульса не целесообразно. В процессе горения дуги выделяется тепло, которое плавит присадочный материал и основной, если вы задаете импульс, то в момент этого импульса количество тепла увеличивается и уменьшается скачкообразно с частотой импульса, т.е. вы можете при помощи импульса задавать перенос капель с присадочного материала и снижать количество тепла вносимое в основной металл. Все это абсолютно не актуально для "чернухи", так как она вполне себе хорошо варится, единственное преимущество от импульса для "чернухи" - это снижение разбрызгивания и потерь на угар.
А что с нержавеющей сталью при сварке в режиме MIG Pulse?
С нержавейкой все сложнее, для нее импульс актуален: При импульсе вы снижаете погонную энергию при сварке, уменьшая таким образом степень перегрева, которая снижает скорость диффузионных процессов, уменьшает ширину зоны термического влияния (ЗТВ), что благоприятно влияет на коррозионно-стойкость. Так как именно в ЗТВ за счет диффузии образуются карбиды хрома, которые являются источником межкристаллитной коррозии. Хром также является элементом который и обеспечивает стойкость нержавеющих сталей. Он образует оксид и покрывает каждое зерно в металле, то есть задача состоит в том чтобы этот оксид хрома химически ни с чем не взаимодействовал (катализатор взаимодействия - температура) во время сварки, снижая температуру в ЗТВ за счет применения импульса, вы его как бы защищаете от химической реакций.
С прочностью ситуация такая: если тепла много, то зерно растет, что приводит к снижению ударной вязкости, предела прочности, но увеличивает относительное удлинение. То есть общая прочность падает (не только в шве но и в ЗТВ) при этом металл становится более пластичным. Отсюда чем меньше вы вводите тепла (применяя импульс), тем меньше растет зерно и металл более прочный. Что касается двойного импульса - он разложится на одинарные, а главная цель импульса сделать так, чтобы с каждым из импульсов падала капля присадочного металла. Это реализовано в технологиях CMT Fronius и ColdArc EWM. Там получается что источник задает такую разницу в токе во время импульса, что капля сама падает, при этом CMT меняет полярность во время сброса капли и еще останавливает подачу проволоки.
Теперь про алюминий в режиме MIG Pulse.
Физическая природа такая же. Просто идет спад и рост тока, который из-за принципа саморегулирования дуги ведет к росту и спаду напряжения соответственно. Задача та же - дать такой импульс, который обеспечит сброс единичной капли. Технология CMT Fronius дает напряжение и ток меняются источником питания, а в обычном полуавтомате они выдаются линейно и являются константой, при этом напряжение и ток меняются только за счет изменения зазора между проволокой и основным материалом. То есть на обычном полуавтомате вы даете ток, напряжение за счет саморегулирования дуги устанавливается само в зависимости от защитного газа (среды) и расстояния между проволокой и основным металлом. Во время горения дуги выделяется тепло, которое плавит и проволоку и основной металл, при этом каждая растущая и отрывающаяся капля создает изменения в напряжении и токе (дестабилизирует дугу), что приводит к разбрызгиванию.
В импульсном режиме источник питания сам меняет величину тока заставляя капельки принудительно слетать с проволоки. В алюминии полностью избавится от пор невозможно, но так как импульс не дестабилизирует дугу, то действительно количество пор можно снизить. Оксидная пленка разрушается катодным распылением, когда отрицательный потенциал на основном металле. Вблизи металла в среде выбиваются электроны и образуется ионизированный газ с зарядом +, ионы из газа долбят по поверхности отрицательно поляризованного металла и разбивают пленку. Используя обратную полярность вы можете на малом токе чистить поверхность от пленки, а добавляя импульс будете сбрасывать капельки проволоки.
Схема работает гораздо лучше чем обычная дуга, поскольку там все происходит одновременно и непонятно на что упала капля на пленку или на жидкий алюминий. Да кстати, температура плавления у пленки 2000 градусов, а у алюминия всего 600.... Теперь если вы делаете двойной импульс со сменой полярности, то вы можете и чистить металл и увеличивать производительность, так как на катоде (-) тепла выделяется больше и его выгоднее использовать для плавления присадочной проволоки.
Прочность алюминиевых швов зависит от образования интерметаллидов, количество которых увеличивается с увеличением вложенного тепла. Принцип тот же, но механизм разупрочнения другой. Кроме интерметаллидов еще есть пористость и выгорание элементов. Например для сварки АМг5 рекомендуют использовать проволоку АМг6, т.к. часть магния во время сварки выгорит и в шве его будет меньше, чем в исходной присадочной проволоке, с этой точки зрения также выгодно использовать методы снижающие тепловложения.
А что насчет TIG сварки в режиме пульс?
В принципе все тоже самое. Нержавейку лучше сваривать с пульсом, обычную черную сталь можно и без пульса, алюминий с пульсом.
Лучшие полуавтоматы с пусльмом. MIG Pulse.
Производитель: TritonПодключение 220 В. Сварочный ток 30-250 А.
Производитель: TritonПодключение 380 В. Сварочный ток 30-250 А.
Лушие аппараты аргонодуговой сварки TIG с пульсом.
Производитель: СварогПодключение 380 В. Сварочный ток 10 - 250 А.
Производитель: TritonПодключение 220 В. Сварочный ток 250 А.
Производитель: AuroraPROПодключение 220 В. Сварка TIG + MMA. Сварочный ток 10 - 200 А.
Сварка TIG SPOT обычной аргонодуговой горелкой. →← Подробно о плазменной резке HELVIsvarkamall.ru
Импульсная сварка: преимущества и возможности.
«Сварка – процесс создания неразъёмного соединения в результате расплавления кромок, образования общей сварочной ванны и последующей её кристаллизации» - так звучит определение хорошо известного многим сварочного процесса.
Как известно, сварка в своём нынешнем виде была изобретена в 30-е – 40-е годы прошлого века. За столь долгий срок некогда простой процесс обрёл вид сложной технологической операции, на смену неплавящемуся угольному электроду пришла расходуемая сварочная проволока, трансформаторы уступили место электронике и инверторам, а качество соединений повысилось за счёт применения различной газовой и порошковой защиты.
В последнее время наибольшее распространение получила полуавтоматическая сварка плавящейся проволокой в среде защитных газов благодаря простоте использования, обширному диапазону свариваемых материалов и толщин, невысокой цене на оборудование при его малых габаритах и возможности автоматизации и роботизации. Многие сварщики как частники, мелкие конторки так и рабочие промышленных гигантов государственного масштаба остановили свой выбор именно на полуавтоматах, подчёркивая повышенный КПД (в сравнении с применяемой ранее ручной дуговой сваркой плавящимся электродом), неприхотливость в работе и значительное сокращение дефектов шва на выходе изделий.
Прогресс не стоит на месте, а значит и без того простые в применении аппараты для полуавтоматической сварки с каждым годом приобретают всё новые технологии по улучшению сварочного процесса и предотвращению возникновения дефектов и напряжений в сварочном шве.
