Технология работ электросваркой. Как варить электросваркой потолочный шов
Как варить потолочный шов электросваркой — Masterstroit
Использование сварочных соединений при сборке металлоконструкций считается самым простым и надежным способом их монтажа не только в промышленности, но и в быту. Понятно, что для освоения приемов электросварки частнику необходимо будет не только пройти курс специального обучения, но и получить определенные практические навыки.
Для тех, кто хотя бы частично владеет этими приемами сварки, мы предлагаем ознакомительную статью, посвященную особенностям формирования потолочного шва, подготовка которого требует от исполнителя особого внимания и аккуратности. И действительно, при сварке шва, например, на потолке гаража, днище автомобиля или в любом другом месте, подготавливаемое соединение находится непосредственно над головой сварщика, чем и объясняется требование особой внимательности к проведению всех рабочих операций. Вследствие этого, перед тем как варить потолочный шов электросваркой желательно ознакомиться с особенностями операций по его формированию в тех или иных условиях.
Особенности техники формирования швов
 Техника формирования швов
Техника формирования швов
Обратите внимание! Сложность подготовки потолочных швов объясняется тем, что во время сварки расплавленный металл за счет собственного веса может стекать вниз, а это создает определенную угрозу исполнителю работ (получение ожога открытых частей тела, в частности). Вот почему опытные специалисты в подобных ситуациях пользуются специальными приемами сварки, обеспечивающими соблюдение требований техники безопасности.
Для понимания всех тонкостей процедур по подготовке потолочных швов, прежде всего, следует ознакомиться с основными требованиями, предъявляемыми к технике выполнения работ подобного класса. В процессе выполнения сварочных операций должны выполняться следующие обязательные условия:
- сварка может производиться только ручным способом;
- для образования соединения применяются так называемые покрытые электроды;
- сваривание должно производиться в режиме «короткой дуги» с использованием электродов не более Ø 4 мм;
- при подготовке шва во избежание растекания металла электрод следует держать слегка отведенным в сторону;
- ширина подготавливаемого шва не должна превышать двойной толщины электрода;
- во избежание образования газов, снижающих качество шва, используемые электроды должны быть совершенно сухими;
- сварка должна вестись по направлению «на себя», что позволяет подбирать оптимальный темп продвижения, а также отслеживать качество образующегося шва;
- для получения прочного и надежного соединения края свариваемых поверхностей или заготовок перед началом работ тщательно зачищаются, а по окончании работ с них обязательно удаляются застывшие остатки сварки.
При работе с заготовками большей толщины (порядка 1 см и более) сварка должна выполняться в несколько проходов. При самом первом проходе используется электрод диаметром не более 3 мм; все последующие операции проводятся электродом Ø 4 мм.

Особо обратим ваше внимание на то, что потолочные швы бывают не только горизонтальными, но и могут иметь определенный уклон, варьируемый в пределах от 10 до 80 градусов (так называемое полупотолочное соединение). В этом случае для формирования наклонного шва может применяться как ручная, так и автоматическая сварка с использованием всё тех же покрытых электродов.
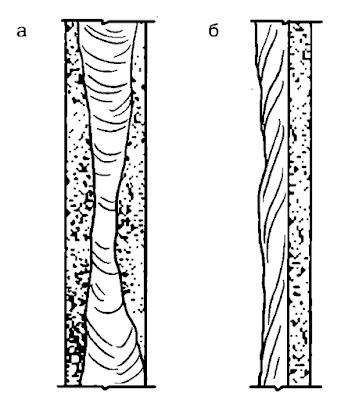
Подготовка соединения встык
 Сварка встык
Сварка встык
Перед тем как заделать потолочные швы с помощью электросварки необходимо иметь хоть какое-то представление о видах сварных соединений, различающихся по способу их образования. Поскольку объем статьи не позволяет исследовать каждый из этих видов, то мы ограничимся рассмотрением самого простого из них, а именно – так называемого соединения «встык».
Указанное соединение сваривается, как правило, за несколько проходов, реализуемых в такой последовательности:
- Сначала формируется так называемый корневой валик или корень шва. При потолочной сварке он выполняется с помощью электрода Ø 3 мм, который ведется вдоль шва известным способом, называемым «лестница». Величина выставляемого на сварочном аппарате тока выбирается при этом в диапазоне между минимальным и средним значениями (речь идет о величинах, заложенных в технических характеристиках самого агрегата).
