Сварочные электроды: вопросы и ответы. Мастер сварки электроды
|
В НАШИХ МАГАЗИНАХ СВАРОЧНЫЕ ЭЛЕКТРОДЫ В РАЗВЕС И ПОШТУЧНО!
Российские электроды для сварки углеродистых и низколегированных сталей
ЛЭЗ - Лосиноостровский электродный завод, Москва. СЗСМ - Судиславский завод сварочных материалов.
Импортные электроды для сварки углеродистых и низколегированных сталей
Российские электроды для сварки нержавеющих сталей
Импортные электроды для сварки нержавеющих сталей
Электроды для сварки чугуна
Электроды этих марок допускают холодную сварку чугуна (без подогрева). Однако, при подогреве качество сварки существенно выше.
Импортные электроды для сварки алюминиевых сплавов
Электродов российского производства для сварки технически чистого алюминия (ОЗА-1. ОЗАНА-1) и для заварки дефектов в литых алюминиево-кремниевых сплавах (ОЗА-2, ОЗАНА-2) наши магазины не имеют.
Электроды специального назначения
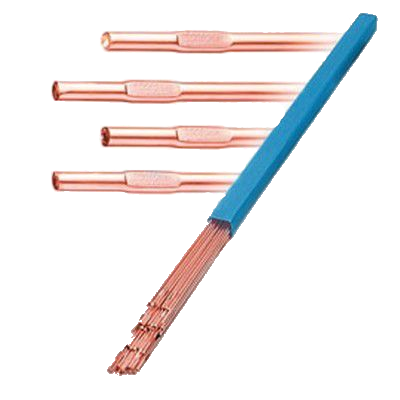
Сварочная проволока
Присадочные прутки Длина прутков - 1 м, в пеналах по 5 кг (продаются на развес, в любом количестве)
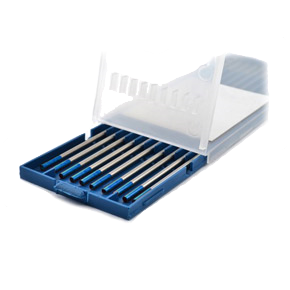
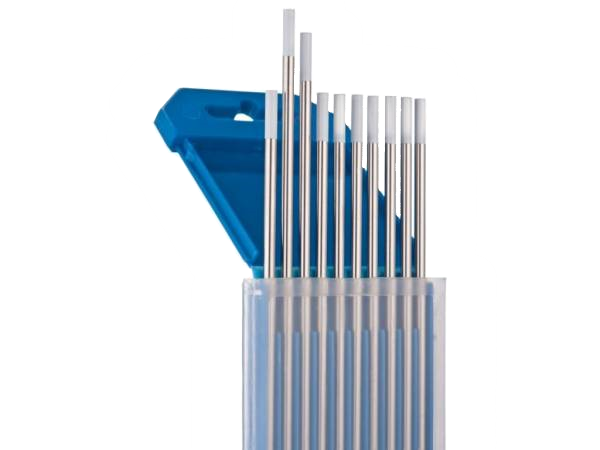
Электроды вольфрамовые В прутках диаметром 1,0; 1,6; 2,0; 2,4; 3,0; 4,0 мм
Сварочные материалы для TIG сварки
Сварочные иверторы производства Южной Кореи!
|
||













.png)







masterweld.ru
Продукция
Предприятие выпускает следующие марки электродов:
| МР-3С типа Э46 |
Электроды марки МР-3С предназначены для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву до 500 Мпа во всех пространственных положениях. |
| АНО-21 типа Э46 |
Электроды марки АНО-21 предназначены для сварки рядовых и ответственных конструкций из углеродистых сталей, когда к формированию металла шва в различных пространственных положениях предъявляют повышенные требования. Временное сопротивление разрыву до 490 Мпа. Сварка во всех пространственных положениях. |
| УОНИИ-13/55 типа Э50А |
Электроды марки УОНИИ-13/55 предназначены для сварки особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости. Сварка во всех пространственных положениях на постоянном токе обратной полярности. |
| УОНИИ-13/45 типа Э42А |
Электроды марки УОНИИ-13/45 предназначены для сварки особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости. Сварка во всех пространственных положениях на постоянном токе обратной полярности. |
| АНО-4 типа Э46 |
Электроды марки АНО-4 предназначены для сварки конструкций из углеродистых сталей всех степеней раскисления. Обеспечивает получение бездефектного шва при cварке на повышенных режимах. Временное сопротивление разрыву 450 Мпа. Сварка производится во всех пространственных положениях. |
| ОЗС-12 типа Э46 |
Электроды марки ОЗС-12 предназначены для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением до 490 Мпа. Сварка во всех пространственных положениях на постоянном и переменном токе. |
| МР-3 типа Э46 |
Электроды марки МР-3 предназначены для сварки конструкций из углеродистых сталей с временным сопротивлением до 490 Мпа. Сварка во всех пространственных положениях на постоянном и переменном токе. |
| АНО-6 типа Э42 |
Электроды марки АНО-6 предназначены для сварки конструкций из углеродистых сталей с временным сопротивлением до 430 Мпа. Сварка во всех пространственных положениях на постоянном и переменном токе. |
Справочные материалы
stasva.ru
Сварочные электроды: вопросы и ответы
Сварочные электроды 3, электроды 4 — что имеется в виду под этим?
