







Сварочная проволока СВ-08Г2С: особенности и разновидности. Сварочная проволока для автоматической сварки
Выбор проволоки и флюса для автоматической сварки
Скажите пожалуйста, какая сварочная проволока и какой флюс подойдет для сварки стали 20 автоматом Сварог mz1000 (трактор)?
При выборе сварочных материалов для автоматической сварки необходимо руководствоваться требованиями госстандартов.При поиске проволоки скачивают ГОСТ 2246-70, а для подбора подходящего флюса открывают ГОСТ 9087-81 Флюсы сварочные плавленые (pdf).
Сталь 20 сваривается всеми видами сварки (АДСФ, РДС, АрДС и КТС и т.д.) поскольку относится к классу малоуглеродистых.Для сварки стали 20 вы можете взять проволоку с низким содержанием углерода, либо с добавлением небольшого количества легирующих компонентов. ГОСТ предоставляет в этом плане широкий выбор, начиная от Св-08, Св-08А и заканчивая Св-12ГС, Св-20ГСТЮА, Св-18ХГС и даже Св-08ХН2ГМЮ и прочее. В проволоке может содержаться марганец, кремний, титан, алюминий, цирконий и т.д. – эти элементы добавляются для раскисления сварочной ванны и улучшения горения сварочной дуги. Однако на практике для сварки малоуглеродистых сталей чаще всего используют проволоку типа 08Г2С, она обеспечит достаточные прочностные свойства вашему сварному соединению. Если подбирать проволоку близкую по углероду, необходимо обратить внимание на присадку типа Св-18ХГС. Дополнительные сведения по прочностным характеристикам шва, сваренным тем или иным присадочным материалом, вы можете получить путем определения временного сопротивления разрыву образцов-свидетелей на разрывной машине.
Флюс (гранулированный порошок различных цветов и оттенков, поставляется в бумажных пакетах) выбирают по приложению 1 ГОСТ 9087-81.

Он также выбирается в соответствии с материалом конструкции и используемой проволоки. Это может быть АН-348-а, АН-348-АМ, ОСЦ-45, ФЦ-9, АН-60 и другие. Цена отечественных флюсов невелика по сравнению с иностранными аналогами, однако последние обеспечивают более высокое качество сварочного процесса и конечного результата. Речь идет, например, о флюсе типа ESAB OK Flux 10.71
svarka-master.ru
Сварочная проволока. Сварка
Сварочными называют материалы, которые обеспечивают возможность протекания сварочных процессов и получение качественных сварных соединений. К таким относят присадочные, покрытые электроды, флюсы, защитные газы и некоторые другие материалы.
С применением присадочных материалов выполняются практически все сварочные швы. Роль данных материалов, помимо получения необходимой геометрии шва, заключается еще и в обеспечении высоких эксплуатационных характеристик при минимальной склонности к образованию дефектов. В большинстве случаев состав присадочного материала мало отличается от химического состава свариваемого металла. Присадочные материалы разрабатывают применительно к конкретным группам свариваемых металлов и сплавов, а также к их отдельным маркам. При этом учитывают и методы сварки, определяющие потери отдельных элементов.
Присадочный материал должен содержать меньшие количества газов и шлаковых включений, быть более чистым по примесям. Присадочные материалы используют в виде металлической проволоки сплошного сечения или порошковой проволоки (с порошковым сердечником). Применяют также прутки, пластины, ленты.
К сварочной проволоке предъявляют высокие требования по состоянию поверхности, предельным отклонениям по диаметру, овальности и другим показателям. Для заполнения разделки шва в зону дуги вводят присадочный металл в виде прутка или проволоки.
При ручной дуговой сварке применяют плавящиеся электроды в виде прутков или стержней с покрытием. При механизированной сварке используют электрод в виде проволоки, намотанной на кассету. Изготовляют стальную холоднотянутую проволоку круглого сечения диаметрами 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0 мм и поставляют в мотках (бухтах) из одного отреза.
Проволока первых семи диаметров предназначена в основном для полуавтоматической и автоматической сварки в защитном газе. Для автоматической и полуавтоматической сварки под флюсом применяют проволоку диаметром 2–6 мм. На изготовление стержней электродов идет проволока диаметром 1,6–12,0 мм. Поверхность проволоки должна быть гладкой, чистой, без окалины, ржавчины, грязи и масла.
По химическому составу стальная проволока делится на три основные группы:
• углеродистая (6 марок) – с содержанием углерода не более 0,12 % – предназначена для сварки низкоуглеродистых, среднеуглеродистых и некоторых низколегированных сталей;
• легированная (30 марок) – для сварки низколегированных, конструкционных, теплостойких сталей;
• высоколегированная (41 марка) – для сварки хромистых, хромоникелевых, нержавеющих и других специальных легированных сталей.
Проволока маркируется индексом Св (сварочная), буквами и цифрами. Обозначения легирующих примесей следующие:
Г – марганец,
С – кремний,
X – хром,
Н – никель,
М – молибден,
В – вольфрам,
Ф – ванадий и др.
Первые две цифры указывают содержание углерода в сотых долях процента, а цифры после буквы, указывающей легирующие примеси, – количество данного элемента в процентах. Отсутствие цифры после буквенного обозначения легирующего элемента означает, что этого элемента в материале проволоки менее одного процента. Буква А в конце марки указывает на пониженное содержание вредных примесей (серы и фосфора). Например, сварочная проволока марки Св–08ХГ2С содержит 0,08 % углерода, до 1 % хрома, до 2 % марганца и до 1 % кремния. Содержание углерода в сварочной проволоке не превышает 0,12–0,15 %, что снижает склонность металла шва к газовой пористости и образованию твердых закалочных структур.
Содержание кремния в углеродистой проволоке составляет менее 0,03 %, так как наличие кремния способствует образованию при сварке пор в металле шва. Допустимое содержание серы и фосфора также ограниченно (0,04 % каждого элемента), так как они даже при малой концентрации способствуют образованию трещин в сварном шве.
Медь и ее сплавы сваривают проволокой и прутками из меди и сплавов на медной основе.
Алюминий и алюминиевые сплавы сваривают сварочной проволокой из алюминия и его сплавов.
Для сварки других металлов и сплавов применяют сварочную проволоку или стержни, изготовленные либо по ГОСТу на свариваемый металл, либо по техническим условиям.

Рис. 57.
Схема изготовления порошковой проволоки:
1 – стальная лента; 2 – бункер с шихтой; 3 – фильеры; 4 – порошковая проволока

Рис. 58.
Поперечное сечение порошковых проволок:
а – кольцевая; б – с одной загнутой кромкой; в – с двумя загнутыми кромками; г – двухслойная
Порошковая электродная проволока (рис. 57, 58) применяется вместо дорогостоящей легированной сварочной проволоки. Она состоит из таллической оболочки и сердечника. Металлическая оболочка служит для подвода сварочного тока и удержания порошкового сердечника. Сердечник представляет собой смесь порошков минералов, руд, ферросплавов и металлических порошков. Участвуя в металлургическом процессе при сварке, смесь обеспечивает защиту металла сварочной ванны от кислорода и азота воздуха, раскисление и легирование металла шва, образование легко удаляемого шлака и получение высококачественного шва. Сварку порошковой проволокой производят открытой дугой, под флюсом или в защитных газах.
Порошковая лента применяется вместо порошковой проволоки (рис. 59) для получения более широкого слоя наплавленного металла и увеличения производительности наплавки. Она сворачивается в рулоны, применяется для наплавки автоматами, снабженными специальными устройствами для подачи ленточных электродов. Широкое применение получили проволоки, не требующие при сварке дополнительной защиты (самозащитные), и проволоки, используемые с газовой защитой зоны сварки (газозащитные).
Сварка порошковой проволокой получает большое применение при изготовлении и монтаже строительных конструкций на строительно-монтажной площадке благодаря высокой производительности и низкой чувствительности к внешним условиям. Наибольшее применение получили проволоки малого диаметра (1,6–2,4 мм) марок ПП—АН1, ПП—АНЗ, ПП—АН7, ПН—АНН, ПП–1ДСК, ПП–2ДСК и др. Они позволяют получить сварные швы с высокими механическими свойствами.