| Сварка алюминия в импульсном режиме аппаратом CEA DIGITECH VISION PULSE 5000 |
Одной из таких технологий является возможность импульсной сварки.
Процесс создания сплошных сварных швов посредством расплавления металла с управляемым переносом «один импульс – одна капля» получил название импульсной сварки.
Используя импульсную дугу в виде источника тепла, можно существенно расширить возможности традиционной сварки в защитной газовой среде.
Импульсная MIG/MAG сварка представляет собой вариант обычного процесса сварки MIG/MAG, в котором ток пульсирует с частотой. Некоторые современные аппараты позволяют регулировать частоту импульса. Поскольку скорость подачи электродной проволоки не равна скорости её плавления, был введён дополнительный импульс для контроля переноса металла при работе на малых токах путем наложения импульсов высокого тока короткой длительности. Цикл состоит из применения многократного импульсного тока в течение постоянного фонового тока, что обеспечивает образование капли на конце электрода.
Электродинамические силы, резко увеличиваясь, сужают шейку капли, сбрасывая ее в сварочную ванну. В данном случае можно применять как одиночные, так и целую группу импульсов.
Стабильность всего MIG/MAG процесса напрямую зависит от соотношения длительности и величины импульсов и пауз между ними.
Методом подбора тока импульса и дуги можно ускорить плавку проволоки электрода, способствовать изменению формы и размеров сварочного шва. Наконец, можно уменьшить нижний предел сварочного тока, который отвечает за стабильность горения дуги.
Управляемый перенос металла помогает улучшить качество сварки. Данный метод является одним из самых лучших и эффективных. Во время осуществления импульсной сварки разбрызгивания совершенно отсутствуют, не образуются несплавления.
По сравнению со сваркой неплавящимся электродом импульсная сварка позволяет в 3—8 раз повысить производительность процесса и значительно снизить сварочные деформации при практически одинаковом качестве сварных соединений. Импульсная сварка может применяться для конструкций ответственного назначения из разных марок сталей, алюминиевых, медных, никелевых сплавов и титана толщиной от 1 до 50 мм при выполнении швов во всех пространственных положениях. Благодаря высокой пространственной стабилизации дуги и возможности применения вылета электрода большой длины этот процесс может быть успешно применен для сварки стыковых соединений толстолистовых материалов с узкощелевой подготовкой кромок.
Наибольшее распространение импульсная сварка получила для соединения алюминиевых сплавов толщиной ≥1,5 мм и специальных сталей толщиной > 1 мм.
Для каждого сварочного тока должны быть выбраны оптимальные частота и энергия импульсов. Частоту 50 Гц следует применять при малых токах, когда использование частоты 100 Гц невозможно. При токах свыше 70—100 А следует применять частоту 100 Гц, так как при частоте 50 Гц увеличивается чешуйчатость шва, его пористость и дымообразование.
Современные сварочные аппараты позволяют использовать широкий диапазон амплитуд импульсов различной длительности и формы волны на частотах от нескольких герц до нескольких сотен герц. Амплитуда и длительность импульса, объединённые должным образом, создают дугу, способную расплавить и отсоединять каплю электродной проволоки диаметром, близким к толщине этой проволоки.
Такая дуга в паузах между возбуждениями импульса не оказывает существенного влияния на глубину расплавления металла. За счет этого достигается устойчивое горение дуги в пространстве, улучшается качество сварки: отсутствует разбрызгивание расплавленного металла проволоки, целиком устраняются кратеры из сварных точек при уменьшении требуемых участков перекрытия в месте сварного шва. Выбор целесообразного отношения токов дуг (импульсной и дежурной) способен также значительно ускорить процесс сварки, но этот процесс является сложной операцией. Высота и длительность импульса зависят от состава проволоки, её диаметра и в меньшей степени от состава защитного газа.
Более всего для контроля параметров импульса подходят аппараты с синергетической системой управления. Такие аппараты позволяют не только настраивать основные параметры сварочного процесса: величину фонового и импульсного тока, времени их протекания, длину дуги и т.д., но и отталкиваться от предустановленных программ, рассчитанных специально под конкретные данные, как свариваемого материала, так и используемых «расходников»: состава газовой защиты и присадочной проволоки. Подобные настройки хорошо заметны на приведённых ниже изображениях меню аппарата CEA DIGITECH.
Меню выбора программ для сварки различных материалов аппарата DIGITECH
Основные преимущества импульсного режима MIG/MAG сварки:
• Она позволяет добиться плавной, без брызг сварки на средних токах (50-150A), которые иначе подходят только для сварки короткой дугой с непериодичной подачей металла в зону сварки и, как следствие, появление брызг металла.
• Импульсная передача является промежуточной между струйным переносом и сваркой короткой дугой, которая может быть слишком "холодной" (из-за прерывистого образования электрической дуги, дуга эффективно 'выходит' между каждым циклом плавления). Это делает его идеальным для сварки больших толщин, где необходим контроль тепловложения, но для которых струйный перенос будет уже слишком "горячим".
• Импульсный режим MIG сварки позволяет сваривать при более высоких скоростях там, где погружённая дуга или струйный перенос не применимы.
• Возможность перехода капельного переноса в мелкокапельный и струйный.
Двойной импульс
| Сварка алюминия двойным импульсом аппаратом CEA DIGITECH VISION PULSE 5000 |
Сутью MIG/MAG процесса с двойными импульсами является модулирование высокочастотного несущего сварочного тока, вырабатываемого силовым инвертором, с низкочастотными импульсами, которые формируются вторичным инвертором. При этом существенно изменяется форма импульса и соотношения ток/пауза.
За счет изменения формы импульса и угла наклона фронта волны импульса появляется возможность получения управляемого мелкокапельного переноса в режиме короткого замыкания.
Режим короткого замыкания характеризуется плавным перетеканием капли с конца электродной проволоки в сварочную ванну.
Размер капли практически соответствует диаметру электродной проволоки, что позволяет уменьшить размер ванны жидкого металла и улучшить растекание капли в ванне. Уменьшение размера ванны ведет к правильному равномерному формированию обратного валика, повышая качество корневого прохода и улучшая условия сварки тонкого металла.
При работе с тавровыми швами двойной импульс тока позволяет получить шов с вогнутым катетом и избежать появления вероятных концентраторов напряжений в зоне сплавления.
Что касается системы настроек режима сварки, то она, прежде всего, зависит от назначения аппарата, цены и, если есть возможность, предустановленных программ, расширяющих функции. Так, аппарат СЕА DIGITECH, помимо наглядного интуитивно понятного меню, обладает гибкими настройками параметров сварки как импульсной, так и двойным импульсом на всех этапах процесса.
