Большая Энциклопедия Нефти и Газа. Универсальный полуавтомат
Инверторный модульный полуавтомат универсальный
| ИНВЕРТОРНЫЙ МОДУЛЬНЫЙ ПОЛУАВТОМАТ УНИВЕРСАЛЬНЫЙ МПУ-180 ИНВЕРТОР+ «ТЕМП»ПАСПОРТ ЧП 01 00.14 ПС Перед началом работ ознакомьтесь с данным паспортом. |
МПУ-180 инвертор +
«ТЕМП»!Надеемся, что внимание, которое мы уделяем качеству продукции, позволит Вам успешно использовать наше оборудование длительное время.
Полуавтоматы МПУ-180 инвертор + соответствуют обязательным требованиям системы УкрСЕПРО.
Для Вашего удобства настоящий паспорт дополнен разделами Технического описания и Инструкцией по эксплуатации.
Пожалуйста, выделите время для изучения настоящего документа и правил безопасности при работе со сварочным оборудованием - и только тогда приступайте к подключению полуавтомата.
На стадии освоения производства предприятие оставляет за собой право заменять комплектующие полуавтомата и материалы, не влияющие на параметры выпускаемого изделия.
Если в процессе работы у Вас возникли технические вопросы, проконсультируйтесь со специалистами или обратитесь непосредственно к изготовителю.
Наш адрес:
62362, Харьковская область, Дергачевский р/н,
пгт. Пересечное, ул. Коваленко, №48,ЧП «Кушнаренко»
Тел/факс (для Харьковской обл.): 263-44-2-12, 263-44-414
(для иногородних): 05763-44-2-12, 05763-44-414
E-mail: [email protected]
www.promsvarka.com Телефоны региональных представителей:Кривой Рог: (0564) 90-31-90; 40-36-89;
Киев: (050) 380-13-00;
097-591-19-38$
Кировоград: (0522) 36-10-03;
Запорожье: (0612) 59-77-68;
Луцк: (0332) 78-03-05;
Житомир: (0412) 25-85-65;
Львов: (0322) 45-00-68; 44-21-10;
067-756-35-10
Полтава: (0532) 50-86-10;
0532-613-017;
Донецк: (062) 345-77-80;
(06272) 4-01-31, 050-263-10-87;
050-571-78-34
Севастополь: (067) 76-12-901;
Тернополь: (0352) 25-02-43, 067-73-61-928;
Хмельницкий: 097-563-51-94;
Николаев: (0512) 47-33-19
Черновцы; 050-22-42-307
-1-
СОДЕРЖАНИЕ:
Стр.
| 1. Введение | 3 |
| 2. Назначение | 4 |
| 3. Основные технические характеристики | 4 |
| 4. Устройство и работа | 4 |
| 5. Подготовка к работе и порядок работы | 5 |
| 6. Ресурс и сроки работоспособности | 6 |
| 7. Комплектность | 6 |
| 8. Маркировка и опломбирование | 6 |
| 9. Эксплуатационные ограничения | 6 |
| 10. Действия в экстремальных условиях | 7 |
| 11. Техническое обслуживание | 7 |
| 12. Меры предосторожности | 7 |
| 13. Текущий ремонт | 8 |
| 14. Хранение | 8 |
| 15. Гарантии изготовителя | 8 |
| 16. Транспортирование | 9 |
| 17. Утилизация | 9 |
| 18. Сведения о рекламациях | 9 |
| 19. Свидетельство о приемке | 9 |
| 20. Свидетельство об упаковке | 9 |
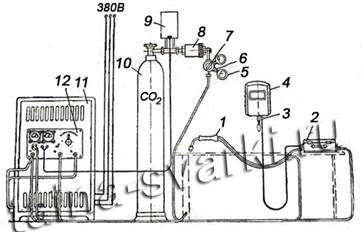
Рисунок 1 Сборочный чертеж
Приложение 1 Гарантийные талоны.
