горизонтальная сварка. Горизонтальная сварка
горизонтальная сварка Видео база

3 г. назад
В этом видео я покажу как варить горизонтальный шов электродами с рутиловым покрытием.

4 г. назад
Электродуговая сварка горизонтального шва, без отрыва. Электроды LB - 52U.
2 г. назад
Вк https://vk.com/mastaksvarka Самые популярные ролики по сварке https://www.youtube.com/playlist?list=PLfIDywXYIFcgvW-ud8MyctKW5FswBCf87 ...

4 г. назад

2 г. назад
В этом видео я покажу как сваривать корень горизонтального шва под просвет.

4 г. назад
Качественные инверторы https://www.urzp.ru/ Видео сварки трубы в горизонтальном положении с большим зазором.

9 мес. назад
TIG-сварка.Горизонтальное положение с разделкой кромок в контроль!Лучший и самый удобный способ.

1 г. назад
В этом видио вы увидите как заварить горизонтальный стык!!! под рентген контроль!!!

8 г. назад
Наглядное пособие: стандартные способы сварки сварочным инвертором ИИСТ-140.

3 г. назад
Способы сварки металла и виды сварных соединений в условиях мастерской. Ссылка на канал: http://www.youtube.com/channel/UCM...

2 г. назад
"Сегодня я хотел бы с вами как сделать горизонтальный шов. Показать на практике и обсудить некоторые нюансы...

9 мес. назад
В этом видео вы узнаете о редком способе сварки, который называется лежачий электрод в пучке. Вк https://vk.com/mastak...

3 г. назад
Как варить горизонтальный шов за много проходов под ультразвук.

4 г. назад
Сварка для начинающих - это цикл обучающих видео, в которых профессиональный преподаватель расскажет вам...

5 г. назад
Профессиональное обучающее видео по электро дуговой сварке.

2 г. назад
Сварка может быть разная, одной из разновидности является многопроходная сварка металла, в данном случае...

1 г. назад

10 мес. назад
Один из самых мало известных способов сварки. Вы узнаете что такое наклонный электрод. Вк https://vk.com/mastaksvarka...

11 мес. назад
В этом видео вы узнаете как варить потолочно -горизонтальный шов Вк https://vk.com/mastaksvarka Самые популярные ролики...

2 г. назад
Вк https://vk.com/mastaksvarka Самые популярные ролики по сварке https://www.youtube.com/playlist?list=PLfIDywXYIFcgvW-ud8MyctKW5FswBCf87 ...

