Большая Энциклопедия Нефти и Газа. Испытания сварных стыков
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК "Трансстрой"СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТК |
files.stroyinf.ru
10.3 Механические испытания
10.3.1 Механическим испытаниям подлежат:
пробные (допускные) сварные стыки, выполняемые при квалификационных испытаниях сварщиков и проверке технологии сварки стыков стальных и полиэтиленовых газопроводов;
сварные стыки стальных газопроводов, не подлежащие контролю физическими методами, и стыки подземных газопроводов, сваренных газовой сваркой. Стыки отбирают в период производства сварочных работ в количестве 0,5 % общего числа стыковых соединений, сваренных каждым сварщиком, но не менее 2 стыков диаметром 50 мм и менее и 1 стыка диаметром свыше 50 мм, сваренных им в течение календарного месяца.
Стыки стальных газопроводов испытывают на статическое растяжение и на изгиб или сплющивание по ГОСТ 6996. Допускные стыки полиэтиленовых газопроводов испытывают на растяжение.
10.3.2 Механические свойства стыков стальных труб с условным диаметром свыше 50 мм определяют испытаниями на растяжение и изгиб (вырезанных равномерно по периметру каждого отобранного стыка) образцов со снятым усилением в соответствии с ГОСТ 6996.
Результаты механических испытаний стыка считаются неудовлетворительными, если:
среднее арифметическое предела прочности трех образцов при испытании на растяжение менее нормативного предела прочности основного металла трубы;
среднее арифметическое угла изгиба трех образцов при испытании на изгиб менее 120° — для дуговой сварки и менее 100° — для газовой сварки;
10.3.3 Механические свойства сварных стыков стальных труб условным диаметром до 50 мм включительно должны определяться испытаниями целых стыков на растяжение и сплющивание. Для труб этих диаметров половину отобранных для контроля стыков (с неснятым усилением) следует испытывать на растяжение и половину (со снятым усилением) — на сплющивание.
Результаты механических испытаний сварного стыка считаются неудовлетворительными, если:
предел прочности при испытании стыка на растяжение менее нормативного предела прочности основного металла трубы;
просвет между сжимающими поверхностями пресса при появлении первой трещины на сварном шве при испытании стыка на сплющивание превышает значение 5S, где S —номинальная толщина стенки трубы.
10.3.4 При неудовлетворительных испытаниях хотя бы одного стыка проводят повторные испытания удвоенного количества стыков. Проверка должна производиться по виду испытаний, давшему неудовлетворительные результаты.
В случае получения при повторной проверке неудовлетворительных результатов испытаний хотя бы на одном стыке все стыки, сваренные данным сварщиком в течение календарного месяца на данном объекте газовой сваркой, должны быть удалены, а стыки, сваренные дуговой сваркой, проверены радиографическим методом контроля.
10.4. Контроль физическими методами
10.4.1 Контролю физическими методами подлежат стыки законченных сваркой участков стальных трубопроводов в соответствии с таблицей 14 и полиэтиленовых — в соответствии с таблицей 15.
Таблица 14
| Газопроводы | Число стыков, подлежащих контролю, % общего числа стыков, сваренных каждым сварщиком на объекте | |
| 1. | Наружные и внутренние газопроводы природного газа и СУГ диаметром менее 50 мм всех давлений, надземные и внутренние газопроводы природного газа и СУГ диаметром 50 мм и более, давлением до 0,005 МПа | |
| 2. | Газопроводы ГРП и ГРУ диаметром более 50 мм | 100 |
| 3. | Наружные и внутренние газопроводы СУГ всех давлений (за исключением указанных в поз. 1) | 100 |
| 4. | Надземные и внутренние газопроводы природного газа давлением св. 0,005 до 1,2 МПа | 5, но не менее одного стыка |
| 5. | Подземные газопроводы природного газа давлением: | |
| до 0,005 МПа (за исключением указанных в поз. 11 и 12) | 10, но не менее одного стыка | |
| св. 0,005 до 0,3 МПа (за исключением указанных в поз. 11 и 13) | 50, но не менее одного стыка | |
| св. 0,3 до 1,2 МПа (за исключением указанных в поз. 13) | 100 | |
| 6. | Подземные газопроводы всех давлений, прокладываемые под проезжей частью улиц с капитальными типами дорожных одежд (цементобетонные, монолитные, железобетонные сборные, асфальтобетонные), а также на переходах через водные преграды во всех случаях прокладки газопроводов в футляре (в пределах перехода и по одному стыку в обе стороны от пересекаемого сооружения) | 100 |
| 7. | Подземные газопроводы всех давлений при пересечении с коммуникационными коллекторами, каналами, тоннелями (в пределах пересечений и по одному стыку в обе стороны от наружных стенок пересекаемых сооружений) | 100 |
| 8. | Надземные газопроводы всех давлений на участках переходов через автомобильные I — III категорий и железные дороги по мостам и путепроводам, а также в пределах переходов через естественные преграды | 100 |
| 9. | Подземные газопроводы всех давлений, прокладываемые в районах с сейсмичностью св. 7 баллов и на карстовых и подрабатываемых территориях и в других особых грунтовых условиях | 100 |
| 10 | Подземные газопроводы всех давлений, прокладываемые на расстоянии по горизонтали в свету менее 3 м от коммуникационных коллекторов и каналов (в том числе каналов тепловой сети) | 100 |
| 11 | Участки подземных газопроводов и подземные вводы на расстоянии от фундаментов зданий менее: | |
| 2 м — для газопроводов давлением до 0,005 МПа; | ||
| 4 м — » » » св. 0,005 до 0,3 МПа; | 100 | |
| 7 м — » » » св. 0,3 до 0,6 МПа; | ||
| 10 м — » » » св. 0,6 до 1,2 МПа | ||
| 12. | Подземные газопроводы природного газа давлением до 0,005 МПа, прокладываемые в пучинистых (кроме слабопучинистых) просадочных II типа, набухающих, многолетнемерзлых грунтах и в других особых условиях | 25, но не менее одного стыка |
| 13. | Подземные газопроводы природного газа давлением св. 0,005 до 1,2 МПа, прокладываемые вне поселений за пределами черты их перспективной застройки | 20, но не менее одного стыка |
Примечания
1 Для проверки следует отбирать сварные стыки, имеющие худший внешний вид.