Рис. 59.
Схема изготовления порошковой ленты:
а – отбортовка нижней ленты; б – заполнение порошком и укладка верхней ленты; в – завальцовка кромок нижней ленты; г – выдавливание углублений для уплотнения порошка и придания гибкости ленте
Разработан и успешно применяется способ сварки самозащитной проволокой, т. е. сплошной легированной проволокой без защитной среды (открытой дугой). Металл специальных электродных проволок, применяемых для этого способа, содержит раскисляющие и стабилизирующие элементы. При сварке происходит компенсация выгорания марганца и кремния за счет повышенного содержания их в металле проволоки. Имеющиеся в электродной проволоке алюминий, титан, цирконий и церий обеспечивают хорошее раскисление сварочной ванны, образуя соединение, переходящее в шлак.
Эти элементы связывают азот, нейтрализуя его вредное действие на пластичность и вязкость металла. Введение церия и циркония повышает ударную вязкость и пластичность металла шва. Они также способствуют устойчивости процесса сварки и уменьшению разбрызгивания металла. Этим способом можно производить сварку в углекислом газе постоянным током прямой полярности, что позволяет значительно повысить коэффициент наплавки и производительности сварки. Для этого способа применяют проволоки марок Св–20ГСТЮА и Св–15ГСТЮЦА.
Таблица 12
Порошковые проволоки




Для сварки используют электроды:
НИИ–48Г (Э–10Х20Н9Г6С) – для сварки ответственных конструкций из низколегированных и специальных сталей, высокомарганцовистых сталей типа 110Г13Л, а также сварки таких сталей с хромоникелевыми аустенитными сталями;
ОЗЛ–19 (10Х23Н12Г) – для сварки и заварки дефектов литья из высокомарганцовистой стали марки 110ПЗЛ, а также сварки этой стали с другими сталями, в том числе с легированными типа 30ХГСА и углеродистыми типа сталь 35, сварки в нижнем, вертикальном и ограниченно потолочном положениях шва постоянным током обратной полярности;
ЭА–112/15(10Х15Н25М6Г2АФ) – для сварки легированных высокопрочных сталей типа АК и высокомарганцовистых сталей;
ЭА–395/9 (08Х16Н26М6АГ2) – для сварки ответственных конструкций из легированных сталей повышенной и высокой прочности в термически упрочненном состоянии без последующей после сварки термической обработки, в том числе сталей типа АК, а также сварки углеродистых и низколегированных сталей с аустенитными сталями, например, типа 110Г12Л;
ЭА–981/15 (10Х15Н25М6Г2АФ) – для сварки легированных прочных сталей типа АК и высокомарганцовистых сталей типа 110Г13 разработанная институтом электросварки им. Е. О. Патона самозащитная порошковая проволока ПП АНВ – 2у.
Следующая глава >
info.wikireading.ru
Присадочная проволока для сварки нержавейки и аргоном
Сварочная проволока – это один из материалов, применяемый для сварки деталей. Основная ее задача – создание качественных сварочных швов. Основное преимущество сварочной проволоки заключается в том, что шов, полученный с ее помощью, отличается высокой стойкостью к коррозии и ряду других факторов.

Присадочная проволока
На сегодня к основным типам проволоки относят:
- постоянного сечения;
- порошковую;
Присадочная сварочная проволока и ее особенности
Проволока – это металлическое изделие, которое имеет малое сечение. Причем оно настолько мало, что несопоставимо по размерам с его длиной. Для производства проволоки применяют различные виды металлов – и черных, и цветных, и нержавеющих.

Порошковая сварочная проволока
Отдельный класс продукции – это сварочная. Ее применяют для проведения автоматической и полуавтоматической сварки. Из нее изготавливают электроды, прутки и прочие изделия, применяемые при сварке деталей ручным и автоматическим способом.
По сути, она заменяет собой электроды, используемые при сварочных работах. Через нее в сварочную зону подают электричество, необходимое для розжига и поддержания дуги. Кроме того, проволока принимает участие в формирование сварных швов и обеспечивает их физико-механические параметры.
Для производства проволоки, применяемой для сварочных работ, используют различные типы металла. При этом может измениться сфера использования готовой проволоки. Например, при производстве сварочной проволоки может быть использован алюминий. Ее можно использовать для работы со сплавами на основании магния, алюминия и ряда других. Если проволока выполнена из нержавейки, то ее применяют при сварке деталей выполненных из сталей стойких к воздействию коррозии.
При строительстве судов чаще всего применяют порошковую проволоку. Кроме того, существует омедненная проволока. Ее использование влечет за собой получение качественных швов. Не так давно, в ходу была проволока без какого-либо покрытия вообще.

Омедненная присадочная проволока
Выбирая проволоку для сварочных работ необходимо всегда помнить о том, что на рынке существует несколько типов подобной продукции. Они отличаются друг от друга не только химическим составом, но и строение, количеством легирующих компонентов.
Проволоку необходимо выбирать исходя из пометок, нанесенных на ее поверхность или на упаковку. Пометки, говорят потребителю о физико-технических параметрах проволоки и области ее применения.
Например, в ГОСТ 2246-70, это документ, который нормирует технические условия на стальную сварочную проволоку. Так, он гласит, то, что для производства этого сварочного материала допустимо использовать низкоуглеродистую сталь (Св-08АА, Св-08ГА) легированную (Св-08ХН2ГМЮ, Св-08ХН2Г2СМЮ) и высоколегированные сплавы (Св-10Х16Н25АМ6, Св-09Х16Н25М6АФ).
Кроме того, сварочную проволоку разделяют на ту, которую применяют для выполнения сварочных работ, и на ту, из которой производят электроды. Она может быть изготовлена c с медным покрытием и без него. Все тонкости, касающиеся диаметра, марки стального сплава, наличия покрытия должны оговариваться при оформлении заказа.
Проволока для сварки аргоном
Выполнение работ под защитой аргона применяется во всех промышленных отраслях и в быту. Для ее реализации применяют специально выпускаемую присадку.

Проволока для сварки аргоном
Сварные работы под защитой аргона позволяют выполнять соединение деталей, которые на обыкновенном сварочном устройстве соединить невозможно. В основном, аргонную сварку применяют для сваривания деталей из цветного металла, нержавеющих сталей.
Общие параметры метода сварки с применением аргона
В основе аргонной сварки, как уже отмечалось, лежит создание сварочной ванны под защитой аргона. Его наличие защищает расплав от воздействия атмосферного кислорода. Технология такой сварки подразумевает использование, как минимум двух методов сварки. Для их реализации могут быть использованы плавящиеся и неплавящиеся электроды.

Сварка аргоном
Сварочные технологии подразумевают два способа, в одном применяют плавящиеся электроды, в другом плавящиеся. За счет использования последних получают качественный шов с равномерной плавкой обоих заготовок. Такой способ применяют для сварки труб и соединения деталей из титана и алюминия.
Дуга разжигается между рабочим инструментом и деталями, подлежащими сварке. При сваривании деталей по аргонодуговой технологии используют инструмент (электроды) произведенные из вольфрама. Главное их достоинство заключается в их тугоплавкости. Для улучшения его эксплуатационных характеристик в состав вольфрамового сплава вводят отдельные химические соединения.
Если существует необходимость в применение дополнительного присадочного материала, то его подают в сварочную ванну сборку и это исключает контакт с электричеством подаваемом в нее.
Нюансы применения
На сегодня разработано множество методов сварки, работающих на основании различных принципов. Но сказать, что один способ лучше сказать сложно. Каждый из них обладает плюсами и минусами. Но иногда получается так, что имеет смысл использовать только один, конкретный вид сварки. Одним из таких видов является сварка порошком или порошковой проволокой.

Процесс применения присадочной проволоки
По сути, эта проволока представляет собой трубку, внутрь нее уложен флюс и порошок из металла.
В РФ выпускают проволоку преимущественно для сварных работ с черными сталями.
К материалу этого класса существуют такие требования, например, ее использование не должно создавать проблем при розжиге и сопровождении дуги. Проволока должна расплавляться равномерно и при этом не создавать большого количества искр вокруг сварочной ванны. Образующийся шлак равномерно распределяется на всей поверхности шва и по мере его остывания он должен легко отделяться.
Шов должен отвечать всем требованиям нормативной документации и на нем должно быть, ни каких дефектов – подрезов, непроваров, пор и трещин. Указанные свойства определяют возможность использования порошковой проволоки для выполнения работ. Между тем для установления некоторых свойств сварочной проволоки необходимо выполнить экспериментальную сварку. Для этого необходимо взять валик и наварить его на металлическую пластину. Сварка должна выполняться равномерно, в самом нижнем положении рабочего инструмента. В качестве сварочных режимов принимаются средние, для свариваемого металла. После проведения таких экспериментов станет ясно, когда и в каких условиях имеет смысл применять такую проволоку.