| Выбор режима сварки двойным импульсом | Экран регулировки силы тока и напряжения |
Регулировочные параметры отображены квадратами, настраиваемый параметр подсвечен зелёным.
Слева направо: предварительная подача газа, стартовая скорость, горячий старт, начальный ток, начальная длина дуги, начальное нарастание, конечное затухание, конечный ток, конечная длина дуги, растяжка дуги, послесварочный газ.
Диаграмма двойного импульса с настройками: первая модуляция (от I1 до I2), разность токов двойного импульса, длительность двойного импульса, баланс двойного импульса, частота двойного импульса, вторая модуляция (от I2 до I1).
Регулировка динамики/частоты импульса для режима ULTRASPEED (специальная функция полуавтоматов СЕА).
В линейке СЕА следующие аппараты имеют возможность полуавтоматической сварки MIG/MAG с использованием импульса/двойного импульса: DIGISTAR 250/2000, DIGITECH VISION PULSE 3200/3300/4000/5000. C описанием аппаратов Вы можете ознакомиться, просто нажав на интересующую модель.
rutector.ru
Сварочный импульсный полуавтомат
Об импульсной сварке металлов в деталях
На строительной площадке, в производственной отрасли применяется импульсная сварка металлов, так как данная технология способна выполнять сложные соединительные работы. Для производства сварочных соединений, швов применяется специальный сварочный аппарат, эксплуатационный режим которого выбирается сварщиком. Оборудование выполняет соединения посредством коротких импульсов. Для обработки металлических деталей используется расходный материал – плавящиеся или не плавящиеся электроды. Далее стоит затронуть основные ответы, касающиеся данной методики, на интересующие многих профессиональных и начинающих сварщиков вопросы.
Об источниках питания, преимуществах метода
Часто импульсная сварка производится с использованием специализированного оборудования, получающего электричество от специальных источников питания. Для данных целей подходят блоки, особенность которых заключается в возможности регулировки величины импульса, паузы. Иногда применяются также специальные генераторы, имеющие достаточно простую конструкцию (конструкция генераторов имеет управляемые выпрямители, конденсаторы).
Преимущества импульсной методики:
- Качественное соединение;
- Ровный, аккуратный сварочный шов;
- Прожог исключается даже при условии производства соединений на весу;
- Возможно перенесение детали в случае, если процедура производится посредством плавящегося катода.
Выше приведены несколько основных преимуществ импульсного режима сварки, относительно которых полезно знать сварщику. Стоит отметить, что данный способ производства соединений швов представляет собой достаточно сложный процесс, требующий определенной квалификации сварщика.
к меню ↑Импульсная обработка в режиме MIG
Импульсно-дуговая полуавтоматическая обработка металлических деталей в среде инертного (защитного) газа является особой методикой сварки. Способ позволяет контролировать точность выполняемых швов, управление переносом материала. Таким образом, данный способ — когда перенос материала проводится непрерывным расплавлением металла, который переносится сварочной дугой на изделие, без контакта сварочной проволоки с изделием.
В рассматриваемом случае энергия в дугу поступает посредством импульсов уникальной формы. Так, сначала формируется импульс тока, который вызывает управляемое отделение, а также перенос только одной капли металла. После этого происходит формирование удерживающего тока, который поддерживает сварочную дугу, но без участия переноса материала: сварочная ванна остывает, при этом перенос частиц метала, находящегося в расплавленном состоянии, происходит без потерь, при этом равномерно.
При сравнении двух процессов становится очевидным, что обработка металлов в импульсном режиме МИГ превосходит по скорости традиционную МИГ-сварку. При всем этом процесс переноса становится эффективнее, к тому же быстрее. Существенное уменьшение разбрызгивания, а также зоны термического влияния имеют следствие, выраженное в минимальном исправлении брака. Еще полезно знать, что импульсная МИГ-сварка в отличие от классического режима МИГ со струйным переносом существенно уменьшает выгорание материала.
Еще одним огромным преимуществом рассматриваемого метода обработки деталей является возможность создания аккуратных, ровных, надежных и долговечных соединений при различных пространственных положениях. Также производство надежных соединений с отличными параметрами возможно при малых сварочных токах, что выгодно отличает данный метод от традиционного метода МИГ-сварки (когда струйный перенос вовсе становится невозможен).
Секрет высокого качества и стабильности данного способа заключается в точном управлении энергией импульсов тока. Выбор оптимального значения, управление параметрами, корректировка каждой характеристики производится отдельно от остальных. Данная методика может использоваться в самых различных отраслях и сферах деятельности человека. В дугу оборудования производится подача большого числа импульсов частотой 50-100 Гц. Эффективность данной методики заключается в использовании плавящегося электрода.
Сегодня импульсная МИГ-сварка нашла наибольшее применение при необходимости производства соединений современных трубопроводов, где требуется высокопрочное и надежное сопряжение. Доступен этот результат стал благодаря высокотехнологичному оборудованию, для которого необходимо выбирать правильный режим.
к меню ↑Об оборудовании
Сварочные аппараты для импульсной обработки металлов представлены сегодня в двух вариантах исполнения: со встроенным механизмом для подачи проволоки и газовым охлаждением, аппараты с выносным механизмом подачи сварочной проволоки и жидкостным охлаждением. Данное оборудование способно контролировать частоту и размер перехода капель материала (расплавленного) в сварочную ванну во всем диапазоне тока. Импульсная дуга функционирует без короткого замыкания, к тому же при отсутствии брызг.
Особенности аппарата:
- Мягкий розжиг дуги;
- Стабилизация дуги;
- Плавная и удобная регулировка рабочего параметра;
- Защита от залипания катода;
- Автоматическая защита оборудования при КЗ, перегрузки по току, мощности;
- Контролирование выходной мощности, силы тока;
- Интуитивно понятное управление;
- Подойдет для автоматизированного, механизированного, промышленного использования;
- Стабильность, мягкость дуги при использовании протяженных проводов;
- Продуманная конструкция корпуса с улучшенными воздуховодами;
- Запрограммированные задания, управление.
Синергетическое управление устройств для импульсной обработки металлов способно обеспечить автоматическую настройку режимов в соответствии с толщиной металлических деталей, скоростью подачи сварочной проволоки, силой рабочего параметра. Специальная функция позволяет снизить производственные затраты наполовину.
Области применения:
- Сплошные и порошковые проволоки, покрытые катоды;