2 Нормы контроля по поз. 4 не распространяются на газопроводы, указанные в поз. 8, по поз. 5, 12 и 13 — на указанные в поз. 6 и 7; по поз. 13 — на указанные в поз. 9.
3 Нормы контроля не распространяются на угловые соединения труб газопроводов условным диаметром до 500 мм и швы приварки к газопроводу фланцев и плоских заглушек.
4 Сварные стыки соединительных деталей стальных газопроводов, изготовленные в условиях ЦЗЗ, ЦЗМ, неповоротные и монтажные (сваренные после производства испытаний) стыки подземных стальных газопроводов всех давлений подлежат 100 %-ному контролю радиографическим методом.
Таблица 15
| Газопроводы | Число стыков, подлежащих контролю, % общего числа стыков, сваренных на объекте каждым сварщиком с использованием сварочной техники | |
| с высокой степенью автоматизации | со средней степенью автоматизации | |
| 1. Подземные газопроводы давлением: | ||
| до 0,005 МПа (за исключением указанных в поз. 2) | 3, но не менее одного стыка | 6, но не менее одного стыка |
| св. 0,005 до 0,3 МПа (за исключением указанных в поз. 3) | 12, но не менее одного стыка | 25, но не менее одного стыка |
| св. 0,3 до 0,6 МПа (за исключением указанных в поз. 3) | 25, но не менее одного стыка | 50, но не менее одного стыка |
| 2. Подземные газопроводы давлением до 0,005 МПа, прокладываемые в пучинистых (кроме слабопучинистых), просадочных II типа, набухающих, многолетнемерзлых грунтах и других особых грунтовых условиях | 6, но не менее одного стыка | 12, но не менее одного стыка |
| 3. Подземные газопроводы природного газа давлением св. 0,005 до 0,6 МПа, прокладываемые вне поселений за пределами черты их перспективной застройки | 5, но не менее одного стыка | 10, но не менее одного стыка |
| 4. Во всех остальных случаях прокладки подземных газопроводов, предусмотренных таблицей 14 | 25, но не менее одного стыка | 50, но не менее одного стыка |
Примечания
1 При протяжке полиэтиленовых газопроводов внутри стальных производится 100 %-ный контроль сварных стыковых соединений.
2 Стыки, сваренные с помощью сварочной техники с ручным управлением, проверяются по нормам для стальных газопроводов, предусмотренным таблицей 14.
Контроль стыков стальных трубопроводов проводят радиографическим методом по ГОСТ 7512 и ультразвуковым — по ГОСТ 14782. Стыки полиэтиленовых трубопроводов проверяют ультразвуковым методом по ГОСТ 14782.
10.4.2 Ультразвуковой метод контроля сварных стыков стальных газопроводов применяется при условии проведения выборочной проверки не менее 10 % стыков радиографическим методом. При получении неудовлетворительных результатов радиографического контроля хотя бы на одном стыке объем контроля следует увеличить до 50 % общего числа стыков. В случае повторного выявления дефектных стыков все стыки, сваренные сварщиком на объекте в течение календарного месяца и проверенные ультразвуковым методом, должны быть подвергнуты радиографическому контролю.
10.4.3 При неудовлетворительных результатах контроля ультразвуковым методом стыковых соединений стальных и полиэтиленовых трубопроводов необходимо провести проверку удвоенного числа стыков на участках, которые к моменту обнаружения брака не были приняты по результатам этого вида контроля. Если при повторной проверке хотя бы один из проверяемых стыков окажется неудовлетворительного качества, то все стыки, сваренные данным сварщиком на объекте, должны быть проверены ультразвуковым методом контроля.
10.4.4 Исправление дефектов шва стыков стальных трубопроводов, выполненных газовой сваркой, запрещается. Исправление дефектов шва, выполненного дуговой сваркой, допускается производить путем удаления дефектной части и заварки ее заново с последующей проверкой всего сварного стыка радиографическим методом. Превышение высоты усиления сварного шва относительно размеров, установленных ГОСТ 16037, разрешается устранять механической обработкой. Подрезы следует исправлять наплавкой ниточных валиков высотой не более 2—3 мм, при этом высота ниточного валика не должна превышать высоту шва. Исправление дефектов подчеканкой и повторный ремонт стыков запрещается.
Дефектные стыковые соединения полиэтиленовых трубопроводов исправлению не подлежат и должны быть удалены.
10.4.5 По степени автоматизации сварочные аппараты для соединения полиэтиленовых труб и деталей подразделяются:
а) с высокой степенью автоматизации — сварочный аппарат (машина), имеющий компьютерную программу основных параметров сварки, компьютерный контроль за их соблюдением в ходе технологического процесса, компьютерное управление процессом сварки и последовательностью этапов технологического процесса в заданном программой режиме (в том числе автоматическое удаление нагревательного инструмента), регистрацию результатов сварки и последующую выдачу информации в виде распечатанного протокола на каждый стык по окончании процесса сварки;
б) со средней степенью автоматизации — сварочная машина, имеющая частично компьютеризированную программу основных параметров сварки, полный компьютеризированный контроль за соблюдением режима сварки по всему циклу, а также осуществляющая регистрацию результатов сварки и их последующую выдачу в виде распечатанного протокола;
в) с ручным управлением — машина, на которой управление процессом сварки производится вручную при визуальном или автоматическом контроле за соблюдением режима сварки по всему циклу. Регистрация режимов сварки производится в журнале производства работ или в виде распечатанного протокола с регистрирующего устройства.
studfiles.net
Испытания сварных соединений, швов, стыков, арматуры в лаборатории
 Качество сварных соединений оказывает непосредственное влияние на эксплуатационные характеристики строительных конструкций, такие как долговечность и безопасность использования, ведь даже мелкие трещины могут негативно сказаться на несущей способности элементов.
