Все о сварке. Как не прожечь металл при сварке
Ведет металл при сварке что делать
Методы борьбы с температурной деформацией при сварке
Рассмотрем рекомендации по борьбе с таким эффектом, как температурная деформация металла, возникающая при сварочных работах. В конце статьи будут рассмотрены современные способы решения этой задачи.
Это напряжение возникает вследствие того, что металл нагревается неравномерно и при остывании возникают внутренние напряжения в зоне температурного воздействия. Эти напряжения могут привести к деформации металлического изделия.
Какие существуют способы чтобы при изготовлении изделие из металла не повело при сварке?
1. Последовательность прохождения сварочных швов. Сварку изделий из металла следует производить таким образом, чтобы возникающие напряжения компенсировали друг друга. Это возможно при сварке симметричных швов, при правильном выборе направления наложения швов.
Так же целесообразно в некоторых случаях собрать изделие на прихватки и потом обваривать швы, находящиеся симметрично друг другу относительно нейтральной оси.
2. Предварительный изгиб деталей в противоположную сторону от возникающих при сварке напряжений. Температурная усадка компенсирует эти напряжения и конструкцию не поведет.
3. Выбор режима сварки.
Напряжения, которые возникают в результате сварки, зависят от температуры зоны нагрева металла. Чем выше температура, тем сильнее остаточные напряжения.
Различные режимы сварки происходят при разных температурах, имеют различный объем наплавляемого металла и разную скорость прохождения шва. Чем выше скорость, тем меньше нагревается зона сварки и меньше усадочные напряжения.
При DIY сварке (кислородно-ацетиленовая сварка) возникают самые большие напряжения, так как она происходит при температуре около 3100 С. Кроме этого данный вид сварки самый медленный, а объем наплавленного металла самый большой.
ММА (ручная дуговая сварка покрытыми электродами) происходит при температуре2400-2700 оС и быстрее чем кислородно-ацетиленовая, с меньшим объемом наплавленного металла.
MIG/MAG (полуавтоматическая сварка в защитных газах) происходит при 1500оС и с еще большей скоростью. Поэтому температурная усадка будет меньше чем при MMA сварке.
4.Предварительный нагрев изделия или зоны деформации.
Самые сильные напряжения в металле возникают при остывании изделия. Величина возможной деформации зависит от теплопроводности и коэффициента линейного расширения металла. Чем ниже теплопроводность, тем более неравномерна зона нагрева и больше деформация. Например, у нержавеющей стали теплопроводность меньше, а коэф. линейного расширения больше чем у черной стали и поэтому деформация больше.
Поэтому для уменьшения напряжений, особенно в легированных сталях, сварку производят в предварительно нагретом состоянии.
5. Сварка в кондукторе.
Изделие закрепляют в жесткой оснастке, таким образом, препятствуя деформации усадки. В металле возникают напряжения, вызывающие пластические деформации. Это позволяет уменьшить температурную усадку. После изъятия детали из кондуктора деформация останется, но она будет меньше на 30% чем при сварке незакрепленной детали. При сварочных работах в кондукторе увеличивается вероятность появления трещин. Это происходит когда пластичности металла недостаточно.
6. Рихтовка металлоизделия после сварки.
Выполняется с помощью домкратов и талей. Возможна правка изделий с помощью молотка или молота. При этом необходимо отслеживать появление трещин и разрывов в металле и сварочных швах.
7. Тепловая правка изделия после сварочных работ.
Способ заключается в нагреве газовыми горелками деформированных участков металлоизделия. Нагревают выпуклую (выгнутую) сторону детали, до такой степени, когда не произойдет пластическая деформация и внутренние напряжения не локализуются. Данный метод эффективно производить совместно с механической рихтовкой (см. п. №6).
Если позволяют размеры, то возможен так же отпуск изделия в печи. При нагреве до 400-500 °С снимается около 50% внутренних напряжений.
При данном способе существуют риски появления коробления изделия. Необходимо чтобы деталь обладала жесткостью и выдерживала температурное воздействие не изменяя своей геометрии.
В заключение несколько общих рекомендации.
Детали, обладающие большей металлоемкостью, ведет при сварке меньше. Например, конструкция из трубы со стенкой 8мм, будет деформироваться меньше чем со стенкой 4 мм.
