Все о сварке. Чем отличается автомат от полуавтомата сварка
Полуавтомат сварка выбор
Выбор сварочного полуавтомата: какой лучше для ремонта автомобиля
Выбрать сварочный полуавтомат задача не очень простая. На рынке сварочного оборудования представлен большой ряд подобных устройств, которые отличаются друг от друга небольшими различиями в параметрах. Производители стараются работать на перспективу, использовать новые разработки электронных компонентов.
Различия можно найти:
- В характеристиках параметров;
- В функциональных особенностях;
- В перечне возможностей;
- В особенностях схемы защиты.
Характеристика параметров
Первым показателем является источник питания. Для бытовых сварочных полуавтоматов источником питания является сеть переменного тока напряжением 220 В и частотой 50 Гц. В разделе электропитания указывается диапазон изменения питающего напряжения, при котором прибор продолжает нормально работать. Эта величина указывается в процентах от нормального напряжения или в единицах напряжения.
Мощность потребления полуавтомата должна соответствовать его производительности. Иногда наряду с потребляемой мощностью указывается рекомендуемая мощность при работе от генератора. Если устройство потребляет 5 кВт электроэнергии, то он не может обеспечивать на выходе устройства большую мощность.
Устройства могут отличаться по величине напряжения холостого хода. Это тоже немаловажный показатель совершенства принципиальной схемы.
Главной величиной в характеристике устройства является выдаваемый на электроды ток. Обычно указывается диапазон от минимального до максимального значения. Если полуавтомат универсальный, то диапазон выходного тока указывается для всех режимов отдельно.
Еще одна из важных характеристик – продолжительность включения или режим работы. Этот параметр указывается в процентах. Он характеризует цикличность работы и паузы для данного устройства.
В характеристиках сварочных полуавтоматов обязательно указывается скорость подачи проволоки, тип и вес катушки, допустимые диаметры проволоки.
Некритичными характеристиками являются вес и габариты устройства.
Функциональные особенности
Найти различия между сварочными полуавтоматами по выполняемым функциям несложно. Даже универсальные устройства могут обеспечивать сварку трех типов:
- ММА – ручная сварка отдельным электродом;
- TIG – сварка в слое инертного газа;
- MIG/MAG – сварка с помощью сварочной проволоки в слое инертного или активного газа.
К функциональным особенностям универсальных полуавтоматов можно добавить наличие плавного зажигания дуги, мягкие старт и финиш, режим 2 в 4 такта, при котором нет необходимости жать постоянно на кнопку.
Не во всех устройствах есть режим ручной подачи проволоки, который позволяет быстро заменить катушку с проволокой и вывести ее начало в контактную часть.
Возможности сварочного полуавтомата
Аппараты могут отличаться по наличию возможности управления процессом сварки одной кнопкой. Должна присутствовать ручная регулировка выходного тока и напряжения. Наличие или отсутствие цифрового индикатора тока и напряжения тоже является немаловажным показателем для нормальной работы.
Схемы защиты
Каждый производитель стремится разработать такую схему, которая могла бы защищать устройство от любых критических ситуаций – перегрев компонентов, перенапряжение и превышения тока.
На корпусе устанавливается световая индикация, которая указывается на нарушение того или иного режима работы устройства. Наличие индикации всегда отражает уровень разработки полуавтомата, по которому можно осуществлять отбор.
Виды сварочных полуавтоматов + (Видео)
Все сварочные полуавтоматы разделяются на три типа по источнику питания, с помощью которого выполняется сварка:
- Трансформаторный;
- Выпрямительный;
- Инверторный.
Трансформаторные полуавтоматы применяют в стационарных условиях работы, потому что они имеют большой вес и габариты. Это относится и к выпрямительным видам. В быту используются инверторные сварочные полуавтоматы. Они легки, компактны, не требуют большой мощности от источника питания.
В основном большинстве сварочные полуавтоматы выполняют сварку вида MIG/MAG – сварки металлов под слоем инертного или активного газа с помощью подаваемой сварочной проволоки.
Такой вид позволяет сваривать большинство металлов с высоким качеством шва и стабильным показателем провара. В качестве инертного газа применяют аргон, а в роли активного газа применяют углекислый газ. Для некоторых работ, которые требуют качественного шва, применяют смесь этих газов.
Иногда предусматривается сварка в режиме NO GAS, когда вместо обычной сварной проволоки в полуавтомат устанавливается катушка с порошковой самозащитной проволокой. Этот вид сварки не требует организации газовой подушке в месте сварки.
Универсальные сварочные полуавтоматы способны выполнять работы классификации MMA и аргонно-дуговую сварку постоянным током TIG DC.
Выбор инверторного полуавтомата для гаражных работ + (Видео)
Чтобы выбрать сварочный полуавтомат инверторного типа для работы в гараже необходимо определить работы, которые планируется выполнять. Многое определяет толщина свариваемого металла, потому что от этого будет зависеть такой показатель как мощность устройства, продолжительность включения, диаметр применяемой сварочной проволоки.