-2-
1 ВВЕДЕНИЕМодульный полуавтомат универсальный инверторного типа – это недорогое решение модернизации из имеющегося у сварщика любого источника постоянного тока получить полноценный инверторный полуавтомат, сэкономив при этом до 40-50% средств на приобретение.
| Покупка | Есть в наличии | Результат | |||
| 1 | МПУ-180 инв. + | + | ММА- инвертор сварочный. | = | Инверторный полуавтомат |
| 2 | МПУ-180 инв. + | + | ВДУ; ВДГ и др. трансформаторные выпрямители | = | Инверторный полуавтомат |
| 3 | МПУ-180 инв. + | + | ПЗУ- трансформаторныепуско-зарядные устройства 24-36V и более. | = | Инверторный полуавтомат |
| 4 | МПУ-180 инв. + | + | Самодельный сварочный трансформатор с диодным мостом | = | Инверторный полуавтомат |
| 5 | МПУ-180 инв. + | + | АКБ – набор из 2- 3 аккумуляторов 12V | = | Инверторный полуавтомат |
| 6 | МПУ-180 инв. + | + | САК- сварочный генератор | = | Инверторный полуавтомат |
Отличительной особенностью МПУ – 180 инв.+ является согласованность его работы с инверторными сварочными аппаратами ММА всех без исключения производителей и на весь диапазон токов.Основной преградой в модернизации инверторного дуговика в полуавтомат препятствовало две причины:
- Система «Анти-стик» (антизалипание), которой оборудованы все инверторы ММА – когда при залипании электрода сварочный ток и напряжение сбрасываются до «0».
- Вольт-амперная характеристика (ВАХ) источников сварочного тока – когда для зажигания дуги на электроде (ММА) присутствует напряжение ХХ 60-80V, а для полуавтомата 17-32V.
2 НАЗНАЧЕНИЕ
Полуавтомат предназначен для дуговой сварки стальным плавящимся электродом в активных и инертных газах изделий из малоуглеродистой и низколегированной стали.
Полуавтомат может использоваться для сварочных работ кузовов автомобилей, для монтажных работ в строительстве, сварки стальных конструкций различного исполнения, сварки нержавеющих сталей, в пищевой и химической промышленности, в домашних условиях.
- ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ.
| № п/п | Наименование параметров и размеров | Значения параметров и размеров |
| 1. | Номинальное напряжение питающей сети, В | 220 |
| 2. | Номинальный сварочный ток, А | 30-180 |
| 3. | Напряжение холостого хода, В | 17-32 |
| 4. | Процент нагрузки, ПН % не менее | 60 |
| 5. | Процент включений ПВ % | 100 |
| 6. | Диаметр электродной проволоки, мм | 0,6-1,0 |
| 7. | Коэффициент полезного действия, % не менее | 90 |
| 8. | Масса, кг не более | 13 |
| 9. | Габаритные размеры, мм не более | длина 450 ширина 135 высота 420 |
Полуавтомат обеспечивает надежное горение дуги при увеличенном или уменьшенном напряжении на ±10% от номинального.
Вид климатического исполнения полуавтомата У3.1 ГОСТ 15150.
Степень защиты полуавтомата 1Р 21 по ГОСТ 14254.
4. УСТРОЙСТВО И РАБОТА.
Полуавтомат представляет собой изделие, состоящее из корпуса, внутри которого расположены: механизм подачи, тормозное устройство, газовая аппаратура, плата управления, силовая плата.
Подающий механизм предназначен для подачи электродной проволоки через направляющий канал в сварочном рукаве в зону сварки.
Для стабилизации сварочной дуги применены инверторные технологии.
Блок управления выполняет коммутирующую функцию для всех составляющих полуавтомата.
Заземление полуавтомата осуществляется с помощью специального болта находящегося на задней панели обозначенного знаком «Заземление» или через трёхполюсную вилку.
Газовая аппаратура полуавтомата включает в себя задерживающее устройство для подачи газа во время сварки. -4-
Устройство состоит из газового клапана и электромагнитной системы, объединенных в одном корпусе.
Сварочная горелка предназначена для подвода сварочного тока к электроду направления движения электродной проволоки и подачи защитного газа непосредственно в зону сварки. В держатель горелки вмонтирована кнопка, управляющая подачей сварочной проволоки и защитного газа.
5. ПОДГОТОВКА ПОЛУАВТОМАТА К РАБОТЕ И ПОРЯДОК РАБОТЫ.
Проверьте целостность полуавтомата после транспортирования и убедитесь в отсутствии механических повреждений.
ПОДКЛЮЧЕНИЕ ИНВЕРТОРНОГО ИСТОЧНИКА ММА
- Установить дополнительную платформу, крепежные ремни и планки, как показано на схеме (рисунок №1).