Иногда целесообразно сварку заменить на альтернативные способы соединения. Это может быть клеевое соединение. Сейчас в продаже существует достаточно большое количество клеев по металлу как российского, так и иностранного производства. Если это допустимо, то можно использовать клепочное соединение.
В некоторых случаях рационально использовать MSG-пайку (пайка на полуавтомате в защитных газах) - которая происходит при температуре 1000 оС
Возможно применение точечной сварки или комбинированного - клеесварного соединения. Данный способ представляет собой точечную сварку и использование клея по металлу.
Все эти способы и методы позволяют успешно бороться с таким явлением, как температурная деформация металлоизделий после сварки.
Рекомендуем ознакомиться со статьями:
Инновационные технологии при сварочных работах
stroy-metall.ru
Деформации при сварке. Способы борьбы с ними
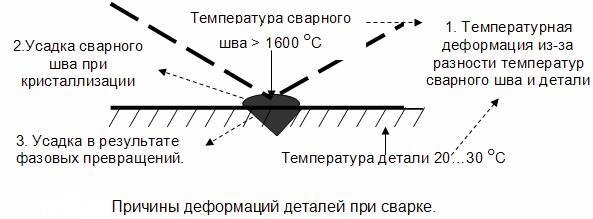
При нагреве до температуры сварки и последующем охлаждении детали испытывают деформации, что в конечном итоге приводит к физическому изменению их размеров и формы. Это изменение может быть заметно или незаметно невооруженному глазу. Термические деформации – это следствие возникновения внутренних структурных напряженностей металла, которые возникают из-за неравномерного распределения температуры и, соответственно, не одинакового изменения объема в различных сечениях детали в процессе ее охлаждения. Причинами появления деформаций конструкций (короблений и изгибов) в результате осуществления сварочных работ являются:
- Локализованный высокотемпературный нагрев и местное расширение объема металла в то время, когда остальная часть детали остается сравнительно холодной;
- Усадочные явления в наплавленном слое
- Фазовые превращения, которые испытывает металл при постепенном снижении температуры до комнатной.
Как минимизировать сварочные деформации?
Выбор вида сварки может сильно снизить деформации. Если применяется дуговая сварка, то наибольшие поводки будут при РДС, или как ее сегодня принято называть латинскими буквами ММА; они существенно снизятся, если использовать TIG (аргонную) и МIG/MAG (полуавтоматическую сварку). Применение PULSE режимов позволяет многократно снизить тепловложение в металл и уменьшить деформации, что очень хорошо видно на примере сварки тонколистовых сталей. Также следует отметить, что наибольшее деформирущее воздействие оказывает на изделие газовая сварка, так как под высокотемпературное влияние попадают значительные площади изделия; а наименьшее – сварка давлением (в вакууме, ультразвуком). Однако, чаще всего используется технология плавления дугой, поэтому далее речь пойдет именно про этот вид получения неразъемных соединений.
Технологические приемы, позволяющие снизить деформации при дуговой сварке
Первое, что приходит на ум каждому сварщику–любителю – это организация теплотвода, позволяющая несущественно, но снизить поводки стальных узлов. В качестве теплоотвода обычно применяют медные подкладки и другие приспособления. Есть более дешевый способ, такой как наложение влажного асбеста вблизи сварочного шва.
Техника выполнения работ также играет существенную роль. Для компенсации напряжений применяют сварку в шахматном порядке или путем поочередного плавления диаметрально противоположных участков соединения. Что имеется ввиду хорошо видно на примере сварной двутавровой балки, изображенной на рис.1. Цифрами обозначена последовательность проведения работ.
Сварка по принципу «обратной ступени» предполагает разделение линии соединения на небольшие участки с дальнейшей их сваркой в предложенном на рис. 2 порядке. Такой способ позволяет получить минимальные деформации, так как выполняется одновременно два принципа, позволяющих достигнуть такого результата, это:
- Короткий шов;
- Последовательность его наложения, позволяющая скомпенсировать коробления.
Если узел имеет свободные допуски, можно применить метод обратной деформации. В таком случае лист выгибается на величину сварочной деформации (которая может быть установлена опытным путем) в направлении обратном направлению ее действия.