Качество сварных соединений оказывает непосредственное влияние на эксплуатационные характеристики строительных конструкций, такие как долговечность и безопасность использования, ведь даже мелкие трещины могут негативно сказаться на несущей способности элементов.
В проверке нуждаются все сварные соединения до начала эксплуатации конструкций, а для конструкций, испытывающих в работе значительные нагрузки, данную процедуру стоит проводить регулярно, чтобы обнаружить дефекты, появляющиеся со временем. Некоторые недостатки можно выявить уже при наружном осмотре, но большинство дефектов располагаются внутри шва, поэтому определить их можно только с использованием специализированного оборудования.
Для проведения данных видов испытаний наша компания располагает всеми необходимыми документами, имеются: разрешение, аттестация лаборатории, а также сертификаты о повышении квалификации инженеров.
Способы контроля сварных соединений
Существует множество способов контроля качества сварных соединений, с помощью которых можно выявить практически все дефекты сварки.
Визуальный контроль (ВИК)
Данный вид контроля является наиболее простым и доступным, так как не требует специализированного оборудования, проводить его можно и невооружённым глазом. Стоит отметить, что данный способ является достаточно эффективным и помогает получить до половины информации о качества шва, но только в том случае, если осмотр проводится квалифицированным специалистом. Наружный осмотр помогает выявить плохо проваренные участки, мелкие волосяные трещины, царапины, смещения и др.
Капиллярный контроль
В таких конструкциях, как трубопроводы и резервуары, к качеству сварных швов предъявляются особые требования по герметичности. С помощью керосина или пенетратов проверяется плотность шва и выявляются даже самые мелкие трещины. Так как данные вещества имеют низкое поверхностное натяжение, если нанести их на одну сторону соединения, то при наличии негерметичных участков они проявятся с другой стороны.
Вас интересует испытание сварки? Хотите узнать стоимость работ?
Закажите обратный звонок с сайта, мы перезвоним за 24 секунды и ответим на все вопросы!

Ультразвуковой контроль (УЗК)
Испытания проводятся с помощью ультразвукового дефектоскопа, объективно расшифровать результаты которого может только специалист, имеющий необходимую квалификацию. Суть метода состоит в том, что ультразвуковую волну пропускают сквозь металл и определяют, с какой скоростью она вернулась. При наличии пустот и других недостатков волна будет искажаться, что и будет фиксировать дефектоскоп.
Радиографический контроль
Данный метод контроля является наиболее дорогостоящим, так как для его проведения необходимо сложное специализированное оборудование – рентгеновский аппарат.
Известно, что степень поглощения рентгеновских лучей зависит от материала, поэтому, пропуская гамма-лучи через шов, мы можем определить наличие трещин, шлаков и пор, которые поглощают рентгеновское излучение в меньшей степени, чем материал шва. Данный метод является весьма эффективным, так как даёт наиболее полное представление о состоянии сварного шва.
Разрушающий метод контроля
 Методами разрушающего контроля обычно испытывают контрольные образцы, реже испытания проводятся на участке самого изделия. Контрольные образцы должны быть сделаны из того же материала, что и само изделие, технологии сварки также должны совпадать. К таким методам относятся механические, например, испытания на разрыв, и металлографические испытания, а также химический анализ. С помощью такого вида контроля определяются параметры сварного шва и зоны термического влияния.
Методами разрушающего контроля обычно испытывают контрольные образцы, реже испытания проводятся на участке самого изделия. Контрольные образцы должны быть сделаны из того же материала, что и само изделие, технологии сварки также должны совпадать. К таким методам относятся механические, например, испытания на разрыв, и металлографические испытания, а также химический анализ. С помощью такого вида контроля определяются параметры сварного шва и зоны термического влияния.
В нашей лаборатории вы можете заказать любой из указанных методов контроля в зависимости от ответственности изделия и требований к нему. В некоторых случаях рекомендуется применять к сварному соединению сразу несколько методов для получения наиболее полной информации о состоянии шва.Заказывая испытания в нашей лаборатории, вы можете быть уверены, что технология их проведения будет полностью соответствовать всем требованиям нормативных документов, а значит, полученный результат будет достоверным и информативным.
Объекты компании ООО «ФСС»
Нам доверяют более 200 организаций в г. Санкт-Петербург, Ленинградской, Московской и Псковской областях.