Нередко от практиков сварочного дела можно услышать — «мы проводим работы со сваркой электродами тройкой, четверкой» что имеется в виду под этим2

очень часто, имеется в виду диаметр электродов всего направления, подобных марок как МР-3, ОЗС, АНО и др. Наша компания может предложить следующие марки электродов диаметром 3, 4, 5 и 6 -это ОЗС — 4, ОЗС — 6, ОЗС — 12, МР — 3, МР — 3 синие, АНО — 6, АНО — 4, АНО — 21, УОНИ 13/45, УОНИ 13/55, вся продукция отличного качества, одобрена морским регистром судоходства и речным регистром Р.Ф..
Прокалка сварочных электродов, зачем она нужна?
Обмазка сварочных электродов достаточно хорошо поглощает влагу, при выполнении работ по сварке обмазка не плавится, фактически не горит или горит неодинаково, очень часто отваливаясь кусками — прокаливание электродов ликвидирует эти моменты. Прокаливание предлагают проводить в предназначенных специально для этого печах прокалочных.
Сварочные электроды покрытые. Чем они разнятся от непокрытых?
Электроды можно поделить на две большие группы — железные сварочные электроды и неметаллические сварочные электроды. Конкретно к первой группе и относятся электроды покрытые. Они со своей стороны разделяют на электроды стальные, медные, бронзовые, чугунные, металлические и т.Д. Покрытие электродов исполняет очень основную функцию, первым делом оно обеспечивает стабильность и стойкость горения дуги, оберегает металл шва от влияния азота и кислорода, образовывае шлаковую корку, таким образом выполняется процесс замедления охлаждения металла шва, что со своей стороны поможет выводить неметаллические включения и газы на поверхность. Непокрытые электроды. Электроды без покрытий были востребованы на первых стадиях формирования сварочной индустрии, сейчас применяется сварочная проволока.
Какая информация должна находиться на пачке электродов?
На (в) каждой коробке или пачке с электродами должна быть наклейка или обозначение, содержащая следующие данные:• название или товарный символ предприятия-изготовителя;• относительное обозначение электродов; номер партии и дату изготовления;• сфера использования электродов;• режимы тока для сварка в зависимости от диаметра электродов и положения сварки или наплавки;• особенные условия исполнения сварки или наплавки;• механичные и особые свойства металла шва, наплавленного металла или сварного соединения, не указанные в условном обозначении электродов;• допустимое содержание влажности в покрытии перед применением электродов;• режим повторного прокаливания электродов; массу электродов в коробке или пачке.
Какое оборудование применять при сваривании металлов электродами диаметром 5 мм2
Электроды диаметром от 5 мм и более нужно оборудование профессинальное нашего или иностранного производства, при сварке электродами диаметром менее 4 мм подходит оборудование как профессионального, так и бытового направления.
Как по своему виду определить качество электродов? Есть ли нормы по госту?
Покрытие сварочных электродов должно быть уплотненным, крепким, без вздутий, пор, наплывов, трещин, кроме поверхностных трещин и неровностей (на плоскости покрытия электродов допустимы поверхностные продолговатые трещины и местные сетчатые трещины, длина (самый большой размер) которых не будет больше трехкратный номинальный диаметр электрода, если расстояние мимнимум между ближайшими концами трещин или (и) краями участков местного сетчатого трещины более трехкратной длины более протяженной трещины или участка трещины), кроме здешних вмятин (на плоскости покрытия электродов допустимы местные вмятины глубиной не больше 50% толщины покрытия в количестве не больше четырех при суммарной длине до 25 мм на одном электроде) и задиров (на плоскости покрытия допустимы местные задиры протяженностью не больше 15 мм при глубине не больше 25% номинальной толщины покрытия числом не больше 2-ух на одном электроде).