- Низкоуглеродистые, алюминиевые сплавы, медь и сплавы на основе меди, специализированные сплавы;
- Производственные и ремонтные работы, включая химическую промышленность, производство промышленных установок, машиностроительную отрасль, автомобилестроение, судостроение, вагоностроение, производство контейнеров и резервуаров и т. п.
Оборудование для импульсной обработки металлических деталей является высокотехнологичным достижением представителей научного мира. Благодаря подобному технологическому прорыву различные отрасли и сферы деятельности человека получили возможность создавать высококачественные и высокоточные соединения, швы.
Похожие статьиgoodsvarka.ru
Самодельный импульсный сварочный полуавтомат.
Самодельный импульсный сварочный полуавтомат.Затравили душу, импульсной сваркой, так красиво капают капли, кап-кап, отсутствие брызг, меньшая квалификация сварщика, сварка встык тонких листов стали итд, но цена один самый существенный недостаток который оставляет такой апарат в мечтах. Ну и само собой напрашивается вопросс, почему не сделать самодельную импульсную сварку? Погуглив тему, оказалось этот метод знали и применяли в СССР ещё в шестидесятых годах, вместо электронных ключей применяли импульсное возбуждение генератора тока. Пока вижу два решения, первое это два источника включенных паралельно, один источник на ток 30 ампер а второй включаеться 50\50 с током в 250 ампер, соответственно источники развязанны диодом шотки, и второй вариант когда источник один а выход подключен через баластное сопротивление с током 30-50 ампер, а сопротивление блокирует транзистор 50\50 по времени с изменяемой частотой тем самым подавая на выход прямое напряжение ну к примеру 28 вольт.
Самодельный импульсный сварочный полуавтомат.а в чем проблема регулировки напряжения источника
Самодельный импульсный сварочный полуавтомат.Проблемы в этом нет, есть вопрос по какому пути пойти и что и как сделать по частоте и крутизне нарастания тока.
Самодельный импульсный сварочный полуавтомат.P-Karlo (11 November 2013 - 21:28) писал:
есть вопрос по какому пути пойти и что и как сделать по частоте и крутизне нарастания тока.
Импульс имеет довольно сложную форму. Под каждый вид проволоки (AlMg5,AlSi5,Al99,5 нерж. SS347Si, SS318Si ну и так далее, всё не перечислить) идет свой импульс. Частота и форма импульса ещё зависит от силы тока и диаметра проволоки, и всё это решить в домашних условиях практически невозможно. Поэтому и дорогие импульсные аппараты, у фирм выпускающих их большие затраты на разработки . В советское время тоже применялись транзисторные , но может и какие ещё варианты были. Самодельный импульсный сварочный полуавтомат.selco (11 November 2013 - 22:42) писал:
Частота и форма импульса ещё зависит от силы тока и диаметра проволоки
Вы можете на своём аппарате определить частоту импульсов для проволоки 0,8 на определённом токе например при 100 амперах или при напряжении например 20 вольт? Самодельный импульсный сварочный полуавтомат. selco, ну да ,для полноценного отслеживания и управления током частота ШИМ должна быть по выше и в качастве ключей транзисторы ,и проц но ведь можно примитив ,пусть даже на тиристорах настраиваем два разных режима сварки по отдельности каждый ,а потом при сварке переключаем их меж собой с определенной периодичностью (к примеру мультивибратором) но только время каждого режима нужно фиксированное Самодельный импульсный сварочный полуавтомат.P-Karlo (12 November 2013 - 14:17) писал:
Вы можете на своём аппарате определить частоту импульсов
П\А не показывают частоту, прибор наверно нужен, можно по другому пути на тиг поварить на 100гц и 100 А , а потом на П\А на 100А и снять видео, а потом на слух определять примерно, но в П\А сами импульсы мощнее и форму сложную имеют. Самодельный импульсный сварочный полуавтомат.Буду пробывать экспериментально, думаю за месяц уложиться.
Самодельный импульсный сварочный полуавтомат.P-Karlo (12 November 2013 - 22:04) писал:
Буду пробывать экспериментально
Удачи, в личку отпишу вам, дам тел. спеца по импульсам. Самодельный импульсный сварочный полуавтомат.Заменить бы трансы на инверторный БП, а то таскать трансформаторный напрягает.
Page 2
Правила раздела В этом разделе запрещено: Обсуждение вечных двигателей любого рода. Обсуждение единой теории поля, квантовой физики, теории слабых и сильных взаимодействий и прочих околонаучных дисциплин.Мысли и идеи должны относится к тематике форума.
- Вы не можете создать новую тему
- Отметить этот форум прочитанным
| Автор desti, 18 May 2006 |
| |||
| Автор samodelkin, 26 Mar 2007 |
| |||
| Автор desti, 13 Feb 2008 |
| |||
| Автор desti, 26 Oct 2006 |
| |||
| Автор desti, 17 Apr 2006 |
| |||
| Автор desti, 26 Oct 2006 |
| |||
| Автор desti, 17 Apr 2006 |
| |||
| Автор Жесть, 06 Jan 2013 |
| |||
| Автор Evgen*, 24 Oct 2010 |
| |||
| Автор Игорь510, 27 Dec 2017 |
| |||
| Автор TB16, 27 Dec 2017 | ||||
| Автор kabzus, 26 Dec 2017 |
| |||
| Автор Ломастер, 04 Dec 2017 | ||||
| Автор максим кондратьев, 12 Dec 2017 | ||||
| Автор просто механик, 21 Dec 2017 | ||||
| Автор MaiklN, 19 Dec 2017 |
| |||
| Автор bo_biz, 22 Dec 2017 | ||||
| Автор matard, 21 Oct 2016 |
| |||
| Автор Stealth, 24 Nov 2017 | ||||
| Автор anatoly8, 01 Apr 2017 | ||||
| Автор Дига, 16 Nov 2017 |
| |||
| Автор anatoly8, 01 Apr 2017 |
| |||
| Автор Bakae, 14 Dec 2017 |
| |||
| Автор Zingel, 08 Dec 2017 | ||||
| Автор Mixxp, 07 Dec 2017 |
| |||
| Автор Кувалдыч, 18 Oct 2017 |
| |||
| Автор salnik1970, 27 Sep 2017 |
| |||
| Автор Карманыч, 29 Sep 2017 |
| |||
| Автор Комель, 12 Jun 2017 |
| |||
| Автор AZi, 03 Dec 2017 |
|
- Вы не можете создать новую тему
www.chipmaker.ru
Сварочный полуавтомат QINEO® PULSE
ОписаниеQINEO® PULSE - Импульсная сварка в идеальном представлении.
Источники QINEO® PULSE дают новое представление о точности и универсальности. Их градация позволяет адаптироваться к условиям эксплуатации при полуавтоматической, автоматической импульсной сварке в классах мощности 350, 450, 600 Ампер. Подобранная для конкретного случая применения панель управления и синергетический режим в серийной комплектации обеспечат элементарно простую настройку сварочного оборудования и гарантированный результат.
Непревзойденная точность в тонкой регулировке
В серии QINEO® PULSE предусмотрены две тонких регулировки: динамики и длины дуги. Возможность для сварщика точно адаптировать процесс с помощью двух различных факторов представляет собой наилучшее технологическое достижение импульсных аппаратов.
- ARC LENGTHтонкая регулировка длины дуги
- ARC DYNAMICтонкая регулировка динамики дуги
Преимущества аппарата
- Импульсная сваркаРежим импульсной сварки без брызг. Улучшение качества, экономия материалов, повышение производительности.
- Точность настройки.Плавное регулирование мощности, длины, динамики дуги. Полуавтоматическая, автоматическая сварка.
- Простое управлениеСинергетический режим с интеллектуальным управлением для всех распространённых видов материалов, защитных газов, проволоки.
- Пять вариантов процесса на выборПравильный процесс, соответствующий вашим требованиям, в одном аппарате. Совершенное качество шва.
