10.7. Токарные автоматы и полуавтоматы, их классификация. Классификация полуавтоматов
Классификация сварочных полуавтоматов - Оборудование для строительства - Статьи - ЭКОПАН
Сварочный полуавтомат Москва – это электротехническое устройство, предназначение которого - электродуговая сварка плавящимся электродом, в котором механизирована подача электрода, а перемещение электрода с необходимой скоростью вдоль шва производится непосредственно сварщиком вручную.
С помощью такого аппараты вы можете сварить материал, толщина которого от 0,5 мм до 10 мм, а так же проваривать металл толщиной 10-20 мм на глубину 5 мм.
Классификация полуавтоматов осуществляется, исходя из рода защиты сварочного шва, и подразделяется на 3 следующих вида:
- полуавтоматы, которые осуществляют сварку под слоем флюса;
- полуавтоматы, которые осуществляют сварку в защитных газах;
- полуавтоматы, которые осуществляют сварку порошковой проволокой.
Однако так уж сложилось, что самое большое распространение получили полуавтоматы, которые осуществляют сварку в защитных газах, а вот полуавтоматы, сварка в которых осуществляется под слоем флюса, в наше время практически не применяются. Что же касается полуавтоматической сварки порошковой проволокой, то она очень часто осуществляется с помощью сварочного аппарата полуавтомата для сварки в защитных газах.
Широкое распространение сварки, которая осуществляется в среде защитных газов, объясняется следующими факторами:
- производительность такой сварки больше в 2-4 раза по сравнению с дуговой;
- полная безопасность – исключена возможность поражения током;
- при использовании этого вида сварки не меняется состав металла и не появляются микротрещины, а шов не шлакуется;
- гораздо меньший процент брака продукции.
Кроме того, в зависимости от характера перемещения в процессе работы, полуавтоматы делятся на:
- стационарные, которые используются для комплектации специализированных сварочных постов в серийном и крупносерийном производствах;
- переносные;
- передвижные, которые признаны самыми удобными в работе.
Такие аппараты обладают рядом преимуществ, среди которых: оснащённость ступенчатым регулированием сварочного тока и принудительным воздушным охлаждением, удобность в эксплуатации и надёжность в использовании.
Кроме того, если вы «мастер на все руки» и привыкли всё в хозяйстве создавать и ремонтировать своими руками, то вам пригодится и дренажный насос, компактность и простота эксплуатации которого просто поражает. Дренажные насосы Москва будут просто незаменимы в случае, если вам будет необходимо откачать бытовые стоки, бассейны, колодцы или же осуществить водозабор озёр или рек.
ecopan.su
Классификация инверторных сварок | Все Станки
Инверторный полуавтомат — портативная станция для проведения сварочных работ в быту, на стройплощадке или производстве. Современные агрегаты, включая устройства для плазменной резки, представленные в интернет-магазинах РФ, отличаются многофункциональностью, компактными размерами и автоматизированной системой настроек. В зависимости от сферы использования, можно купить устройство требуемой мощности и производительности.
Классификация полуавтоматов
По типу сварки агрегаты делятся:
- MMA — ручной дуговой процесс штучными электродами. Данная технология актуальна для домашних и бытовых работ, практикуется в строительстве и при работах с металлоконструкциями.
- MIG-MAG — работа плавящимися электродами, при которой ванна защищена от воздушного пространства активным/инертным газом.
- TIG- сварочные работы проводятся в среде защитного газа посредством неплавящихся электродов.
Сварочные полуавтоматы, представленные в Москве, широко используются в разных областях — от автосервисов до создания узлов летательных аппаратов.
Могут работать с цветными и черными металлами, устойчивы к перепадам напряжения, имеют КПД не менее 90% и позволяют проводить работу электродами разного диаметра.Плюсы сварочных полуавтоматов типа РЕСАНТА САИПА-135 относительно трансформаторных установок:
- Высокое качество шва, независимо от исходного материала и его толщины.
- Эргономичность и безопасность.
- Компактность и прочность конструкции.
- Низкий показатель энергозатрат.
- Система принудительного охлаждения защищает полуавтомат от перегрева.
- Регулировка тока, функция антизалипания и форсаж дуги обеспечивают продуктивность и высокую скорость в рабочем процессе.
- Микропроцессоры и ПО позволяют проводить самодиагностику полуавтомата и запоминать режим аварийной ситуации.
- Доступная цена на установки.