Две местные вмятины, размещенные с 2-ух сторон электрода в одном поперечном сечении, имеют место быть приняты за одну, если их общаяя глубина не будет больше 50% толщины покрытия.
На участке электрода, примыкающем к зачищенному от покрытия контактному торцу электрода, разрешается оголенность стержня протяженностью по длине электрода не больше половины диаметра стержня, но не больше 1,6 мм для электродов с ключевым покрытием и не больше 2/3 диаметра стержня, но не больше 2,4 мм для электродов с кислым, целлюлозным и рутиловым покрытиями.
Покрытие электрода не должно рушиться при свободном падении электрода плашмя на гладенькую стальную плиту с высоты:
• 1 м — для электродов диаметром менее 4 мм;• 0,5 м — для электродов диаметром 4 мм и более.При проверке допустимы частичные откалывания покрытия общей протяженностью до 5% длины покрытой части электрода, но не больше 20 мм.

Что такое вид электрода по госту, какие есть типы электродов?
Сварочные электроды классифицируются по типам (в обозначении типа электрода две стоящие за буквой «Э» (электрод) цифры — это небольшое временное противодействие разрыву металла шва или сварного соединения в кгс/мм2).
Отличают следующие типы сварочных электродов (ГОСТ 9467-75):
• вид Э38, Э42, Э46 и Э50 используются для сварки сталей с непостоянным сопротивлением до 490 мпа;• вид Э42А, э46но и Э50А используются для сварки сталей с непостоянным сопротивлением до 490 мпа, при предъявлении к металлу шва высокие требования по относительному удлинению и ударной вязкости; • вид Э55 и Э60 применяется для сварки сталей с непостоянным сопротивлением разрыву более 490 мпа и до 590 мпа.
Какие идеальные условия хранения электродов?
Электроды следует сохранять в сухих обогреваемых помещениях при температуре не ниже плюс 15°С в условиях, предохраняющих их от грязи, увлажнения и повреждений механическим путем
В какой упаковке поставляются электроды?
Электроды упакованы в водоустойчивую битумную бумагу в пачках массой по 5 кг или в коробки из картона (ГОСТ 7933 толщиной не меньше 0,7 мм), коробки герметично упакованы в полиэтиленовую термоусадочную пленку.Партия весом 1 тн уложена на древесный поддон и обтянутая стрейч-пленкой.Высота укладки коробок с электродами на поддоны и крупногабаритные ящички не должна быть больше 600 мм.Масса брутто упаковочных мест не должна быть больше: 1100 кг — для поддонов и больших древесных ящичков.
Сколько раз можно прокаливать электроды и не действует ли это на качество?
Прокалку сварочных электродов лучше всего проводить не больше трех раз (не считая прокалки при их изготовлении). Прокалка электродов более четырех раз плохо оказывает воздействие на крепость и качество покрытий.
Зачем необходима обмазка или направление электродных покрытий?
Общее направление обмазки или электродных покрытий — гарантировать стабильность горения сварочной дуги и получить металл шва с заблаговременно заданными характеристиками (крепость, гибкость, ударная вязкость, стойкость против коррозии, и др.). Стабильность горения сварочной дуги достигается понижением потенциала ионизации промежутка воздуха между электродом и свариваемой деталью.
Покрытие исполняет функцию защиты, шлак служит чтобы защищать металла который расплавлен шва от влияния кислорода и азота воздуха путем появления шлаковых оболочек на плоскости капелек электродного металла, переходящих через дуговой зазор, и для появления шлакового покрова на плоскости металла который расплавлен. Шлаковое покрытие делает меньше скорость охлаждения и отвердевания металла шва, помогая выходу из него газовых и неметаллических включений.
Шлакообразующими элементами считаются: титановый экстракт, марганцевая руда, каолин, мрамор, мел, кварц, доломит, полевой шпат и др.
Как уменьшить расход электродов?
Есть два способа уменьшить расход электродов, сэкономить сварочные электроды.Первый метод — инновационный, второй метод экономии электродов — организационный. Метод первый — инновационный. Использование хороших, предлагаемых показателей сварки. Для любого вида работ по сварке рекомендовано электроды определённого типа, показатели силы тока и напряжения. При автоматической и полуавтоматической сварке сварочные электроды теряют на распыление менее 3%, по сравнению с 5% при ручной сварке.