- Установить источник сварочного тока (ММА).
- Оснастить силовые кабеля ответными частями соответствующими Вашему источнику (дополнительная опция).
- Подключить силовые кабеля, соблюдая полярность.
- Подключить газ.
- Подключить к сети.
- Установить на источнике максимальное напряжение (ток).
- Дальнейшие регулировки производить только на МПУ.
ПОДКЛЮЧЕНИЕ ДРУГИХ ИСТОЧНИКОВ СВАРОЧНОГО ТОКА
- Убедитесь, что Ваш источник пригоден к работе и выдает:
- постоянное напряжение;
- не менее 24В
- не менее 100А
- Подключить силовые кабеля, соблюдая полярность (не использовать сварочные кабеля смотанные в бухты)
- Подключить газ.
- Включить в сеть.
- Установить на источнике максимальное напряжение (ток).
- Дальнейшие регулировки производить только на МПУ.
ВНИМАНИЕ! Следите за надежностью контакта в соединении (вилка-розетка). Минимальное сечение провода-удлинителя сети не менее 2Î2,5мм2. Минимальное сечение провода массы – не менее 16мм2. -5-
16. ТРАНСПОРТИРОВАНИЕ.Транспортировка полуавтоматов допустима всеми видами транспорта при соблюдении правил и норм, действующих на транспортных средствах.
Условия транспортирования полуавтоматов в части действия климатических факторов 4(Ж2) ГОСТ 15150, в части действия механических факторов (С) ГОСТ 23216.17. УТИЛИЗАЦИЯ.В ходе утилизации полуавтомат особых мер безопасности не требует. Подготовка и утилизация изделия производится согласно общих правил утилизации бытовых электроприборов.18. СВЕДЕНИЯ О РЕКЛАМАЦИЯХ.Все замечания о недостатках в работе полуавтомата просим направлять по адресу: 62362, Харьковская обл., Дергачевский р., п.г.т. Пересечное, ул. Коваленко, № 48, ЧП «Кушнаренко»
Телефон/факс: (05763) 44-212, 44-41419. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ.Полуавтомат сварочный МПУ-180 инвертор+ №_____________________
изготовлен и принят в соответствии с требованиями ГОСТ 18130
и техническими условиями ТУ.У.29.4-2362900016-001-2001 признан пригодным для эксплуатации.Дата выпуска______________________________________________Приемку произвел_________________________________________
М. П.
20. СВИДЕТЕЛЬСТВО ОБ УПАКОВКЕ.Категория упаковки – КУ-1.
Вариант внутренней упаковки – ВУ-ПА-5.
Полуавтомат сварочный МПУ-180 инвертор+ №_____________________
упакован согласно требованиям ТУ.У.29.4-2362900016-001-2001Дата упаковки_______________________________________________Упаковку произвел___________________________________________
М. П.
-9-
6. РЕСУРС И СРОКИ РАБОТОСПОСОБНОСТИ.Критическим состоянием полуавтомата является:
-- отказ элементов полуавтомата, когда он становится электро- и пожароопасным;
-- когда стоимость ремонта более 50% стоимости нового полуавтомата.
Полуавтомат относится к восстанавливаемым изделиям со средним временем восстановления работоспособности 2 часа.
Средний срок эксплуатации – 5 лет.
Срок защиты без переконсервации – 2 года.
Указанные сроки работоспособности и защиты действительны при обеспечении потребителем условий действующей эксплуатационной документации.
- КОМПЛЕКТНОСТЬ
Комплектность полуавтомата приведена в таблице 2.
Таблица 2
| № п/п | Обозначение | Наименование | Кол-во |
| 1.2.3.4. | ЧП 00.00.14 СБЧП 00.00.06ЧП 01.00.14 ПС | Полуавтомат сварочный МПУ-180 инвертор+Горелка сварочнаяПаспортКрепежные детали | 1113 |
В комплектность не входят силовые разъемы по причине разнообразия подключаемых источников.8. МАРКИРОВКА И ОПЛОМБИРОВАНИЕ.Маркировка и опломбирование полуавтомата производится в соответствии с ГОСТ-18620 и ТУ.У.-29.4-2362900016-001-2001.
Маркировочные таблички установлены на задней панели полуавтомата. Указательные надписи возле каждого органа управления и присоединения.