Схема сварки при использовании присадочной проволоки
Эта сварка может быть использована часто, так как обладает множеством достоинств. Так, сварка может быть невозможна потому, что направление электрода в необходимое место невозможно. Кстати, такие проблемы встают и при выполнении сварки полуавтоматом.
В этих условиях имеет смысл использовать порошковую сварку. Все дело в том, что она сочетает в себе положительные свойства обыкновенных электродов и обыкновенной сварочной проволоки.
Надо отметить, что сварка порошковой проволокой не нуждается в газе, наборе газовых рукавов и аппаратуры для подачи или создания флюса.
Преимущества
Присадочная сварочная проволока может быть классифицирована как самозащитная и газозащитная. Защиту проволоки могут обеспечивать различные виды газов. Применение сварочной проволоки позволяет получать:
- За счет высокого теплового потока электрод образует узкую область термического действия на металл.
- Необходимое воздействие на металл образующегося сварного шва за счет изменения газового состава и марки проволоки.
- Высокую производительность труда по время выполнения сварочных работ.

Самозащитная порошковая проволока
Применение сварочной проволоки предоставляет большие возможности для механизации работ.
Из явных достоинств можно назвать и то, что благодаря применению проволоки для электродуговой сварки происходит снижение основного и вспомогательного времени на выполнение работ в результате снижаются накладные расходы и происходит снижение себестоимости готовой продукции.

Присадочная проволока с полированной поверхностью
Существует два вида сварочной проволоки – с полированной и с обмедненной поверхностью. И состояние поверхности проволоки оказывает существенное влияние на качество дуги, получаемого шва, количество капель расплавленного металла и само собой на надежность сварочного оборудования.
Недостатки
Между тем нельзя не отметить и то, что использование присадочной проволоки для сварки обладает рядом недостатков, которые технологи должны учитывать при выборе метода и режимов сварки:
- Сварочный присадочный материал требует постоянной защиты и это оказывает негативное влияние на стоимость работ.
- Для хранения больших объемов материала необходимо обеспечивать строго определенные условия, которые не всегда получается использовать.
- Катушки с ней не всегда удобно использовать для работы в домашних условиях, особенно если речь идет о небольших объемах сварки.

Дополнительные флюсы для сварки
- При выполнении сварки с помощью этого изделия достаточно проблематично подобрать какой-то один универсальный диаметр и поэтому приходится держать на складе несколько типоразмеров продукции.
- Часто для повышения качества сварочных швов приходится использовать дополнительный флюс.
Классификация
Выбирая необходимый сварочный материал надо понимать, для каких именно работ она будет использована. Для облегчения выбора разработано несколько видов классификации. Изначально выделяют группы, касающиеся количества легирующих элементов в химическом составе проволоки, выделяют три основные группы:
- с небольшим количеством углерода;
- с небольшим количеством легирующих компонентов;
- с большим количеством легирующих составляющих.
В отдельную группу выделяют порошковую проволоку, применяемую для автоматической сварки и показывающую требуемое качество сварного соединения.

Строение присадочной проволоки
Еще один способ классификации определяет ее по материалу изготовления. В этом случае изделия разделяют по основному материалу. Для изготовлениясварочной проволоки применяют алюминий, медь, нержавейку, сталь и пр.
Для сваривания деталей из обыкновенной стали применяют следующие марки сварочного материала:
08Г1С – она состоит из материала покрытого медью, ее применяют при работе со сталями и материалами с низким содержанием легирующих элементов. В качестве защитной среды применяют углекислоту или аргоновую смесь. Ее применяют для сварки на полуавтоматическом оборудовании.
Для сварки нержавейки
Нержавеющая сталь обладает некоторыми сложностями при обработке. Для выполнения сварки подбирают такой материал, которая максимально приближена к составу заготовок. Например, 04×19Н11М3.

Проволока для сварки нержавейки
Он обладает стойкостью к коррозии. Проволоку из этого материала применяют для сваривания из деталей, в состав которых входит хром и пр. Сварку производят на автоматическом оборудовании под защитой газа.
Для сварки алюминия
Алюминий, и остальные цветные металлы, сваривают аргоно-дуговой сваркой.

Проволока для сварки алюминия
Для выполнения сварки используют проволоку, выполненную из сплава Д16 или В92Ц. В состав последней, кроме алюминия, входят магний и цинк.
Разновидности проволоки для нержавейки 12х18н10т
Для сваривания деталей из нержавейки необходимо использовать аргонодуговую сварку и присадку, выполненную из такого же материала. Она может иметь разные свойства, которые могут подходить для других случаев. Из стали 12×18Н10Т производят сортовой прокат. Присадочный материал этой марки должна отвечать требованиям ГОСТ 18143-72.
Сварочная присадочная проволока нашла свое применение в машиностроительной и пищевой отраслях промышленности, на стройке и пр. Она обладает не только высокой коррозионной стойкостью, но и сопротивляемостью к воздействию химически — агрессивных сред. В ее составе содержится достаточное количество хрома, который защищает ее от ржавчины.
Для сварочных работ применяют изделия произведенные по технологии холодного вытягивания. У нее довольно низкая цена и в то же время такая обработка сохраняет все ее свойства. Такая проволока обеспечивает качество шва при обработке любого материала.