Предлагается применять типовые кронштейны для уменьшения длины огарка. При ручной дуговой сварке расходы на сварочные электроды создают большую часть общей цене работ.
Второй метод — организационный — правильное хранения и перевозка электродов сварочных, совершенствование организации труда, стимулирование рабочих к уменьшению расхода электродов и др
Как отличаются электроды МР-3 синие от остальных марок сварочных электродов?
Особые добавки в составе обмазки электродов МР-3С (синие) дают возможность формировать более стабильный обжим дуги и стабильность горения при перемещении электрода.Электроды МР-3С (синие) дают возможность исполнять сварку на предельно невысоких токах.
Электроды МР-3С (синие) имеют очень высокую результативность при сварке тавровых соединений с гарантированным получением вогнутых швов. Допускают сварку по окисленной плоскости.
В отличии от знаменитых марок электродов МР-3, АНО-4, АНО-21 и др. У данных электродов применяется системное раскисление металла, что обеспечивает их отличные характеристики в экологическом плане. Так при расходе 1 кг сварочных электродов марки МР-3 выделяется 11, 2 г. Сварочного аэрозоля при содержании 1, 25 г. Марганца в нем. На случай применения электродов марки МР-3С (синие) выделяется 10, 3 г. Сварочного аэрозоля при содержании в нем 0, 6 г. Марганца.
Сравнительные проверки механических параметров электродов показали, что передел прочности металла шва, сделанного электродами МР-3С (синие), достигается при меньшем содержании марганца по сравнении с электродами МР-3. Это можно объяснить получением более очень маленького первичного звена аустенита: 25-40 мкм заместь 50-55 мкм.
Чем разнится сварочные электроды УОНИИ 13/45 и УОНИИ 13/55?
Эти электроды выделяются составом обмазок. Состав обмазок УОНИИ 13/45 и УОНИИ 13/55 пирведен в таблице:
normal
falsefalsefalsemicrosoftinternetexplorer4
Элементы
УОНИИ 13/45
УОНИИ 13/55
Мрамор caco3
53
54
Плавиковый шпат caf2
18
15
КварцSiO2
9
9
Ферромарганец
2
5
Ферросилиций
3
5
Ферротитан
15
12
Феромолибден
—
—
УОНИИ 13/55 рекомендовано для сварки конструкций, работающих в условиях пониженных температур (до -40 градусов по шкале цельсия).
Расскажите о вашем производстве сварочных электродов?
Электрод груп» — представитель завода «электрод-бор».

Ситуация появления нашего электродного производства своими корнями уходит в минувший век и имеет 60-летнюю историю собственного формирования, технического и инновационного перевооружения, опыта и устоев. Теперь это стабильно работающее, развивающееся предприятие. Мы реализуем собственную продукцию по всей территории РФ: в приволжском, центральном федеральных округах, волгоградской области, алтайском крае, на урале, в мурманской области, хабаровском крае, на сахалине, в республике саха (якутия), в тюменской, ростовской, амурской, астраханской и красноярской областях, в республике коми и прочих.
Сварочные электроды завода «электрод-бор» популярны и прекрасно себя зарекомендовали среди индустриальных фирм металлургического и машиностроительного профиля, судостроительных и судоремонтных заводов.
В числе наших постоянных покупателей электродов: ФГУ ленское гбувпис, енисейское речное пароходство, благовещенская РБФ, предприятия речного транспорта, предприятия ОАО «РЖД», и агропромышленного сектора, металлобазы и домостроительные компании, а еще борские фирмы: ОАО «завод нижегородский теплоход», ООО «метмаш», СРЗ память парижской коммуны, ОАО «борремфлот», борский авторемзавод, борпап, борский силикатный завод и остальные.

Какие марки сварочных электродов выпускает завод?