- ЖК «Квартет» пр. Витебский, д. 101 (два монолитных паркинга, два заказчика)
- ЖК «Живи в Рыбацком» Советский пр., 37А (юго-восточнее заправки ПТК 4 безымянных дома)
- ЖК «Нева Парк» Поселок имени Свердлова, Западный пр-д, д.4
- ЖК «Юнтолово» Юнтоловский пр-т (2 очередь строительства)
- ЖК «Десяткино 2.0», п. Мурино, ул. Шувалова
- ЖК «Полар-Южный» Всеволожск, ул. Центральная, 10/3
- ЖК «Южная Акватория» Ленинский пр-т, жилой дом (3 дома, замкнутых в овал)
- Здание паркинга Западнее д. 78 к.1 по ул. Маршала Казакова (севернее ЖК «Южная Акватория»)
- ЖК «Европа Сити» пр. Медиков, д.10
- ЖК «Шуваловский» ул. Парашютная
- ЖК «Новое Сертолово» ул. Мира
- Электродепо ТЧ-7 «Южное»
- ЖК «Яркий» Черная дорога, Янино
- ЖК «Английская миля»
- ЖК «Невский Эталон» ул. Подвойского, д.8
- ЖК «Солнечный Город»
- ЖК «Стокгольм» Приморский пр., 46
- ЖК «Три Апельсина» Брюлловская ул., д. 9В
- ЖК «Северная Долина»
- ЖК «Дом с фонтаном» п. Щеглово, (для ориентира — рядом дом п. Щеглово, 56)
- ЖК «Шуваловский»
- ЖК «Прогресс» Кудрово
- г. Мытищи ул. Мира, д. 40. Строительство ТЦ «Променад»
- Г. Ломоносов, ул. Черникова, д. 44. АО «Научно-исследовательский институт морской теплотехники» (обследование фундаментов «долгостроя»)
- Ул. Генерала Хрулева, д. 8 (реконструкция складского помещения)
- Жилой дом, Усть-Славянка, Славянская ул., д.3 (испытание монтажных лифтовых петель)
- БЦ «Сенатор» ул. Чапаева, д. 15
- Ул. Маршала Блюхера, д. 78Б (производственные площади, цеха, склады)
- ЖК «Деревня Новая» (ограниченный улицами: Корнея Чуковского, пр. Маршака, Муринская дорога) — 4 объекта (Дом ветеранов и 3 жилых здания).
- Наб. Обводного канала, д. 46 к. 2. (жилой дом)
- ЖК «София» Южное шоссе.
- Лермонтовский пр., дом 2, Хоральная Синагога (кап. ремонт здания по ул. Декабристов, 42)
- ЖК «Мурино 2017», (Самолет ЛО), Воронцовский бульвар
- Малая Балканская, д. 19, Автоцентр
- Завод «Звезда», ул. Бабушкина, д. 123 (строительство новых цехов испытательного оборудования)
- КВЦ «ЭкспоФорум» Vip залы. Петербургское шоссе, д. 64 к. 1
- ЖК «ДипломатЪ» ул. Бакунина, д. 27
- ЖК «Карат» г. Кингисепп, пр. Карла Маркса, д.53
- ЖК «Новоорловский» Суздальское шоссе, уч. 1 (объект — дорога в Каменку, 62)
- ГБУЗ «Городская больница № 40» Курортного района СПб, г. Сестрорецк, ул. Борисова, д. 9
- Завод «Невская Косметика», пр. Обуховской обороны, д. 80
- Корабельная, 6Б (натурные испытания щитов на длительные нагрузки).
fcc-spb.ru
РД 34.15.027-93 Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте оборудования электростанций (РТМ-1с-93) (Разделы 16-19, Приложения 1-23)
РД 34 15.027-93 Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте оборудования электростанций (РТМ-1с-93) (Разделы 1-15)РД 34 15.027-93 Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте оборудования электростанций (РТМ-1с-93) (Разделы 16-19, Приложения 1-23)
16. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
16.1. Общие положения
16.1.1. В процессе изготовления, монтажа и ремонта трубопроводов и трубных систем котлов необходимо осуществлять систематический контроль качества сварочных работ и сварных соединений - предварительный контроль (включая входной контроль), операционный контроль и приемочный контроль сварных соединений. Требования к методам, объемам и объектам предварительного контроля, включающего проверку аттестации персонала, проверку оборудования и аппаратуры, контроль основных и сварочных материалов, а также требования к операционному контролю сборочно-сварочных работ, изложены в соответствующих разделах настоящего РД. Результаты по каждому виду предварительного и операционного контроля должны оформляться отдельными документами или фиксироваться в журналах организации, выполняющей этот контроль. Результаты приемочного контроля сварных соединений оформляются в соответствии с требованиями раздела 19.
16.1.2. Приемочный контроль сварных соединений труб котлов и трубопроводов, на которые распространяются правила Госгортехнадзора России, включает следующие виды: визуальный и измерительный контроль; стилоскопирование металла шва; измерение твердости металла шва; ультразвуковая или радиографическая дефектоскопия; механические испытания; металлографические исследования; контроль прогонкой металлического шара; капиллярный или магнитопорошковый контроль; гидравлические испытания.
16.1.3. Контроль качества сварных соединений трубопроводов, на которые не распространяются правила Госгортехнадзора России, должен осуществляться с помощью визуального, ультразвукового и радиографического контроля и механических испытаний, если другие методы контроля не оговорены соответствующими СНиП, чертежами или техническими условиями на изготовление и монтаж этих трубопроводов. Контроль качества сварных соединений котлов, подпадающих под действие "Правил устройства и безопасной эксплуатации паровых котлов с давлением пара не более 0,07 МПа (0,7 кгс/см), водогрейных котлов и водоподогревателей с температурой нагрева воды не выше 388 К (115°С)", производится в соответствии с этими правилами.
16.1.4. Назначение и применение методов контроля, их объемов и сочетания регламентируются настоящим РД в соответствии с правилами Госгортехнадзора России и СНиП, а также ведомственными нормативными актами, если иное не оговорено чертежами или техническими условиями на изготовление, монтаж и ремонт конкретного изделия.
16.1.5. Контроль качества угловых соединений штуцеров (труб) с коллекторами, барабанами или трубопроводами, выполненных по технологии, регламентированной в подразделе 5.7 настоящего РД, производится в соответствии с требованиями этого подраздела.
16.1.6. Контроль сварных соединений (за исключением стилоскопирования) должен производиться после термической обработки стыков. Рекомендуется осуществлять операции по контролю готовых сварных соединений в той последовательности, в какой они изложены в настоящем разделе. Ультразвуковой или радиографический контроль следует выполнять после визуального контроля сварных соединений и устранения недопустимых наружных дефектов. Сроки выполнения контрольных операций должны быть минимальными с тем, чтобы была обеспечена возможность исправления дефектов без нарушения последовательности технологии монтажа или ремонта изделия.
