Технология сварки электродом алюминия. Сварка электродами алюминия
Как сварить алюминий: описание технологии сварки электродом
В настоящее время алюминий используется в самых различных сферах деятельности. Этот тонкий и гибкий материал часто присутствует в деталях транспортных средств, включая блоки двигателя, коробках передач и кузовных элементов. Также на его основе создаются нержавеющие ёмкости для бытовых и промышленных нужд и множество других важных предметов ежедневного обихода.
Если же в подобной конструкции образуется трещина или проблемное отверстие, закрыть его лучше посредством специального аппарата в среде аргона. Однако, не у каждого среднестатистического человека есть в распоряжении подобный агрегат, поэтому приходится искать более доступные решения. Одним из них является сварка алюминия электродом.
Чтобы успешно провести такое действие, необходимо получить определенный набор навыков и приобрести соответствующее оборудование и расходные материалы. Принцип и технология подобной сварки вполне простые, поэтому при правильном подходе вы сможете выучить их за короткое время.
Особенности работы с алюминием
Посредством электрической дуги соединяют множество видов железа. Подобная методика обеспечивает достаточно высокую температуру горения, в результате чего происходит качественное проплавление разной толщины пластин, создавая надёжную и герметичную защиту. Однако сварка алюминия с помощью инвертора считается самой сложной из-за определенных специфических характеристик.
Первая сложность заключается в гигроскопических свойствах материала, который может накапливать в себе окружающую влагу. И хоть это нельзя заметить в естественном охлажденном состоянии, но при начале сварочных работ обязательно появятся проблемы. При зажигании дуги и прогревании металла до повышенных температур частицы влаги начинают испаряться с поверхности и неизбежно проникать в зону сварку. В результате образуются чрезмерные брызги и помехи, которые мешают провести нормальный шов.
Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Следующая сложность — наличие окисной пленки, которой покрыты все изделия. Её предназначение заключается в защите конструкции от агрессивного воздействия кислотной среды. Однако это существенно утрудняет обработку с помощью инвертора. Основная неприятность связано с большой разницей температур плавления. Известно, что сам алюминий начинает расплавляться при показателях 500 градусов Цельсия, а его оксид при 2000 градусов. Для устранения подобного перепада достаточно очистить место сварки с помощью железной щетки, чтобы обеспечить требуемый доступ к металлу.
Взаимодействие с окружающей средой обеспечивает правильное формирование пор в структуре шва, что существенно ухудшает герметичность. Для защиты сварочной ванны применяют аргон или газовое облако при инверторной сварке.
Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Этапы сварочных мероприятий
Разобраться с ключевыми тонкостями сварки алюминия не так сложно, как может показаться на первый взгляд. Посредством многочисленных попыток и экспериментов можно достичь успешных результатов и выучить подобное мастерство наизусть. Итак, пошаговые действия качественного соединения металлических изделий состоят из таких этапов и особенностей:
- Если толщина свариваемой пластины превышает 5 миллиметров, необходимо провести разделку кромок. Для этого рекомендуется сделать срез краев под углом 45 градусов, хотя другие значения тоже допускаются. Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
- Подготовленную заготовку тщательно прогревают. Для удаления лишней жидкости используют пропан-кислородное пламя. Роль рабочего инструмента выполняет резак или обычный баллончик с бытовой горелкой. Необходимо прогреть поверхность до 150 градусов и убедиться, что материал достаточно сухой.
- После тщательно прогрева необходимо выполнить зачистку оксидной пленки. В этом случае вы можете воспользоваться обычной щеткой для очистки металла. Важно снять тугоплавкий слой в начале зоны сварки. Следующие действия проводятся посредством электрода, состав и температура которого способны разъедать оксид и проводить повторную сварку.
- На подготовленном изделии устанавливают прихватки, которые фиксируют все свариваемые части. Корневой шов должен быть ровным и полностью заполнять зазор. Угол относительно свариваемых частей должен составлять не меньше 90 градусов. Это может показаться непривычным для неопытных сварщиков, или тех, кто вынужден был работать с углеродистыми сталями. Однако подобным образом расплавляемый металл будет более точно попадать в место соединения. После остывания поверхности происходит осыпание шлака. К сожалению, такое действие осуществляется с большим трудом, поэтому без острого молоточка не обойтись.
- Следующие слои шва наносятся до того уровня, пока не заполнится вся толщина.
Подготовительные действия
Независимо от условий сварки — производственных или домашних, нужно правильно отнестись к подготовке кромок заготовки. Подобное действие заключается в таких процессах:
- Поверхность детали, которая будет поддаваться сварке (а также поверхность присадочного материала), тщательно очищают от грязи, масла и жира. Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей.
- К подготовительному этапу относятся и такие действия, как разделка кромок свариваемых деталей, которую выполняют только при острой необходимости. Если при сварке вы не используете покрытые электроды, то разделку кромок осуществляют при толщине соединяемых деталей, превышающей 4 миллиметра. Если толщина алюминиевого сплава превышает 20 мм, то без применения электродов не обойтись. Если сварке поддаются алюминиевые листы толщиной до 1,5 миллиметров, то их торцы предварительно отбортовывают перед соединением.