Выбирая аппарат по величине тока сварки надо делать поправку в большую сторону. Например, если по расчетам будет необходим ток до 120 А, то полуавтомат должен иметь запас хотя бы до 150 А. Это связано с тем, что не все производители обеспечивают точность указанных характеристик приборов. Аппарат, который будет иметь запас по току, будет меньше перегреваться и работать без перегрузок.
Потребляемая мощность полуавтомата тоже имеет значение при выборе устройства, потому что в гараже не всегда может обеспечиваться достаточное качество проводки. Если она выполнена без запаса по току, то использование инверторного сварочного полуавтомата может привести к ее перегрузке или даже выходу из строя.
И схема защиты электропитания гаража должна соответствовать величине нагрузки, которую будет создавать полуавтомат. Если в схеме защиты будут стоять автоматы выключения на небольшой ток, то во время работы их будет часто выбивать. Такой режим работы для инверторного полуавтомата крайне опасен.
Для работы в гараже надо выбирать полуавтомат с невысокими характеристиками. Этого будет вполне достаточно для выполнения большого перечня работ. Подойдет бытовой аппарат с питанием от сети 220 вольт средней мощности.
Какой полуавтомат выбрать для ремонта автомобиля + (Видео)
В ремонте автомобиля преобладают кузовные работы. Кузова современных легковых автомобилей изготавливаются из тонкого металла. Для его сварки потребуется небольшой ток, и толщина сварочной проволоки до 0,8 мм. Реже приходится варить некоторые детали, которые имеют толщину от 1 до 5 мм.
Из этого следует, что для выполнения сварочных работ будет вполне достаточно приобрести сварочный инверторный полуавтомат средней мощности. Он не будет перерасходовать электроэнергию в гараже, будет обеспечивать достаточную продолжительность включения, не будет перегружаться, и перегружать сеть.
Такие полуавтоматы имеют большую базу запасных компонентов и типов сварочной проволоки. И цена на них вполне демократичная. Главное чтобы была в наличии регулировка тока и напряжение. Такими полуавтоматами нельзя будет варить большие объемы металла большой толщины, но в ремонте автомобилей это встречается редко.
Выбирая полуавтомат необходимо обращать и на механические особенности. Например, предпочтительнее будет тот полуавтомат, где механизм подачи проволоки удобен для перезарядки. Этот механизм всегда загружен работой, поэтому в приводе должен стоять двигатель достаточной мощности, а сам механизм пусть будет полностью из металлических деталей.
Желательно, чтобы полуавтомат был универсальным и имел возможность обеспечивать работу штучным электродом в ручном режиме.
Есть вариант применения в гаражном режиме сварочных полуавтоматов трансформаторного типа. Они несколько дешевле инверторных образцов, но они не имеют автоматической регулировки по току и напряжению. Ток переключается только в режиме холостого хода дискретным переключателем.
Выходной ток имеет большой уровень пульсаций, который по частоте приближается к удвоенной частоте питающей сети. Они просты в ремонте, но качество сварки намного ниже, чем качество сварки инверторных образцов.
Лучшие производители бытовых полуавтоматов
Можно назвать несколько производителей сварочных полуавтоматов, которые выпускают оборудование с хорошими качественными показателями и приемлемой стоимостью. Среди лучших образцов бюджетного ценового сегмента можно назвать китайскую фирму Elitech. Фирма выпускает надежные аппараты с хорошим качеством и достойный функционалом.
Другой фирмой выпускающей полуавтоматы с разумным соотношением цены и качества – Foxweld. Аппараты этой фирмы очень экономичны. Комплектуется горелкой с достаточной длиной и качеством рукава подвода газа. Эта фирма еще неизвестна широкому кругу покупателей, а потому не имеет и дилерской сети.
Но лучшими показателями обладают аппараты марки Overman. Аппараты способны варить многими видами проволоки. В конструкции полуавтоматов применяются интересные разработки и решения. Полуавтоматы имеют вес, который немного больше, чем у других производителей. Но это единственный минус.
Рейтинговый обзор + (Видео)
| Место | Название | Рейтинг | Цена (руб.) |
| 1 | AuroraPRO Overman 2000 | 9,6/10 | 29400 |
| 2 | Elitech ИС 220 П | 9,0/10 | 27010 |
| 3 | Ресанта САИПА-200 | 8,2/10 | 24940 |
Рейтинг лучших полуавтоматов открывает AuroraPRO Overman 2000. Аппарат предназначен только для сварки с помощью проволоки. Нижний порог напряжения, при котором аппарат устойчиво работает – 140 В. Устройство обеспечивает хорошую плавную регулировку по току и напряжению. Из недостатков имеется только один – подача проволоки имеет несколько жесткий режим. Но соотношение качества и цены в этом аппарате наилучшее.
Аппарат для полуавтоматической сварки Elitech ИС 220 П может нормально работать при понижении напряжения в сети до 160 В. Максимальное потребление электроэнергии не превышает 5,4 кВт. При максимальном сварочном токе 180 А продолжительность включения составляет 80 %. Хорошая эргономика прибора позволяет использовать его в разных размещениях по уровню.