6 мес. назад
video-base.ru
Сварка вертикальных, горизонтальных и потолочных швов

При выполнении вертикальных швов расплавленный металл стремится стекать вниз. Для предотвращения этого вертикальные швы выполняют более короткой дугой, благодаря чему капли расплавленного металла легче переходят с электрода в шов. Электрод при этом отводят в сторону от расплавленной капли, тем самым давая ей остыть. Вертикальные швы удобней сваривать в направлении снизу-вверх, в этом случае нижележащие капли, формирующие вертикальный сварной шов, будут удерживать новые, еще не застывшие капли жидкого металла, стремящиеся стечь вниз. Рекомендуется вертикальные швы выполнять электродом диаметром не более 4 мм. на немного заниженном токе по сравнению с выполнением швов в нижнем положении, т. к. эти условия приводят к снижению объема единоразово расплавленного металла в кратере шва.Выполнение горизонтальных швов также затрудняется стремлением расплавленного металла под собственной тяжестью стекать вниз. Угол, под которым располагают электрод в вертикальной плоскости, должен составлять 90-80?. Силу сварочного тока при сварке горизонтальных швов выбирают максимальную, при которой не образовывается подрез сверху шва. При соблюдении этих условий дуга обеспечивает максимальный провар свариваемого изделия.В случае свариваемых деталей большой толщины, т.е. там, где для полного провара необходим скос кромок, кромка снимается только на верхней детали. Зажигают дугу на нижней пластине и потом переводят на верхнюю, как бы поднимая стекающий металл.Самым сложным по технике сварки заслуженно считается потолочный шов. Эти швы выполняют предельно короткой дугой. Не все электроды предназначены для потолочных швов. Обмазка этих электродов, как правило, более тугоплавкая, благодаря чему образовывается «чехол», который поддерживает капли расплавленного металла на конце электрода. При выполнении сварочных швов в потолочном положении, выбирают электрод меньшего диаметра и режим сварки занижают на 10 -15% по сравнению с режимом, при котором сварка выполнялась бы в нижнем положении.Выполнение этих сварочных швов требует определенных навыков сварщика. Практика и еще раз практика !.
svarnoy.info
Сварка швов в горизонтальном положении
 Сварка швов в горизонтальном положении
Сварка швов в горизонтальном положении Категория:
Сварка металлов
Сварка швов в горизонтальном положении Сварка швов в горизонтальном положении на вертикальной плоскости еще более затруднительна, чем сварка швов в вертикальном положении, и требует более высокой квалификации сварщика. При такой сварке условия формирования шва еще более затруднительны. Величина сварочного тока принимается на 10—20% меньше по сравнению со сваркой в нижнем положении.
Наибольшие трудности представляет сварка в горизонтальном положении однопроходных (однослойных) швов стыковых соединений с разделкой кромок. Для лучшего формирования шва скос кромки делают только у верхнего листа. Дугу возбуждают на нижней нескошенной кромке, проваривают корень шва, постепенно переводят ее на скошенную кромку верхнего листа, поднимая вверх стекающую каплю металла, заполняя расплавленным металлом всю разделку за один проход. Сварку выполняют электродами диаметром не более 4 мм, сообщая концу электрода петлеобразные движения.
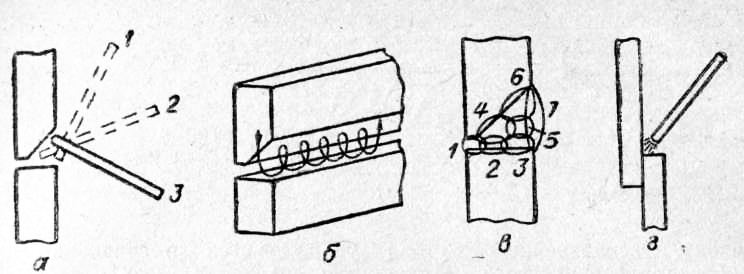
Рис. 1. Сварка швов в горизонтальном положении: а, б— положение электрода и траектория конца электрода при выполнении однопроходного (однослойного) шва; а —выполнение шва отдельными валиками; г — выполнение шва на-хлесточного соединения
Удобнее сваривать горизонтальные швы в несколько проходов отдельными продольными валиками. Первый валик (корень шва) выполняют электродами диаметром 2—3 мм, последующие внутренние валики — диаметром 4—5 мм. Последний, отделочный (декоративный), валик выполняют электродами диаметром 4 мм, сообщая концу электрода петлеобразные движения.
Наиболее легко выполняются в горизонтальном положении сварные швы нахлесточных соединений, т. к. горизонтальная кромка нижнего листа образует полочку, удерживающую расплавленный металл.
Читать далее:
Сварка швов в потолочном положении
Статьи по теме:
pereosnastka.ru
Сварка автоматическая горизонтальных швов - Энциклопедия по машиностроению XXL
Автоматическое устройство для сварки вертикальных. и горизонтальных швов имеет специальные механизмы для передвижения автоматической головки по вертикальной плоскости. [c.145]
АВТОМАТИЧЕСКАЯ СВАРКА ВЕРТИКАЛЬНЫХ И ГОРИЗОНТАЛЬНЫХ швов [c.278]Автоматическая сварка вертикальных и горизонтальных швов 279 [c.279]
Автоматическая сварка в углекислом газе горизонтальных швов [c.479]При выполнении швов электродуговой сваркой индекс вида сварки (Э) на выносной линии допускается не проставлять. В отдельных случаях, когда для одного и того же изделия или узла применяются различные виды сварки, на горизонтальном участке перед знаком шва и размерами проставляется буквенное обозначение способа выполнения сварки ручной — Р, полуавтоматический — Я и автоматический — А. [c.260]