Оборудование завода дает возможность издавать все узнаваемые марки электродов для сварки металлов. Основное серийное производство электродов:
1. Сварочные электроды марки МР-3 , вид электрода Э 46, покрытие рутилово-основное;2. Сварочные электроды марки МР-3 синие , вид электрода Э 46, покрытие рутиловое;3. Сварочные электроды марки ОЗС-12, вид электрода Э 46, покрытие рутиловое;4. Сварочные электроды марки ОЗС-6, вид электрода Э 46, покрытие рутиловое;5. Сварочные электроды марки ОЗС-4, вид электрода Э 46, покрытие рутиловое;6. Сварочные электроды марки АНО-21, вид электрода Э 46, покрытие рутиловое;7. Сварочные электроды марки АНО-4,вид электрода Э 46, покрытие рутиловое;8. Сварочные электроды марки АНО-6, вид электрода Э 42, покрытие ильменитовое;9. Сварочные электроды марки УОНИИ 13/45, вид электрода Э 42А, покрытие основное;10. Сварочные электроды марки УОНИИ 13/55, вид электрода Э 50А, покрытие основное;
электроды упакованы в коробки по 5 кг, обернуты термоусадочной пленкой или в водоустойчивую битумную бумагу. Партия весом 1 тн уложена на древесный поддон и упакована в стрейч-пленку.
masterdom35.ru
Сварка своими руками
Дрель – это инструмент для сверления отверстий в различных материалах. На этом ее функция обычно заканчивается. Но оказывается, существует несколько вариантов нестандартного применения дрели, которые могут выручить, когда под рукой нет специализированного инструмента или соответствующего оборудования. Предлагаем вашему вниманию несколько полезных советов (лайфхаки), которые помогут вам решить некоторые бытовые проблемы с минимальными финансовыми затратами… Читать далее »
Категории : Без рубрики Метки: Лайфхак, ЛайфхакиРейтинг сварочных аппаратов (инверторов): Место № 1 Ресанта саи 220ПН Место № 2 СВАРОГ ARC 205 (J96) CASE Место № 3 Fubag ir 200 Место № 4 AuroraPRO STICKMATE 160 Место № 5 Форсаж 161 Место № 6 Elitech ИС 220М Лучший сварочный аппарат для ручной дуговой сварки в категории «бюджетный» Место №1 Ресанта… Читать далее »
Категории : Электросварочное оборудование Метки: лучший сварочный аппарат, рейтинг сварочных аппаратов, рейтинг сварочных инверторов, хороший сварочный аппаратНи один продавец не сможет грамотно подобрать вам стабилизатор, если вы не будете знать двух основных вещей: напряжение в вашей сети суммарная мощность одновременно включенных потребителей. Чтобы узнать, какое у вас напряжение в электросети, низкое или высокое, понадобится мультиметр. Правила измерения просты: мультиметр в режиме переменного тока, щупы вставляются в розетку – дисплей покажет… Читать далее »
Категории : Вспомогательные инструменты Метки: Какой стабилизатор выбратьЕсли вы только загорелись желанием самостоятельно освоить сварочное дело, купили инверторный источник питания для сварки, защитные перчатки, маску и уже сожгли несколько электродов на обрезках металла в целях тренировки – теперь вы готовы приступить к выполнению своего первого в жизни сварочного проекта. Этот пункт в вашем плане самообучения, бегло набросанном в устной форме, один из… Читать далее »
Категории : Без рубрики Метки: сварочная тележкаЭто интересная история про замечательного американского сварщика Марвина Джона Химейера. Для тех, кто не очень хорошо его знает – это человек, который пошел в одиночку против системы. Немногие из нас способны на такое, не правда ли? Изначально он не проявлял никаких атигосударственных или антивластных настроений. Он был простым сварщиком, который держал мастерскую по ремонту автомобилей… Читать далее »
Категории : Без рубрики Метки: интересные истории про, интересный проДля эффективной работы сварщикам приходится постоянно перемещаться по объекту, а розетка находится только в одном месте, поэтому без удлинителя в большинстве случаев обойтись просто нельзя. Наиболее востребованная длина кабеля, способная сделать вашу работу комфортной 20-40 м, это если говорить в общем. А в частных случаях все подбирается индивидуально. Теория Как бы многие из нас не… Читать далее »
Категории : Ручная дуговая сварка Метки: сварочный удлинитель, удлинительКак выбрать газовый резак (автоген) для ручной резки Р1, Р3? Как это сделать по внешнему виду? Прежде всего, невозможно сделать выбор, глядя на рекламный проспект или картинку. Чтобы выбрать резак правильно нужно как минимум взять его в руки. Определитесь, какой толщины металл вы будете резать: • До 100 мм выбирают резак Р1 • До 300… Читать далее »
