Электроды Ф-3мм пачка 5кг (ЛЭЗ МР-3С Лосиноостровский). Электроды лосиноостровские мр 3
ЭЛЕКТРОДЫ

Техническая характеристика
- Наименование-Электроды МР-3С, " ЛЭЗ "
- Регламентирующий документ-ГОСТ 9466-75
- Тип - Э46
- Диаметр – 2мм, 2,5мм,3мм,4 мм
- Вид тока - переменный и постоянный
- Ток - 90÷130 А
- Коэффициент наплавки- 8 г/А*ч
- Временное сопротивление- не менее 460 МПа
- Относительное удлинение-не менее 22 %
- Ударная вязкость -не менее 80 Дж/см2ые6
- Масса пачки -1кг, 5 кг
Описание МР 3, диаметр 3 мм
Сварка ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву до 450 МПа. Обеспечивают легкость ведения процесса сварки, в том числе при выполнении швов в потолочном положении и при постановке прихваток, а также при сварке неповоротных стыков трубопроводов. Позволяют выполнять сварку на предельно низких токах, а для электродов малого диаметра – от источников питания, включаемых в бытовую электросеть. Синий цвет обмазки гарантирует от подделок. Сварка во всех пространственных положениях шва на переменном и постоянном токе прямой полярности.
Описание МР 3, диаметр 4 мм
Рекомендуется для сварки изделий из углеродистых сталей, трубопроводов пара и горячей воды категорий 3 и 4., трубопроводах в пределах котла и турбины с рабочим давлением не более 39 кгс/см.кв. и температурой не более 350 град.С, труб поверхностей нагрева котлов с рабочим давлением до 50 кгс/см.кв.,газопроводов и трубопроводов, не подведомственных Гостехнадзору, кроме трубопроводов регулирования турбин, маслопроводов и мазутопроводов.
Отличительные особенности электродов МР-3С
- легкость ведения процесса сварки, минимальное разбрызгивание металла;
- качественные сварочные швы в потолочном положении и при постановке прихваток;
- сварка на предельно низких токах;
- сварка от источников питания, включаемых в бытовую электросеть;
- гарантия получения вогнутого сварочного шва с мелко-чешуйчатой поверхностью;
- экономность в работе;
- минимальные требования к квалификации сварщика и к сварочному оборудованию.
- Покрытие электрода МР-3С (синие): рутилово-основное.
gazsvet.com
МР-3С | snab12.ru
Каталог >> Все для сварки >> Электроды
МР-3С (Лосиноостровские)
ЛЭЗ МР-3С (НАКС, Речной Регистр), Тип Э46
Электроды марки ЛЭЗ МР-ЗС предназначены для ручной дуговой сварки рядовых и ответственных конструкций из углеродистых сталей, когда к формированию швов в различных пространственных положениях предъявляют повышенные требования. Сварка во всех пространственных положениях постоянным током обратной полярности и переменным током от источников питания с напряжением холостого хода (50±5)В.

Рекомендуемое значение тока (А)
| Диаметр, мм | Положение шва | |||
| нижнее | вертикальное | потолочное | сверху вниз | |
| 2,0 | 40-60 | 40-60 | 40-60 | 40-60 |
| 2,5 | 70-90 | 60-100 | 60-100 | 100-120 |
| 3,0 | 90-130 | 80-110 | 80-110 | 140-170 |
| 4,0 | 140-180 | 120-160 | 120-160 | — |
| 5,0 | | 150-190 | — | — |
Характеристики плавления электродов МР-3С:- Коэффициент наплавки, г/Ач: 8,5;- Расход электродов на 1кг наплавленного металла, кг: 1,7.
Основные характеристики металла шва и наплавленного металла:
Механические свойства металла шва, не менее:- Временное сопротивление разрыву, МПа: 460- Относительное удлинение, %: 20- Ударная вязкость, Дж/см²: 80
Химический состав наплавленного металла, %:- Углерод, не более: 0,12;- Марганец: 0,35-0,70;- Кремний: 0,09-0,35;- Сера, не более: 0,040;- Фосфор, не более: 0,045.
| ГОСТ 9466-75ГОСТ 9467-75ТУ 1272-075-01055859-2003 | AWS:E6013EN499:Е382RС12 | Э46-ЛЭЗМР-3С-Ø-УД / Е 431(3)-РЦ13 |
В магазине «Снабженец», г. Йошкар-Ола, можно купить электроды МР-3С по низким ценам, оптом и в розницу.