Вращатели с горизонтальной, вертикальной либо наклонной осью вращения Осуществляют вращение свариваемых изделий (узлов) с регулируемой рабочей скоростью сварки Пригодны для автоматической, полуавтоматической и ручной сварки плавлением кольцевых швов изделий с массой (весом) 0,06—8 Мг [c.171]
В сварных балках соединения вертикальной стенки с горизонтальными листами конструируют при помощи валиковых швов. Соединение с подготовкой кромок прочнее, но менее экономично. Поясные швы целесообразно конструировать непрерывными с целью а) возможности применения автоматической сварки [c.869]
Сварочный трактор типа НИАТ-АРД-400-2 предназначен для автоматической сварки на постоянном токе сварочной проволокой диаметром 1,0 1,6 2,0 2,5 и 3,0 мм, со скоростью подачи от 76 до 1477 м ч, прямолинейных и кольцевых швов на листовом металле толщиной от 1 до 10 мм, расположенных на горизонтальной и вертикальной плоскости. Трактор перемещается вдоль свариваемого шва по направляющим рельсам. [c.437]
При автоматической сварке под флюсом угловых швов тавровых и нахлесточных соединений при положении в угол формирование швов затруднено, в результате чего появляются условия для образования подрезов вертикальной стенки и наплывов металла шва на горизонтальную полку. Основным условием получения качественных швов является правильный выбор режима сварки и точное расположение конца электрода относительно кромок свариваемого изделия. Электрод располагают таким образом, чтобы угол, образуемый электродом и вертикальной стенкой, составлял [c.63]
Автоматическая и полуавтоматическая сварка со свободным формированием применяется при выполнении швов в нижнем положении на горизонтальной плоскости. [c.193]
Установка УСФ-1 (фиг. 74) предназначена для автоматической сварки кольцевых швов па горизонтальной плоскости и сферических поверхностях. [c.412]
Простейшим примером установок второго типа является установка для сварки кольцевых швов трактором (см. рис. 8-16). Поскольку невозможно добиться равенства скоростей трактора и изделия, сварочная ванна постепенно отклонится от горизонтального положения. Поэтому сварщики заведомо назначают скорость вращения сосуда большую, чем скорость сварки, так чтобы трактор постепенно отставал. Периодически рабочий останавливает вращение сосуда и дает возможность трактору вернуться в заданное положение. Автоматизация этого процесса достигается при помощи автоматического выключателя наклонного положения (маятникового или ртутного), разрывающего цепь питания электродвигателя вращателя при наклоне трактора на угол, превышающий допустимый. [c.456]
Собирают из лепестков полусферы на горизонтальном стенде стыки между лепестками подваривают вручную швами толщиной 4—5 мм монтируют нижнюю полусферу на временной опоре или на манипуляторе устанавливают верхнюю полусферу и выполняют подварочный шоз между ними. Затем при помощи манипулятора поворачивают шар и производят автоматическую сварку под флюсом всех швов, сперва с наружной, а потом с внутренней стороны (рис. 189, б). При толщине 22—24 мм шов сваривают в 4—5 слоев. Производительность сварки возрастает, если применить порошковый присадочный металл — крупку (ППМ) из проволоки той же марки количество слоев в этом случае сокращается до двух, по одному с каждой стороны. [c.282]
Автоматическая сварка в настоящее время имеет широкое распространение не только в конструкциях тяжелого машиностроения, но и транспортного, в судостроении, автотракторостроении, строительных конструкциях и т. д. При этом способе свариваются изделия главным образом при укладке швов на горизонтальной плоскости, при толщинах элементов от полутора до 60 мм, а в некоторых случаях еще больше. Имеется опыт укладки швов под флюсом в вертикальном и потолочном положениях (способ новатора Морозова). [c.280]
Установка, показанная на рис. 20-44, предназначена для автоматической сварки шаровых днищ и позволяет избежать ручной подварки. Манипулятор установки состоит из поворотной рамы /, планшайбы 4 и опорной рамы со стойками 5. Манипулятор обеспечивает вращение днища относительно двух взаимно перпендикулярных осей. При сварке швов, соединяющих лепестки днища, стол манипулятора вращается вокруг горизонтальной оси с помощью механизма привода рамы 3. [c.600]
Первыми серийными магнитографическими дефектоскопами являются МД-9, МД-П, МГК. В дефектоскопе имеется электродвигатель, приводящий во вращение барабан с несколькими магнитными головками. Головки перемещаются поперек ленты. Электрический сигнал с головки усиливается в усилителе и подается на электронно-лучевую трубку. Горизонтальная развертка трубки синхронизирована с вращением магнитных головок. Наилучшие результаты применения дефектоскопа обеспечиваются при контроле сварных швов с гладким валиком усиления, выполненных автоматической сваркой [28]. [c.189]