- Второй и третий проходы выполняются электродами Ø 3‒4 мм. Сила тока при этом выбирается средней или ближе к максимальной. С целью недопущения образования «горбатостей» сварка ведется с задержкой на краях валика с проходом по кромке заготовки и дальнейшим переходом к следующей кромке по методу «лестница».
- Все последующие слои валика формируются в виде наплавки (без каких-либо отклонений от линии сварки).
- Лицевой слой образуемого потолочного соединения должен выглядеть таким образом, чтобы ширина незаполненной разделки не превышала значения 0,5‒2 мм. При необходимости этот слой также может быть выполнен в несколько проходов.
В случае выполнения всех указанных выше предписаний вы сможете получить качественное и надежное соединение. Более подробно порядок его формирования можно будет изучить на видео, прикладываемом к материалам этой статьи.
Безопасность сварочных работ
 Одежда для сварки
Одежда для сварки
Требования к безопасности сварочных работ при оформлении потолочного шва выглядят следующим образом:
- Все работы должны производиться в хорошо просушенном помещении, влажность воздуха в котором не должна превышать указанной в нормативах величины.
- На открытых пространствах не допускается проведение сварочных работ во время снегопада или грозы.
- Сварочные работы должны производиться только в предназначенной для этих целей одежде со специальным защитным покрытием и в маске.
- В ходе работ неиспользуемое оборудование обязательно должно отключаться от электросети.
- Для сварки должны использоваться только хорошо изолированные провода.
masterstroit.info
Электросварка. Как варить электросваркой | Приусадебный участок
Ручная электродуговая сварка
При ручной электродуговой сварке основными параметрами являются: диаметр электрода, сила тока, его род и полярность, напряжение на дуге, скорость перемещения электрода. К дополнительным факторам относятся: положение электрода и шва в пространстве, состав и толщина электродного покрытия, начальная температура свариваемых деталей.Ширина сварного шва зависит от диаметра электрода. Диаметр электрода при сварке горизонтальных швов выбирают, пользуясь следующими, установленными практикой, данными из табл. 3.
Таблица 3. Выбор диаметра электрода для сварки горизонтальных швов в зависимости от толщины металла.
При сварке вертикальных швов не следует пользоваться электродами диаметром более 5 мм, а при сварке потолочных швов — более 4 мм. Электроды диаметром более 6 мм применяют редко. Тип и марку электрода можно выбрать по справочным таблицам в зависимости от марки свариваемого металла и условий сварки. Химический состав металла электрода должен быть одинаковым с химическим составом свариваемого металла или близким к нему.
Силу сварочного тока Iсв (А) можно ориентировочно определить по формуле:Iсв = Kdэл ,где dэл — диаметр электрода, К — опытный коэффициент, равный 40—60 мм для электродов со стержнем из низкоуглеродистой стали и 35—40 мм для электродов со стержнем из высоколегированной стали. Величина сварочного тока зависит также от вида сварочного соединения: нахлесточные и тавровые соединения выполняют повышенным током по сравнению со стыковым. Сварочный ток зависит от марки электрода и может быть определен более точно по справочным таблицам.
Для возбуждения дуги необходимо электродом коснуться поверхности изделия — получается короткое замыкание, затем отвести его на нужное расстояние (2—4 мм), при этом нагретый воздух становится проводником. Существует еще один способ зажигания электрической дуги — так называемое чирканье электродом по металлу, как спичкой, но его нельзя применять в неприспособленных для сварки местах.
Качество сварного шва зависит от длины дуги. Умение поддерживать ее в оптимальном состоянии приходит с опытом, но рекомендуется придерживаться существующего правила: расстояние от электрода до кромки свариваемой поверхности должно составлять 0,5—1,1 диаметра применяемого электрода. Это расстояние между электродом и свариваемыми кромками необходимо поддерживать, поскольку при их касании происходит короткое замыкание, а при слишком большом зазоре дуга гаснет.
Перемещение электрода необходимо для поддержания горения сварочной дуги и получения сварного шва. Сварщик в процессе работы должен делать три движения электродом: непрерывное равномерное вниз по мере расплавления электрода, в направлении сварки и поперек шва. Поперечные колебательные движения конца электрода можно не делать при сварке тонких листов.
Сварку можно производить в направлении слева направо (рис. 1, а), справа налево (рис. 1, б), от себя (рис. 1, в) и к себе (рис. 1, г). Независимо от направления сварки положение электрода должно быть определенным, электрод должен быть наклонен к оси шва так, чтобы металл свариваемого изделия проплавлялся на наибольшую глубину. При сварке на горизонтальной плоскости для получения ровного и плотного шва угол наклона электрода должен быть равен 15° от вертикали в сторону ведения шва.