Ресанта САИПА-200 широко распространена. Максимальный заявленный в описании сварочный ток аппарата достигает 200 ампер. На практике это не всегда подтверждается, но такая величина не всегда интересна для пользователя. Зато продолжительность включения достигает 70 %. Применяется проволока до 1 мм, при которой не наблюдается перегрева или перегрузки.
Заключительные выводы
Полуавтоматы трансформаторного типа в стационарном режиме гаража должны бы лучше подходить, но, не обладая достаточными функциями автоматического регулирования, они менее предпочтительны. Качественный ремонт автомобиля можно произвести только с инверторным вариантом.
instrument-blog.ru
11 лучших сварочных полуавтоматов
По функциональности «Кедр» ничуть не уступает лидеру рейтинга. Аппарат может работать как в полуавтоматическом режиме сварки, так и с электродами и аргоновой горелкой. Полярность на горелке меняется точно так же просто – перебросом кабеля на разъемах.Управление аппаратом – полностью программное (или, как принято говорить среди производителей сварочного оборудования, синергетическое). Параметры рабочего режима задаются при помощи одной кнопки и многофункционального регулятора. Нельзя сказать, что это удобно при частой перестройке – классические регуляторы профессиональные сварщики признают более практичными, но и такой метод настройки аппарата имеет своих сторонников.
В режиме полуавтоматической сварки аппарат позволяет вручную подстраивать кривизну вольтамперной характеристики («регулировка индуктивности» — термин, перешедший от трансформаторных аппаратов). Благодаря этому удобно варить как тонколистовой металл на «мягкой» дуге, так и достаточно массивные детали на «жесткой».
В режиме ММА максимальный ток – 175 А. Учитывая ПВ аппарата в 60%, можно сказать, что оптимальные условия работы для него – это сварка электродами диаметром 2-3 мм, при длительной работе с электродами большего диаметра уже придется делать паузы для охлаждения. К счастью, встроенная защита от перегрева автоматически отключит аппарат, если не остановиться вовремя. Безопасность работы обеспечивает возможность включения режима VRD.
Работа с аргоновой горелкой возможна только на постоянном токе (режим TIG DC) как в двухтактном, так и в четырехтактном режимах. Осциллятора для бесконтактного розжига в конструкции инвертора не предусмотрена, разжечь дугу нужно касанием (TIG Lift).
Жалоб на надежность аппарата нет. Учитывая цену аппарата, он мог бы стать лидером рейтинга, если бы не специфичное управление, меньший запас по току в режиме электросварки и срок гарантии всего в 2 года.
Основные плюсы:
- Многофункциональность.
- Удобство для неопытных сварщиков: параметры сварки выставляются автоматически.
Минусы:
- Специфическое управление.
www.expertcen.ru
Советы по выбору сварочного полуавтомата
У многих домашних умельцев очень часто возникает вопрос, какие сварочные полуавтоматы выбрать для домашнего использования советуют специалисты?
В настоящий момент такие инверторные устройства пользуются большим спросом, цена их зависит от качества сборки, а также имеет значение рейтинг производителя.
Даже несмотря на свои компактные размеры, такого типа устройства подходят как для ремонта автомобиля, так и для работы дома.
Следует отметить и то, что инверторный аппарат очень часто в своей работе используют профессиональные мастера для выполнения самой разной работы по металлу.
Полуавтомат можно хранить и эксплуатировать как дома, так и в гараже.
Рабочим напряжением инверторного устройства данного типа является 220в, притом, что функциональные возможности и потенциал работы находятся на высоком уровне.
В настоящее время купить сварочный полуавтомат инверторного типа можно практически в любом магазине, который торгует строительным инструментом и инвентарем.
Модели для гаража и дома отличаются своим разнообразием и, конечно же, стоимостью.
Сказать точно, какой аппарат самый лучший, достаточно трудно, даже зная рейтинг производителей полуавтоматов.
При необходимости купить аппарат для сварки инверторного типа, прежде всего, следует определиться с тем, как конкретно он будет использоваться и какие возможности у покупателя.
На видео ниже рассказано, как выбрать полуавтомат для ремонта автомобиля и работы по дому.
Видео:
Основные особенности
Приобретая полуавтомат для дома можно быть уверенным в том, что эта техника будет действительно полезной и подойдет для использования, как для бытовых целей, так и для ремонта автомобиля.
В настоящее время купить надежный и качественный инвертор для работы в домашних условиях можно практически в любом строительном магазине.
Аппарат данного типа отличается своими хорошими функциональными возможностями, которых хватить с лихвой для ремонта автомобиля и работы дома.
Существует достаточно условная классификация, которая поможет определить рейтинг полуавтоматов и выбрать для себя действительно хороший аппарат для сварки.
Так, в первую очередь следует отметить, что компактные сварочные агрегаты предназначены исключительно для бытового использования.
Кроме этого, есть достаточно много различных моделей, которые можно отнести к полупрофессиональному уровню.
Их главное отличие состоит в более расширенных функциональных возможностях при выполнении сварки.
Также есть инверторы непосредственно профессионального типа, имеющие мощный источник питания и некоторые дополнительные функции.