Правильный выбор
Выбирая сварочный полуавтомат, следует учитывать некоторые характеристики:
- Максимальный сварочный ток влияет на продуктивность и качество работ и регулируется в зависимости от толщины заготовки и диаметра проволоки:
| Толщина металла (мм) | Сварочный ток (А) |
| 0,8-1 | 50-80 |
| 3 | 200-380 |
| 4 | 200-350 |
| 6 | 250-420 |
| 8 | 300-450 |
- Механизм подачи проволоки лучше выбирать из металлического сплава.
- Наличие разъема для горелки.
- Сеть питания — 220/380В.
- ПВ — интенсивность работы, указана в паспорте инструмента (средний показатель 60%).
- Также сварочный полуавтомат может иметь один или несколько режимов для аргонной или универсальной работы.
- Длина рукава и удобство пистолета.
Инверторные агрегаты могут иметь комплектацию редуктором и сварочным рукавом. Для универсальных работ лучше использовать установки с номинальным напряжением 220В.
stankiwse.ru
10.7. Токарные автоматы и полуавтоматы, их классификация.
Автоматом называется станок, в котором автоматизированы все основные и вспомогательные движения, необходимые для выполнения технологического цикла обработки заготовок, включая загрузку и выдачу обработанной детали. Обслуживание автомата сводится к периодической наладке, подаче материала на станок и контролю обрабатываемых деталей.
Токарные автоматы и полуавтоматы применяют для обработки деталей сложной конфигурации с помощью большого количества инструментов. Они подразделяются: по назначению — на универсальные и специализированные; по виду заготовки—на прутковые и патронные; по количеству шпинделей—на одношпиндельные и многошпиндельные; по расположению шпинделей — на горизонтальные и вертикальные. Из автоматов и полуавтоматов наибольшее распространение получили станки с кулачковым приводом.
Автоматическое управление циклом этих станков осуществляется с помощью распределительного (кулачкового) вала. Обычно за один оборот распределительного вала происходит полный цикл обработки.
Автоматы можно разделить на три группы. Первая группа — автоматы, имеющие один распределительный вал, вращающийся с постоянной для данной настройки частотой. Вал управляет как рабочими, так и вспомогательными движениями. Для автоматов этой группы характерна большая потеря времени при вспомогательных движениях, так как они выполняются при той же (медленной) частоте вращения распределительного вала, что и рабочие операции. Однако в автоматах малых размеров с небольшим количеством холостых движений применение такой схемы целесообразно вследствие ее простоты.
Вторая группа — автоматы с одним распределительным валом, которому в течение цикла сообщаются две частоты вращения: малая при рабочих и большая при холостых операциях. Такая схема обычно применяется в многошпиндельных токарных автоматах и полуавтоматах.
Третья группа — автоматы, имеющие, кроме распределительного вала, еще и быстроходный вспомогательный вал, осуществляющий холостые движения. Команды на выполнение холостых движений подаются распре делительным валом с помощью закрепленных на нем специальных барабанов с упорами.
10.7.1. Одношпиндельные токарные автоматы. Автоматы фасонно-отрезные и продольного точения.
Одношпиндельные токарные автоматы подразделяются на автоматы продольного точения, фасонно-отрезные и токарно-револьверные.
Фасонно-отрезные автоматы (мод. 1106, 11Ф16, 11Ф25, 11Ф40) предназначены для изготовления деталей из прутка с диаметром от 6 до 40 мм. Они применяются в основном в крупносерийном и массовом производстве. На рис.47, апоказана схема работы автомата. Пруток закрепляется во вращающемся шпинделе1с помощью цангового патрона. Суппорты2перемещаются в поперечном направлении и несут фасонные и отрезные резцы. Пруток подается с помощью специального подающего устройства до откидного упора3.Конструктивно фасонно-отрезные автоматы отличаются друг от друга незначительно.
Некоторые модели фасонно-отрезных автоматов имеют продольный суппорт, позволяющий при подаче вдоль оси детали сверлить отверстия (рис.47,б).
Рис.47. Схемы работы токарных фасонно-отрезных автоматов
Отличием автоматов 11Ф25 и 11Ф40 является совмещение коробки скоростей и подач в одном узле, вместо револьверного суппорта установлена головка продольного суппорта. Автоматы снабжены вертикальными и горизонтальными (по два) и крестовым суппортами.