Рис. 1. Направления сварки:а — слева направо; б — справа налево; в — вверх, или от себя; г — вниз, или к себе.
Скорость сварки выбирают с таким расчетом, чтобы получить сварной шов шириной около полутора диаметров электрода, с хорошим проваром и плавным переходом наплавленного металла к поверхности свариваемого изделия.
Очень важно правильно закончить сварной шов. Нельзя резко обрывать дугу. Следует медленно вести ее до обрыва, при этом расплавленный электродный металл должен заполнять кратер шва.
Виды сварочных швов
Существует три основных вида швов: горизонтальный, вертикальный и потолочный. Вертикальный шов можно делать на спуск и на подъем. Наиболее эффективна сварка на подъем. Она позволяет проварить корень шва и кромок. Недостаток этого способа — грубая поверхность шва.Сварка на спуск легче, но качество провара ниже. Более сложным в исполнении является горизонтальный шов. Для его выполнения делается скос верхней кромки, а нижняя при этом помогает удерживать расплавленный металл в месте сварки. Самым сложным является потолочный шов. При его выполнении сварка должна производиться очень короткой дугой, а оптимальный диаметр электрода — 4 мм. В процессе работы происходят короткие замыкания в месте соприкосновения конца электрода с изделием и расплавленный металл заполняет сварочную ванну изделия.Способы выполнения работ электросваркой
Сварка может выполняться несколькими способами. Самой простой является сварка напроход — от начала до конца шва (рис. 2, а). Обратноступенчатым способом (от середины к концам) делается шов средней длины (рис. 2, б). Для выполнения длинных швов применяется вышеназванный способ (при этом весь шов разбивается на небольшие участки — рис. 2, в), а также сварка вразброс. Способы «горка» (рис. 2, г) или «каскад» (рис. 2, д) используются для соединения конструкций, несущих большую нагрузку. В этом случае вся сварочная зона должна пребывать в горячем состоянии во избежание появления трещин.
Каждый способ сварки осуществляется в определенном режиме. Его параметры делятся на основные (величина и полярность тока, диаметр электрода, скорость сварки, напряжение на дуге) и дополнительные (положение электрода и изделия, состав электрода). В своей совокупности они оказывают большое влияние на весь сварочный процесс.
В любительской практике наиболее распространенный способ сварки — сварка встык. Для усиления стыковых соединений в ответственных конструкциях применяют накладки с одной или двух сторон. Накладки делают в форме вытянутого шести- или восьмиугольника.
Применять накладки прямоугольной формы нецелесообразно, так как по углам возникают большие внутренние напряжения. Накладка должна перекрывать сварной шов не менее чем на 100 мм. При установке накладок с двух сторон их следует брать различной величины, чтобы кромки их не совпадали и одна из них перекрывала другую на 20-30 мм.
При сварке внахлестку величина перекрытия должна быть не менее пятикратной толщины свариваемого металла.
Важно помнить, что некоторые металлы требуют сварки только с использованием постоянного тока прямой полярности, а магний, алюминий и бериллий — переменного.
Чтобы проверить качество шва, удаляют окалину молотком сварщика. У начинающих наиболее часто встречается непровар (не полностью проваренный сварной шов). Если такое случилось, изъян устраняют.
www.radota-motoblok.ru
Как варить потолочный шов электросваркой
Применение сварочных соединений при сборке металлоконструкций считается самым несложным и надежным методом их монтажа не только в индустрии, но и в быту. Ясно, что для освоения приемов электросварки частнику нужно будет не только пройти курс особого обучения, но и взять определенные практические навыки.
Для тех, кто хотя бы частично владеет этими приемами сварки, мы предлагаем ознакомительную статью, посвященную изюминкам формирования потолочного шва, подготовка которого требует от исполнителя особенного внимания и аккуратности. И вправду, при сварке шва, к примеру, на потолке гаража, днище автомобиля либо в любом другом месте, подготавливаемое соединение находится конкретно над головой сварщика, чем и разъясняется требование особенной внимательности к проведению всех рабочих операций. Благодаря этого, перед тем как варить потолочный шов электросваркой нужно ознакомиться с изюминками операций по его формированию в тех либо иных условиях.