Еще недавно сварка под флюсом применялась только при выполнении швов, занимающих нижнее положение и, в редких случаях, для горизонтальных, так называемых карнизных швов (угловых швов нахлесточного соединения). Поэтому в монтажных условиях автоматическая сварка находила лишь ограниченное применение, например, при изготовлении днищ негабаритных цилиндрических резервуаров на месте их монтажа, т. е. непосредственно на песчаном основании, при сварке обшивки палубы речных и морских судов, при монтаже сферических (шаровидных) резервуаров. В последнем случае, для проведения сварки в нижнем положении, резервуар приходилось устанавливать на специальные опоры, допускающие его вращение. [c.21]
Установки для автоматической сварки карусельного типа снабжаются горизонтальными или наклонными планшайбами для закрепления свариваемых деталей. При сварке круговых швов [c.220]
Автоматическая приварка под флюсом фланцев к патрубкам, а также сварка других кольцевых швов диаметром от 150 до 600 М.Ч, расположенных па горизонтальной, вертикальной и наклонной плоскостях, производится на станках типа АДК-500-6. В комплект установки входят станина с вращающимся столом, сварочной головЕюй, аппаратурой управления и пневматическим прижимным устройством, а также сварочный преобразователь ПС-500. [c.214]
Автоматическая, полуавтоматическая а ручная сварка горизонтальных швов при полистовой сборке [c.474]
В настоящее время разработано. много станков автоматов, в том числе станок-автомат Р-899 для сварки пустотелых шаров 0 200 мм (на станке автоматически производятся сборка шаров из двух полушарий, сварка и сброс готовых шаров) станок-автомат Р-964 для сварки двух кольцевых, швов на деталях 0 20—300 мм и длиной до 1500 мм при горизонтальном распол ожении оси вращения станок-автомат У-73 для сварки амортизаторов автомобилей. Закрепление деталей, сварка и сброс сваренной детали производятся автоматически. СвгРрочные станки-автоматы успешно работают в поточных и автоматизированных линиях, обеспечивая высокое качество изделий. [c.55]
При толщине стали до 6 мм сваривают по зазору без разделки кромок заготовки. При больших толщинах металла выполняют одностороннюю или двустороннюю разделку кромок под углом 60°. Разделка необходима для обеспечения полного провара по толщине. Металл толщиной свыше 10 мм сваривают многослойным швом. Ручная сварка удобна при выполнении коротких и криволинейных швов в любых пространственных положениях — нижнем, вертикальном, горизонтальном, потолочном (рис. 5.9), при наложении швов в труднодоступных местах, а также при монтажных работах и сборке конструкций сложной форм1)1 Ручная сварка обеспечивает хорошее качество сварных швов, но обладает более низкой производительностью, например, по сравнению с автоматической дуговой сваркой под флюсом. [c.192]
На Барнаульском котельном заводе внедрен комплекс оборудования автоматической сварки под слоем флюса для наплавки лентой продольных и кольцевых швов барабанов и тяжелых сосудов, что дало возможность увеличить их выпуск. Внедрена обработка отверстий под штуцера и обработка штуцеров котельных барабанов на крупных горизонтально-расточных станках взамен обработки их на радиально-сверлильных станках. Освоено шипование экранных труб в среде аргона во всех пространственных положениях, что значительно повысило качество и улучшило условия труда. [c.255]
Вдоль сварочного цеха проходят железнодорожные пути, по которым могут перемещаться самоходные тележки с роликовыми опорами. На опоры укладывают попарно в горизонтальном положении обечайки, подлежащие сварке. Между путями установлены колонны с поворотными кронштейнами. На кронштейнах закрепляют автоматические сварочные головки для сварки обечаек и приварки днищ. Сварка ведется в горизонтальном положении, ее скорость примерно 0,4 м1мин. При сварке парогенераторов с толщиной стенок 63,5 мм станции Траусвинит потребовалось произвести до 40 проходов. Корпуса парогенераторов подвергали местной термообработке (в области швов) для снятия внутренних напряжений. [c.93]
Ручная дуговая сварка применяется для сварки коротких и прерывистых швов, а также швов сложной кофи-гурации, т.е. в тех случаях, когда невозможно или невыгодно применять автоматическую сварку. Преимуществом ручной сварки является возможность выполнения швов в любом пространственном положении — нижнем, вертикальном, горизонтальном, потолочном (рис. 11.2,е) и в трудодоступных местах. Поверхности свариваемых частей перед сваркой должны быть тщательно очищены от грязи, оксидов. Для увеличения производительности ручной дуговой сварки применяют сварку пучком электродов и сварку трехфазной дугой, которая по сравнению с однофазной сваркой дает увеличение производительности труда в 2-3 раза и экономию электроэнергии до 25 %. [c.328]