При использовании проволоки в качестве заготовки перед обработкой она правится в механизме роторного типа. Обрабатываемая проволока при этом не вращается, а имеет только продольное перемещение. При обработке калиброванных заготовок перемещение прутка и шпиндельной бабки отсутствует - заготовка обрабатывается вращающейся головкой с установленными в ней резцами, перемещающимися в поперечном направлении с независимой друг от друга подачей. Подача заготовки на необходимую длину производится перемещением салазок с механизами подачи и правки.
studfiles.net
Классификация станков - автоматов и полуавтоматов
Токарные автоматы и полуавтоматы подразделяют по назначению, числу и расположению шпинделей, виду заготовки, виду работы, принципу действия и способу управления рабочим циклом. По назначению их делят на универсальные, предназначенные для обработки разных деталей, и специальные - для обработки только определенной детали. По числу шпинделей автоматы и полуавтоматы подразделяют на одношпиндельные и многошпиндельные.
По расположению шпинделей автоматы и полуавтоматы подразделяют на горизонтальные и вертикальные. Иногда встречаются станки с наклонным расположением шпинделей. По виду заготовки станки делят на прутковые, бунтовые и патронные. Для прутковых автоматов заготовками являются прутки, для бунтовых - проволока, свернутая в бунт, для патронных - штучные заготовки. Вид заготовки определяет вращение шпинделя или инструмента. Наибольшее распространение имеют токарные автоматы и полуавтоматы с вращающимся шпинделем. При обработке штучных заготовок автоматы оснащаются магазинами или загрузочными устройствами с автооператорами. Несимметричные и громоздкие детали, а также детали из проволоки, свернутой в бунт, обрабатывают вращающимся инструментом.
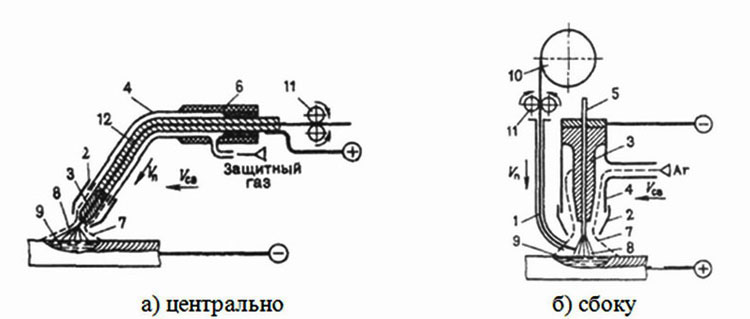
По виду работы автоматы и полуавтоматы подразделяют на фасонно-отрезные (движение подачи фасонного или отрезного резца происходит в поперечном направлении к оси изделия), продольно-фасонные (движение подачи в продольном и поперечном направлениях), револьверные (движение подачи револьверной головки в продольном направлении), многорезцовые и копировальные (рис. 3.90).
По принципу действия многошпиндельные станки различают параллельного, последовательного, параллельно-последовательного и непрерывного действия. При параллельной обработке одинаковые переходы выполняют одновременно на всех позициях до получения одновременно всех деталей в готовом виде. При последовательной обработке каждую деталь на шпинделе, переходя из одной позиции в другую, подвергают различным операциям различными инструментами. При параллельно-последовательной обработке в одном автомате организуют два и более потока деталей. Непрерывное действие характеризуется загрузкой, обработкой и съемом детали при непрерывном вращении шпинделя.
По способу управления рабочим циклом автоматы и полуавтоматы подразделяют на три группы. К первой группе относят автоматы, у которых имеется один распределительный вал, равномерно вращающийся в течение цикла обработки. Рабочие и холостые хода выполняются при неизменной скорости вращения распределительного вала. Ко второй группе относят автоматы с одним распределительным валом, имеющим при обработке две скорости вращения: медленную на рабочих ходах и ускоренную на холостых ходах. Такой способ управления применяют в многошпиндельных автоматах и полуавтоматах. К третьей группе относят автоматы, имеющие распределительный и вспомогательный валы. Распределительный вал вращается медленно и управляет рабочими и холостыми ходами суппортов, вспомогательный вал вращается быстро и управляет холостыми ходами остальных механизмов.остальных механизмов.
Рис.3.90. Классификация автоматов и полуавтоматов
Время рабочего цикла tц слагается из времени рабочих, т. е. затрачиваемых на обработку детали tри холостых tхходов. Таким образом,
tц = tр + tх.
Цикловая производительность автомата
Q = 1/tц = 1/(tр + tx) = Q0 tx +1),
где Qo = 1/tр - идеальная производительность автомата непрерывного дей-. ствия, у которого холостые хода со- вмещены с рабочими.