- Как уже говорилось выше, непосредственно перед сваркой поверхность детали нужно полностью очистить от оксидной пленки. В таком случае принято использовать качественный напильник или щетку с ворсинками для зачистки металла. В некоторых случаях тонкий слой оксидной пленки удаляется и посредством специальных химических средств, таких как, каустическая сода, бензин и другие. При обработке каустической содой заготовку нужно тщательно промыть проточной водой.
Оборудование и электроды
Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора. Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус». В этом случае нужно обзавестись розеткой с 220 V.
При выборе электродов нужно отдавать предпочтение специализированным моделям типа UTP 48 или подобным аналогам. Они могут обладать разным диаметром и подбираться с учётом толщины металла. Состав расходного сырья тоже обладает некоторыми гигроскопичными свойствами, поэтому его приходится предварительно просушивать, чтобы обеспечить более качественное соединение.
Важные рекомендации для сварщиков
Как заявляют опытные специалисты, электрическая сварка такого гибкого металла без применения аргона, иногда осуществляется так же хорошо, как при аргонной сварке. Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода.
Чтобы избежать непоправимых ошибок и непредсказуемых неприятностей, достаточно соблюдать ряд рекомендаций и правил:
- Метод стыкового соединения считается самым перспективным. Остальные разновидности в виде таврового или нахлесточного сварного соединения нецелесообразны, т. к. они повышают вероятность затекания шлака в зазоры, что станет причиной коррозийной реакции.
- После сварочных мероприятий шов промывают водой для очистки заготовки от шлака.
- Непосредственно перед обработкой материал нужно правильно подготовить. Для этого следует провести удаление оксидной пленки, а также предотвратить её появление в будущем.
- При сварке массивных деталей с толщиной от трёх миллиметров требуется разделить кромки под углом 60 градусов с V — образной формой.
- Первичный прогрев алюминия осуществляется при 150−250 градусах Цельсия.
Не забывайте, что технически чистый алюминий поддаётся свариванию гораздо лучше, чем сплавы с содержанием магния или марганца. Речь идёт о дюралюминии или силумине. Однако, изделия из чистого материала практически не эксплуатируются, поэтому при сварке могут возникать некоторые сложности.
Причины ухудшения свариваемости металла
Если в процессе сваривания вы столкнулись с какими-либо трудностями и неприятными моментами, необходимо учесть множество уникальных свойств металла:
- Ключевая трудность тепловой сварки заключается в наличии окисной пленки, которая поддаётся плавлению лишь под воздействием температур 20440 градусов Цельсия. Плавление самого металла начинается при более низкой температуре — от 660 градусов.
- Капли расплавленной детали, появляющиеся в сварной зоне, очень быстро покрываются тугоплавкой окисной пленкой, которая предотвращает образование сплошного шва. Чтобы защитить заготовку от подобного явления, сварную зону защищают от контакта с окружающим воздухом с помощью аргона.
- Расплавленный алюминий характеризуется высокой текучестью, а это существенно усложняет дальнейшее формирование сварочной ванны. По этой причине работы проводят с помощью дополнительных теплоотводящих подкладок.
- В состав алюминия входит растворенный водород, который направляется наружу после застывания расплавленного металла. В результате это вызывает появление пор и кристаллизационных трещин в шве. К тому же для сплавов такого метала характерна повышенная концентрация кремния, что тоже вызывает появление трещин от охлаждения изделия.
- Для алюминия характерен приличный коэффициент линейного расширения. Из-за этого может происходить значительная усадка металла при застывании, что вызывает ряд серьёзных деформаций соединяемых деталей.
- Сварку чистого алюминия и его сплавов проводят под воздействием высоких значений сварочного тока. Для металла характерна высокая теплопроводность. Также при сварке стали принято использовать токи с меньшей силой.
- Сварку деталей из этого метала считают сложной в тех случаях, если определить точную марку сплава не удаётся. В таком случае приходится долго и усердно выбирать подходящий режим сварки и используемые методы.
Постичь все тонкости сварки алюминия электродом может любой желающий. Достаточно запастись терпением и желанием выделить несколько часов своего времени на изучение соответствующего материала и руководства. В таком случае вы сможете выполнять множество важных операций в домашних условиях, без обращения за помощью к квалифицированным сотрудникам.
tokar.guru
Cварка алюминия угольным неплавящимся электродом
Соединение данного вида метала часто ассоциируется с рядом проблем, которые очень сложно преодолеть, даже имея большой опыт, так как необходим еще набор особых технических средств. Сварка алюминия электродом является одной из самых простых процедур в данной сфере, но она не гарантирует результат высокого качества. Также, как и сварка нержавейки, соединение алюминия выходит за рамки стандартного понятия о свариваемости металла, так как его поведение в расплавленном состоянии заметно отличается от тех же сталей. Здесь нужен особый подход в управлении сварочной ванной и расчете используемого материала.