Еще один простой способ уменьшить поводки металла – поставить прихватки перед тем, как начать сварку сплошным швом, используя при этом один из способов, указанных выше по тексту; или заневолить деталь с помощью оснастки.
Минимизировать деформации поможет:
- сопутствующий местный подогрев изделия горелками или предварительный — в электропечи
- Послесварочная термообработка
- Или же проковка в горячем и остывшем состоянии
- Рихтовка изделий в холодном состоянии
- Практически полностью снимает внутренние сварочные напряжения высокий отпуск при Т=550 -560 оС
Очевидно, что любой высокотемпературный нагрев на воздухе приводит к изменениям размеров и формы изделия. Степень изменений может быть заметна невооруженным глазом или же при проведении контроля с помощью различных инструментов: штангенциркуль позволит измерить линейные размеры, индикатор на стойке поможет проконтролировать биения. Полностью избавиться от деформаций невозможно. Однако, есть еще способы значительно их уменьшить или же вообще от них избавиться после окончательной механической обработки путем:
- Выбора оптимальной конструкции изделия;
- Организации достаточных для полного удаления поводок припусков.
Похожее
svarka-master.ru
Типичные ошибки начинающих сварщиков
Итак, если Вы новичок в сварке и благодаря ТД «Дока» только что приобрели отличный сварочный аппарат инверторного типа и замечательную маску «хамелеон», тогда это статья для Вас.
Прежде чем приступать к выполнению сварочных работ, хотелось бы поговорить о правилах безопасности при работе со сварочным оборудованием. Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Далее Вам определенно потребуется качественные перчатки сварщика (краги) и одежда из негорючего материала. Многие пытаются варить в хозяйственных (садовых) перчатках и иногда даже в одежде без рукавов. Поверьте – ожоги от брызг сварки весьма болезненны и заживают очень долго. Также обязательно застегивайтесь на все пуговицы и одевайте качественную обувь. Особенно памятные случаи были с залетанием раскаленного металла и шлака за шиворот и в сапоги с заправленными в них штанами. Крики, танцы, чудеса ловкости начинающих сварщиков.
Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Электроды обязательно должны быть просушены, при необходимости прокалены. Вам как новичку и так возможно будет непросто разжигать сварочную дугу, делать это непрокаленными электродами в разы труднее. Режимы (температура и время) прокалки указываются на упаковке электродов. В нашем магазине найдется все для сварки, поэтому если Вы решите купить печь или пенал для прокалки электродов то мы будем рады Вам помочь в выборе.
Маска «хамелеон» должна быть настроена под конкретный вид работы и величину сварочного тока. Обязательно внимательно прочтите паспорт или инструкцию по эксплуатации к сварочной маске. Не начинайте сварку, не убедившись в том, что светофильтр исправен. Некоторые забывают перевести его из положения Grind (зачистка) - получают приличного «зайца».
Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Для новичков желательно начинать варить с рутиловых электродов типа МР3-С.
Не рекомендую использовать электроды УОНИ или дедовские запасы «лохматых годов», на первый раз возьмите свежие МР3-С или АНО-21.
Не стоит сразу пытаться варить изделие: бак для бани, либо ставить забор и т.д., несмотря на то, что это в общем-то не очень и трудно. Помните, что главным оружием солдата-новобранца является лопата, а начинающего сварщика - угловая шлифовальная машинка, она же «болгарка». Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».
Желательно для первых тренировок найти толстую пластину металла достаточного размера. Зачистите болгаркой до металлического блеска поверхность металла и наложите пробный валик в нижнем положении углом вперед без колебаний электрода слева направо если вы правша и справа налево если левша.
Поэкспериментируйте с величиной сварочного тока и манипуляциями электродом.
Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Клемму заземления или «массу» старайтесь крепить как можно ближе к месту сварки. Электрод зажимайте в держаке плотно. Следите за тем, чтобы огарок был не менее 10 см, не стоит дальше жечь электрод.
Наблюдайте за сварочной ванной. Научитесь отличать металл от шлака. Шлак через сварочную маску, выглядит как темные пятна на солнце.
После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
Зажигайте сварочный электрод либо легким постукиванием, либо «чирком» как спичку.