- НадёжностьПрочная конструкция, гарантированные характеристики.
- Лучшие эксплуатационные качестваСтабильное зажигание, стабильность дуги. Значительное повышение производительности, качества работы.
- ПрактичностьУниверсальное использование благодаря небольшому весу.
- Эргономика на высшем уровнеПанель управления по желанию в источнике или механизме подачи проволоки
- Компоновка на выбор- компактность, благодаря встроенному устройству подачи проволоки, или- большая рабочая зона с механизмом подачи проволоки в отдельном корпусе
Сварочные полуавтоматы PULSE заслуживают высокую оценку за отличное зажигание, ровную, спокойную дугу, а также превосходные результаты. При этом 5 встроенных специальных процессов применимы для различных материалов и толщины. Это одновременно экономически выгодное и высокотехнологичное решение.
Насколько многообразны сферы применения, настолько широки возможности конфигурации QINEO® PULSE: начиная с выбора класса мощности, далее к панели управления, вплоть до индивидуального набора принадлежностей. Благодаря удобному размещению внутренних узлов, техническое обслуживание не занимает много времени. Кроме того можно легко добавлять или заменять комплектующие в процессе эксплуатации.
Панели управления ECO, MASTER и PREMIUM
Подобранная для конкретного случая применения панель управления и синергетический режим в серийной комплектации обеспечат элементарно простую настройку, гарантированный результат.
Сверхпрочная конструкция
Корпус усилен жесткими алюминиевыми профилями. Комплектующие с длительным сроком службы гарантируют высокую готовность к работе.
Порядок во внутреннем пространстве
Решающее преимущество модульного принципа конструкции раскрывается при взгляде внутрь корпуса: все комплектующие хорошо видны, доступ к ним не затруднен. Это упрощает операции по переоборудованию, если изменятся эксплуатационные условия и потребуется установить новые блоки.
Все чувствительные к загрязнению элементы размещены в непроницаемом для наружного воздуха отсеке. Тщательно продуманное внутреннее устройство упрощает уход. Например, чтобы заменить воздушный фильтр, потребуется повернуть только одну ручку.
Совершенные характеристики зажигания дуги
Аппаратам PULSE присущи отличное зажигание, спокойная, устойчивая дуга, безупречное качество. Наши заказчики особенно высоко оценили свойства короткой дуги, незначительное разбрызгивание, а также стабильность процесса.
QINEO® WIRE DRIVE: эргономичный подающий механизм
Удобство обращения и высокая надежность являются отличительными чертами компактного механизма подачи проволоки QINEO® WIRE DRIVE.
Легкий алюминиевый каркас с деталями из ударопрочного пластика серийно оснащается полозьями. По желанию, поставляется тележка с дополнительными защитными дугами.
Мощный 4-х роликовый привод с сильным мотором гарантирует подачу проволоки без проскальзывания, истирания. Боковая стенка полностью откидывается, открывая свободный доступ к селектору характеристик, катушке с проволокой. Проволока быстро заменяется, легко заправляется в подающее устройство.
Сварочные процессы
Полуавтоматам PULSE присущи отличное зажигание, спокойная, устойчивая дуга, безупречное качество. Весь спектр мощности подразделяется на пять вариантов процесса, каждый из которых дает максимум стабильности, минимум разбрызгивания.
- Control WeldПроцесс отличает стабильная дуга, особенно подходящая для тонкостенных изделий. Классические примеры применения: электротехническая промышленность, производство отопительной техники, бытовых приборов, металлической мебели, а также ремонтные работы во всех отраслях промышленности. Позволяет вести сварку в чистом углекислом газе.
Область применения
- Тонкостенные изделия- Сварка в чистом углекислом газе- Ремонтные работыПреимущества
- Незначительное внесение тепла, малое коробление металла- Равномерная дуга- Хорошее перекрытие зазоровПодробнее
- Vari WeldВ процессе VARI WELD пульсирующая дуга дает минимум брызг. Процесс раскрывает свои преимущества во всех отраслях промышленности. Его особенные достоинства очевидны при сварке алюминия и MIG-пайке. Подходит для полуавтоматической сварки, а также автоматизированного производства.
Область применения
- Сталь, алюминий, хромоникелевые сплавы, MIG-пайка.- Хорошо управляемая пульсирующая дуга отличается прекрасно удерживаемой сварочной ванной, переносом капель с минимальным количеством брызг.
- Процесс обеспечивает абсолютную стабильность дуги при различных внешних условиях.Подробнее
- Speed WeldПроцесс SPEED WELD наилучшим образом приспособлен для сварки листов средней, большой толщины. Специфическая пульсирующая дуга находит применение преимущественно в производстве резервуаров, грузового автотранспорта, железнодорожных вагонов - всегда дает высококачественные швы. Область применения- Изделия средней, большой толщины.- хорошее проплавление- высокая скорость- безупречное соединение кромок
Подробнее
- Rapid WeldДостоинства процесса Rapid Weld проявляются везде, где требуется высокая мощность дуги, а также большая глубина проплавления при высокой скорости. Процесс Rapid Weld может применяться как при сварке вручную, так и в автоматических установках. Его преимущества особенно важны для тяжёлого машиностроения, судостроения.
Область применения
- Толстостенные стальные конструкции- Автоматическая, полуавтоматическаяПреимущества
- Большая скорость подачи проволоки- Глубокое проплавление при высокой мощности дуги- Управляемая форма зоны плавленияПодробнее
- Duo PulseПроизводство мебели, автомобилестроение, детали самолетов, мотоциклов, а также электротехническая индустрия – сферы успешного применения DUO PULSE. Процесс обеспечивает превосходную поверхность шва, таким образом сводит к минимуму последующую обработку лицевых швов. Кроме того он дает надежное качество сварки, наилучшие результаты благодаря хорошему перекрытию зазоров и контролируемому внесению тепловой энергии.
Область применения
- видовые швы- лучшее перекрытие зазоров- все видов стали, алюминиевые сплавыПреимущества
- равномерная чешуйчатость шва- существенно лучшее перекрытие зазоров- идеален для алюминияПодробнее
Характеристики аппаратов QINEO® PULSE 350, 450 и 600
| Модель | PULSE 350 | PULSE 450 | PULSE 600 |
| Сварочный ток, А | 40 - 350 | 40 - 450 | 40 - 600 |
| Сварочный ток при ПВ 40 %, А | 350 | 450 | 600 |
| Сварочный ток при ПВ 100 %, А | 270 | 350 | 465 |
| Напряжение холостого хода, В | 75 | 75 | 87 |
| Напряжение сети, В | 400 / 50 Гц / 3-фазный | 400 / 50 Гц /3-фазный | 400 / 50 Гц 3-фазный |
| Кабель подключения, мм2 | 4 x 4 | 4 x 6 | 4 x 10 |
| Защита сети от перегрузок, А | 25 | 32 | 50 |
| Вид защиты | IP23 | IP23 | IP23 |
| Класс изоляции | F | F | F |
| Вид охлаждения | F | F | F |
| Габариты ДхШхВ (без подающего механизма), мм | 1226 / 630 / 741 | 1226 / 630 / 741 | 1226 / 630 / 741 |
| Вес (без подающего механизма), кг | 181 | 206 | 246 |
| Габариты ДхШхВ компактного аппарата, мм | 1226 / 630 / 942 | 1226 / 630 / 942 | 1226 / 630 / 942 |
| Вес компактного аппарата, кг | 193 | 206 | 246 |