Сварка алюминия обычным электродом
Несмотря на все сложности соединения, этот металл активно используется в промышленности, так как обладает относительно низким весом и при этом достаточно хорошей прочностью, в особенности это касается его сплавов. Мастерам приходится часто встречаться с его свариванием, причем в различных вариантах, так как из алюминия делаются провода, корпуса, детали, на которые возлагается механическая нагрузка и прочие вещи. Хоть электродами и нельзя достичь того же качества, которое дает сварка алюминия аргоном, но есть способы, которые помогут улучшить результаты соединения.
Свойства и свариваемость алюминия 
В первую очередь следует разобраться со свойствами металла. Когда идет сварка алюминия электродом, то любой мастер сможет заметить, что поведение сварочной ванны заметно отличается от стальных изделий. Это обусловлено высокой жидкотекучестью материала. В расплавленном состоянии алюминий не вязкий, а больше напоминает воду, так что формирование шва в данном случае становится физически сложным процессом. По этой же причине практически невозможно провести нормально потолочную и вертикальную сварку. Даже в горизонтальном положении приходится использовать пониженный ток.
Также стоит отметить главного врага нормальной свариваемости – оксидную пленку. Она постоянно образуется на алюминии, а также скорость ее образования является достаточно высокой. Она вредна тем, что имеет температуру плавления выше, чем у алюминия практически в три раза. Если ее не убрать, то капли расплавленного металла будут обволакиваться ею и не смогут нормально соединиться и шов получается неровный, расплывчатый и не выполняет свою функцию должным образом.