Изменение угла наклона горелки от вертикальной оси в пределах О—15° не оказывает заметного влияния ка устойчивость процесса и формирование шва. При полуавтоматической сварке стыковых швов и наплавках на горизонтальные поверхности угол наклона горелки от вертикальной оси устанавливают равным 5— 15 . При сварке углом назад в среде углекислого газа увеличивается глубина проплавления и несколько уменьшается ширина шва. При автоматической сварке визкоуглеродистой стали проволокой Св-08ГС изменение угла наклона горелки относительно вертикальной оси от О до 30° в ту или другую сторону не влияет на образование пор в швах. [c.458]
Ручную дуговую сварку довольно широко применяют в производстве металлоконструкций для самых различных металлов и сплавов малых и средних толщин (2—30 мм). Ручная сварка удобна при выполнении коротких и криволинейных швов в любых пространственных положениях (нижнем, вертикальнодт, горизонтальном, потолочном рис. У.Ю), а также прн наложении швов в труднодоступных местах. Она все еще остается незаменимой при монтажных работах и сборке конструкций сложной формы. Ручная сварка обеспечивает хорошее качество сварных швов, но обладает более низкой производительностью по сравнению с автоматической дуговой сваркой под флюсом. Производительность процесса сварки в основном определяется силой сварочного тока. Однако ток при ручной сварке покрытыми э.лектро-дами ограничен, так как повышение тока сверх рекомендованной величины приводит к разогреву стержня электрода, отслаиванию покрытия, сильному разбрызгиванию и угару расплавленного металла сварочной ванны. Ручную сварку постепенно заменяют полуавтоматической в атмосфере защитных газов, [c.283]
Сварку на универсальных сварочных манипуляторах производят в нижнем положении с поворотом изделия. Автоматическим способом сваривают круговые швы при вращении изделия и неподвижном сварочном автомате. Установку и снятие изделия пропзводят при горизонтальном расположении планшайбы. В этом положении можно сваривать угловые швы. При наклоне планшайбы па 45° производят автоматическую сварку в лодочку круговых швов. При повороте плангпайбы па з гол до 90° сваривают стыковые швы на цилиндрических поверхностях. При повороте стола на 135 —180° гнвы, размещенные потолочно при первых трех положениях планшайбы, устанавливают в ноложение в лодочку . Этими же ноложениями планшайбы пользуются при полуавтоматической и ручной сварке. Сварочный аппарат устанавливают и закрепляют на специальной колонке с консолью. Примене-1ше манипулятора дает возможность повысить производительность сварочных работ за счет сокращения основного времени сваркп на 15—20% и сокращения времени вспомогательных операций в 1,5—2 раза. [c.434]
Автомат АДС-1000-2 тракторного типа предназначен для автоматической дуговой сварки под флюсом переменным током от 400 до 1200 а электродной проволокой диаметром от 3 до 6 мм стыковых и угловых швов, расположенных на горизонтальной поверхности. Авто.мат обеспечивает регулируемую скорость подачи электродной проволоки от 0,5 до 2 м1мин и скорость сварки от 15 до 70 м1час. Авто.мат работает по принципу за-виси-мой от напряжения на дуге скорости подачи электродной проволоки. В комплект автомата входят сварочный трактор, шкаф управления и сварочный трансформатор ТСД-1000-3 или ТСД-1000-4. [c.81]
При ручной сварке двутавровых балок выполнять вначале стыковые соединения вертикального листа и приварку ребер (если онн предусмотрены), затем сваривать поперечные стыки горизонтальных листов и только после этого накладывать угловые поясные швы. При автоматической сварке допускается приварка ребер после выполиения поясиых швов [c.361]
Шланговый автомат АД111-500, выпускаемый заводом Электрик , предназначается для автоматической и полуавтоматической сварки под слоем флюса прямолинейных и криволинейных швов, расположенных на горизонтальных и наклонных (угол наклона не превыщает 20°) поверхностях. Сварка автоматом может производиться постоянным или переменным током. [c.53]
Сварка нахлесточных соединений. В строительных конструкциях преимущественное применение имеют нахлесточные соединения с двустороннилш сплошными швами (рис. 87, а) или с одним сплошным и одним прерывистым швами (рис. 87, б). Автоматическая сварка сплошных швов нахлесточных соединений может выполняться при горизонтальном положении элементов как вертикальным, так и наклонным электродами. [c.131]
Сварные балки и колонны со сплошными стенками изготовляют в сварочных цехах автоматической сваркой под флюсом. Балка сначала собирается без ребер жесткости. После сварки первого поясного шва (рис. 78) балку с помощью кантователя поворачивают на 90° вокруг горизонтальной оси. Затем, идя в обратном направлении, сваривают второй шов того же пояса, смежный с первым. После этого балку снова поворачивают на 180° и в том же порядке сварйвают швы второго пояса. На рис. 78 цифрами I, 2, 3 и 4 указан порядок наложения продольных швов, при сварке балки. Приварка ребер жесткости производится ручной дуговой или полуавтоматической сваркой одновременно с двух сторон двумя сварщиками в направлении от середины к краям балки. [c.167]
mash-xxl.info