Особенности техники формирования швов
Сложность подготовки потолочных швов разъясняется тем, что на протяжении сварки расплавленный металл за счет собственного веса может стекать вниз, а это формирует определенную угрозу исполнителю работ (получение ожога открытых частей тела, в частности). Вот из-за чего умелые эксперты в аналогичных обстановках пользуются особыми приемами сварки, снабжающими соблюдение требований техники безопасности.
Для понимания всех тонкостей процедур по подготовке потолочных швов, в первую очередь, направляться ознакомиться с основными требованиями, предъявляемыми к технике исполнения работ аналогичного класса. В ходе исполнения сварочных операций должны быть выполнены следующие обязательные условия:
- сварка может производиться лишь ручным методом;
- для образования соединения используются так именуемые покрытые электроды;
- сваривание должно производиться в режиме «маленькой дуги» с применением электродов не более O 4 мм;
- при подготовке шва чтобы не было растекания металла электрод направляться держать легко отведенным в сторону;
- ширина подготавливаемого шва не должна быть больше двойной толщины электрода;
- чтобы не было образования газов, снижающих уровень качества шва, применяемые электроды должны быть совсем сухими;
- сварка обязана вестись по направлению «на себя», что разрешает подбирать оптимальный темп продвижения, и отслеживать уровень качества образующегося шва;
- для получения прочного и надежного соединения края свариваемых поверхностей либо заготовок перед тем как приступить к работам шепетильно зачищаются, а по окончании работ с них в обязательном порядке удаляются застывшие остатки сварки.
При работе с заготовками большей толщины (порядка 1 см и более) сварка обязана выполняться в пара проходов. При самом первом проходе употребляется электрод диаметром не более 3 мм; все последующие операции проводятся электродом O 4 мм.
Очень обратим ваше внимание на то, что потолочные швы бывают не только горизонтальными, но и смогут иметь определенный уклон, варьируемый в пределах от 10 до 80 градусов (так именуемое полупотолочное соединение). В этом случае для формирования наклонного шва может использоваться как ручная, так и автоматическая сварка с применением всё тех же покрытых электродов.
Подготовка соединения встык
Перед тем как заделать потолочные швы посредством электросварки нужно иметь хоть какое-то представление о видах сварных соединений, различающихся по методу их образования. Потому, что количество статьи не разрешает изучить любой из этих видов, то мы ограничимся рассмотрением самого несложного из них, в частности – так именуемого соединения «встык».
Указанное соединение сваривается, в большинстве случаев, за пара проходов, реализуемых в таковой последовательности:
- Сперва формируется так называемый корневой валик либо корень шва. При потолочной сварке он выполняется посредством электрода O 3 мм, который ведется вдоль шва известным методом, именуемым «лестница». Величина выставляемого на сварочном аппарате тока выбирается наряду с этим в диапазоне между минимальным и средним значениями (речь заходит о величинах, заложенных в технических чертях самого агрегата).
- Второй и третий проходы выполняются электродами O 3?4 мм. Сила тока наряду с этим выбирается средней либо ближе к большой. С целью недопущения образования «горбатостей» сварка ведется с задержкой на краях валика с проходом по кромке заготовки и предстоящим переходом к следующей кромке по способу «лестница».
- Все последующие слои валика формируются в виде наплавки (без каких-либо отклонений от линии сварки).
- Лицевой слой образуемого потолочного соединения должен смотреться так, дабы ширина незаполненной разделки не превышала значения 0,5?2 мм. При необходимости данный слой кроме этого возможно выполнен в пара проходов.
В случае исполнения всех вышеуказанных предписаний вы сможете взять качественное и надежное соединение. Более детально порядок его формирования возможно будет изучить на видео, прикладываемом к материалам данной статьи.
Безопасность сварочных работ
Требования к безопасности сварочных работ при оформлении потолочного шва выглядят следующим образом:
- Все работы должны производиться в хорошо просушенном помещении, влажность воздуха в котором не должна быть больше упомянутой в нормативах величины.
- На открытых пространствах не допускается проведение сварочных работ на протяжении снегопада либо грозы.
- Сварочные работы должны производиться лишь в предназначенной для этих целей одежде со особым защитным покрытием и в маске.
- В ходе работ неиспользуемое оборудование в обязательном порядке должно отключаться от электросети.
- Для сварки должны употребляться лишь хорошо изолированные провода.
Видео
В этом видеоролике продемонстрирован процесс сварки потолочного шва. Не смотря на то, что комментарии идут на английском языке, то, что продемонстрировано на экране не испытывает недостаток в дополнительном объяснении:
amp.blog-oremonte.ru