Конечно, между всеми вышеперечисленными группами полуавтоматов существуют определенные различия.
В первую очередь, у них разная стоимость, а также мощностные характеристики, которые напрямую влияют на продолжительность рабочего цикла.
Как правило, в домашних условиях сварочные работы производятся редко и носят краткосрочный характер.
В этом случае лучше всего остановить свой выбор на бытовых инверторах.
Характерной особенностью такого устройства является то, что в непрерывном режиме он может работать порядка пятнадцати минут, после чего необходимо сделать часовой перерыв.
Видео:
Если выполняемые сварные работы носят продолжительный характер, то лучше купить более профессиональный аппарат.
Некоторые достаточно дорогие модели предназначены для непрерывного проведения сварочных работ в течение нескольких часов.
Кроме этого, у них достаточно обширный функциональный набор и большой потенциал работы.
В этом случае стоит отметить, что на качество шва влияет не тип используемого оборудования, а профессиональные навыки исполнителя.
Правила выбора
Как правило, у каждого домашнего мастера есть свои определенные критерии для сварочного полуавтомата.
Между тем есть несколько основных правил, на которые следует обращать внимание при выборе полуавтомата для сварки в условиях дома.
В любом случае, не стоит в первую очередь ориентироваться на стоимость аппарата инверторного типа, так как цена может оказаться завышенной, а параметры работы устройства, наоборот, низкими.
Следует сразу определиться для себя, в каком режиме будет эксплуатироваться инвертор.
Конечно, профессиональные модели имеют более высокий потенциал работы, однако их стоимость не всегда по карману обычным умельцам.
Аппараты профессионального типа имеют высокие показатели мощности и позволяют работать в непрерывном режиме достаточно длительное время, однако все это в полной мере отражается на их стоимости.
Не стоит покупать сварочный полуавтомат с запасом, так как это лишняя трата денег, притом, что все его возможности использоваться не будут.
Для того чтобы правильно купить сварочный полуавтомат, необходимо, главным образом, обратить внимание на потребляемую им во время работы мощность.
Не стоит останавливаться на тех аппаратах, у которых заявленная мощность будет превышать показатель в двести двадцать вольт.
Дело в том, что если в потребительских розетках показатель напряжения несколько снизится, что происходит достаточно регулярно, сварочный полуавтомат не сможет нормально функционировать.
Лучше всего остановить свой выбор на тех аппаратах, у которых заявленный показатель мощности находится в пределах двухсот двадцати вольт и ниже.
В этом случае можно будет выполнять сварные работы на полуавтомате, даже если напряжение в сети по каким-либо причинам резко снизится.
Кроме этого, следует убедиться в том, что инвертор имеет несколько степеней защиты и может функционировать при минусовой температуре атмосферного воздуха.
Лучше всего составить для себя условный рейтинг устройств данного типа, в котором стоит учесть такие параметры, как стоимость, мощность, питающее напряжение и дополнительные функции, которыми снабжен тот или иной аппарат.
На видео, которое размещено ниже, подробно рассказано о том, как выбрать сварочный полуавтомат для работы в условиях гаража и дома.
Видео:
Основные параметры
Выбирая универсальный сварочный инвертор для использования дома, в обязательном порядке следует обращать внимание на ряд важнейших характеристик помимо потребляемой мощности.
Для сварочного аппарата дынного типа большое значение играет сварочный ток.
Если аппарат будет эксплуатироваться преимущественно в бытовых условиях, то можно брать инвертор с показателями до двухсот ампер.
Этого вполне хватит для того, чтобы делать небольшие сварные соединения не сильно толстых металлов.
В том случае, когда аппарат для сварки имеет показатель сварочного тока свыше двухсот пятидесяти ампер, то его смело можно относить к классу профессионального оборудования, так как он с легкостью справится практически с любым типом работ.
Также большое значение для сварочного полуавтомата имеет продолжительность его непрерывно включения.
Именно этот параметр указывает на то, какое время данное устройство сможет функционировать без остановки.
Если сварочный показатель имеет минимальный показатель продолжительности своего включения, то при работе на высоких токах он может в любой момент перестать работать.
В этом случае устройство следует выключить и дать полностью остыть.
Чтобы понять, как на практике пользоваться показателем продолжительности включения, необходимо разобраться, что вообще он обозначает.
Если на сварочном полуавтомате его значение равно пятидесяти процентам, то это значит, что при максимальном токе держать дугу свыше пяти минут нельзя.
В этом случае необходимо будет снизить сварочный ток, и тогда аппарат сможет функционировать на протяжении более длительного времени.
Кроме этих показателей при выборе сварочного полуавтомата необходимо обратить внимание на его размеры, вес и внешний вид.
Видео:
Также имеет значение и то, из какого материала сделан корпус агрегата. Не стоит делать свой выбор на модели с тонкими корпусами, так как, скорее всего, очень скоро на нем появятся вмятины и выбоины.
Следует обязательно проверить и качество всех идущих в комплекте кабелей. Они должны полностью соответствовать параметрам работы аппарата, и не имеет никаких дефектов и перегибов.