Опломбирование полуавтомата не производится в силу его технического предназначения, правил эксплуатации, использования и обслуживания.9. ЭКСПЛУАТАЦИОННЫЕ ОГРАНИЧЕНИЯ.Температура окружающей среды должна быть в пределах -100С +350С, относительная влажность 98% при температуре окружающего воздуха +250С. Атмосферное давление 86,6 кПа-106,7 кПа (от 650 мм рт.ст. до 800 мм рт.ст.), высота над уровнем моря не более 1000 м.
Полуавтомат не может работать в среде насыщенной токопроводящей пылью, удерживающей пар и газ, вызывающие коррозию металлов, во взрывоопасной среде.
-6-
10. ДЕЙСТВИЯ В ЭКСТРЕМАЛЬНЫХ УСЛОВИЯХ.Места проведения сварочных работ должны быть очищены от горюче-смазочных материалов, быстровоспламеняющихся жидкостей, их смесей не менее чем на 3 м.
Места проведения сварочных работ должны быть обеспечены средствами пожаротушения.
При проведении сварочных работ полуавтомат размещают
на несгораемой поверхности на расстоянии не менее 3 м от сгораемых конструкций.
После окончания сварочных работ место их проведения оставить под наблюдение в течение 4 часов.
Сварка емкостей без первоначальной подготовки (промывки, просушки) ЗАПРЕЩАЕТСЯ.
В помещениях для хранения горюче-смазочных материалов сварочные работы ЗАПРЕЩАЮТСЯ.11. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ.Техническое обслуживание и эксплуатация выполняется персоналом, обученным и аттестованным, знающим устройство и работу полуавтомата, правила его эксплуатации и технику безопасности.
В процессе эксплуатации лицам ответственным за рабочее состояние полуавтомата следует:
-- перед началом работы проверять состояние контактного наконечника сварочной горелки;
-- перед началом работы и в процессе работы необходимо очищать сопло сварочной горелки. При необходимости промыть внутреннюю спираль рукава в авиационном бензине или керосине;
-- ежемесячно следить за состоянием токоподводов, надежность резьбовых и паечных соединений и т. д.
Выявленные неисправности устранить.
При постоянном надзоре дополнительных работ по техническому обслуживанию полуавтомат не требует.12. МЕРЫ ПРЕДОСТОРОЖНОСТИ.Для потребителя эксплуатирующего полуавтомат обязательное соблюдение правил технической эксплуатации электрических установок ГОСТ-12.3.663.
При работе на полуавтомате строго придерживаться всех правил и инструкций по технике безопасности, промсанитарии и пожарной безопасности, предусмотренных для электросварочных работ.
Перед началом работы убедиться в надежности заземления полуавтомата.
Предохраняйте полуавтомат от попадания влаги!
Следите, чтобы пыль и газы, поднимающиеся от дуги, не попадали в зону дыхания сварщика.
При работе в закрытых помещениях применять вентиляционные устройства.
Электросварщик должен быть оснащен спецодеждой и защитными средствами.
Соблюдайте правила обращения с баллонами, наполненными сжиженными газами. -7-
Избегайте резких ударов по баллону и нагрева свыше 300С, контролируйте надежность крепления баллона.
Осмотр и техническое обслуживание производить в обесточенном состоянии.
ЗАПРЕЩАЕТСЯ:
-- работа полуавтомата с открытыми боковыми панелями;
-- перемещение полуавтомата без отсоединения его от
питающей сети;
-- перемещение потягиванием за сварочный рукав;
-- работа при поврежденных питающих и сварочных кабелях;
-- работа в сырых помещениях, проволокой несварочных марок, ржавой проволокой или покрытой консервантом, сварочной проволокой диаметром более 1,0 мм.
-- работа при механических повреждениях корпуса. 13. ТЕКУЩИЙ РЕМОНТ.Полуавтомат относится к восстанавливаемым изделиям. Текущий ремонт производят при выходе из строя дросселя, системы управления, подающего устройства.
Текущий ремонт, как правило, обязаны проводить квалификационные работники, имеющие опыт работы по ремонту электрических приборов и оборудования.
Электродвигатель протягивающего устройства целесообразно заменять.
14. ХРАНЕНИЕ.Условия хранения полуавтоматов 1(Л) ГОСТ 15150.