Категории : Без рубрики Газовое оборудование для сварки Метки: Автоген, Газовый резакПортативные газовые горелки (ПГТ) – сравнительно новое изобретение цивилизации – это полезные помощники в решении широкого спектра задач. Если раньше нужно было еще помучиться, чтобы разжечь специальную лампу, то ПГТ включается и достигает рабочего режима (температура, интенсивность пламени) за считанные секунды. Существует множество вариантов использования горелок. Первое, что приходит в голову – это пайка. Некоторые… Читать далее »
Категории : Вспомогательные инструменты Пайка Метки: Портативная газовая горелкаРассмотрим сегодня сетевые дрели, а именно какие бывают; чем отличаются; для чего предназначены. Классическая дрель Предназначена для точного сверления в дереве, металле, пластике. По мощности они бывают от 300 до 700 Вт. Количество оборотов до 3000-3500 об/мин. Два вида патронов: ключевой (стоит дешевле; не требует ухода, служит долго, но для работы нужен ключ). Быстрозажимной… Читать далее »
Категории : Вспомогательные инструменты Метки: Дрель, Дрель миксер, Дрель сетевая, Дрель ударнаяПодскажите, инвертор с «основным» TIG режимом полноценно может применяться как MMA? Это кстати, интересный вопрос. Дело в том, что на аппаратах ММА с функцией TIG (наоборот) полноценное использование TIG невозможно из-за разных ВАХ процессов. В ММА ВАХ падающая или наклонная, или как ее еще называют … одним словом, график идет сверху вниз. Это значит,… Читать далее »
Категории : Аргонодуговая сварка Ручная дуговая сварка Метки: сварочные tig mmasvarka-master.ru
Сварочные электроды Стандарт (отзыв сварщика)
ДОСТОИНСТВА:
Рутил-целлюлозные электроды Стандарт – это прекрасный выбор для тех, кто только учится сварке. Почему? Все очень просто. Электроды не слишком требовательны к условиям хранения и неприхотливы в сварке, работают при отрицательной температуре. Они очень просто поджигаются, обладают низким уровнем гигроскопичности, то есть плохо впитывают влагу – для сварщиков это хорошо! Это значит, что не нужно затрачивать время на сушку в электропечи, электропенале или использовать дедовские способы, передающиеся из поколения в поколение, такие как: сушка на радиаторе отопления в квартире зимой или прокалка в обычной духовке газовой плиты на кухне!Еще одно достоинство электродов: они достаточно распространены, их не нужно искать в интернете, оплачивать услуги почты, они продаются практически в любом строительном магазине. Стоимость пачки приемлемая, как и знаменитое соотношение «цена –качество».Основное предназначение – сварка металлических конструкций из низкоуглеродистой стали. Особенно хороши электроды для постановки прихваток, при наложении коротких валиков и прохождении корня шва. Металл шва формируется мелкими чешуйками. Нет никаких трудностей с повторными поджигами.Шлак отделяется очень просто легкими постукиваниями шлакоотбойного молоточка, иногда корка отделяется сама, без дополнительных манипуляций сварщика. Все эти показатели достигнуты благодаря применению новой рецептуры, которую, впрочем, производитель держит в тайне. Визуально покрытие электрода отличается красным цветом, на каждый электрод нанесен его собственный номер. В продаже можно найти наиболее распространенные для сварки диаметры 2,5мм; 3 мм; 3,2 мм.Электроды упакованы в плотный полиэтиленовый пакет. В таком пакете их допускается хранить даже в сыром помещении при условии, что пакет плотно закрыт. Неизрасходованные электроды следует также завернуть в пакет. Однако лучшие эксплуатационные характеристики электроды покажут, если хранить их в сухом отапливаемом помещении.
Сварочное оборудование
Электроды подойдут как для сварочного трансформатора переменного тока с напряжением ХХ не менее 50В, так и для современного аппарата инверторного типа постоянного тока. Полярность при сварке инвертором DC – любая (но считается, что лучше варить на обратной). Замечательно работают с бытовыми раскрученными инверторами Ресанта, Сварог, Аврора.
Режимы сварки
Сварку стали 1,5- 3 мм ведут на токе 40-80А;Если толщина стали более 3,5 мм ток выставляется выше 80А.Резка металла осуществляется на токе свыше 170А.
НЕДОСТАТКИ:
Попадается Стандарт очень низкого качества, в котором из достоинств можно выделить разве что использование хорошего картона для упаковки или возможность делать из электродов добротные крючки для вешалок. Они сильно дымят, поджигаются и горят плохо, повторно не поджигаются и сварочная ванна при этом практически отсутствует. Трудно сказать с чем может быть связано такое низкое качество. Возможно, причина в контрафакте. Выпускать некачественный товар может и сам производитель электродов, так как сырье частично импортируется и качество этого сырья может варьироваться от поставки к поставке.