Оксидная пленка при сварки алюминия электродом
К одному из свойств металла можно отнести высокий коэффициент расширения, который обеспечивает усадку, отличающуюся от сталей. Если неправильно действовать, то деталь может получиться деформированной, когда начнет остывать. Для этого следует сделать грамотный расчет расходного материала, чтобы он в должной мере заполнил место соединения. Не стоит забывать и о температурных деформациях, которые нередко встречаются при работе с тонкими листами. Сварка алюминия в домашних условиях должна проводиться с учетом высокой электропроводности и теплопроводности материала.

Оксидная пленка при сварки алюминия электродом
Проблемы возникают в основном в швах уже после того как завершена сварка. Часто приходится иметь дело с трещинами и порами. Металл подвержен образованию напряжений, которые могут получиться из-за имеющегося в сварочной ванне водорода. Он попадает в металл, а затем пытается выбраться наружу, из-за чего через некоторое время в целом шве могут появиться трещины. Если не обеспечить достаточную защиту от кислорода из атмосферы, могут появиться поры на поверхности соединения, так что обмазка электрода перед употреблением должна быть просушена и тщательно подобрана, соответственно особенностям данного процесса. Сварка алюминия обычным электродом, а также его сплавов этого металла, проводится согласно ГОСТ 14806-80.
Преимущества
- Сварка алюминия плавящимся электродом является самым простым и доступным вариантом, который может использовать практически любой сварщик, так как для него требуется минимальный комплект оборудования;
- Подготовительные процедуры проходят достаточно быстро, а также после работы не требуется много времени, чтобы вернуть все в первоначальный вид;
- Расходные материалы, которыми здесь выступают электроды, очень доступны, распространены и имеют относительно невысокую стоимость;
- Себестоимость сварки намного ниже, чем при использовании других методов;
- От мастера не требуется большой опыт владения другим оборудованием, так как все происходит по самой стандартной схеме.
Недостатки
- Качество соединения сильно страдает из-за недостаточной защиты сварочной ванны, которую обеспечивает покрытие электрода;
- Подбор электродов может стать серьезной проблемой, если неизвестно, с каким именно сплавом металла ведется работа;
- Требуется использовать флюс в качестве дополнительного расходного материала;
- Высокая скорость электросварки затрудняет нормальное формирование шва.
Способы сварки электродом
Технология сварки алюминия электродами предполагает использование нескольких различных методов, которые чаще всего встречаются в частной и промышленной сфере.
Сварка обыкновенными плавящимися электродами с покрытием. Здесь используется стандартный сварочный трансформатор, который применяется и для сварки других металлов. В таком случае, технология сваривания ни чем не отличается от стальных швов, но результат может оказаться не высшего качества, так как из-за плохой сварки алюминия возникает ряд проблем.
Сварка алюминия неплавящимся электродом. Здесь уже отпадает проблема с подбором присадочного материала, так как ванна формируется из металла самой заготовки, но для этого сами детали должны иметь толщину, как минимум, 3 мм и вариться встык. Здесь уже имеются свои нюансы проведения работы, так как нужно обеспечивать защиту сварочной ванны.
Сварка алюминия угольным электродом с применением газа. В данном случае, в дополнение к неплавкому электроду используют защитный газ, который подается из специальной горелки. Это может быть сварка алюминия без аргона, к примеру, с ацетиленом или пропаном и прочими газами, так как все зависит от их наличия у мастера.
Выбор электрода и марки электродов сварки алюминия
ОЗАНА-1 — используется при сваривании деталей и конструкций из технического алюминия в чистом виде. Работа ведется с такими марками как А0, А1, А2, А3.

Электрод ОЗАНА-1
ОЗАНА-2 – применяется для заварки литейного брака и наплавочных работ на деталях, которые сделаны из кремниевых сплавов алюминия. Работа ведется с такими марками как АЛ4, АЛ9 и АЛ11.

Электрод ОЗАНА-2
ОК 96.10 – данный тип относится к щелочно-солевому покрытию, которое хорошо подходит для сварки технического алюминия. При выборе режима сварки для них следует понижать напряжение, так как скорость плавления этих изделий, примерно, в три раза выше, чем у стальных.