| Макс. ширина колеи колёс, мм | ок. 552 | ок. 552 | ок. 552 |
Задайте вопрос по телефону (812) 309-74-80
Узнать стоимость / заказать оборудование вы можете заполнив форму, мы вам ответим в ближайшее время
(* - обязательны для заполнения):
Другие модели сварочного оборудования:
www.smart2tech.ru
Технология и характеристики материала при сварке нержавейки полуавтоматом
Комментариев:
Рейтинг: 79
Оглавление: [скрыть]
- Способы сварки нержавейки
- Технология полуавтоматической сварки
- Характеристики, влияющие на выбор метода сварки
Сварка нержавеющей стали очень часто применяется как на производстве, так и в бытовых условиях. Этот процесс является достаточно сложным, ответственным и трудоемким. Но если технология сварки не будет нарушена, то эта процедура не доставит больших хлопот.
Схема сварочного полуавтомата.
Способы сварки нержавейки
Металлообработку нержавейки осложняет появление тугоплавких карбидов, которые образуются в процессе проведения работ. Начиная эту процедуру, необходимо помнить о толщине стали и ее составе (структуре). Зная эти параметры, можно правильно подобрать методику металлообработки и качественно выполнить эту работу.
Нержавеющую сталь можно обработать, используя различные технологии дуговой металлообработки:
- Ручная дуговая сварка (MMA).
- Сварка аргонно-дуговая при помощи вольфрамового электрода (TIG).
- Соединение материала полуавтоматом MIG/MAG.
Обработка нержавеющей стали сваркой — довольно сложный процесс. Он гораздо сложнее соединения углеродистых сталей.
Сварка нержавейки.
Для его выполнения необходим предварительный нагрев материала. Выполняется он в случае, если содержание углерода в материале больше 0,20-0,25%. Температура его нагрева должна составлять 145-150°С. При более низком показателе содержания углерода (менее 0,15-0,20%), нагрев можно не производить. Осложняют процедуру работы с нержавейкой еще и такие факторы:
- Довольно низкая температура, при которой осуществляется плавление материала.
- Очень низкий коэффициент, характеризующий теплопроводность материала.
- Тепловое расширение стали имеет высокий коэффициент.
Вернуться к оглавлению
Полуавтоматическая сварка.
Обработка полуавтоматом изделий из нержавеющих материалов в основном применяется для довольно толстых материалов. Она осуществляется довольно быстро, что помогает повысить производительность выполняемых работ. В этой операции необходимо использовать специальный сварочный газ, который еще называется защитным. Состоит он из смеси углекислотного газа и аргона. Их процентное соотношение в смеси должно составлять 98 к 2. Т.е. 98% аргона и 2% углекислоты. Углекислотную смесь можно заменить кислородом. Наличие кислорода во время производства работ обеспечивает лучшее увлажнение («смачиваемость») на краях шва, где происходит соединение деталей.
Во время работ полуавтоматом могут использоваться разные процессы. В их число входят:
- Металлообработка, с применением метода «короткой дуги».
- Металлообработка при помощи струйного переноса.
- Металлообработка импульсами (импульсная сварка).
Очень важно вначале определиться с характеристиками состава нержавейки. Это является очень важным фактором, потому что при соблюдении всех рекомендаций можно очень профессионально и качественно осуществить соединение металлических изделий.
Вернуться к оглавлению
Режимы при выполнении сварочных работ.
- Для нержавеющей стали, толщина которой меньше либо равна 0,8 мм, лучше применить метод «короткой дуги» (плавление электрода в инертном газе).
- Если толщина нержавейки составляет от 0,8 мм до 3 мм, то необходимо воспользоваться струйным переносом металла (обработка дугой).
- Импульсная сварка может применяться для металла, толщина которого выше 3 мм. Но возможно ее использование и для более тонких материалов. Импульсный метод является наиболее универсальным.
Импульсная металлообработка является более продуктивным и эффективным способом соединения деталей. Выше отмечалось, что этим способом можно пользоваться как с тонкими, так и с толстыми заготовками или изделиями. Преимущество этого метода заключается в более удобном управлении процессом. Технология сварки полуавтоматом заключается в том, что проволока-электрод (ее металл) постепенно переходит в сварочную ванну. Происходит это при помощи импульсов, производимых аппаратом. Одна капля сварки полуавтоматом будет равна одному импульсу.
Благодаря такому способу можно ощутимо снизить ток, применяемый для горения дуги. Соответственно, при уменьшении тока будет уменьшаться количество тепла, выделяемое при работе. Этот показатель является очень важным при обработке нержавейки.
Кроме того, импульсный метод позволяет избежать наличия сварочных брызг. Что помогает сэкономить материалы, применяемые в работе. Проволока, используемая для работы, — достаточно дорогой материал. Также пользуясь таким методом работы, можно значительно увеличить производительность работ при помощи сокращения времени, которое затрачивается на подготовку (зачистку) обработанного шва.
http://moyakovka.ru/youtu.be/dc2C1LSOoek
Решив заняться сваркой нержавейки, необходимо учесть все факторы и компоненты материала. Это позволит выполнить эту операцию наиболее качественно.
moyakovka.ru
www.samsvar.ru
Сварочные полуавтоматы MIG/MAG - инверторного и трансформаторного типа : Сварочный полуавтомат QINEO® PULSE
QINEO® PULSE - Импульсная сварка в идеальном представлении.
Источники QINEO® PULSE дают новое представление о точности и универсальности. Их градация позволяет адаптироваться к условиям эксплуатации при полуавтоматической, автоматической импульсной сварке в классах мощности 350, 450, 600 Ампер. Подобранная для конкретного случая применения панель управления и синергетический режим в серийной комплектации обеспечат элементарно простую настройку сварочного оборудования и гарантированный результат.
Непревзойденная точность в тонкой регулировке
В серии QINEO® PULSE предусмотрены две тонких регулировки: динамики и длины дуги. Возможность для сварщика точно адаптировать процесс с помощью двух различных факторов представляет собой наилучшее технологическое достижение импульсных аппаратов.
- ARC LENGTHтонкая регулировка длины дуги
- ARC DYNAMICтонкая регулировка динамики дуги
Преимущества аппарата
- Импульсная сваркаРежим импульсной сварки без брызг. Улучшение качества, экономия материалов, повышение производительности.
- Точность настройки.Плавное регулирование мощности, длины, динамики дуги. Полуавтоматическая, автоматическая сварка.
- Простое управлениеСинергетический режим с интеллектуальным управлением для всех распространённых видов материалов, защитных газов, проволоки.
- Пять вариантов процесса на выборПравильный процесс, соответствующий вашим требованиям, в одном аппарате. Совершенное качество шва.
- НадёжностьПрочная конструкция, гарантированные характеристики.
- Лучшие эксплуатационные качестваСтабильное зажигание, стабильность дуги. Значительное повышение производительности, качества работы.
- ПрактичностьУниверсальное использование благодаря небольшому весу.