Проволока нержавеющая 12Х18Н10Т
Так, системы водоснабжения часто собирают из трубопроводной арматуры, изготовленной из этой марки стали. При сборке и ремонте оптимальным считается использование сварочной присадки марки 12Х18Н10Т.
Эта марка стали выпускается в нескольких вариантах. Для ее производства применяют технологии горячего или холодного проката. Они позволяют получать изделие диаметром от 0,2 до 6 мм. При использовании проволоки этой марки необходимо учитывать то, что она может изменять некоторые свои параметры исходя из диаметра.
Сварка деталей из нержавеющей стали – это сложный технологический процесс и если нарушать его правила, то в результате может получиться большое количество некондиционной продукции. Во избежание этого необходимо сделать правильный выбор материала проволоки. Проволока из стали 12Х18Н10Т – это специфичный продукт и вполне вероятно может не подойти для большинства видом легирующей стали. Главное правило выбора материала для сварки – идентичность химсостава. Проволока, выполненная из этой проволоки, хороша тем, что промышленность выпускает широкую номенклатуру и проблем с выбором, как правило, не встает. Кстати, при сваривании может потребоваться предварительный прогрев и плавное остывание. Подогрев выполняют с помощью газовой горелки.
Особенности выбора
При подборе материала для работ надо учитывать ряд ее свойств. В частности, должны совпадать температура расплава металла и проволоки и конечно материалы.
То есть для сварки алюминия необходимо выбирать проволоку выполненную из этого материала. Для нержавеющей стали применяют проволоку из такой же стали и пр.
Трудности при сварке
Надо отметить то, что сварка проволокой отличается требуемым качеством, но это может быть обеспечено только в случае если марка материала и проволоки совпадают, а режим отвечает требованиям нормативной и конструкторской документации.
Кроме того, так проволока, которая используется в производстве должна хранится в соответствующих условиях.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Сварочная проволока для автоматической сварки реакторных сталей
Изобретение относится к сварочным материалам и может быть использовано для автоматической сварки реакторных сталей при изготовлении изделий в энергетическом машиностроении. Сварочная проволока для автоматической сварки реакторных сталей содержит, мас.%: углерод от более 0,1 до 0,14, кремний 0,05-0,32, марганец 0,6-1,1, хром 1,5-2,1, никель 0,9-1,8, молибден 0,5-0,9, титан 0,05-0,12, ниобий 0,001-0,01, бор 0,0001-0,001, железо и примеси - остальное. Содержание компонентов удовлетворяет следующему соотношению: (0,3Cr+5V+12Nb)/C≤8,5. Снижается критическая температура хрупкости металла шва до минус 15°C при одновременном повышении его прочностных характеристик. 1 з.п. ф-лы, 3 табл.
Изобретение относится к производству сварочных материалов и может быть использовано для автоматической сварки теплоустойчивых сталей перлитного класса при изготовлении изделий в атомном энергетическом машиностроении.
Для обеспечения надежности и долговечности оборудования металл сварного шва должен обладать комплексом технологических и служебных свойств: высокой прочностью и пластичностью, низкой температурой хрупко-вязкого перехода (Тк0), стойкостью против тепловой хрупкости.
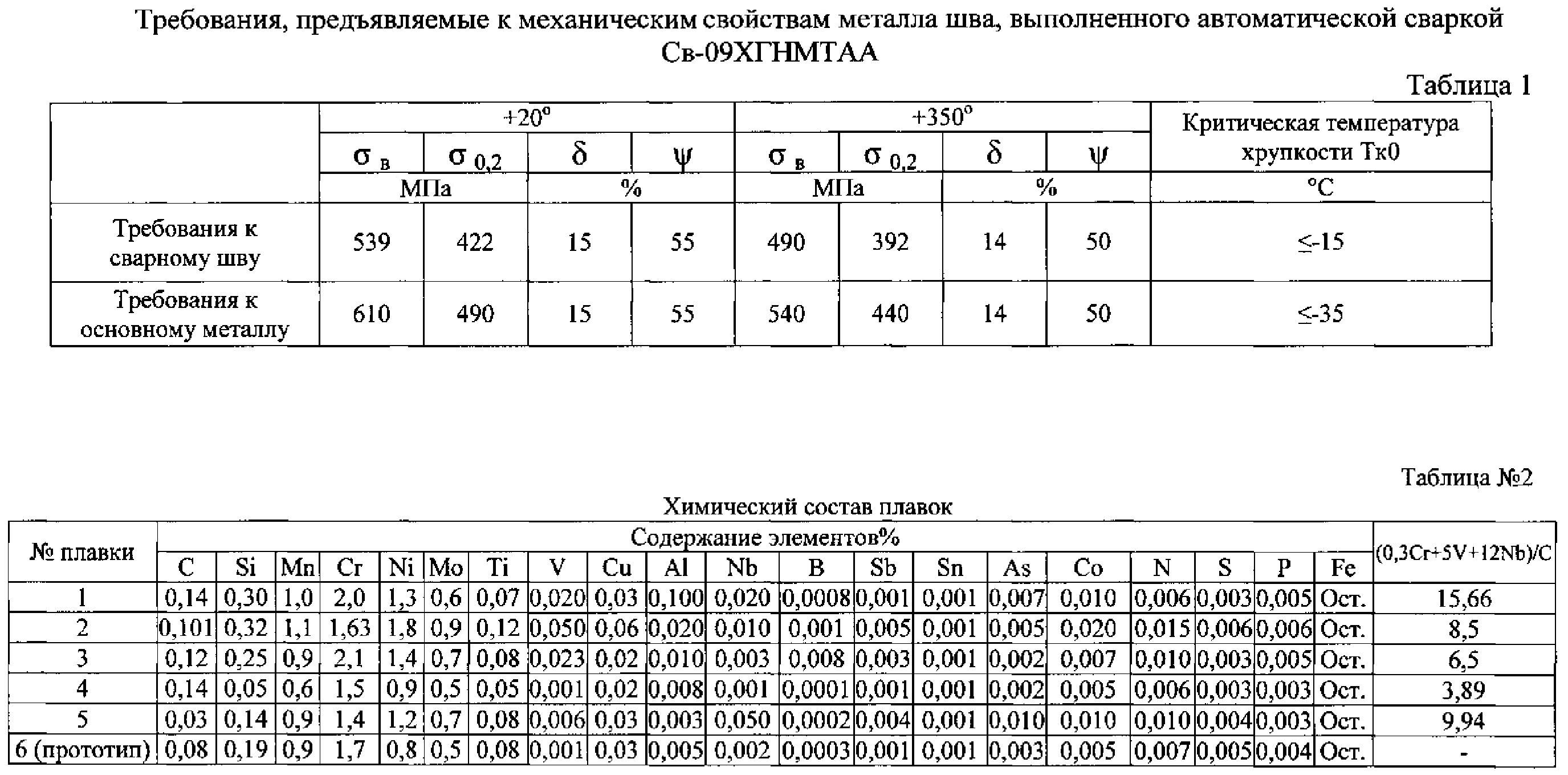
Значительная часть энергетического оборудования изготавливается из теплоустойчивой стали типа ВК-2 (марки 15Х3НМФА, 15Х2НМФА), которая обладает высокой прочностью и пластичностью при температуре эксплуатации до 350°C. К металлу сварных швов, этой стали предъявляются определенные требования по прочностным и пластическим характеристикам, а также по критической температуре хрупкости (таблица №1). Однако в подавляющем большинстве случаев фактические показатели критической температуры хрупкости металла шва значительно выше, критической температуры хрупкости основного металла, кроме этого зачастую используемые сварочные материалы не обеспечивают получение равнопрочных сварных соединений. Это приводит к тому, что в оборудовании, изготовленном с применением этой марки проволоки, сварные швы являются наиболее слабым звеном. Во многом это связано с ограничением в составе сварочных материалов такого элемента, как никель. Высокое содержание никеля является причиной пониженной радиационной стойкости металла, что под воздействием нейтронного облучения приводит к значительному сдвигу критической температуры хрупкости в область положительных температур. Именно, температура хрупко-вязкого перехода сварных швов, расположенных напротив активной зоны, является основным фактором, лимитирующим продолжительность срока службы корпуса атомного реактора и всей АЭС в целом. В последние годы при конструировании новых типов реакторов наметилась тенденция к увеличению их срока службы до 60 лет и более, а также к увеличению толщин деталей корпуса до 500 мм. Развитие черной металлургии позволяет обеспечивать получение крупногабаритных поковок высокого качества, критическая температура хрупкости которых находится в интервале температур от -30 до -80°C. С одной стороны, увеличение габаритов поковок позволяет вынести сварные швы за пределы активной зоны, за счет чего снимается вопрос их радиационной стойкости металла шва, с другой стороны, повышаются требования к прокаливаемости сварных швов в толщинах до 500 мм.
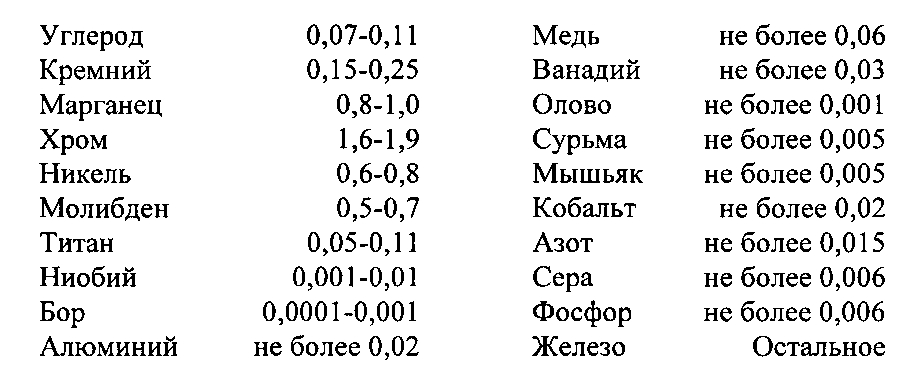
Для сварки теплоустойчивых сталей типа ВК-2 применяется проволока марки Св-09ХГНМТАА-ВИ по ТУ 14-1-3675, имеющая следующие ингредиенты, %:

Наиболее близким к заявленному составу является сварочная проволока по патенту №2445036 - прототип, имеющая следующие ингредиенты, %:
Недостатком указанного состава является высокая температура хрупко-вязкого перехода металла шва и его низкие прочностные характеристики по сравнению с основным металлом.
Техническим результатом настоящего изобретения является снижение критической температуры хрупкости металла шва до минус 15°C при одновременном повышении его прочностных характеристик до уровня, который обеспечивает основной металл (таблица 1).
Технический результат достигается тем, что сварочная проволока, содержащая углерод, кремний, марганец, хром, никель, молибден, титан, ниобий, бор, ванадий, олово, медь, алюминий, сурьму, мышьяк, кобальт, азот, серу, фосфор, согласно изобретению содержит компоненты при следующим соотношении, мас.%:

при этом соотношение следующих элементов не должно превышать (0,3Cr+5V+12Nb)/C≤8,5.
Увеличение вязких характеристик при пониженных температурах достигается за счет увеличения содержания в составе проволоки никеля. Никель - один из наиболее эффективных легирующих элементов, способствующих повышению прокаливаемости стали. В указанных пределах легирование никелем способствует получению наиболее благоприятных с точки зрения вязких и прочностных свойств структур, а именно структуры нижнего бейнита. Структура нижнего бейнита после проведения высокого отпуска обеспечивает наиболее высокие вязкие характеристики металла шва в области отрицательных температур. При дальнейшем повышении содержания никеля вязкие характеристики металла шва снижаются за счет интенсификации процессов отпускной хрупкости. Введение никеля в количестве ниже заявленного предела не может гарантировать обеспечения требуемой температуры хрупко-вязкого перехода металла шва.
На основании экспериментальных исследований было установлено оптимальное соотношение между углеродом и такими карбидообразующими элементами, как хром, ванадий и ниобий, которое позволяет обеспечить высокую стойкость металла к тепловому охрупчиванию,
(0,3Cr+5V+12Nb)/C≤8,5.
Невыполнение этого соотношения приводит к существенному охрупчиванию металла шва в результате длительных тепловых выдержек за счет того, что со временем легирующие элементы, не связанные в прочные карбиды образуют хрупкие межзеренные интерметаллидные прослойки.
Таким образом, задача создания новой сварочной проволоки заключается в оптимизации содержания легирующих элементов с целью обеспечения температуры хрупко-вязкого перехода металла сварного шва не более -15°C при обеспечении требуемых характеристик прочности.
При легировании сварочной проволоки вне заданных пределов в соответствии с заявленными состав сварочной проволоки становится неоптимальным, что проявляется в значительном снижении вязких характеристик металла шва в области отрицательных температур.
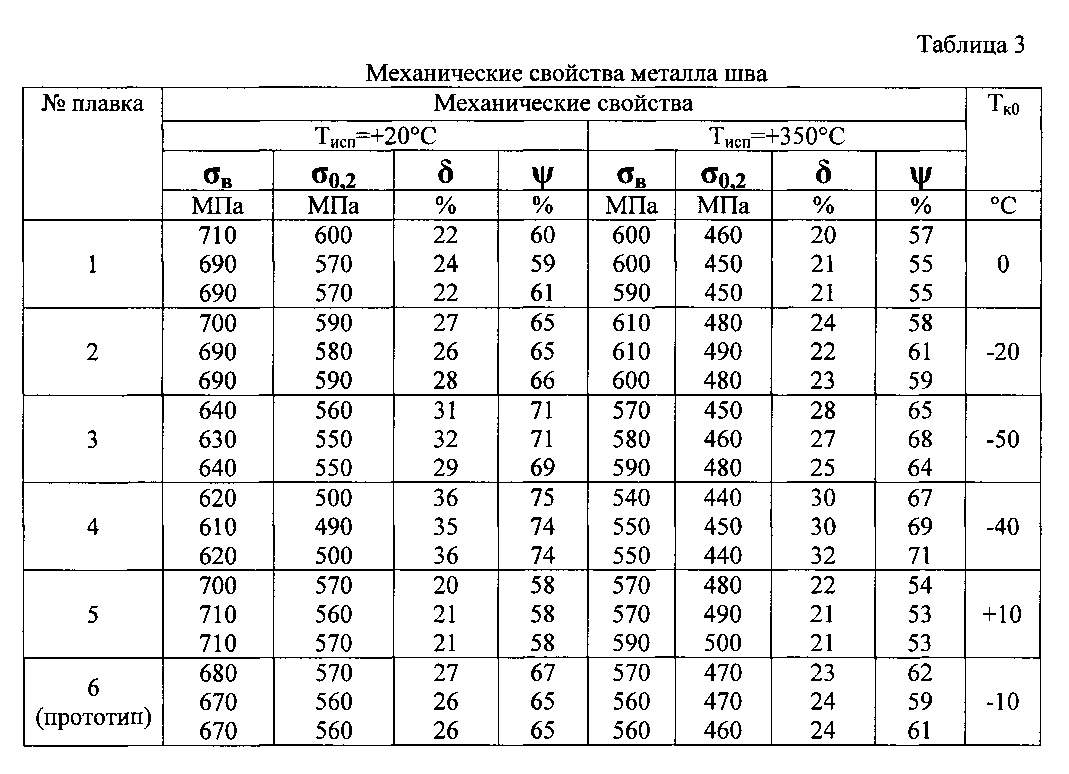
На производственной базе ОАО МЗ «Электросталь» ЦНИИ КМ "Прометей" провел комплекс лабораторных и опытно-промышленных работ по выплавке, пластической обработке и изготовлению опытных партий сварочной проволоки. Во ФГУП ЦНИИ КМ «Прометей» были изготовлены сварные пробы и проведены их испытания.
Химический состав исследованных материалов, а также результаты определения механических свойств представлены в табл. №2 и 3.
Ожидаемый технико-экономический эффект от использования новой сварочной проволоки для изготовления корпусов реакторов АЭУ перспективных проектов по сравнению с прототипом выразится в повышении эксплуатационной надежности и ресурса изделий при обеспечении повышенной безопасности за счет снижения температуры хрупко-вязкого перехода металла сварных швов.
1. Сварочная проволока для автоматической сварки реакторных сталей, содержащая углерод, кремний, марганец, хром, никель, молибден, титан, ниобий, бор и железо, отличающаяся тем, что она содержит компоненты при следующем соотношении, мас.%: углерод от более 0,1 до 0,14, кремний 0,05-0,32, марганец 0,6-1,1, хром 1,5-2,1, никель 0,9-1,8, молибден 0,5-0,9, титан 0,05-0,12, ниобий 0,001-0,01, бор 0,0001-0,001, железо и примеси - остальное, при этом содержание компонентов удовлетворяет следующему соотношению:(0,3Cr+5V+12Nb)/C≤8,5.
2. Проволока по п.1, отличающаяся тем, что в качестве примесей она содержит, мас.%: ванадий не более 0,05, медь не более 0,06, олово не более 0,001, сурьма не более 0,005, алюминий не более 0,02, фосфор не более 0,006, мышьяк 0,005, кобальт не более 0,02, азот не более 0,015, сера не более 0,006.
www.findpatent.ru
нюансы в использовании, правила применения, разновидности проволоки
Что такое сварочная проволока св08г2с, омедненная и другие различные виды этого промышленного продукта. Видов этого изделия для сваривания металлов существует множество, и это решило очень много проблем, связанных со скреплением металлических деталей различных размеров и толщины, сделанных из различных металлов.
Где нужны сварочные работы
Вполне даже может быть, что сварочные работы некоторым людям могут потребоваться и в бытовых условиях, но подавляющее количество сварочных работ требуется в производственных условиях, там сварка числится практически как неотъемлемая функция производства. Когда возникает ситуация, при которой требуется сварить между собой металлы, также возникает вопрос о том, как следует эту работу выполнить, каким сварочным аппаратом и материалами это делать и тому подобные моменты.
Существуют различные способы сварки металлов, различные расходные материалы. Выбираются они в зависимости от того, какие металлы нужно сварить. Если нужно варить цветные или тугоплавкие металлы, следует использовать присадку сварочную определённого вида.
Каким образом выбирается марка материала?
Такой вопрос вполне может серьёзно озадачить новичка, но если во всём последовательно разобраться, то ничего сверхсложного в этом деле нет. Существует список, в котором указано, каким видом нужно варить определённые металлы.
Виды проволоки
Статья расскажет о:
- Различных присадках для сварки.
- Маркировке продукта.
- Порошковой проволоке, предназначенной для сварки алюминия, которой можно сваривать и металл титан.
- Для варки стали, такая более распространена, чем другие виды.
- Проволоке, которой можно варить медь.
- Присадочной.
- Способной сваривать чугун, сплавы никеля.
- Способной сваривать нержавеющую сталь.
- Диаметрах присадок.
Маркировка
Важным фактом для качества является её химический состав, он важен при выборе. Состав указан на изделии отечественного производителя, при условии что соблюдается ГОСТ 2246–70 , по зарубежному это стандарт AWS. В СНГ довольно мощно реализовано производство, например, сварочная св08г2с омедненная и много других видов.
Расшифровка обозначений на маркировках отечественного производства:
- СВ — означает что это сварная.
- А — это говорит о том, что в ней есть азот.
- Б — содержание ниобия.
- В — содержит вольфрам.
- Г — имеется марганец.
- Д — в состав входит медь.
- М — содержание молибдена.
- Н — содержание никеля.
- С — в составе имеется кремний.
- Т — содержание титана.
- Ф — ванадий.
- Ц — цирконий.
- Х — хром.
- Ю — алюминий.
- Если в конце маркировки имеется буква А, это означает, что изготовлена из стали высокого качества с минимальным содержанием примесей.
- Если в конце маркировки имеется символика АА, это знак того, что это высочайшего качества сталь, и примесей в ней ещё менее, чем в предыдущем варианте со знаком А.
Проволока СВ-08Г2С
Если взять этот вид как пример, можно разобрать по пунктам, что означает эта маркировка:
- СВ — означает, что это сварочная.
- 08 — это говорит о том, что содержит легированные элементы, массовая доля которых равна 0,08%, в этом случае речь идёт об углероде.
- Г — эта буква символизирует о содержании в металле, из которого изготовлен марганец.
- 2 — означает, что в проволоке около 2% вещества, которое указано вслед за этой цифрой. В рассматриваемом данном случае речь идёт о марганце.
- С — имеется кремний в проволоке. В рассматриваемом примере после С нет цифры, это говорит о том, что кремния менее 1%, но больше чем 0,5%.
Если взять за пример СВ-06Х21Н7БТ, то можно сделать вывод, что это сварочная, она имеет 0,06% углерода, 21% хрома, 7%никеля, легирована ниобием и титаном.
Можно привести другой пример: СВ-08Х19Н10МЗБ, сварочная проволока, которая в составе имеет 0,08% углерода, 19% хрома, 10% никеля, 3% молибдена, легирована ниобием. Есть случаи, когда алюминий маркируется символом А: это встречается в современных маркировках.
Если рассмотреть маркировку СВ-А97, то можно понять, что она состоит на 99,7% из алюминия.