Полуавтоматы должны храниться в отапливаемом помещении при температуре 50-350С и относительной влажности 80% при температуре 250С.
Период хранения без переконсервации:
2 года – для полуавтоматов предназначенных для нужд народного хозяйства Украины, 3 года – для полуавтоматов предназначенных на экспорт.15 ГАРАНТИИ ИЗГОТОВИТЕЛЯ.Изготовитель гарантирует соответствие полуавтомата требованиям ТУ.У.29.4-2362900016-001-2001 при соблюдении потребителем требований транспортирования, хранения и эксплуатации.
Гарантийный срок эксплуатации полуавтомата – 12 мес. со дня введения его в эксплуатацию.
Гарантийный срок эксплуатации полуавтомата поставляемого на экспорт – 12 мес. со дня ввода его в эксплуатацию, и не более 24 мес. с момента транспортирования его через государственную границу Украины.
Потребитель теряет право на гарантийное обслуживание, а изготовитель не несет ответственности в случаях:
- отсутствия штампа даты продажи и подписи продавца;
- нарушения правил эксплуатации и режимов работы;
- эксплуатации полуавтомата в условиях не отвечающим техническим требованиям;
- изменения конструкции, доработки полуавтомата владельцем.
-8-
rykovodstvo.ru
Универсальные полуавтоматы
СВАРКА, РЕЗКА МЕТАЛЛОВ
Полуавтомат А-1197 применяется для сварки порошковой и сплошной проволокой в углекислом газе (можно и под флюсом). При сварке под флюсом газовая аппаратура заменяется на флюсовую — и схема готова к работе. А о том, что газовая и флюсовая аппаратура взаимозаменяемы и унифицированы, мы уже говорили. И еще. Если при работе в среде защитного газа применялась горелка ГДПГ, то при переходе в режим сварки под флюсом ставится горелка А-1231-5-Ф2 (или любая другая аналогичная). В предлагаемой ниже таблице даны характеристики существующих уни-
| Основные показатели | А-76 5 | А-1197 | А-1234 | ПШ-112 | А-1660 |
| Сварочный ток, А | 450 | 500 | 200 | 500 | 400 |
| Проволока (мм) | 1,6-3,0 | 1,6-3,5 | 0,8-1,2 | 1,6-3,2 | 1,6-2,0 |
| Подача проволоки (м/ч) | 115-750 | 90-900 | 90-350 | 75-750 | 100-1000 |
| Длина шланга (м) | 3,4 | 3;4 | 1,5; 2,5 | 3 | 3 |
| Общая масса подающего устройства, (кг) | 52 | 35 | 10 | 23 | 42 |
Примечание. Полуавтоматы А-1197 производят сварку под флюсом и в среде защитного газа; полуавтомат ПШ-112 — в среде защитного газа и порошковой проволокой, остальные — порошковой проволокой.
версальных полуавтоматов.
Полуавтомат ПШ-112— конструктивно выполнен для сварки порошковой самозащитной проволокой. Но легко может быть переоборудован для сварки сплошной проволокой в углекислом газе.
Этот полуавтомат оснащен программным устройством в блоке управления БУСП-1. Устройство дает программирование линейной зависимости сварочного тока при замене электрода, режима сварки и других технологических изменениях. Наличие программного устройства облегчает наладку автомата и гарантирует качество шва
Магнитная дефектоскопия
Физические основы магнитной дефектоскопии. Магнитные методы контроля основаны на обнаружении магнитных потоков рассеяния, возникающих при наличии различных дефектов, в намагниченных изделиях из ферромагнитных материалов (железа, никеля, кобальта и некоторых сплавов). …
Ультразвуковая дефектоскопия
Получение и свойства ультразвуковых колебаний. Акустическими вшпама называются механические колебания, рзспро - страняющиеся в упругих средах. Если частота акустических колебаний превышает 20 кГц (т. е. выше порога слышимости для человеческого …
Радиационная дефектоскопия
Природа рентгеновского и гамма-излучения. Как и видимый свет, рентгеновское и гамма-излучения представляют собой электромагнитные излучения. Они отличаются длиной волны: длина волны видимого света (4—7)в10‘7м, рентгеновского излучения 6 •Ю13— 10*9 м, …
msd.com.ua
УНИВЕРСАЛЬНЫЕ ПОЛУАВТОМАТЫ | Инструмент, проверенный временем
Универсальные полуавтоматы позволяют выполнить быструю переналадку без существенных трудовых и материальных затрат. К универсальным полуавтоматам относят прежде всего модель «А-1197», применяемую для сварки в среде углекислого газа сплошной или порошковой проволокой, а также для сварки под флюсом. Этот полуавтомат пришел на смену модели «ПШ-112», предназначенной для сварки порошковой самозащитной проволокой. Легкая перестраиваем ость данного типа оборудования на сварку в среде защитного газа или под флюсом позволяет отнести их к разряду универсальных. Основные технические характеристики универсальных полуавтоматов приведены в табл. 22.