- Эргономика на высшем уровнеПанель управления по желанию в источнике или механизме подачи проволоки
- Компоновка на выбор- компактность, благодаря встроенному устройству подачи проволоки, или- большая рабочая зона с механизмом подачи проволоки в отдельном корпусе
Сварочные полуавтоматы PULSE заслуживают высокую оценку за отличное зажигание, ровную, спокойную дугу, а также превосходные результаты. При этом 5 встроенных специальных процессов применимы для различных материалов и толщины. Это одновременно экономически выгодное и высокотехнологичное решение.
Насколько многообразны сферы применения, настолько широки возможности конфигурации QINEO® PULSE: начиная с выбора класса мощности, далее к панели управления, вплоть до индивидуального набора принадлежностей. Благодаря удобному размещению внутренних узлов, техническое обслуживание не занимает много времени. Кроме того можно легко добавлять или заменять комплектующие в процессе эксплуатации.
Панели управления ECO, MASTER и PREMIUM
Подобранная для конкретного случая применения панель управления и синергетический режим в серийной комплектации обеспечат элементарно простую настройку, гарантированный результат.
Сверхпрочная конструкция
Корпус усилен жесткими алюминиевыми профилями. Комплектующие с длительным сроком службы гарантируют высокую готовность к работе.
Порядок во внутреннем пространстве
Решающее преимущество модульного принципа конструкции раскрывается при взгляде внутрь корпуса: все комплектующие хорошо видны, доступ к ним не затруднен. Это упрощает операции по переоборудованию, если изменятся эксплуатационные условия и потребуется установить новые блоки.
Все чувствительные к загрязнению элементы размещены в непроницаемом для наружного воздуха отсеке. Тщательно продуманное внутреннее устройство упрощает уход. Например, чтобы заменить воздушный фильтр, потребуется повернуть только одну ручку.
Совершенные характеристики зажигания дуги
Аппаратам PULSE присущи отличное зажигание, спокойная, устойчивая дуга, безупречное качество. Наши заказчики особенно высоко оценили свойства короткой дуги, незначительное разбрызгивание, а также стабильность процесса.
QINEO® WIRE DRIVE: эргономичный подающий механизм
Удобство обращения и высокая надежность являются отличительными чертами компактного механизма подачи проволоки QINEO® WIRE DRIVE.
Легкий алюминиевый каркас с деталями из ударопрочного пластика серийно оснащается полозьями. По желанию, поставляется тележка с дополнительными защитными дугами.
Мощный 4-х роликовый привод с сильным мотором гарантирует подачу проволоки без проскальзывания, истирания. Боковая стенка полностью откидывается, открывая свободный доступ к селектору характеристик, катушке с проволокой. Проволока быстро заменяется, легко заправляется в подающее устройство.
Сварочные процессы
Полуавтоматам PULSE присущи отличное зажигание, спокойная, устойчивая дуга, безупречное качество. Весь спектр мощности подразделяется на пять вариантов процесса, каждый из которых дает максимум стабильности, минимум разбрызгивания.
- Control WeldПроцесс отличает стабильная дуга, особенно подходящая для тонкостенных изделий. Классические примеры применения: электротехническая промышленность, производство отопительной техники, бытовых приборов, металлической мебели, а также ремонтные работы во всех отраслях промышленности. Позволяет вести сварку в чистом углекислом газе.
Область применения- Тонкостенные изделия- Сварка в чистом углекислом газе- Ремонтные работы
Преимущества- Незначительное внесение тепла, малое коробление металла- Равномерная дуга- Хорошее перекрытие зазоров
Подробнее
- Vari WeldВ процессе VARI WELD пульсирующая дуга дает минимум брызг. Процесс раскрывает свои преимущества во всех отраслях промышленности. Его особенные достоинства очевидны при сварке алюминия и MIG-пайке. Подходит для полуавтоматической сварки, а также автоматизированного производства.
Область применения
- Сталь, алюминий, хромоникелевые сплавы, MIG-пайка.
Преимущества
- Хорошо управляемая пульсирующая дуга отличается прекрасно удерживаемой сварочной ванной, переносом капель с минимальным количеством брызг. - Процесс обеспечивает абсолютную стабильность дуги при различных внешних условиях.
Подробнее
- Speed WeldПроцесс SPEED WELD наилучшим образом приспособлен для сварки листов средней, большой толщины. Специфическая пульсирующая дуга находит применение преимущественно в производстве резервуаров, грузового автотранспорта, железнодорожных вагонов - всегда дает высококачественные швы. Область применения- Изделия средней, большой толщины.Преимущества- хорошее проплавление- высокая скорость- безупречное соединение кромок
Подробнее
- Rapid WeldДостоинства процесса Rapid Weld проявляются везде, где требуется высокая мощность дуги, а также большая глубина проплавления при высокой скорости. Процесс Rapid Weld может применяться как при сварке вручную, так и в автоматических установках. Его преимущества особенно важны для тяжёлого машиностроения, судостроения.
Область применения- Толстостенные стальные конструкции- Автоматическая, полуавтоматическая
Преимущества- Большая скорость подачи проволоки- Глубокое проплавление при высокой мощности дуги- Управляемая форма зоны плавления
Подробнее
- Duo PulseПроизводство мебели, автомобилестроение, детали самолетов, мотоциклов, а также электротехническая индустрия – сферы успешного применения DUO PULSE. Процесс обеспечивает превосходную поверхность шва, таким образом сводит к минимуму последующую обработку лицевых швов. Кроме того он дает надежное качество сварки, наилучшие результаты благодаря хорошему перекрытию зазоров и контролируемому внесению тепловой энергии.
Область применения- видовые швы- лучшее перекрытие зазоров- все видов стали, алюминиевые сплавы
Преимущества- равномерная чешуйчатость шва- существенно лучшее перекрытие зазоров- идеален для алюминия
Подробнее
Характеристики аппаратов QINEO® PULSE 350, 450 и 600
| Модель | PULSE 350 | PULSE 450 | PULSE 600 |
| Сварочный ток, А | 40 - 350 | 40 - 450 | 40 - 600 |
| Сварочный ток при ПВ 40 %, А | 350 | 450 | 600 |
| Сварочный ток при ПВ 100 %, А | 270 | 350 | 465 |
| Напряжение холостого хода, В | 75 | 75 | 87 |
| Напряжение сети, В | 400 / 50 Гц / 3-фазный | 400 / 50 Гц /3-фазный | 400 / 50 Гц 3-фазный |
| Кабель подключения, мм2 | 4 x 4 | 4 x 6 | 4 x 10 |
| Защита сети от перегрузок, А | 25 | 32 | 50 |
| Вид защиты | IP23 | IP23 | IP23 |
| Класс изоляции | F | F | F |
| Вид охлаждения | F | F | F |
| Габариты ДхШхВ (без подающего механизма), мм | 1226 / 630 / 741 | 1226 / 630 / 741 | 1226 / 630 / 741 |
| Вес (без подающего механизма), кг | 181 | 206 | 246 |
| Габариты ДхШхВ компактного аппарата, мм | 1226 / 630 / 942 | 1226 / 630 / 942 | 1226 / 630 / 942 |
| Вес компактного аппарата, кг | 193 | 206 | 246 |
| Макс. ширина колеи колёс, мм | ок. 552 | ок. 552 | ок. 552 |
Задайте вопрос по телефону (812) 309-74-80
Узнать стоимость / заказать оборудование вы можете заполнив форму, мы вам ответим в ближайшее время
(* - обязательны для заполнения):
Другие модели сварочного оборудования:
www.smart2tech.ru
Импульсный полуавтомат Видео