Рассмотрев маркировку СВ-АК5, можно узнать, что это проволока, которая состоит на 95% из алюминия и на 5% из кремния. Чтобы заказать, нужно точно указать маркировку. Бывают ситуации, при которых нет возможности точно прочитать иностранные стандарты. ГОСТ всегда легче прочитать и расшифровать. Если не имеется возможности приобрести отечественного производителя с соответствующими параметрами, нужно обратиться к специалисту, который подскажет аналог иностранного производства.
Какие виды существуют
Всех марок, предназначенных для сваривания различных металлов, существует примерно 77. Делятся они на 3 вида:
- Сварная низколегированная, включает в себя 6 марок содержащих до 2,5% легирующих элементов.
- Сварная легированная, включает 30 марок, имеет в составе от 2,5 до 10% легирующих элементов.
- Сварная высоколегированная, имеет 41 марку, содержит более 10% легирующих элементов.
Виды разделены условно на части в зависимости от назначения для применения. Одни виды используют для сварки низколегированных сталей, другие — для сталей с высоким содержанием углерода, иные — для сваривания различных цветных металлов, а также есть такие, что применяются для сваривания металла под флюсом, или омедненная, как, например, сварочная св08г2с.
Для присадки при сварке
Сама по себе проволока и есть присадочный материал, отличие лишь в том, что при разных способах сварки металла этот присадочный материал подаётся в свариваемый металл разными способами. После начала процесса сварки металлических деталей присадочный материал определённого диаметра и состава, как требуется для сваривания определённого металла, подаётся в шов, где уже расплавлен металл, и плавится вместе с двумя свариваемыми деталями в месте их соединения, на кромках металлов, функция присадки состоит в том, чтобы заполнять металлом сварной шов.
Это говорит о том, что присадочная и есть материал, восстанавливающий те потери, которые возникают при утрате металла в процессе сварки. Вместо неё, существуют прутки из присадочного материала, ленты, и что из этого использовать видит сам специалист, который обучен всем нюансам при сваривании металлов.
Главное условие, нужное для качественной сварки металлов, — максимально приближенный состав присадки к составу деталей, которые нужно сварить. Нужно знать, каково количество углерода: от этого зависит пластичность шва; сера и фосфор считаются вредными для качества сварки, их должно быть минимально возможное количество.
Температура плавления присадки
Это тоже важный факт для достижения качества. Дело в том, что температура плавления присадки в идеале должна быть немного ниже, чем температура плавления свариваемых элементов, в крайнем случае — одинакова. Это требуется вследствие того, что сначала прогреваются электрической дугой свариваемые элементы вплоть до плавления кромок свариваемых деталей, а затем подводится присадочный материал, который начнёт плавиться немного позже. Если температура плавления присадочного прутка будет выше, чем у основного металла, то металл может прогореть.
При соблюдении нижеперечисленных правил сваривания будут гладкий шов, высокая прочность и качество. Если температура плавления подобрана неправильно, есть риск появления трещин в металле.
Основные правила для качественной сварки:
- Присадка должна иметь одинаковую толщину металла с толщиной свариваемых деталей.
- Большую роль играет чистота проволоки: на ней не должно быть окалины, краски, масла, различных загрязнений.
- Плавление проволоки должно проходить плавно, без рывков, это задача качественного сварочного аппарата и отчасти сварщика.
- Класть шов нужно ровно, он не должен иметь пор и трещин, металл должен быть цельный, без разрывов.
Обычно сварка металла сварочной проволокой проводится в среде углекислого газа или аргона, но есть и другие варианты сваривания металла. Защитный газ нужен для того, чтобы защитить ванну свариваемого металла от кислорода, в этом случае шов получается гораздо аккуратнее и ровнее. При варке какого-либо цветного металла нужно подбирать проволоку с максимально похожим составом металла.
Чтобы варить алюминий, нужна проволока СВ-97, СВ-А85, также можно подобрать её аналоги зарубежного производителя, например:
- ER 1100;
- OK Autrod 1070;
- OK Autrod 18.01.
Чтобы варить низколегированные стали, нужно иметь много проволоки. Дело в том, что востребованность сварки низколегированных металлов намного выше, чем цветных, высоколегированных или каких-либо других видов. Пожалуй, самой наиболее распространённой проволокой является марка СВ-08Г2С. Этот вид производители изготавливают в двух вариантах:
- Без защитного покрытия;
- Покрытие медью. Этот вариант считается более качественным, получается более ровное горение дуги, уменьшается износ расходных материалов сварочного аппарата, например, медного наконечника. Ещё медное покрытие предохраняет сварочную проволоку от появления на ней коррозии в случае длительного хранения.
Если при сварке металлов использовать присадочные прутки или присадочную проволоку, можно использовать флюс. Флюс имеет свойство влиять на структуру шва, шов получается ровный и гладкий, без флюса же шов будет подвержен преждевременному разрушению. Ещё, и это тоже очень важно для качества сварки свариваемых изделий, флюс делает сварочный шов более растяжимым, что увеличивает надёжность и долговечность изделия.
Флюсы
Существуют следующие флюсы:
- Бура. Очень популярное средство при сварке, лужении металлов, часто применяется на производстве;
- Борная кислота;
- Сера;
- Окислы кремния.
Продают зачастую проволоку присадочную для сварки в виде бухт. Прежде чем её начать использовать, рекомендуется её выпрямить, затем порезать на отрезки нужной длины, которая выбирается мастером на его усмотрение, в зависимости от того, как удобнее работать. В случае если проволоку нужно хранить длительное время, целесообразно защитить её от влаги, обернув водозащитной бумагой.
Проволока порошковая и газозащитная порошковая
Для того чтобы делать работу в полевых условиях или в открытых зданиях, была разработана порошковая сварочная проволока. Швы получаются качественные, механизация процесса занимает меньше времени, также меньше времени уходит на очистку металла от брызг. Такая проволока имеет два подвида: самозащитная порошковая и газозащитная порошковая.
Газозащитная создана для варки сварочным аппаратом полуавтоматом и автоматом, варить можно низколегированные и углеродистые стали, сварка проводится в среде газа защитного. Это может быть углекислота, аргон, их смеси. Такой способ имеет высокую степень проплавления металла, что позволяет проводить сварку нахлёсточных, угловых, стыковых соединений даже за один проход, в зависимости от конкретного случая каждый раз.
Типы
Существует несколько типов низкоуглеродистых сталей с:
- сердечником из флюса;
- высокой степенью наплавки;
- сердечником из флюса;
- сердечником из металлического порошка.
Это новые виды проволоки сварочной, при их помощи имеется возможность делать высокого качества сваривание металлических деталей, повышается скорость проведения сварки, уменьшается степень разбрызгивания металла, коэффициент наплавления высок, дымление при сварке наблюдается слабое. Этот факт также очень важен, особенно мал эффект дымления при сваривании металлов в среде аргона или в среде защитного газа, который состоит из смеси газов с высоким содержанием аргона.
Самозащитную порошковую проволоку ещё называют флюсовой, или самозащитной. Она имеет сердечник, в котором есть нужные шлакообразующие и защищающие сварочный шов присадки. Это избавляет от использования баллонного газа, что тоже выгодно, так как с использованием газа в баллонах связаны траты времени, транспортные расходы, трата денег и повышенная опасность на рабочем месте, потому как баллоны находятся под высоким давлением. Кроме этих проблем, баллоны требуют периодической аттестации.