Если электрод прилип и после того как вы его оторвали, не зажигается, то необходимо потихоньку обломать обмазку руками, так как в таких случаях обычно сгорает стержень электрода. Если вы будете стучать электродом, что есть мочи, то наоборот обмазка отлетит больше, чем надо и останется голый стержень, и снова вероятность залипания увеличится в геометрической прогрессии.
Также рекомендуем поэкспериментировать с крутилкой Arc Force (форсаж дуги) на сварочном аппарате. Она предназначена для регулировки «жесткости дуги». «Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
Следующий этап курса молодого бойца – вертикальные валики.
Прихватываем пластину, например к заборному столбу, и пробуем положить вертикальный шов. Направление сварки снизу вверх. Если электроды рутиловые, то сварка производится в «отрыв», иначе сварочная ванна «потечет».
В принципе если Вы успешно выполнили наплавку в вертикальном положении, то можно потихоньку приступать к «заборостроению». Для начинающих любителей этого будет достаточно, а остальному научитесь «в бою».
Но для особо пытливых можно попрактиковаться в горизонтальных и потолочных положениях.
Конечно, мало у кого сразу получится хорошо наплавить валик в потолочном положении, однако это даст Вам пищу для размышлений как формируется сварной шов, как себя ведет металл при сварке и т.д.
Для успешного «заборостроения» необходимо не только владение сваркой, но правильной подгонкой, подготовкой под сварку.
Учтите что при сварке металл всегда «сжимается», также его ведет в ту сторону, с которой вы варите. Учитывайте поводки и стягивание при сварке, так как это может сильно сказаться на размерах Ваших конструкций. Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце. Если шов длинный, то настоятельно советую варить его от центра к концам короткими швами «в разбежку», в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один отрежь» - в случае сварочных работ актуален как никогда. Это поможет избежать проблем описанных выше.
Если что-то не получается, не отчаивайтесь – обязательно получится позже. Сварка любит терпеливых и настойчивых, учит быть таковыми. В любом случае, ТД «ДОКА» желает Вам удачи!
Копирование контента без указания ссылки на первоисточник ЗАПРЕЩЕНО.
www.tddoka.ru
Как варить тонкий металл
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте тут.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Диаметр электрода, мм | 1,0 мм | 1,6 мм - 2 мм | 2 мм | 2,0 мм - 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте тут.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
stroychik.ru
www.samsvar.ru
Всё что нужно знать о сварке за 3 минуты | ImhoDom.Ru
Для того что бы стать сварщиком вам понадобится: сесть на стул. Сели?
Хорошо, теперь карандашом ( тупой частью или углом телефона ) давите себе на бедро. Надавили? Чувствуете плотное сопротивление? Вот это и есть самое главное чувство в сварке — плавление расплавленного электрода. Его еще называют — держать дугу. Если вы передавите электрод при сварке — прожжете металл ( или электрод проварится к металлу и будет как стрела Чингачкука), не додавите — наплавите кучу на поверхности ( то что называют — насрал, а не приварил). В реальность электрод будет плавится и ваша задача постоянно ( это важно ) держать это чувство в руке.
Куда смотреть в маске? Смотреть на яркую лужицу расплавленного металла ( сварочную ванночку ) — видите на яркой поверхности весело крутятся темные сопли? Это шлак с электрода. Легким движением руки рекомендуется его сбрасывать с поверхности, ибо когда металл застынет с ним вперемежку, вы получите пористый шоколад, а не шов. И еще — сразу примечайте закономерность между величиной пламени ( дуги ) и качеством шва: пышная дуга — электрод далеко от основного металла, маленькая — очень близко — вот–вот проплавите ( отрежете ) металл.Как двигать рукой? Букву Х/Z знаете? А вот так и двигать электрод. Горизонтальный шов — к себе/от себя, вертикальный — снизу вверх, с перерывами на застывание металла. Тут как металл станет темно–вишневого цвета вы снова делаете Х/Z, чуть повременили и снова Х/Z, снизу вверх.