В любом случае, выбор сварочного полуавтомата дело ответственное, требующее грамотного подхода и внимательного изучения соответствующих вопросов.
Советы и рекомендации
При работе на сварочном полуавтомате следует учитывать, что работа аппарата во многом зависит от погодных условий.
Так, если атмосферная температура окружающего воздуха низкая, работать в непрерывном режиме можно будет даже выше заявленного показателя и наоборот.
Выполняя сварку на устройстве данного типа, рекомендуется периодически его выключать и давать остыть, так как в противном случае он может выключиться во время выполнения ответственной работы, а это обязательно скажется на качестве шва.
Также следует учитывать то, что некоторые отечественные стандарты несколько отличаются от европейских или китайских.
Поэтому, то, что написано в руководстве устройства иностранного производства, в наших реалиях может функционировать несколько по-другому.
Более подробно о том, как сделать правильный выбор полуавтомата рассказано в видео в нашей статье.
Видео:
Сварочный полуавтомат является нужным в хозяйстве устройством, которое поможет эффективно и быстро решить множество задач по дому.
Подходить к его выбору следует с полной ответственностью, при этом не стоит ставить на первое место ценовой показатель.
Лучше всего составить для себя условный рейтинг устройств, куда включить все необходимые показатели и на основании его сделать свой выбор.
В любом случае, устройство должно быть качественным и соответствовать всем установленным стандартам.
rezhemmetall.ru
Какой сварочный полуавтомат выбрать - рейтинг лучших
Поставив перед собой задачу, какой сварочный полуавтомат выбрать, каждый должен понимать, что собой представляет это оборудование. Это не аппарат ручной дуговой сварки, хотя и выполняет те же функции. Это агрегат с полуавтоматической подачей сварной проволоки в зону сварки. Поэтому состоит он из двух частей: собственно сварочного выпрямителя (он же источник электроэнергии) и кассеты, на которую намотана проволока.
Полуавтомат выполнен в двух вариация:
- Со встроенной кассетой.
- С кассетой, которая является отдельной частью.
Встроенная касета и отдельное подающее устройство
Что отличает данный вид сварки? Дуга располагается между свариваемыми деталями и проволокой, которая непрерывно подается в зону сварки. Металл проволоки и детали расплавляется под действием высокой температуры, образовывая общее пространство расплавленного металла. Оно называется ванна. По мере движения электрода металл в ванне затвердевает. Так образуется шов. Чтобы не происходило окисление шва, в зону сварки подается инертный газ. Отсюда и качество шва, и непрерывность проводимой работы.
Критерии выбора
На выбор сварочного полуавтомата влияют несколько критериев.
- Какие требования к нему предъявляет потребитель. Аппарат будет использован для бытовых нужд или для мелкого бизнеса, к примеру, для кузовных работ. Или это сварочный аппарат будет использован в промышленных условиях.
- Какие требования будут предъявляться качеству шва. Для ремонта автомобиля (для кузова) необходимо качество внешнего шва, есть конструкции общего назначения (декоративные решетки, калитки и прочее), есть ответственные конструкции, к которым можно отнести сварку водопровода, газовой трубы или сборку гаражной металлической постройки.
- Многое в выборе будет зависеть от толщины свариваемого шва.
- Следующий критерий – виды свариваемых металлов. Здесь вариантов много: низкоуглеродистая сталь, алюминий, нержавейка и так далее. Полуавтомат для сварки алюминия требует присутствия баллона с инертным газом, чаще аргона.
- Длина шва.
- Характеристики сети питания.
Для начинающих сварщиков лучше всего обратить внимание на конкретные характеристики. И не стоит начинать свою деятельность со сложных приборов. Для них оптимальным вариантов будет бытовой полуавтоматический аппарат.
Бытовой сварочный полуавтомат
Бытовой полуавтомат
К этой категории относятся приборы, которые работают от сети переменного тока напряжением 220 вольт. Рассчитаны они на непродолжительную работу, использовать их можно несколько часов в день. И если даже степень работы увеличивает продолжительность использования, то рекомендуется делать перерывы, чтобы полуавтомат остыл.
Токовая нагрузка бытового аппарата – 16 ампер, при этом величина сварочного тока не превышает 200 ампер. В этом приборе могут быть использованы разные проволоки: стальная диаметром 0,8 мм, алюминиевая – 1 мм, порошковая – 0,9 мм. Кассета подачи проволоки оснащена двумя роликами. Это хороший сварочный полуавтомат для дома, его можно установить в гараже, в небольших мастерских, где сваркой пользуются время от времени.
Профессиональный
Его отличают вот такие характеристики:
- Номинальный ток сети – более 16 ампер, подключается только к 380 В.
- Токовая нагрузка: 200-400 ампер.
- Длительный режим работы.
- Диаметр используемой проволоки от 0,8 до 1,6 мм.
- В подающем устройстве могут быть однороликовые кассеты или двухроликовые. В этом механизме устанавливается электродвигатель мощностью 50 Вт.
- Высокое качество комплектующих, которые гарантируют 5-7 лет жесткой работы.