16.1.7. Объем испытаний и количество контрольных сварных соединений, а также объем контроля производственных сварных соединений, в том числе неразрушающими методами, могут быть уменьшены по согласованию с органом Госгортехнадзора России в случае массового изготовления, монтажа и ремонта изделий с однотипными сварными соединениями при неизменном технологическом процессе, специализации сварщиков на определенных видах работ и высоком качестве работ, подтвержденном результатами контроля за период не менее шести месяцев.
16.1.8. Обоснованные отступления от требований настоящего раздела РД в части норм оценки качества сварных соединений для объектов Минтопэнерго могут быть допущены по согласованию с институтами "Оргэнергострой" или "Энергомонтажпроект" в пределах, предусмотренных приложением 21, для конкретных сварных соединений, для других объектов - с любой специализированной научно-исследовательской организацией в области сварки и контроля, приведенной в приложении к правилам Госгортехнадзора России.
16.1.9. Все перечисленные виды и методы контроля должны осуществлять организации, получившие разрешение (лицензию) органов госгортехнадзора на право проведения контрольных работ.
16.1.10. Использованные в настоящем РД термины и определения, касающиеся контроля качества сварных соединений, приведены в приложении 22.
16.2. Стилоскопирование деталей и металла шва
16.2.1. При монтаже и ремонте изделий, на которые распространяются правила Госгортехнадзора России, стилоскопированию подлежат: все свариваемые части конструкций и деталей (трубы, арматура, переходы, отводы, тройники, штуцера, бобышки и др.) независимо от наличия сертификата, маркировки и предстоящего срока эксплуатации, которые должны быть по проекту выполнены из легированной стали (кроме марганцовистой и кремнемарганцовистой), при этом устанавливают соответствие марки стали контролируемых изделий марке, указанной в чертежах или ТУ, и определяют содержание характерных легирующих элементов. Стилоскопирование свариваемых деталей производят перед сборкой или непосредственно в процессе сборки, а также после окончания монтажа (ремонта) трубопровода или агрегата в целом; металл шва сварных соединений, выполненных легированным присадочным материалом (см. табл. 16.1), в объеме 100% стыков трубопроводов и 20% стыков труб поверхностей нагрева каждого котлоагрегата. Стилоскопирование металла шва выполняется до термообработки сварных соединений (за исключением случаев, оговоренных в п. 15.1.3).
16.2.2. При выполнении стилоскопирования деталей и металла шва следует руководствоваться "Унифицированной методикой стилоскопирования деталей и сварных швов энергетических установок" РД 34 10.122-94 (Энергомонтажпроект, 1994) с занесением результатов проверки в журнал по стилоскопированию.
16.2.3. Стилоскопирование следует производить на зачищенных до металлического блеска участках (площадках) поверхности. Сварные соединения, которые выполняли одновременно два сварщика, необходимо стилоскопировать на двух диаметрально противоположных участках шва. В остальных случаях стилоскопирование можно осуществлять на одном участке. Требования к результатам стилоскопирования металла шва в зависимости от марки присадочного материала приведены в табл. 16.1.
Таблица 16.1
Требования к результатам стилоскопирования металла шва(наплавленного металла)
| Присадочный материал | Результаты стилоскопирования | |
| электрод | сварочная проволока (ГОСТ 2246-70) | |
| ТМЛ-1У | Св-08МХ | Наличие молибдена, отсутствие ванадия и содержание хрома* |
| ЦУ-2ХМ, | Св-08ХМ, | То же |
| ЦЛ-38 | Св-08ХМА-2, | |
| Св-08ХГСМА | ||
| ЦЛ-20, | Св-08ХМФА, | Наличие ванадия и молибдена, отсутствие |
| ТМЛ-3У, | Св-08ХМФА-2 | ниобия и содержание хрома* и марганца. |
| ЦЛ-39, | Св-08ХГСМФА | Содержание марганца более 1% недопустимо |
| ЦЛ-45 | ||
| - | Св-12Х11НМФ | Содержание хрома (10,5-12%), наличие никеля, молибдена, ванадия |
| Св-10Х11НВМФ | Содержание хрома (10,5-12%), молибдена (1-1,3%), вольфрама (1-1,4%), наличие никеля, ванадия | |
| - | Св-01Х19Н9, | Отсутствие молибдена, ванадия и ниобия, |
| - | Св-04Х191Н9 | содержание хрома (18-20%), никеля (8-10%) |
| - | Св-06Х19Н9Т | Отсутствие молибдена, ванадия и ниобия и содержание хрома (18-20%), никеля (8-10%), наличие титана |
| ЦТ-26, | Св-04Х19Н11М3 | Отсутствие, ванадия и содержание хрома |
| ЦТ-26М | (14-21%), никеля (7-12%) и молибдена (1,5-3%) | |
| ЭА-400/10У ЭА-400/10Т | - | Содержание хрома (16-19%), никеля (9-12%), молибдена (2-3,1%), марганца (1,5-3%) и ванадия (0,3-0,75%) |
| ЦТ-15 | Св-08Х19Н10Г2Б, | Содержание хрома (16-24%), никеля (9-14%), |
| ЦТ-15К | Св-04Х20Н10Г2Б | марганца (1-2,5%) и наличие ниобия |
| ЦЛ-25, | Св-07Х25Н13 | Отсутствие молибдена, ванадия и ниобия и |
| ОЗЛ-6, | содержание хрома (22-27%), никеля (11-14%) | |
| ЗИО-8 | ||
| ЭА-395/9, | Св-10Х16Н25АМ6 | Содержание хрома (13-17%), никеля (23-27%) и молибдена (4,5-7%) |
| ЦТ-10 | ||
| ЦЛ-9 | - | Содержание хрома (21-26%), никеля (11-14%), марганца (1,2-2,5%) и наличие ниобия |
___________ * Производятся с целью не допустить ошибочного использования высоколегированных присадочных материалов (с содержанием хрома свыше 4%) для сварки изделий из стали перлитного класса.