Таблица 22
Технические характеристики универсальных полуавтоматов
| Основные показатели | А-765 | А-1197 | А-1234 | ПШ-112 | А-1660 |
| Сварочный ток, А | 450 | 500 | 200 | 500 | 400 |
| Проволока* мм | 1,6-3,0 | 1,6-3,5 | 0,8—1,2 | 1,6-3,2 | 1,6-2,0 |
| Подача проволоки, м/ч | 115-750 | 90-900 | 90-350 | 75-750 | 100-1000 |
| Длина шланга, м | 3; 4 | 3; 4 | 1,5; 2,5 | 3 | 3 |
| Общая масса подающего устройства | 52 | 35 | ю | 23 | 42 |
Полуавтомат А-1197 имеет две модификации: А-1197 и А-1197С. В первой модели подающий механизм оборудован плавным регулированием при помощи двигателя постоянного тока, а во втором — асинхронным двигателем, что в случае регулирования скорости подачи проволоки влечет за собой смену зубчатых шестерен.
hssco.ru
Универсальный полуавтомат - Большая Энциклопедия Нефти и Газа, статья, страница 1
Универсальный полуавтомат
Cтраница 1
Универсальный полуавтомат с непрерывным поступательным перемещением деталей применяется для снятия грата на торцовой наружной кромке круглых деталей, легко агрегатируется с другими станками и обеспечивает непрерывность процесса обработки деталей, подаваемых на загрузочный диск станка. [2]
Универсальные полуавтоматы, оснащенные автооператорами, превращаются в автоматы, которые затем встраиваются в автоматические линии. [3]
Универсальные полуавтоматы А-1035 М и А-1197 ( рис. VII.12) предназначены для сварки под флюсом, в СО2 и открытой дугой ( без внешней защиты), сплошной и порошковой проволокой. Полуавтоматы независимо от компоновки и способа сварки состоят из следующих основных узлов: механизма подачи, шкафа управления, сварочного рукава и рукава цепей управления. [4]
Универсальные полуавтоматы А-1035 М и А-1197 ( рис. VII.12) предназначены для сварки под флюсом, в COj и открытой дугой ( без внешней защиты), сплошной и порошковой проволокой. Полуавтоматы независимо от компоновки и способа сварки состоят из следующих основных узлов: механизма подачи, шкафа управления, сварочного рукава и рукава цепей управления. [5]
Оснащая автооператорами универсальные полуавтоматы, можно превращать их в автоматы, которые с помощью транспортирующих устройств встраиваются в автоматические линии. [6]
В чем отличие сварочных универсальных полуавтоматов и почему они так называются. [7]
На рис. 51 показан шланговый универсальный полуавтомат А-1035 М для сварки открытой и защищенной дугой. Полуавтомат комплектуется двумя типами держателей: легкого и тяжелого. Легкий держатель А-836 Р предназначен для сварки открытой дугой сплошной или порошковой проволокой диаметром 1 6 - 2 мм на токе до 350 А. Тяжелый держатель А-921 М с набором сменных шлангов применяют для сварки открытой дугой порошковой проволокой диаметром 2 3 - 3 мм, а также для сварки в защитной среде углекислого газа и под слоем флюса. [8]
Развитие массового производства обусловило появление второй группы станков - универсальных полуавтоматов, имеющих большую производительность и высокую степень автоматизации. Однако на этих станках можно обрабатывать небольшое количество наименований деталей, поэтому они ограниченно применяются в индивидуальном и серийном производстве. [9]
| Электрокинематическая схема шлангового полуавтомата А-765. / - ролик прижимной, 2-ролик ведущий, 3, 4-червячные колеса, 5-сменные шестерни, Пр - предохранитель, 777-трансформатор понижающий, К1 - кнопка пусковая для наладочных операций, К2 - кнопка пусковая при сварке, Р - промежуточное реле, ПП - пакетный переключатель, РШ1 - штепсельная розетка, ШР1 - штепсельный разъем, М - электродвигатель.| Полуавтомат А-1114. а-внешний вид, б-электрическая схема. ЦП - двигатель подачи проволоки, ОВПП - обмотка возб ждения двигателя подачи, К кнопка включения полуавтомата ( на рукоятке горелки, Р - реле для включения нормально открытого контакта Pi и для выключения нормально закрытого контакта Р2 в цепи двигателя, Г - преобразователь сварочный. [10] |