Каталог >> Все для сварки >> Электроды
snab12.ru
Электроды МР-3 ЛЭЗ
Сварочные электроды МР-3 ЛЭЗ
Скидки на электроды ЛЭЗ МР-3 при заказе от 100 кг.
Призаказе от 500 кг доставка сварочных электродов МР-3 бесплатно.
ЛЭЗ МР-3
 Тип Э46
Тип Э46
Электроды марки ЛЭЗ МР-З предназначены для ручной дуговой сварки конструкций из углеродистых сталей с содержанием углерода до 0,25%. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности и переменным током от источников питания с напряжением холостого хода (50±5)В.
Рекомендуемое значение тока (А)
| Диаметр, мм | Положение шва | ||
| нижнее | вертикальное | потолочное | |
| 2,5 | 70-90 | 60-100 | 60-100 |
| 3,0 | 90-140 | 80-100 | 80-100 |
| 4,0 | 160-220 | 140-180 | 140-180 |
| 5,0 | 170-260 | 160-200 | — |
| 6,0 | 220-290 | — | — |
Характеристики плавления электродов
- Коэффициент наплавки, г/Ач: 8,5
- Расход электродов на 1кг наплавленного металла, кг: 1,7
Основные характеристики металла шва и наплавленного металла
Механические свойства металла шва, не менее
- Временное сопротивление разрыву, МПа: 460
- Относительное удлинение, %: 20
- Ударная вязкость, Дж/см²: 80
Химический состав наплавленного металла, %
- Углерод, не более: 0,12
- Марганец: 0,35-0,70
- Кремний: 0,09-0,25
- Сера, не более: 0,040
- Фосфор, не более: 0,045
|
ГОСТ 9466-75 ГОСТ 9467-75 ТУ 1272-005-01055859-2003 |
AWS:E6013 EN499:Е382RС12 |
Э46-ЛЭЗМР-3-Ø-УД / Е 431(3)-РЦ23 |
Сертификаты

Сварочные электроды ЛЭЗ МР-3 2 мм фасуются только в упаковку по 1 кг. Упаковка по 1 кг и 5 кг.
Производитель: Лосиноостровский электродный завод
Купить электроды ЛЭЗ МР-3 по выгододной цене.
По запросу предоставляем цены на сварочные электроды МР-3Т, МР-3А.
beliff.ru
Лосиноостровский электродный Завод электрод ЛЭЗ МР-3 3,0мм
Размеры электродов МР-3С и сила тока при сварке:
Диаметр, мм Длина, мм Ток, А Среднее количество электродов в 1 кг, шт.
2,5 350 60-120 54
3,0 350 80-140 39
4,0 450 140-220 16
5,0 450 160-260 11
Основное назначение электродов МР-3С:
Электроды МР-3С с рутилово-основным покрытием, предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву до 490 МПа. Сварка производится во всех пространственных положениях на переменном и постоянном токе обратной полярности. Стержень из проволоки марок Св-08, Св-08А по ГОСТ 2246-70.
Диаметр выпускаемых электродов 2,0; 2,5; 3,0; 4,0; 5,0 и 6,0 мм.
Характеристика электродов МР-3С:
Покрытие - рутиловое. Коэффициент наплавки - 8,5 г/Ач
Производительность наплавки ( для диаметра 4,0) - 1,2 кг/ч.
Расход электродов на 1 кг наплавленного металла - 1,7 кг.
Механические свойства металла шва, не менее:
Временное сопротивление разрыву, МПа: 460
Относительное удлинение, %: 20
Ударная вязкость, Дж/см²: 80
Химический состав наплавленного металла, %
Углерод, не более: 0,12
Марганец: 0,35-0,70
Кремний: 0,09-0,25
Сера, не более: 0,040
Фосфор, не более: 0,045
ГОСТ 9466-75 ГОСТ 9467-75 ТУ 1272-005-01055859-2003 AWS:E6013 EN499:Е382RС12 Э46-ЛЭЗМР-3-Ø-УД / Е 431(3)-РЦ23
Особые свойства сварочных электродов МР-3С:
Электроды МР-3С допускают сварку ржавого, плохо очищенного от окислов и других загрязнений металла, обеспечивают легкое перекрытие зазоров. Также обеспечивают легкость ведения процесса сварки, в том числе при выполнении швов в потолочном положении и при постановке прихваток, а также при сварке неповоротных стыков трубопроводов. Позволяют выполнять сварку на предельно низких токах, а для электродов малого диаметра - от источников питания, включаемых в бытовую электросеть. Имеют повышенную эффективность при сварке тавровых соединений с гарантированным получением вогнутых швов.
Выбор режима сварки для электродов.