16.2.4. При неудовлетворительных результатах контроля производят количественный спектральный или химический анализ деталей и металла шва, результаты которого считают окончательными.
16.2.5. Результаты стилоскопирования металла шва фиксируют в журналах контроля и оформляют протоколом по форме приложения 19.18.
16.3. Визуальный и измерительный контроль
16.3.1. Визуальному контролю подвергаются все законченные сварные соединения труб поверхностей нагрева котлов, коллекторов и трубопроводов независимо от марки стали, категорий, типа сварного соединения, назначения и условий работы, включая сварные соединения, не работающие под давлением (приварка к трубам шипов, элементов опор, подвесок и др.).
16.3.2. Перед визуальным контролем сварные швы и прилегающая к ним поверхность основного металла шириной не менее 20 мм (по обе стороны шва) должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений.
16.3.3. Визуальный контроль производится невооруженным глазом или с помощью лупы 4-7-кратного увеличения для участков, требующих уточнения характеристик обнаруженных дефектов, с применением, при необходимости, переносного источника света.
16.3.4. Недопустимыми дефектами, выявленными при визуальном контроле сварных соединений, являются: трещины всех видов и направлений; непровары (несплавления) между основным металлом и швом, а также между валиками шва; наплывы (натеки) и брызги металла; незаваренные кратеры; свищи; прожоги; скопления включений.
16.3.5. Нормы на допустимые дефекты приведены в табл. 16.2.
Таблица 16.2
Нормы допустимых поверхностных дефектов, выявляемыхпри визуальном контроле сварных соединений
| Дефект | Размерный показатель сварного соединения*, мм | Допустимый максимальный размер дефекта, мм | Допустимое число дефектов на любых 100 мм шва | ||||
| Отступления от размеров и формы шва | Независимо | По п. 4.5.7 | - | ||||
| Западания (углубления) между | 2 | до | 4 | вкл. | 1,0 | ||
| валиками и чешуйчатость | Св. | 4 | " | 6 | " | 1,2 | |
| поверхности шва | " | 6 | " | 10 | " | 1,5 | |
| Св. | 10 | 2,0 | |||||
| Одиночные включения | От | 2 | до | 3 | вкл. | 0,5 | 3 |
| Св. | 3 | " | 4 | " | 0,6 | 4 | |
| " | 4 | " | 5 | " | 0,7 | 4 | |
| " | 5 | " | 6 | " | 0,8 | 4 | |
| " | 6 | " | 8 | " | 1,0 | ||
docs.cntd.ru
Механическое испытание - сварной стык
Механическое испытание - сварной стык
Cтраница 1
Механические испытания сварных стыков для труб диаметром до 100 мм иногда заменяются испытанием пробных образцов на излом. Для этой цели из стыка вырезаются три образца длиной 200 - 250 мм и шириной 50 - 60 мм с расположением сварного шва поперек образца. Для разлома шва по его оси делается надрез и шов подвергается разрушению. [1]
Механическим испытаниям сварных стыков подземных, надземных и внутренних стальных газопроводов, сваренных дуговой или газовой сваркой, независимо от рабочего давления газа должно подвергаться следующее количество стыков ( помимо пробных), сваренных каждым сварщиком в течение календарного месяца: на газопроводах диаметром менее 50 мм-2 %; на газопроводах диаметром 50 мм и более-0 5 %, но не менее двух стыков диаметром до 75 мм, сваренных каждым сварщиком за месяц, и не менее одного стыка диаметром более 75 мм. [2]
Для механических испытаний сварных стыков, выполненных дуговой сваркой, вырезают три образца с неснятым усилением для испытания на растяжение и три образца со снятым усилением для испытания на загиб. [3]
Для механических испытаний сварных стыков, выполненных контактной сваркой, вырезается 6 образцов при диаметре труб до 529 мм и 12 образцов при диаметре труб более 529 мм. [4]
Для механических испытаний сварных стыков, выполненных контактной сваркой, для испытаний на изгиб ( загиб) вырезаются 6 образцов при диаметре труб до 529 мм и 12 образцов при диаметре труб более 529 мм. [5]
Результаты механических испытаний сварных стыков оформляются Протоколом. [6]
При механических испытаниях сварных стыков из стыка вырезаются шесть образцов, из которых три испытываются на растяжение, а остальные на изгиб. [7]
При механических испытаниях сварных стыков проверяют образцы, вырезанные из контрольных стыков, на растяжение, загиб, сплющивание и ударную вязкость. [8]
При неудовлетворительных результатах механических испытаний сварных стыков необходимо сварку прекратить, установить причину неудовлетворительного качества сварного стыка; весь участок трубопровода, сваренный с момента последней проверки качества по механическим; испытаниям, подвергнуть силовому воздействию на изгиб. [9]
При получении неудовлетворительных результатов по какому-либо виду механических испытаний сварных стыков, предусмотренных 6 - 2 - 16 и 6 - 2 - 17 настоящих Правил, должно производиться повторное испытание по этому же виду на удвоенном количестве образцов. [10]
Протоколы проверки сварных стыков физическими методами кон - la ЯР ТОКОЛЫ механических испытаний сварных стыков. [11]
Поэтому при строительстве магистральных трубопроводов должны быть организованы собственные полевые лаборатории для механических испытаний сварных стыков. Производство этих испытаний в лабораториях, не принадлежащих строительству, всегда связано с затруднениями и задержками. [12]
Монтажная организация обязана вести систематический пооперационный контроль за качеством сборки и сварки трубопроводов. По внешнему виду сварной стык не должен иметь трещин, выходящих на поверхность шва или основного металла в зоне сварки, наплывов и подрезов в местах перехода наплавленного металла шва к основному металлу трубы, а также пор и прожогов; усиление сварного шва должно быть равномерным по ширине и высоте. Сварные швы следует браковать при обнаружении в них трещин, непровара глубиной более 10 % толщины стенок труб, шлаковых включений и д л гих дефектов. Механические испытания сварных стыков труб с условным проходом до 76 мм включительно могут быть заменены испытанием пробных образцов на сплющивание в соответствии с действующим ГОСТом. [13]