Унифицированный полуавтомат А-1197 предназначен для сварки сплошной проволокой диаметром 1 6 - 2 мм и порошковой диаметром до 3 5 мм на токах до 500 А. Кроме универсальных полуавтоматов промышленность выпускает полуавтоматы специального назначения, например для сварки в монтажных условиях. [11]
Оснащая автооператорами универсальные полуавтоматы, можно превращать их в автоматы, которые с помощью транспортирующих устройств встраиваются в автоматические линии. [12]
При изготовлении одной типовой детали или нескольких однотипных в массовом производстве применяются специальные полуавтоматы и автоматы, которые относятся к третьей группе. Они конструктивно проще универсальных полуавтоматов и автоматов и более производительны. Однако их изготовление целесообразно лишь в том случае, когда форма и размеры обрабатываемой детали остаются длительное время неизменными. [13]
Как правило, станки представляют собой типовые конструкции полуавтоматов и автоматов, которые оснащены механизмами автоматической загрузки-выгрузки, дополнительными устройствами управления, контроля и блокировки. Так, для токарной обработки используются универсальные полуавтоматы типа 1265, 1240 и др., оснащенные автооператорами. [14]
Как уже известно из предыдущих глав, отличительная особенность этих станков-их универсальность, однако существенным недостатком этой группы станков ( на рис. 160 обозначено цифрой /) является их низкая производительность. Массовое производство обусловило появление так называемых универсальных полуавтоматов и автоматов 2, особенностью которых является высокая производительность и высокая степень автоматизации. [15]
Страницы: 1 2
www.ngpedia.ru
Универсальные полуавтоматы | Инструмент, проверенный временем
Полуавтомат А-1197 применяется для сварки порошковой и сплошной проволокой в углекислом газе (можно и под флюсом). При сварке под флюсом газовая аппаратура заменяется на флюсовую — и схема готова к работе. А о том, что газовая и флюсовая аппаратура взаимозаменяемы и унифицированы, мы уже говорили. И еще. Если при работе в среде защитного газа применялась горелка ГДПГ, то при переходе в режим сварки под флюсом ставится горелка А-1231-5-Ф2 (или любая другая аналогичная). В предлагаемой ниже таблице даны характеристики существующих уни-
| Основные показатели | А-76 5 | А-1197 | А-1234 | ПШ-112 | А-1660 |
| Сварочный ток, А | 450 | 500 | 200 | 500 | 400 |
| Проволока (мм) | 1,6-3,0 | 1,6-3,5 | 0,8-1,2 | 1,6-3,2 | 1,6-2,0 |
| Подача проволоки (м/ч) | 115-750 | 90-900 | 90-350 | 75-750 | 100-1000 |
| Длина шланга (м) | 3,4 | 3;4 | 1,5; 2,5 | 3 | 3 |
| Общая масса подающего устройства, (кг) | 52 | 35 | 10 | 23 | 42 |
Примечание. Полуавтоматы А-1197 производят сварку под флюсом и в среде защитного газа; полуавтомат ПШ-112 — в среде защитного газа и порошковой проволокой, остальные — порошковой проволокой.
версальных полуавтоматов.
Полуавтомат ПШ-112— конструктивно выполнен для сварки порошковой самозащитной проволокой. Но легко может быть переоборудован для сварки сплошной проволокой в углекислом газе.
Этот полуавтомат оснащен программным устройством в блоке управления БУСП-1. Устройство дает программирование линейной зависимости сварочного тока при замене электрода, режима сварки и других технологических изменениях. Наличие программного устройства облегчает наладку автомата и гарантирует качество шва
hssco.ru