Что такое полупрофессиональный полуавтомат? Такого чисто технического понятия не существуют. Сварщики под этим термином понимают агрегат профессиональный с небольшой мощностью.
Промышленный
Это мощное сварочное оборудование, с помощью которого можно варить детали толщиною до 5 см. Интенсивное использование, практически безграничное время работы. У таких полуавтоматов механизм подачи является отдельной частью.
Характеристики выбора
Один их основных показателей выбора полуавтомата – это номинальный ток сварки. Как правило, он соответствует продолжительности нагрузки. Чем дольше ток такой силы купленный аппарат может выдержать, тем дольше без остановок он может работать. Продолжительность нагрузки исчисляется в процентах, и оно равно сумме времени нагрузки и времени холостого хода, то есть, когда аппарат не работает, но и не отключен от сети.
Внимание! Оптимальный вариант данного показателя – 60%.
Сама же величина номинального тока говорит о том, что аппарат под ее действием не будет перегреваться. Конечно, с учетом продолжительности нагрузки (%). К примеру, если в мастерской будут свариваться детали и узлы толщиною до 3 мм, для чего потребуется проволока диаметром 0,8 мм (см. таблицу ниже), то для этого необходим будет ток силой 80-100 ампер. Для проведения этой работы рекомендуется приобрести полуавтомат сварочный с запасом по току не менее 50%. Оптимальный вариант – 160-200 ампер.
Если решено приобрести профессиональный агрегат, то вопрос, как выбрать полуавтомат, будет основываться и на характеристиках питающей сети. Это 220 или 380 вольт. Если в мастерскую подведена одна фаза, то соответственно придется приобретать однофазный вариант оборудования. Если три фазы, то можно покупать и однофазный аппарат, и трехфазный. Но лучше предпочтение отдать второму, потому что с его помощью получается лучшее качество сварного шва, да и питающая сеть будет без перекосов и перегрузок на одну фазу.
Что касается диаметра используемой проволоки, то на этот показатель влияет в основном толщина свариваемых металлических деталей.
| Диаметр проволоки, мм | Толщина деталей, мм |
| 0,6 | 0,5-1,5 |
| 0,8 | 0,8-2,5 |
| 1,0 | 1-4 |
| 1,2 | 1,5-8 |
| 1,6 | 2-20 |
Обратите внимание при покупке на питающий кабель. Если он небольшого сечения 2-2,5 мм² и имеет длину больше 15 м, то это гарантия, что при падении напряжения в сети (180-200 вольт) мощность аппарата сильно падает. А это влияет на силу сварочного тока, и соответственно на качество сварного шва.
Тонкости выбора
Есть определенные тонкости, который помогут выбрать лучший сварочный полуавтомат.
- Обратите внимание на евроразъем, который соединяет горелку. Это возможность заменить ее в случае необходимости.
- Если механизм подачи проволоки небольшой с маломощным двигателем, то это гарантированно, что он скоро выйдет из строя. Обратите внимание на сами ролики подачи, их размер не должен быть меньше вот этих параметров: 30х22х10 мм.
- Регулировка индуктивности должна быть плавной. От нее зависит качество сварочного шва, плюс в процессе работы отсутствует разбрызгивание искр, правильно проваривается металл. По сути, регулировка индуктивности – это регулировка жесткости электрической дуги.
- Индуктивность цифровая лучше, чем ручная. С ее помощью можно легко настроить сам режим сварочного процесса, при этом аппарат запомнит установленные параметры сварки.
- Автоматический выключатель, который спасет прибор от перегрузки и короткого замыкания.
Классика или инверторный
Что лучше, сварочный полуавтомат инверторного типа или классический? Здесь нельзя ответить однозначно.
Классический прибор устойчив к перепадам напряжения, по конструкции прост, легко можно отремонтировать. Правда, является обладателем большого веса и габаритов, по сравнению с инверторным. Второй гарантирует качественный шов даже при сварке тонколистовой стали, на которой не появятся прожоги. Легко настроить его режим работы, настройка очень гибкая.
Выбор моделей и марок
Определим рейтинг лучших сварочных полуавтоматов. То есть, определим, какой фирмы оборудование лучше. Хотя вопрос поставлен не корректно, просто обозначим те марки, которые сегодня популярны.
AURORA. Один из лидеров российского рынка, который ориентирован, как на Европу, так и на Россию. Два года гарантии и постгарантийного обслуживания. Сервисные центры есть практически во всех больших городах России.
FUBAG. Немецкая марка с высоким немецким качеством. В его пользу говорит тот факт, что МЧС России пользуется именно этими сварочными полуавтоматами. Сегодня немецкий концерн открыл несколько заводов в России, где производится жесткий контроль качества.
WESTER. Отличный вариант, когда дело доходит до вопроса, какой сварочный полуавтомат лучше купить? Высокое качество, долгосрочный срок эксплуатации. Отзывы потребителей говорят о том, что оборудование этой марки практически не ломается.