Монтажная организация обязана вести систематический пооперационный контроль за качеством сборки и сварки трубопроводов. По внешнему виду сварной стык не должен иметь трещин, выходящих на поверхность шва или основного металла в зоне сварки, наплывов и подрезов в местах перехода наплавленного металла шва к основному металлу трубы, а также пор и прожогов; усиление сварного шва должно быть равномерным по ширине и высоте. Сварные швы следует браковать при обнаружении в них трещин, непровара глубиной более 10 % толщины стенок труб, шлаковых включений и других дефектов. Механические испытания сварных стыков труб с условным проходом до 76 мм включительно могут быть заменены испытанием пробных образцов на сплющивание в соответствии с действующим ГОСТом. [14]
Страницы: 1
www.ngpedia.ru
Испытание сварных соединений - Сварка и монтаж труб
Испытание сварных соединений
Любому виду испытаний сварных соединений предшествует наружный осмотр и измерение швов. Внешнему осмотру и измерению подлежат все сварные соединения трубопроводов.
Наружный осмотр основан на том, что геометрические характеристики и внешний вид сварного соединения связаны с технологическими параметрами процесса сварки. Например, форма, размеры и внешний вид сварного грата при стыковой сварке нагретым инструментом зависят от времени и температуры оплавления, а также от давления осадки. Поэтому наличие разности высот валиков (грата) свидетельствует о различной глубине проплавления двух сваренных труб, наличие неоднородного валика по периметру шва — о неравномерности нагрева, наличие сдвига поверхностей — о недостаточной центровке, пористая форма валика — о перегреве. В качественном сварном соединении, полученном стыковой сваркой, валики с обеих сторон шва должны быть круглыми, гладкими, равномерными и симметричными по всему периметру. Кроме того, валики не должны превышать установленных размеров, впадина между ними должна быть видимой, не иметь резкой разграничительной линии и быть не ниже наружной поверхности трубы.
Валики не должны содержать раковин, трещин, разрывов, инородных включений и других дефектов. Высота валика «/г» в зависимости от толщины стенки должна быть в пределах 1 …2,5 мм — при толщине стенки до 7 мм; 2…4 мм — при толщине стенки от 7 до 18 мм; 3…5 мм — при толщине стенки свыше 18 мм. Смещение кромок в сварном шве ив должно превышать 10 % толщины стенки трубы, но не более 1,2 мм для соединений, выполненных под углом. В соединениях, выполненных контактной сваркой враструб и контактной раструбно-стыковой сваркой, грат должен быть равномерно распределен по торцу раструба, не иметь поперечных трещин, пор и пустот между сварными деталями.
При сварке нагретым газом с применением присадочного материала не должно быть пустот между прутками, пережога материала труб и сварочных прутков, неравномерного усиления шва по его ширине и высоте, поверхность шва должна быть выпуклой и иметь плавное примыкание к основному материалу.
Наружному осмотру, проводимому квалифицированным сварщиком, подвергаются все сварные швы независимо от их назначения. Наружный осмотр, как правило, производится невооруженным глазом при надлежащем освещении. В случае необходимости могут применяться лупы с увеличением в 2…20 раз (например, складные обзорные лупы ЛПК-470 и ЛПК-471).
С гыки с выявленными при внешнем осмотре дефектами бракуют, вырезают и заменяют патрубками-катушками длиной не менее 200 мм. Устранение дефектов в соединениях, выполненных контактной сваркой или склеиванием, не допускается.
Для выявления небольших по размерам дефектов, невидимых невооруженным глазом, может быть применен электроискровой дефектоскоп. Он позволяет обнаруживать дефекты только в сварных швах относительно тонкостенных труб и изделий ограниченных размеров (длины свариваемых трубных заготовок) и поэтому широкого применения для контроля качества сварных швов трубопроводов не нашел.
Для настройки сварочного оборудования, уточнения технологических параметров процесса сварки при получении новой партии труб, а также для проверки квалификации сварщика проводят механические испытания сварных образцов. Стыковые сварные соединения испытывают на растяжение, ударный изгиб и статический загиб, а раструбные — на сдвиг и отдир с помощью образцов, вырезаемых из контролируемых стыков. Испытанию на растяжение могут подвергаться трубные образцы стыков и раструбных сварных соединений наружным диаметром до 50 мм.
Испытания линейных образцов на растяжение производят для труб диаметром более 50 мм с толщиной стенки более 10 мм, испытания на статический загиб— для труб диаметром более 50 мм и толщиной стенки до 10 мм, испытания на отдир — для труб диаметром более 50 мм.
Для оценки качества соединений путем испытаний образцов, вырезанных из труб, должно быть изготовлено и вырезано не менее трех стыков труб, сваренных на одном режиме, а при испытании вырезаемых образцов — не менее трех образцов каждого из трех сваренных соединений. Отбираемые для контроля стыки должны быть прямолинейными. Образцы вырезаются фрезерованием или распиловкой вдоль оси трубы из различных участков, равномерно расположенных по периметру каждого контролируемого стыка. При этом шов должен находиться посредине длины образца перпендикулярно плоскости его вырезки. Сварочный грат на образцах, как правило, не снимают, однако кромки должны быть зачищены.