Так что будьте бдительны и отличных вам сварных швов!
Похожее
svarka-master.ru
Электроды для ручной сварки
Широкое распространение электродуговой сварки, возможность использования последних достижений науки в сварочных технологиях позволили сделать этот вид сварки наиболее доступным и распространенным. Простота в работе, универсальность и доступность сделали проще строительные работы в быту, где даже без особой квалификации и навыков работы со сварочным аппаратом, любому под силу соединить сварочным швом две металлические заготовки, получив первую надежную сварную конструкцию.
Вместе с тем эйфория от удачно наложенного шва часто заканчивается глубоким разочарованием в виде трещин в шве, плохом качестве соединения или невозможностью вообще соединить заготовки в единое целое, несмотря на все старания и усилия. И здесь, несмотря на всю простоту и кажущуюся доступность технологии начинающему сварщику придется искать причину такого положения вещей. А ведь во многом решение проблемы довольно простое – используя технологию электросварки нужно просто правильно подобрать сварочный электрод.
Основные сведения о сварочных электродах
Для получения необходимого сварочного шва, соответствующего всем требованиям начиная от механической прочности и заканчивая эстетической стороной, следует учитывать все нюансы, возникающие при проведении работ – типа свариваемых поверхностей, материала заготовок, особенностей пространственного положения и многих других, основным из которых выступает соответствие сварочного электрода типу свариваемых материалов.
 | Сварка и сварщик")
Сегодня, наиболее распространенными и доступными для потребителей при проведении сварочных работ выступают следующие типы и виды электродов:
- сварочные электроды для соединения теплоустойчивых легированных сталей;
- специальные электроды для высоколегированных марок сталей и специальных сталей с особенными свойствами;
- электроды для соединения конструкционных сталей;
- для наплавки металла на конструкции;
- для соединения цветных металлов;
- специальные электроды для чугуна.
Наличие этого далеко не полного перечня электродной продукции для электродуговой сварки обусловлена, особенными свойствами каждого из этих типов и зависит от типа и назначения сварочного флюса электрода, особенностей металлического стержня, силы и полярности электрического тока, подаваемого на электрод и конструкцию в момент возникновения электрической дуги.
Именно поэтому так необходимо при выборе электродов необходимо внимательно относиться к маркировке электродов и на упаковке, и как принято сейчас на каждом отдельном стержне, и учитывать их назначение при сваривании деталей.
Особенности применения электродов, в зависимости от типа тока сварочного аппарата
Прежде чем перейти к рассмотрению маркировок и особенностей каждого вида электродов необходимо рассмотреть особенности физических процессов, происходящих в момент возникновения электрической дуги. Первое, что имеет существенное значение, это тип и вид аппарата для электродуговой сварки. Сегодня распространены несколько видов таких приборов – аппараты, предназначенные для сваривания постоянным током (АС), такие, которые вырабатывают только переменный ток (DC), и такие которые могут быть как постоянного, так и переменного тока – гибриды. Особенностью сварочных аппаратов постоянного тока выступает возможность использовать две полярности электрического тока – прямую и обратную. Это очень существенный момент в процессе сваривания металла.
Работа обычного сварочного аппарата переменного тока, который наиболее распространен ввиду простоты конструкции трансформатора, при проведении сваривании металла выглядит следующим образом: электроны от фазы притягиваются к металлу, за который закреплен провод «земли», при фазовом изменении направления полярности тока, направление движения электронов меняется на противоположное. Особенностью этого вида сварочного прибора заключается в том, что во время перехода фаз электрическая дуга между электродом и заготовкой рвется. Как выход из этой ситуации для приборов переменного тока применяются электроды со стабилизирующим покрытием для переменного типа тока или универсальные.
Для тех, кто пользовался, приборами постоянной электросварки знает, что такими аппаратами варить намного легче и удобнее, все здесь связанно с тем, что при постоянном токе, движение электронов происходит от «минуса» к «плюсу». Это направление постоянное и не дает сбоев как в случае с переменным током. Поэтому, для надежности соединения обычных элементов применяется стандартный вид подключения. Поток электродов при этом движется от металла к электроду, что позволяет довольно сильно разогреть электрод и получить прочный шов. Такой вид полярности сварочного оборудования (DCEP, DC+), позволяет получить прочный и надежный шов, и поэтому такое подключение чаще всего применяется при сварке аппаратами постоянного тока, и соответственно наибольшее количество электродов выпускается именно для этого типа работ.