Зависимости цикловой производительности от идеальной для трех групп автоматов позволяют выявить рациональные области применения каждой группы (рис. 3.91). Производительность автоматов первой группы возрастает прямо пропорционально, а производительность автоматов второй и третьей групп - с убывающей интенсивностью по мере увеличения идеальной производительности Qo.
Действительная штучная произ- Рис. 3.91. Цикловая производительность водительность меньше цикловой из-автоматов трех групп за дополнительного вспомогательного
времени на обслуживание автомата:
Qшт= Qkx,
где kx< 1 - коэффициент, учитывающий долю вспомогательного времени от времени цикла обработки.
В [2.8] рассмотрены современные базовые прутковые автоматы: токарно-револьверный модели 1Е140 и горизонтальный шестишпиндельный последовательного действия модели 1Б240-6.
stydopedia.ru
Какие бывают сварочные полуавтоматы
Развитие индустрии в сварочном деле дает широкий выбор аппаратов для сварки. В машиностроении на больших заводах применяют автоматизированную сварку. С применением лазерной технологии и дорогостоящего оборудования. В малых ответственных сварных соединениях применяют сварку в защитном газе с автоматической подачей проволоки. Реже применяют сварку автоматом под флюсом. В основном сваривают огромные детали большой толщины. На подачу идет уже не проволока а лента. Электрод применяют не плавящийся. Сила тока исчесляется тысячами Ампер. Гибрид между технологией TIG и MIG/MAG, но уже без газа. Такие аппараты стационарные и питаются явно не на 380 вольт а куда выше. Это к общему сведению. Меня интересуют аппараты на 380 и 220 вольт.
Начнем с простых о которых известно уже давно. Для ручной дуговой сварки ММА используют обычные трансформаторные или инверторные. Первые трансформаторные имеют балластник для регулировки тока и диодный мост. Подключаются как на трехфазную сеть так и на однофазную. Не прихотливые в эксплуатации не боятся морозов и погодных катаклизм. Переживают любую сырость. Имеют большие габариты и вес, что затрудняет их мобильное перемещение. Часто их делают много постовыми на малом производстве. В быту нашли свое применение инверторного типа сварочные аппараты. Малый вес и мобильность с низким потребления тока. Все чаще отдают им предпочтения. В зависимости от качество электронных компонентов ни все могут использоваться при отрицательной температуре. Боятся скачков напряжения и проседания сети. Выходят из строя силовые транзисторы при эксплуатации на жаре. Диодные мосты пробивает и происходит короткое замыкание. Конденсаторы на входе со временем высыхают и взрываются. Многие их таскаю запечем и не подозревают что напряжение внутри порой доходит до 700 вольт. Пробой на корпус и вы упадете.
Сварочные аппараты с техникой TIG делают универсальные. Отключил рукав и присоединил провод. Они такие же инверторные имеют пульт управления отдельный. Которым легко управлять агрегатам в процессе сварки. Постепенно при завершении шва снижать силу тока тем самым закрывает кратер сварочной ванны. Имеет много степеней защиты что позволяет его уже не таскать на себе. Очень большое преимущество по сравнению с ММА.
Полуавтоматы есть как бытовые мобильные так и профессиональные. С первыми выполняют обычную простую сварку. Сами они ограничены функционалом и самой начинкой. В основном ручная настройка под каждую проволоку и толщину металла. Напряжение и силу тока со скоростью подачей выставляют по таблице. Обычная бытовая сеть в 220 вольт не дает возможности делать его более мощным. От этого зависит диаметр используемой проволоки. В стационарных полуавтоматах, для больших объемов производства, используют сеть 380 вольт. Это дает большое преимущество. Конвертируется переменный ток так и постоянный, импульсный. Присутствует монитор и компьютер. Наличие запрограммированных программ на каждый вид сварки, металл, используемую проволоку, подстройка ручная. Благодаря таким функциям сокращается время настройки агрегата. Расход материала сокращается к минимум. Меньше разбрызгивание металла при сварке и испарения его. Качественный шов не требует дополнительной обработки.
Есть с ограниченным функционалом и настроены под работу в инертном газе MIG. Другие наоборот только в среде активного газа MAG. Стационарные с программным управлением позволяют использовать два режима. Плюс еще и по выбору тока. Дают преимущество использовать более толстую проволоку.
При выборе сварочного аппарата ориентируетесь какие виды сварки вы будете выполнять. Нужен вам сложный сварочник или обойтись простым решать вам.
weldingmedia.ru