Испытания на растяжение и сдвиг, а также на ударный изгиб проводят не ранее чем через 24 часа после сварки. Испытания на статический загиб и отдир могут производиться после полного остывания сварного соединения. При испытаниях на растяжение определяют разрушающее напряжение и предел текучести материала при растяжении, а при испытаниях на сдвиг — разрушающее напряжение.
Изготовление образцов и их испытание на растяжение необходимо выполнять в соответствии с требованием ГОСТ 11262—80*. Форма и размеры образцов для испытаний на растяжение приведены в табл. 58. Образцы в форме брусков (тип II) вырезают в случае, когда заведомо известно, что прочность шва ниже прочности основного материала трубы. В том случае, когда образцы со сварным швом рвутся в захвате, требуется изготовление образцов в виде двухсторонней лопатки (тип I). Образцы не должны иметь раковин, трещин и других дефектов.
Испытания на растяжение производятся на любой разрывной машине с максимальным усилием растяжения от 5 до 100 кН, обеспечивающих измерение и отсчет нагрузки при растяжении с точностью не менее 1 % измеряемой величины. При испытании на растяжение скорость перемещения подвижного захвата разрывной машины должна составлять 25 мм/мин при испытании образцов из ПВХ, 50 мм/мин при испытании образцов из ПНД и 100 мм/мин — из ПВД.
Испытания на статический загиб (рис. 60) осуществляют плавным деформированием образца в течение 3…5 с, при этом поверхность образца, соответствующая внутренней поверхности трубы, должна находиться в растянутой зоне. Испытания производят на образцах шириной 10 мм и длиной 40s+100 мм (где s — толщина стенки трубы), но не менее 250 мм и не более 400 мм. Удовлетворительными считаются результаты испытаний, если не менее 80 % образцов выдержало загиб на угол а= (2Pi+2(32) = 180° при отсутствии разрушений, обнаруживаемых без увеличительных приборов.
Испытания на ударный изгиб швов сварных соединений проводят в соответствии ГОСТ 4647—80 на образцах для сварных соединений, регламентированных ГОСТ 16971—71. Надрез на образцах не выполняется, но со стороны удара маятника копра грат обязательно удаляется. Удар маятника копра наносят по всей ширине образца со стороны, соответствующей внутренней поверхности стенки трубы. Центр удара должен находиться на середине шва.
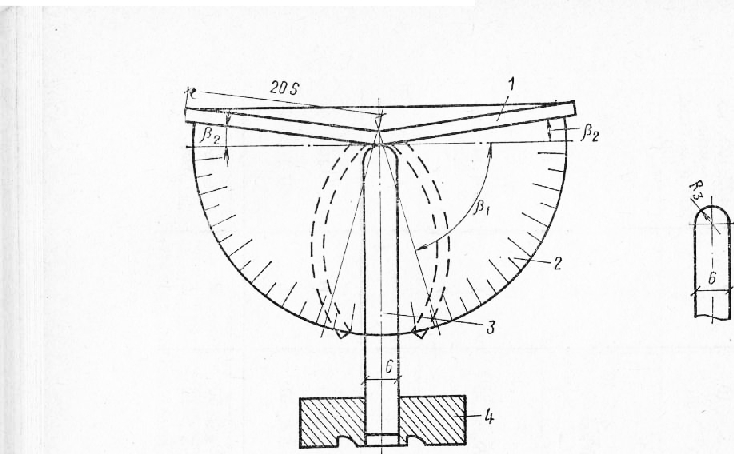
Рис. 1. Испытание образцов на статический загиб 1 — сварной образец; 2 — шкала угломера; 3 —ребро; 4 — тиски
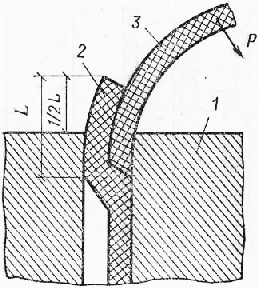
Рис. 2. Испытание образцов на отдир 1 — зажимное устройство; 2 — деталь раструба или муфты; 3 — деталь трубы
Испытания на отдир выполняются изгибом свободной части образца, защемленного на половину длины сварного шва (рис. 2). Для проведения испытаний изготавливают удвоенное число образцов для испытания на отдир трубы от раструба соединительной детали и для испытаний на отдир раструба соединительной детали от трубы. При толщине стенки трубы до 10 мм включительно ширина образцов для испытаний должна составлять 10 мм, а длина 40s+ +200 мм, но не более 600 мм. Если толщина стенки трубы более 10 мм, то образцы для испытаний должны иметь ширину 15 мм и длину 600 мм. При удовлетворительном качестве соединений разрушение должно происходить по целому материалу или частично по шву и частично по основному материалу.
Для испытания на сдвиг из середины раструбного соединения вырезают образец в виде кольца, высота которого равна половине глубины раструба.
Среди физических методов неразрушающего контроля при проверке качества сварных соединений трубопроводов из полимерных материалов основными являются рентгенодефектоскопия и ультразвуковой контроль.
Читать далее:Техника безопасности и промсанитария при сварке полимеровТехнико-экономические показатели применения трубопроводов из полимерных материаловХарактеристика надежности сварных соединенийКонтроль качества сварных соединенийСдача-приемка смонтированных линий трубопроводов в эксплуатацию, оформление документовИспытание смонтированных трубопроводовМонтаж внутрицеховых и межцеховых трубопроводовИзготовление деталей, узлов и блоков трубопроводовМонтаж трубопроводов из полимерных материаловСклеивание пластмасс
stroy-server.ru