Электрод ОК96.10
ОК 96.20 – здесь используется щелочно-солевое покрытие, которое хорошо подходит для сварки металлопроката из различных сплавов металла, вы частности, алюминия с марганцем или с магнием. В самом электроде используется стержень из алюминиево-марганцевого сплава. Перед использованием электроды нужно подогреть до 150-300 градусов Цельсия, что выходит из-за высокой гигроскопичности покрытия.

Электрод ОК96.20
«Важно!
Практически во всех случаях сварка проводится в нижних положениях, лишь за некоторыми исключениями, когда это возможно в вертикальном с ограничениями.»
Подготовка металла к сварке
Перед самим свариванием следует провести подготовительную процедуру, которая поможет улучшить качество соединения. Начинается она с зачистки поверхности металла механическим способом. Металлической щеткой или наждачной бумагой следует снять слой загрязнения, масла и других налетов, В том числе и окислительной пленки, которые будут мешать сварке. После этого можно обработать края деталей растворителем, таким как ацетон, который поможет убрать оставшиеся вещи после механической очистки. Если деталь оказывается слишком толстой, то для нее может потребоваться разделка кромок. Она необходима при толщине о 4 мм и выше.
Инструкция
- Проводится предварительная обработка деталей, как это описано выше;
- После этого на поверхность свариваемых заготовок наносится флюс в местах сварки;
- Подогреваются электроды;
- Металл также иногда нужно подогреть, особенно при большой толщине, чтобы расплавить флюс и испарить влагу;
- Можно приступать к сварке;
- Дать остыть, постепенно подогревая шов пламенем горелки;
- Проверить качество соединения.
«Важно!
Не стоит забывать, что из-за большой скорость плавления электрода скорость сварки алюминия возрастает.»
Чтобы все прошло более точно, следует посмотреть сварка алюминия электродом видео.
Техника безопасности
Требуется использование индивидуальных средств защиты, таких как спецодежда и сварочная маска. Также нужно соблюдать правила элементарной электробезопасности. Не проводить работы, когда процесс идет на открытой местности во время осадков, не использовать неисправное оборудование и следить за надежностью контакта сварочных проводов.
svarkaipayka.ru
Технология сварки электродом алюминия


Сварка алюминия электродом весьма редко используется, однако данный вид существует. Таким видом сварки мало кто пользуется, обычно он применяется тогда, когда сложно достать необходимое оборудование, или не хватает на него денег, поскольку электроды гораздо проще и дешевле, или в других сложных условиях.Эта работа предназначена только для людей с большим опытом, потому что здесь необходимо знать процессы и технологии. Знания технических характеристик и свойств металла помогут осуществить качественную работу в деле. Перед началом потребуются необходимые приспособления.
Электроды по алюминию
Для качественного сваривания заготовок из алюминия, требуется выбрать электроды, которые смогут обеспечить положительный результат. Сваривать детали благодаря току, можно только такие, толщина которых не выше 2мм. В иных случаях потребуются совсем другие варианты.Сделать сварку алюминия электродом получится только в том случае, если верно подобрать не обходимый материал в каждом из подходящих прилавков. К тому же, электроды вполне реально делать самому. Здесь понадобится алюминиевая проволока по толщине 3-4 мм, которую следует разломать на части по 25-35 см. Потом растолочь простой мел, превратив его в порошок. В это рассыпчатое вещество нужно добавить силикатный клей, и в окончании все это замешать, для получения однородной массы. Готовый состав требуется нанести на проволоку слоем, который не будет преувеличивать 1-2мм толщиной. Почти готовый электрод должен хорошо высохнуть.

Среди покупаемых электродов популярны такие марки как:1.ОК-электродысодержащие состав марганца или алюминия. Требуется держать в сухом месте, и не оставлять стержни без упаковки.2.ОЗАНА-тутсуществует два применения, они имеют небольшое отличие от типа и сплава металла. Стержни служат для использования сварки по горизонтали и вертикали.3.ОЗА – полностью состоящие из алюминия, по изготовлению напоминают изготовленные вручную стержни. Их применение заключается в сваривании алюминия с кремнием.4.УАНА-ихкачества служат для сварки алюминия, подвергаются деформации.5.ЭВЧ-нужныдля сварки в сферах, где для защиты используют аргон.Такие электроды целиком из вольфрама.