Как держать электрод к поверхности? Тут все просто — чуть наклоняете к себе и чуть меньше — вправо.В заключение курса молодого сварщика хочу сказать — купите альбуцид в аптеке, наловитесь "зайцев" им спасетесь, перчатки — только сварочные, брызги металла в тряпошных застревают и долго палят шкуру свежеиспеченного сварщика, помните — температура плавления металла — 1500 градусов, шлак сбивать молотком только после остывания металла и в очках, не собьете шлак — шов будет ржаветь гораздо быстрей. При сварке металл ведет ( гнется ) будь здоров, посему — варите мелкими шагами, давайте остыть шву и основному металлу, тут надо балансировать на грани светимости шва. А то можно рядом варить. Любите струбцины — фиксируя металл при сварке они не дадут получить вам пропеллер вперемежку с лыжами.
И напрощание — дорога в тысячу ли начинается с первого шага.
ППКС - сперто из соцсетей
imhodom.ru
 Наш форум Ручная дуговая сварка металла Сварка полуавтоматом и сварка аргоном Как выбрать сварочный аппарат Сварка тонкого металла Если прожигается металл во время сварки.Как заварить отверстие Сварка труб Резка металла ручной дуговой сваркой Сварочные маски и светофильтры к ним.Как правильно подобрать Сварочные электроды.Марки и предназначения Симулятор сварки Наш форум Ручная дуговая сварка металла Сварка полуавтоматом и сварка аргоном Как выбрать сварочный аппарат Сварка тонкого металла Если прожигается металл во время сварки.Как заварить отверстие Сварка труб Резка металла ручной дуговой сваркой Сварочные маски и светофильтры к ним.Как правильно подобрать Сварочные электроды.Марки и предназначения Симулятор сварки | Если прожигается металл во время сварки.При сварки тонкого металла,как у начинающих так и у опытных сваршиков,иногда металл прожигается на сквозь.Для сварщиков с опытом в этом нет ничего страшного - прожёг и сразу заплавил,не прерывая дуги.А вот многие начинающие сварщики сталкиваясь с такой проблемой не знают как это исправить.Сразу скажу что в этом виноват большой ток и руки.Если на ручной дуговой сварке убавить ток на минимальный,то не каждый начинающий сварщик вообще сможет зажеч дугу,не говоря уже о том чтобы что-то варить.И всё же нужно это уметь.Совет один,нужно тренироваться.На полуавтомате же всё значительно проще,он прекрастно варит на малых токах. Заваривание отверстия,наплавка металла.А заплавляют отверстие так.Например,посреди сварочного шва вы прожигаете металл.Не специально,просто так получилось.И дальше пытаетесь его заплавить,но отверстие становится всё больше и больше.И в конце концов вы бросаете это дело.А между прочим нет ничего сложного.Отверстие не заплавляется,потому что металл не успевает остывать,стекает вниз и оно становится всё шире.Для начала нужно не много убавить ток.Затем заплавляем таким образом.Например,проходим по левому краю отверстия по самой кромке,накладывая шов.Затем по правому.И так попеременно,пока всё отверстие не будет заплавленно.Пока вы накладываете шов на один край,другой не много остывает.Только металл не должен остывать полностью. В этом случае металл не успевает проплавляться.Затем обязательно нужно отбить шлак,чтобы убедиться в хорошем заплавлении отверстия.Этот способ в основном применяется когда металл расположен горизонтально.А что если прожгли металл на вертикальной плоскости.Здесь уже заплавляется не много по другому.Вы наверное знаете,что вертикальные швы варятся снизу вверх,хотя некоторые утверждают,что тонкий металл необходимо варить сверху вниз.Ну если им так нравится,пусть варят.Так вот,чтобы заплавить (заварить) отверстие на вертикальной плоскости,нужно начинать с самого нижнего края отверстия.Накладываем первый шов вдоль нижнего края,по самой кромке.Затем на него же второй и так далее,пока не заплавиться всё отверстие.Только нужно следить во время сварки за тем,чтобы металл не стекал вниз и не проплавлялся.Для этого нужно давать наплавленному металу не много остыть,то есть варить с гашением дуги или точками.В работе сварщика встречается много разных ситуаций.Пожалуй всех чаще,приходиться варить с зазором.То есть свариваемые детали прилегаю не вплотную.В одних случая это необходимо,в других просто так получилось.На толстом металле наплавлять конечно легче,но этому тоже надо учиться.Бывает что вплотную подогнать не получается и приходится варить с очень большими зазорами.Так что наплавлять металл,там где его нет,нужно уметь. |
www.ruchnayakovka.narod.ru