Все параметры режима сварки можно разделить на основные и дополнительные.
Основные параметры- это величина и полярность тока, диаметр электрода, напряжение на дуге, скорость сварки.
Дополнительные параметры - состав и толщина покрытия электрода, положение электрода и положение изделия.
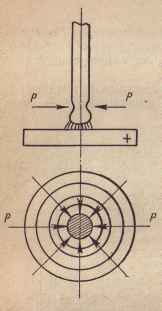
Итак, на что же влияют основные параметры? Сварочный ток. Увеличение его вызывает (при одинаковой скорости сварки) рост глубины проплавления (провара), что объясняется изменением погонной энергии (теплоты, приходящейся на единицу длины шва) и частично изменением давления, оказываемого столбом дуги на поверхность сварочной ванны.
Дополнение:
Значения величины тока уточняются по данным паспорта электродов. Род и полярность тока также влияют на форму и размеры шва.
При сварке постоянным током обратной полярности глубина провара на 40-50% больше, чем постоянным током прямой полярности, что объясняется различным количеством теплоты, выделяющейся на аноде и катоде.
При сварке переменным током глубина провара на 15-20% меньше, чем При сварке постоянным током обратной полярности.
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, а также от вида соединения и формы подготовленных кромок под сварку. При сварке встык "листов стали толщиной до 4 мм в нижнем положении диаметр электрода обычно берется равным толщине свариваемого металла. При сварке стали большей толщины используют электроды диаметром 4--6 мм при условии обеспечения полного провара соединяемых деталей и правильного формирования шва.
Напряжение определяет, главным образом, ширину шва. На глубину провара напряжение оказывает весьма незначительное влияние. Если при увеличении напряжения скорость сварки увеличить, ширина шва уменьшится. Сила тока в основном зависит от диаметра электрода, а также от длины его рабочей части, состава покрытия, положения сварки. Чем больше ток, тем выше производительность, т. е. больше наплавляется металла.
www.instrument2001.ru
Электроды Ф-3мм пачка 5кг (ЛЭЗ МР-3С Лосиноостровский)
Цена: 550 руб / пачка
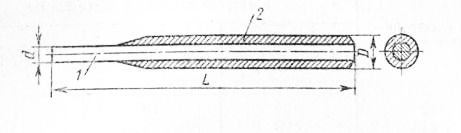
Для создания соединительного шва между углеродистыми сталями методом дуговой сварки можно использовать различные марки электродов. Однако специалисты считают оптимальным выбором именно МР-3. Они рассчитаны для работы в различных условиях и при соблюдении технологии процесса позволяют обеспечить качественный бездефектный шов. Конструкция и материал изготовления Электроды марки МР-3 изготавливаются из проволоки различного диаметра. На поверхность каждого изделия наносят рутиловое покрытие. Длина изделия может варьироваться от 300 до 450 мм, а наружный диаметр – от 2 до 6 мм. Благодаря такой конструкции с помощью электродов этого типа можно выполнять сварочные работы по неочищенным поверхностям и с частичной ржавчиной. Однако при хранении нужно следить за соблюдением показателя влажности. Если рутиловое покрытие будет иметь этот показатель свыше 1,5%, то перед применением необходимо предварительно выполнить прокаливание их поверхности в течение 60 мин при температуре до 180°С.
| Диаметр: | 3мм |
| Фасовка: | 5кг |
www.stroika-alfa.ru
Электроды Ф-2мм пачка 1кг (ЛЭЗ МР-3С Лосиноостровский)
Цена: 250 руб / пачка
Для создания соединительного шва между углеродистыми сталями методом дуговой сварки можно использовать различные марки электродов. Однако специалисты считают оптимальным выбором именно МР-3. Они рассчитаны для работы в различных условиях и при соблюдении технологии процесса позволяют обеспечить качественный бездефектный шов. Конструкция и материал изготовления Электроды марки МР-3 изготавливаются из проволоки различного диаметра. На поверхность каждого изделия наносят рутиловое покрытие. Длина изделия может варьироваться от 300 до 450 мм, а наружный диаметр – от 2 до 6 мм. Благодаря такой конструкции с помощью электродов этого типа можно выполнять сварочные работы по неочищенным поверхностям и с частичной ржавчиной. Однако при хранении нужно следить за соблюдением показателя влажности. Если рутиловое покрытие будет иметь этот показатель свыше 1,5%, то перед применением необходимо предварительно выполнить прокаливание их поверхности в течение 60 мин при температуре до 180°С.
| Диаметр: | 2мм |
| Фасовка: | 1кг |
www.stroika-alfa.ru