При сварке полуавтоматом с помощью газа образовывается защитная ванна, газ выходит из сопла и попадает на расплавленный металл свариваемых деталей и создаёт условия для качественной сварки. Проволока в случае, когда сварка происходит без применения газа, создаёт защиту и качественное сваривание металла другим путём. Во время плавления проволоки, одновременно плавится и флюс, который входит в состав, образует в свариваемом месте защитный слой, который потоком воздуха не удаляется. Таким образом, этот вид сварки целесообразно применять на открытой местности при высокой скорости потока ветра, т. е. в полевых условиях.
Плюсы самозащитной порошковой
Такая проволока имеет следующие достоинства:
- При сварке электрическая дуга открыта. Таким образом, есть возможность смотреть за процессом и направлять его в нужном направлении.
- Состав сварочного шва идеальный.
- Доступны все положения для сваривания деталей.
- Оборудование компактно. Не нужно иметь с собой оборудование для подачи флюса и газа, нет необходимости привозить с собой тяжёлые баллоны с газом.
- Проволока имеет покрытие, которое позволяет переносить давление роликов в подающем механизме сварочного аппарата.
Чтобы наплавить метал открытой дугой, принято пользоваться проволокой диаметром от двух до трёх миллиметров, наплавлять металл под флюсом, диаметр проволоки составляет 3,6 миллиметра. Чтобы сваривать крупногабаритные изделия, применяется проволока диаметром 5 миллиметров. Сама технология сварки самозащитной проволокой такая же, как и технология сварки присадочной проволокой, но есть различие: сварочный аппарат полуавтомат должен иметь режим работы «Без газа», тогда он подойдёт для работ с обоими видами проволоки.
Проволока для сваривания стали. Проволоку марки СВ-08Г2С можно использовать для трубопроводов, различных ёмкостей, котлов.
Какой проволокой варить нержавейку
Нержавейку нужно варить полуавтоматом, используя защитный газ. Проволока сделана из высоколегированной жаропрочной стали, в её состав входит углерод и кремний. Кремний делает сварочный шов прочным, качественным. Углерод предотвращает образование коррозии межкристаллической. Ещё в такой проволоке допускается содержание хрома и никеля. Такой проволокой пользуются в пищевой промышленности, машиностроении, судостроении и других ответственных отраслях производства.
Существуют также разные варианты проволоки как для сварки чугуна, так и для сварки меди, титана, сплавов никеля, они подбираются по составу металла. Главное правило — это очень приближенный состав сварочной проволоки к составу свариваемого металла. Подходить к свариванию металлов нужно ответственно и со знанием дела, только это обеспечит ожидаемый результат.
tokar.guru
Сварочная проволока:виды,состав,свойства,характеристики
Проволока для сварки используется при работе в среде защитных газов. Она может быть основным наплавочным материалом как для чисто газовой сварки, так и для аргонодуговой. Ее особенностью является то, что она состоит из чистого металла или его сплава и не имеет таких вещей как обмазка, которые могут дать примеси или подвергнуть опасности попаданию в шов кислорода или водорода. Она применяется преимущественно в промышленности, так как в частной сфере затруднительна работа с газом. В данном разделе представлена подробная информация о разновидностях сварочной проволоки, какие марки ее выпускают, для чего они применяются, какой сортамент этих марок имеется и прочие особенности, касающиеся применения.
Сварочная проволока нередко служит для изготовления стержней электродов, но при этом часто встречаются и такие марки, которые присущи только этой области. Таким образом, встречается большое количество разновидностей марок. В статьях подробно рассматриваются технические характеристики популярных вариантов, использующихся в промышленности. Это помогает определиться с тем, как именно стоит проводить сварку, какие условия нужно соблюдать, чтобы получить хорошее соединение и как обрабатывать металл. Здесь раскрываются особенности сварки основных видов металла и их сплавов, так как проволока делается максимально идентичной им по составу.
Здесь же содержится информация по подбору дополнительных расходных материалов, таких как флюс для конкретной марки проволоки. Ведь свойства присадочного материала могут проявиться не так хорошо без их применения, а в других случаях качественный шов вообще невозможно будет создать. Также рассказывается о флюсованных марках, содержащий внутри себя все необходимые дополнительные средства. Статьи рассказывают, как бороться с основными проблемами, присущими конкретной разновидности проволоки, так как все они по-своему уникальны. Здесь приводятся проверенные режимы применения, в зависимости от толщины заготовки, диаметра проволоки, пространственного положения и других параметров.
Раздел дает максимально широкое представление обо всех особенностях, касающихся проволоки. Благодаря этой информации применение данного материала станет не столь затруднительным для новичков, а также можно будет понимать основные различия между разными сортами металла, применяющимися в технической сфере.
Читать дальше
svarkaipayka.ru
Проволока сварочная св 08а
Проволока сварочная СВ-08А - Ковка, сварка, кузнечное дело
Проволока сварочная СВ-08А применяется для автоматической сварки углеродистых сталей под флюсом с пределом текучести 235-285Мпа и для производства электродов с повышенной вязкостью и пластичностью шва, предназначенных для сваривания низколегированной и низкоуглеродистой стали.
Буква «А» в наименовании данной проволоки указывает на повышенную чистоту химического состава металла по содержанию фосфора и серы, «СВ» обозначает – сварочная, а «08» — содержание углерода (C).
Влияние содержания углерода, фосфора, марганца и серы в сварочной проволоке на механические характеристики шва
- Содержание углерода – с уменьшением содержания углерода (С) в сварочной проволоке наплавленный сварочный шов становится пластичнее.
- Содержание серы и фосфора — с уменьшением содержания фосфора (Р) и серы (S) увеличивается надежность сварного шва соединения.
- Содержание марганца – марганец (Мn) упрочняет сварной шов соединения.
Химический состав проволоки сварочной СВ-08А
- Углерод (С) — менее 0,10%.
- Марганец (Mn) — 0,35 — 0,60%.
- Кремний (Si) — менее 0,30%.
- Сера (S) — менее 0,03%.
- Фосфор (P) — менее 0,03%.
- Медь (Cu) — менее 0,25%.
- Хром (Cr) — менее 0,12%.
- Никель (Ni) — менее 0,25%.
Проволока поставляется в мотках, которые упакованы в полиэтилен и бумагу. Поставка может осуществляться также и без упаковки или в большегрузных бухтах весом 1-1,3 тонны. Проволока сварочная СВ-08А изготавливается диаметром от 0.8 до 7.0мм. Для обеспечения хорошего контакта в сварочном аппарате с целью обеспечения минимальных потерь напряжения, проволока с диаметрами 0,8; 1,0; 1,2; 1,4 и 1,6мм производится с медным покрытием толщиной не менее 0,15мм.
Требования, предъявляемые к сварочной проволоке
Основным требованием, предъявляемым к сварочной проволоке, является соответствие состава проволоки составу металла, из которого изготовлены свариваемые детали и конструкции. Температура плавления сварочной проволоки должна практически равняться температуре свариваемого металла, сам процесс плавления должен происходить равномерно, а проволока должна быть чистой и не окисленной.
kovka-svarka.net
Проволока сварочная СВ08А 3.0; 4.0; 5.0; 6.0
СВ08А (1000 кг) ТУ 14-4-828-77 диаметр от 2,0мм до 6,0мм Сварочная проволока СВ-08А применяется для сварки ацитиленокислородным пламенем углеродистых конструкци
Сварочная проволока это один из неотъемлемых элементов сварочного процесса, необходимая для обеспечения качественной сварки.
Сварочная проволока делится по назначению, способу обработки, составу и алгоритму производства.
Примеры применения сварочной проволоки:
1) сварочная проволока применяется как плавящийся электрод при использовании электродуговой полуавтоматической сварки. При этом сварочная проволока может быть как порошковой так и сплошной, самозащитной или газозащитной. Если сварочная проволока применяется в среде защитных газов, то при сварке можно изменять металлический состав шва, регулируя состав применяемой сварочной проволоки и защитного газа.