Способы соединения алюминия
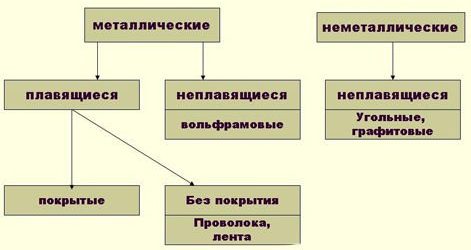
Для сварки алюминия практически всегда используют вольфрамовые электроды. Но часто они отличаются по составу в зависимости от способа тех, которые ранее использовались в учении для сваривания. Особо выделяется следующие способы:
1.Электродуговая ручная сварка. В ходе процесса используют ток прямой полярности, и стержни с флюсовой обмоткой. Такой способ предназначен для сваривания заготовок из алюминия.
: технология и ...")
2.Электродуговое автоматическое соединение. Применяется, когда толщина алюминиевого сплава преувеличивает 4 мм. Применяют ток обратной полярности. В большинстве случаев используют флюс, который изначально смешивается с составом изкарбоксиметиллюлозыи воды. Готовую примесь измельчают в мелкие частицы и раскаляют при температуре 300 градусов по Цельсию не меньше 6 часов.
3.Дуговой с защитным газом аргоном, чистота которого около 100%.Такой метод популярен в использовании, благодаря своей простоте в применении. Иногда аргон можно заменить гелием, что не ухудшит качество шва, и не заменит выбор стержня. В некотором случае требуется применять вольфрамовые стержни. Можно сваривать заготовки даже с маленькой толщиной. В процессе с алюминием применяют трехфазнуюдуговуюсварку.
4.Плазменный метод, считается самым быстрым. Тут применяются стержни из вольфрама, толщина их не выше 1.5мм, а защитными газами приходятся гелий и аргон.
Такие методы используют после взвешивания всех хороших и плохих качеств.

Сварка алюминия с помощью электродов
Здесь существует множество недостатков, стоит придерживаться множества правил. Нужно помнить, что качества шва зависят от состава стержня, и его диаметра. В негативном случае сварка будет приводить к брызгам металла, затруднительному отхождению шлака, что в итоге понесет за собой ржавчину. Шов выйдет не ровным, и с наличием различной грязи. Во избежание этого, требуется помощь мастеров.Для сварки требуются такие материалы и приспособления как:• состав со щелочью или растворитель;• щетка по металлу;• аппарат для сварки;• электроды.

Этапы процесса сварки
Вначале требуется произвести подготовительные процедуры.Первым делом требуется зачистить заготовки для сваривания. Их нужно поместить на полагаемое время в ванну со щелочью. Если не будет такой возможности, следует хорошо пройтись по поверхности требуемым растворителем, который так же имеет функцию обезжиривания. Если используется применения ванны с щелочью, состав разогревают где-то до 6 градусов, и удерживают в ней детали не меньше пяти минут.После нужно удалить оксидную пленку, применяя щетку по металлу, и снова повторить процесс удаления растворителем либо щелочью.Перед началом работы, надо просушивать электроды не меньше двух часов при температуре 200 градусов, для более быстрой работы. Так же стоит произвести подогрев самих заготовок на месте сваривания нагрев их до 400 градусов, в итоге будет качественнее и ровный шов. Но нужно подходить к процессу внимательнее, поскольку толщина металла может быть разной.Применяют постоянный ток с обратной полярностью со значениями, в 25-35 ампер на миллиметр сечения электрода.В заключении, что является очень важным для качественного шва, требуется убрать появившийся снова шлак, и предать горячей водой до 70 градусов изготовление. Затем опять пройтись щеткой по металлу. Если у вас имеется даже не большой опыт с аппаратом для сварки, то можно пробовать производить данный процесс самостоятельно.
svarkagid.com