Интерскол. Этот российский производитель не делает упора в производстве на сварочное оборудование. Но его модели – это оптимальное соотношение цены и качества. Отсюда и спрос. Так что к вопросу, какой полуавтомат приобрести, можно подходить с этой финансовой стороны.
Ресанта. Еще один россиянин, который может похвастаться достаточно широкой модельной линейкой сварочных полуавтоматов. В любом специализированном магазине эту марку можно встретить. Особенно хотелось бы отметить модель САИПА-135.
Как видите, на российском рынке можно встретить и отечественные марки, и зарубежные. Какой купить сварочный полуавтомат, каждый решает сам. Но предложенные нами параметры выбора являются основополагающими. Отталкиваясь от них, можно приобрести хороший сварочный аппарат под свои нужды. Правильно выбирать то же надо уметь. Обязательно посмотрите видео – как выбрать сварочный полуавтомат.
Поделись с друзьями
0
0
1
0
svarkalegko.com
www.samsvar.ru
Полуавтоматическая сварка – принцип работы, отличие от автоматической сварки
 Теперь же, поговорим о полуавтоматической сварке. Создавать о ней отдельный раздел не стоит, так как между автоматической и полуавтоматической сваркой существует небольшое количество отличий. Основное из них – это наличие или отсутствие процесса механизации во время работы. Так, если автоматическая сварка предполагает автоматическое перемещение сварочной проволоки, то полуавтоматическая сварка требует перемещения этой проволоки вручную. Однако назревает вопрос – зачем вообще нужна полуавтоматическая сварка, если есть возможность делать все на автомате, без присутствия человеческого фактора? На самом деле, все очень просто.
Теперь же, поговорим о полуавтоматической сварке. Создавать о ней отдельный раздел не стоит, так как между автоматической и полуавтоматической сваркой существует небольшое количество отличий. Основное из них – это наличие или отсутствие процесса механизации во время работы. Так, если автоматическая сварка предполагает автоматическое перемещение сварочной проволоки, то полуавтоматическая сварка требует перемещения этой проволоки вручную. Однако назревает вопрос – зачем вообще нужна полуавтоматическая сварка, если есть возможность делать все на автомате, без присутствия человеческого фактора? На самом деле, все очень просто.

Автоматическая сварка очень популярна и распространена при массовом производстве. Так, сварочные аппараты настраиваются под определенную программу, и по мере поступления изделий для сварки, аппараты включаются без вмешательства человека в процесс. Однако, в широком ряде случаев необходимо, чтобы направление шва и формирование его качества, происходило только при содействии человека. Поэтому, такой сваркой и стала полуавтоматическая сварка.
Такая сварка предусматривает собой простую конструкцию. В ней есть специальный автоматический механизм подачи электродной проволоки, которая подается в специальный гибкий шланг, на сварочный держатель. Так, проволока подается автоматически, а сварщик, глядя на общую картину изделия, направляет наконечник в ту сторону, где необходимо сделать шов и сварное соединение. Именно потому, что проволока подается автоматически, а дуга перемещается вручную, процесс и получил название полуавтоматической сварки.
Происходить полуавтоматическая сварка может как с применением флюса, так и без него. Применение же флюса, позволило использовать полуавтоматическую сварку при толщине, выше 2-2,5 мм. Также, использование флюса позволило заметно увеличить величину сварочного тока, что в свою очередь, поспособствовало улучшению устойчивости дуги и резкому повышению производительности сварки. Кроме того, использование флюса позволило сократить диаметр проволоки, которая используется для сварки, и тем самым, снизить габариты шланги и сварочного аппарата.
Процесс подачи электродной проволоки
Как правило, используется проволока, диаметром от 1,6-2 мм. Она смотана в бухту, которая находиться в специальной кассете, установленной в сварочном аппарате. Там же, расположился проталкивающий механизм, который подает проволоку через гибкий шланг, непосредственно в держатель, который держит сварщик в руках. Далее, подается сварочный ток на держатель через специальный гибкий шланг, подключенный к сварочному трансформатору. Этот ток, воздействует на электродную проволоку, и при контакте с поверхностью металла, возникает дуга, при помощи которой и выполняется сварка.
Таким образом, полуавтоматическая сварка удобней тем, что с ее помощью можно четко контролировать процесс сварки, и выполнять провары там, где сварщик посчитает нужным. А автоматический процесс подачи проволоки, намного облегчает весь процесс.
www.alfamag.pro
Различия автоматической и ручной сварки
Процесс полуавтоматической и автоматической сварки под слоем флюса принципиально отличается от ручной дуговой сварки.
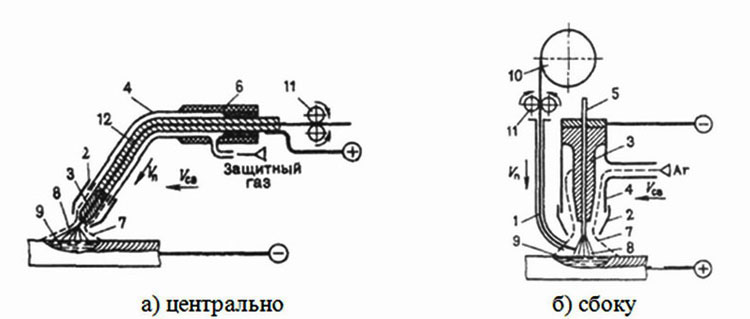
В отличие от электрода сварочная проволока не имеет покрытия. Дуга 10 (рис. 1) горит между торцем сварочной проволоки 1 и свариваемой заготовкой 11 под слоем флюса 12 толщиной от 2 до 5 сантиметров.