Метод прямой полярности (DCEN, DC-), когда подключение делается в виде электрода к «минусу», а «плюс» на заготовку, что позволяет получить значительный нагрев, соединяемого материла. Электроны здесь движутся от электрода к металлу. Этот метод в основном применяется для соединения листового металла.

Маркировка обозначения полярности подключения электрода указывается цифровым кодом в виде цифр от 0 до 9 в нижней строке маркировки электродов, на пачке:
- коды 0, 3, 6, 9 – предназначены для обратной полярности постоянного тока;
- обозначение 1, 4, 7 – могут использоваться при любой полярности;
- 2, 5, 8 – для прямой полярности подключения.
Кроме того, такое обозначение показывает и возможность применения электродов и устройствами переменного тока с условием указания параметров холостого хода:
- маркировка 1-3 может быть использована в аппаратах переменного тока с напряжением холостого тока 50 +/-5 В;
- 4-6 работает при напряжении холостого хода 70+/-10 В;
- 7-9 работают при 90+/-5 В.

svarkagid.com
Сварочные электроды | ВИСА-ГИНГЕР

Сварочные электроды KOBELCO LB-52U (Япония)
Предназначены для усиления обратной стороны сварного шва. Использование данного электрода позволяет получить отличный наплавленный металл шва и аккуратный корневой чешуйчатый валик без дефектов при сварке с одной стороны соединения. LB-52U обеспечивает намного лучшую стабилизацию дуги и проплавление, чем другие низководородные электроды.
Электроды LB-52U предназначены для сварки труб из сталей прочностных классов до К54 включительно и от К55 до К60 включительно. Электроды LB 52U аттестованы НАКС и рекомендованы ВНИИСТ для использования при строительстве и ремонте магистральных трубопроводов.
Обеспечивается стабильная дуга в режиме как низкого, так и высокого тока и наименьшее разбрызгивание.
Сварочные электроды LINCOLN ELECTRIC, МР-3С для углеродистых сталей

Высококачественный электрод общего применения для ручной дуговой сварки конструкций из углеродистых марок сталей. Сварка во всех пространственных положениях на переменном или постоянном токе. Металл шва не склонен к образованию пор, вызванных загрязненными свариваемыми кромками.
Сварочные электроды ESAB OK 46.00
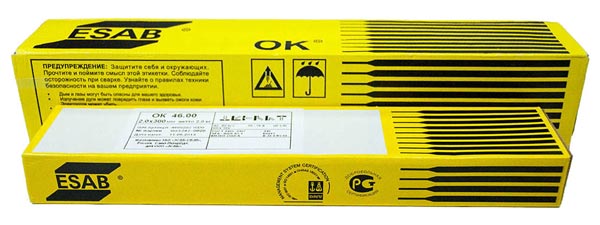
Электрод, обладающий великолепными сварочно-технологическими характеристиками, предназначенный для сварки конструкций из низкоуглеродистых и низколегированных сталей с пределом текучести до 380 МПа во всех пространственных положениях на постоянном токе обратной полярности и переменном токе.
Электрод отличается относительно слабой чувствительностью к ржавчине и другим поверхностным загрязнениям, легкостью отделения шлака и формированием гладкой поверхности наплавленного валика с плавным переходом к основному металлу.
Тип покрытия - рутилово-целлюлозное.
Сварочные электроды СТАСВА МАСТЕР СВАРКИ, МР-3С типа Э46

Предназначены для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву до 500 Мпа во всех пространственных положениях.
Ток - постоянный любой полярности и переменный от источников питания холостого хода (50 ± 5) В.
Поставляются в диаметрах: 3, 4 мм. Упаковка - 5 кг.
Сварочные электроды АРСЕНАЛ МР-3 АРС

Электроды АНО-21 предназначены для ручной дуговой сварки конструкций из углеродистых сталей. Электроды предназначены для сварки угловых, стыковых, нахлесточных соединений во всех пространственных положениях, в том числе вертикальных швов способом сверху-вниз. Сварку проводить постоянным током любой полярности.
Тип покрытия - рутиловое. Упаковка - 1 кг.
Полное описание и прайс-лист на электроды. PDF.
09.10.2017
Ещё новости:
visa-gienger.ru