2) при использовании аргонодуговой сварки неплавящимся электродом, сварочная проволока применяется в качестве присадки. Использование присадки необходимо для того чтобы усилить шов или заполнить разделку кромок основного металла, при толщине более 3мм. Подаваться проволока может как в ручную так и механизмом подачи.
Сварочная проволока также может быть газосварочной, нержавеющей алюминиевой, омеднённой и неомеднённой.
Применение различных марок сварочных проволок:
Сварочная проволока СВ-08Г2С применяют для сварки низколегированных и низкоуглеродистых сталей в углекислом газе, в различных газовых смесях и под флюсом.
Стальная нержавеющая сварочная проволока применяется для сварки нержавеющих сталей таких как 08х18н10т, 12х18н9т, 08х18н10 и других. Отрасли в которых применяется данная проволока: изготовление трубопроводов, в нефтехиммашиностроении, в энергетике и пищевой промышленности и т.д.
Алюминиевая сварочная проволока применяется для сварки алюминиевых конструкций и сплавов Al-Mg, Al-Mn.
Омеднённая сварочная проволока применяется для дуговой сварки в газовой среде углеродистых и низкоуглеродистых сталей, судостроительной и конструкционной сталей, а так же стали для сосудов находящихся под высоким давлением.
Примененяется проволока сварочная для изготовления электродов и электродуговой сварки.
krafft.tiu.ru
Проволока ГОСТ 2246 для сварки. Проволока СВ08А
ГОСТ 2246-70 определяет характеристики проволоки для сварки различных марок. Кроме того, она может использоваться для наплавки и для производства электродов.
Проволоку ГОСТ 2246-70 для сварки делят в зависимости от марки стали на:
- проволоку низкоуглеродистую сварочную - марок СВ08, СВ08А, СВ08ГА
- проволоку легированную сварочную - марок СВ08ГС, СВ12ГС, СВ08Г2С, СВ10ГН, СВ08ГСМТ, СВ15ГСТЮЦА (ЭП-439), СВ20ГСТЮА, СВ18ХГС и других
- проволоку высоколегированную сварочную - марок СВ12Х13, СВ12Х11НМФ, СВ10Х11НВМФ, СВ13Х25Т, СВ01Х19Н9, СВ20Х13, СВ06Х14, СВ08Х14ГНТ, СВ10Х17Т и других.
По виду покрытия производится: черная и омедненная сварочная проволока.
Некоторые марки сварочной проволоки, например, проволока СВ08А и СВ08, применяется также для изготовления сварочных электродов разных марок - УОНИ 13/55, МР-3, УОНИ 13/45, АНО-21 и т.д.
Химсостав приведен в таблице:
| 0,10 | 0,10 | 0,10 | 0,10 | 0,10 | 0,06-0,10 |
| 0,35-0,60 | 0,35-0,60 | 0,80-1,1 | 1,40-1,70 | 1,80-2,10 | 0,35-0,60 |
| 0,03 | 0,03 | 0,06 | 0,60-0,85 | 0,70-0,95 | 0,12-0,30 |
| 0,040 | 0,030 | 0,030 | 0,030 | 0,030 | 0,030 |
| 0,040 | 0,030 | 0,025 | 0,025 | 0,025 | 0,025 |
| 0,15 | 0,12 | 0,10 | 0,20 | 0,20 | 0,9-1,2 |
| 0,30 | 0,25 | 0,25 | 0,25 | 0,25 | 0,30 |
| 0,01 | 0,01 | - | - | - | - |
| 0,25 | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 |
Проволока ГОСТ 2246-70, в зависимости от диаметра и используемой марки стали может поставляться в мотках по 80-100 кг., в больших бухтах по 800-1000 кг., а также на специальных пластиковых катушках или металлических каркасах.
Сварочная проволока обычно упаковывается в ткань или влагостойкую бумагу. Проволока для производства электродов СВ08А и СВ08 в бухтах поставляется без упаковки.
profmetiz.ru
Сварочная проволока для наплавки. Химический состав сварочной проволоки.
Сварочная проволока для наплавки. Химический состав сварочной проволоки. 5.00/5 (100.00%) проголосовало 11
Наплавочная проволока изготавливается согласно ГОСТ 2246-70, предназначена для всех видов наплавки и изготовления электродов. Согласно ГОСТа проволока выпускается диаметрами: 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 6,5; 8,0; 10,0; 12 мм. При изготовлении электродов используют проволоку диаметром от 1,6 до 8,0 мм.
Поставка проволоки заказчику производится в мотках весом не более 40 кг и внутренними диаметрами от 150 до 750 мм. Для удобства установки на сварочный аппарат наплавочная проволока может наматываться на катушки. Мотки наплавочной проволоки должны быть обернуты в водонепроницаемую бумагу. На каждом мотке должна присутствовать бирка с названием предприятия, маркой проволоки и номером партии.
Хранят проволоку в сухим помещениях, защищающих от атмосферных осадков, коррозии и грязи. Возможно омеднение проволоки для лучшей защиты от коррозии.
ГОСТ 2246-70 проволока сварочная.
По ГОСТ 2246-70 выпускают 77 различных марок наплавочной проволоки, которые в свою очередь, в зависимости от химического состава, можно разделить на группы:
— низкоуглеродистая наплавочная проволока;
— легированная наплавочная проволока;
— высоколегированная наплавочная проволока.
В таблице 1 ниже представлены некоторые из этих марок.
Маркировка сварочной проволоки.
На примере проволоки Св-08А разберем что означает каждая буква и цифра.
Св-08А
— индекс Св означает, что она сварочная;
— цифры 08 указывают на содержание в проволоке углерода в процентах;
— буква А указывает на содержание в проволоке главных элементов. В высоколегированных проволоках буквой А обозначают азот, в низкоуглеродистых и легированных буква А указывает на повышенную чистоту металла по содержанию серы и фосфора.
Если в конце обозначения после буквы присутствуют еще цифры, значит они указывают на процентное содержание данного элемента, например:
Св-10Г2
Значит, что в данном составе проволоки содержится до 2% марганца. Буква Г означает марганец, а цифра рядом с ним его процентное содержание в сотых долях.
Если рядом с элементом отсутствует цифра, это означает, что его содержание в наплавочной проволоке незначительно и составляет менее одного процента.
Если в конце обозначения присутствует сдвоенная буква АА (Св-08АА), это означает о пониженном содержании серы и фосфора по сравнению с проволокой Св-08А.
Химический состав сварочной проволоки.
Таблица 1. Химический состав сварочной проволоки по ГОСТ 2246-70.
| Марка проволоки | Химический состав, % | |||||||||
| Углерод | Кремний | Марганец | Хром | Никель | Молибден | Титан | Сера | Фосфор | Прочие элементы | |
| Не более | ||||||||||
| Низкоуглеродистая проволока | ||||||||||
| Св-08 | 0,10 | 0,03 | 0,35-0,60 | 0,15 | 0,30 | — | — | 0,040 | 0,040 | Алюм. Не более 0,01 |
| Св-08А | 0,10 | 0,03 | 0,35-0,60 | 0,12 | 0,25 | — | — | 0,030 | 0,030 | |
| Св-08АА | 0,10 | 0,03 | 0,35-0,60 | 0,10 | 0,25 | — | — | 0,020 | 0,020 | — |
| Св-08ГА | 0,10 | 0,03 | 0,80-1,10 | 0,10 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-10ГА | 0,12 | 0,03 | 1,10-1,40 | 0,20 | 0,30 | — | — | 0,025 | 0,030 | — |
| Св-10Г2 | 0,12 | 0,03 | 1,50-1,90 | 0,20 | 0,30 | — | — | 0,030 | 0,030 | — |
| Легированная проволока | ||||||||||
| Св-08ГС | 0,10 | 0,60-0,85 | 1,40-1,70 | 0,20 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-12ГС | 0,14 | 0,60-0,90 | 0,80-1,10 | 0,20 | 0,30 | — | — | 0,025 | 0,030 | — |
| Св-08Г2С | 0,05-0,11 | 0,70-0,95 | 1,80-2,10 | 0,20 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-15ГСТЮЦА (ЭП-439) | 0,12-0,18 | 0,45-0,85 | 0,60-1,00 | 0,30 | 0,40 | — | 0,05-0,20 | 0,025 | 0,025 | Алюм. 0,20-0,50 Цирконий 0,05-0,15 Церий не менее 0,4 |
| Св-18ХГС | 0,15-0,22 | 0,90-1,20 | 0,80-1,10 | 0,80-1,10 | 0,30 | — | — | 0,025 | 0,030 | — |
| Высоколегированная проволока | ||||||||||
| Св-12Х13 | 0,09-0,14 | 0,30-0,70 | 0,30-0,70 | 12,00-14,00 | Не более 0,60 | — | — | 0,025 | 0,030 | — |
| Св-06Х19Н9Т | Не более 0,08 | 0,40-1,00 | 1,00-2,00 | 18,00-20,00 | 8,00-10,00 | — | 0,50-1,00 | 0,015 | 0,030 | — |
| Св-07Х19Н10Б | 0,05-0,09 | Не более 0,70 | 1,50-2,00 | 18,50-20,50 | 9,00-10,50 | — | — | 0,018 | 0,025 | Ниобий 1,20-1,50 |
| Св-10Х16Н25АМ6 | 0,08-0,12 | Не более 0,60 | 1,00-2,00 | 15,00-17,00 | 24,00-27,00 | 5,50-7,00 | — | 0,018 | 0,025 | Азот 0,10-0,20 |
Статья оказалась полезной?! Поделись с друзьями!!!
mechanicinfo.ru
www.samsvar.ru