Сварочная проволока непрерывно поступает в зону сварки с помощью подающих роликов 2 со скоростью подачи Vп. К сварочной проволоке через скользящий контакт контактные ролики 15 подключают гибкий медный кабель большого сечения от источника сварочного тока 7. Второй кабель подключают к свариваемой заготовке 11. В зону сварки
из специального бункера 13 поступает гранулированный сварочный флюс. Длину сварочной проволоки от места подвода тока до сварочной дуги ( кончика проволоки ) называют вылетом 14.
Под воздействием тепловой энергии дуги плавится свариваемый металл, сварочная проволока и часть флюса, прилегающая к зоне горения дуги. При горении сварочной дуги 10 пары металла, флюса и газы 3, воздействуя на расплавленный флюс 5, образуют свод 4, который защищает область горения дуги сверху. Расплавленный флюс, имея меньшую плотность, всплывает на поверхность расплавленного металла 9 сварочной ванны. Остывая, флюс покрывает место сварки достаточно плотной шлаковой коркой 6. После сварки шлаковую корку удаляют.
В процессе сварки сварочная проволока перемещается вдоль шва со скоростью сварки Vсв, которую следует согласовывать со скоростью подачи сварочной проволоки Vп. По мере перемещения сварочной дуги расплавленный металл сварочной ванны кристаллизуется и формируется шов 8.

Рис. 1. Сварка под слоем флюса
Расплавленный металл сварочной ванны и металл шва защищены от воздуха слоями жидкого шлака , шлаковой корки и флюса. Кроме того, компоненты, входящие в состав флюса, раскисляют и легируют металл.
Таким образом слой флюса:
• практически ликвидирует разбрызгивание расплавленного металла;
• обеспечивает устойчивое горение дуги;
• способствует более полному раскислению и легированию металла сварочной ванны по сравнению с ручной дуговой сваркой;
• защищает жидкий металл от воздействия воздуха;
• обладает низкой теплопроводностью и тем самым замедляет
процесс охлаждения, что благоприятно сказывается на улучшении физико механических характеристик металла шва.
Основными преимуществами сварки под слоем флюса по сравнению с ручной дуговой сваркой являются:
• высокая производительность;
• более высокое качество сварного соединения;
• возможность механизации и автоматизации процесса сварки;
• улучшение условий труда сварщиков.
Повышение производительности в 5…15 раз, по сравнению с ручной дуговой сваркой, достигается за счет использования больших сварочных токов.
Повышение силы сварочного тока в несколько раз ( табл. 1) возможно благодаря замене тонкого электродного покрытия при ручной сварке на слой флюса толщиной 2…5 см при автоматической.
 Сила тока при ручной и автоматической сварке
Сила тока при ручной и автоматической сварке
Таблица 1
| Диаметр электрода | Сила тока, А | |||
| dэл или проволоки d, мм | Ручная электродуговая сварка | Автоматическая сварка под слоем флюса | ||
| 2 | 50…65 | 200…500 | ||
| 3 | 80…130 | 350…600 | ||
| 4 | 125…200 | 400…800 | ||
| 5 | 190…350 | 500…1000 |
Большие силы тока, используемые для автоматической сварки, невозможны при ручной сварке, поскольку металл электрода не будет попадать в сварочный шов, разбрызгиваясь во все стороны. При автоматической сварке слой флюса плотно облегает сварочную ванну с расплавленным металлом и плавящуюся электродную проволоку, препятствуя разбрызгиванию жидкого металла. Поэтому потери металла на угар и разбрызгивание при автоматической сварке составляют 1…3%, а при ручной сварке для значительно меньших токов 5…30%.
Увеличение сварочного тока и скорости сварки за счет механизации позволяет сваривать металл большей толщины и увеличить количество наплавляемого в шов металла в единицу времени.
Коэффициент наплавки при сварке под слоем флюса равен 14…18
г/(А ⋅ ч), что примерно в полтора два раза больше чем при ручной дуговой сварке.
Улучшение качества сварных соединений достигается за счет:
• защиты расплавленного металла от воздействия кислорода, водорода и азота воздуха;
• замедленного охлаждения сварного шва под шлаковой коркой;
• более глубокого проплавления металла, что исключает непровары
в сварных швах;
• улучшения формы шва и сохранения постоянства его физико механических характеристик.
Основные недостатки сварки под слоем флюса:
• ограничение использования при отличающихся от горизонтального пространственных положениях швов;
• невозможность визуального наблюдения за процессом формирования шва.
Материал взят из книги Автоматическая электродуговая сварка под слоем флюса (Ю.М. Сас)
studik.net