4 г. назад
Обзор, тест, отзывы и работа импульсного сварочного полуавтомата EWM PICOMIG 180 PULS. Узнать подробную информацию...

5 г. назад
Импульсный полуавтомат kempact pulse 3000 Kemppi подробнее - http://ctc22.ru/products/9/395/#page=pgDescr.

4 г. назад
Импульсный сварочный полуавтомат EWM PICOMIG 180 PULS.

3 г. назад
полуавтомат двойной импульс.

3 г. назад
Большой выбор сварочных аппаратов: http://центр-сварки21.рф/load/7.

5 г. назад
Сварка алюминия полуавтоматом с импульсным режимом АРИА МИГ 260 ПРОМ Алюминий 5мм , проволока 1мм, газ -аргон....

4 г. назад
Полуавтомат ариа 350.

7 мес. назад
Испытание на сварку GROVERS MIG200C https://www.youtube.com/watch?v=kGujXTx9oe4&t=1s Новинка Сварочный Полуавтомат Grovers MIG 200 C.

8 мес. назад
Сварочный инвертор TECH MIG 350 P DSP (N316) предназначен для промышленной механизированной сварки в среде защитных...

1 г. назад
Сварка происходит в режиме ForceArc в несколько этапов. Начинаем с прихваток; тогда выполняются внутренний...

3 г. назад
Сварка алюминия (AlSi5, стенка 4мм) импульсным полуавтоматом TP220 Helvi (Италия). Официальный представитель Helvi...

4 г. назад
Больше информации о полуавтомате на http://bit.ly/Picomig180LP. Полуавтомат Picomig 180 представляет собой универсальный...

5 г. назад
Купить сварочный полуавтомат - Элсва ПДГ 180И в http://elsva.in.ua/elsva-pdg-180i-noviy-svarochnyj-poluavtomat-11-detail Новый тест от интерне...
9 мес. назад
Многофункциональный полуавтомат МИГ 250 . Полное процессорное управление режимами сварки . Доступность...

4 г. назад
Демонстрация работы в режиме ручного изменения силы тока.

3 г. назад
сварка без присадки на импульсном и простом режиме сталь 1 мм aisi 304 сравнение швов Сайт для тех, кому небезра...
1 г. назад
Импульсный режим сварки позволяет идеально сваривать цветные металлы, при сварке снижается корабление...

2 мес. назад
Купить AURORA PRO Skyway 350 DUAL PULSE : https://goo.gl/6W6LFL Идеи и полезные советы от 220 Вольт: ✓ http://ok.ru/likevolt ✓ http://vk.com/likevolt ...
videoprime.ru