Галина Серикова - Сварочные работы. Практический справочник. Напряжения и деформации при сварке
Взаимосвязь деформации и напряжения при сварке
Сварочное напряжение, накапливающееся в металле, присутствует всегда. Без него не обходится ни одна сварка, поскольку металл в той или иной степени испытывает нагрузки. Зачастую напряжение никак не влияет на конечный результат вашей работы, но в ряде случаев его избыток может привести к деформации швов или поверхности самого металла.

В этой статье мы подробно расскажем, от чего зависит величина деформации свариваемого металлического изделия, как предотвратить деформации и напряжения при сварке. Вы также узнаете некоторые особенности, которые необходимо учитывать во время выполнения работ.
Содержание статьи
Общая информация
Наверняка в тестах НАКС вы замечали вопрос «Что из перечисленного вызывает концентрацию напряжения в сварных швах?». На выбор предлагалось три варианта: механические свойства материала, технологические дефекты шва и нагрев при сварке. Именно в этом вопросе и кроется главный ответ, касающийся нашей темы.
Главный «виновник» повышенного напряжения — технологические дефекты шва. Конечно, существуют и другие причины возникновения напряжений и деформаций (например, неправильное очертание швов). Но именно техдефекты являются главной причиной. А никак не нагрев при сварке, как утверждают многие сварщики.
К техническим дефектам относятся шлаковые включения, трещины, не проваренные участки и пузырьки газа, скопившиеся в сварочном соединении. Сварочные деформации образуются в тот момент, когда напряжение достигает своего пика именно в местах технических дефектов. Конечно, нагрев металла играет большую роль в этом процессе, но не является первостепенной причиной проблем.

Также некоторые мастера заметили, что существует еще одна причина возникновения напряжений и деформаций при сварке. Это естественная усадка металла, которая происходит в момент остывания. Металл меняет свое состояние с жидкообразного на твердое, тем самым уменьшается его объем и металл деформируется. Но зачастую эта проблема возникает при неправильном охлаждении.
Некоторые сварщики отмечают, что вероятность деформации металла увеличивается, если конструкция сложная и состоит из большого количества разнообразных швов. Особенно, если при разработке технической документации были допущены ошибки и нагрузка была рассчитана неправильно. Кроме того, при некоторых видах сварки металл нагревается неравномерно, что также способствует его плохой усадке в дальнейшем. Необходимо постараться разогревать металл постепенно и равномерно формировать шов.
Как предотвратить деформации
В нормативных документах четко прописаны меры борьбы со сварочными напряжениями и деформациями. Также неплохие советы обычно дают мастера с многолетним опытом, которые на себе испытали все трудности. Если вы новичок, то перепишите, а лучше выучите следующие рекомендации. Они помогут вам в рядовых и критичных ситуациях.
Если вам предстоит выполнить сварное соединение встык, то необходимо накладывать швы обратноступенчатым или комбинированным методом. При этом всю длину будущего шва нужно поделить на небольшие участки, по 10-20 сантиметров. Эти участки как раз и нужно варить. Не вести непрерывный шов, а варить отдельные участки шва. Сварку нужно вести строго в соответствии с технической документацией.

Благодаря такому методу тепло распространяется более-менее равномерно и даже если в сварном шве есть незначительные дефекты, то в них не будет накапливаться избыточное напряжение. А это значит, что вероятность деформации при сварке уменьшится.
Второй метод более сложный и потребует сноровки. Здесь самое главное — правильно выбрать очередность формирования швов. Допустим, вы выполнили первый шов, и он привел к одному типу деформации, скажем, металл выгнулся в одну сторону. Вам необходимо выполнить второй шов так, чтобы металл деформировался в обратную сторону. Так вы сможете уравновесить противоположные деформации и выровнять деталь. Посмотрите на картинку ниже, чтобы лучше понять суть этого метода.

Третий метод похож на предыдущий, но в нем есть отличия. Перед сваркой нужно учесть, в какую сторону металл деформируется и состыковать детали так, чтобы после остывания деформируемые детали выровнялись под воздействием друг друга. Деформация уменьшается за счет того, что кромки остывают и происходит естественная усадка. Этот метод очень эффективный, но необходимо полностью понимать механизм деформации металла, чтобы предугадать его поведение.
Если вам нужно сварить трубы, то их нужно разделить на отдельные фрагменты и только затем сваривать. После того, как вы соедините все фрагменты можно полученную деталь приварить к главной детали. На картинке ниже показан данный метод.

Жесткое закрепление свариваемых деталей также применяется для уменьшения деформаций. Этот способ находит широкое применение в условиях массового и серийного производства при сварке деталей сложной формы. Детали закрепляют в специальных приспособлениях (кондукторах), в которых производят сварку и вынимают их только после полного охлаждения. Однако при этом способе могут возникнуть внутренние сварочные напряжения и деформации напряжения, для снятия которых сваренный узел подвергают последующей термообработке.
Еще один неочевидный способ избежать деформаций — предварительный прогрев металла в печи. Благодаря такой простой манипуляции вы сможете уменьшить разность температур между сварочной зоной и деталью. Из-за этого высокие температуры при сварке не станут причиной последующих деформаций. Такой метод является обязательной процедурой, если вам нужно сварить чугун, бронзу, алюминий и разные типы стали.
Если сварка уже выполнена, а вы не предприняли никаких мероприятий по предотвращению деформации, то поможет проковка. Вам даже не обязательно ждать, пока металл остынет. В таком случае горячая проковка даже эффективнее, чем холодная. С помощью проковки можно быстро и эффективно избавить деталь от избыточного напряжения, а значит предотвратить его дальнейшую деформацию. Выполняйте проковку равномерно, иначе гарантировано появятся трещины. Чтобы проковка была эффективной, скорость движения молота должна быть высокой.
Для снятия напряжений в сварных соединениях можно применять метод термообработки швов. Это предотвратит вероятность будущих деформаций. К тому же, швы, обработанные термическим методом, приобретают улучшенные эксплуатационные характеристики.
Вместо заключения
Вот и все, что мы хотели рассказать вам о предотвращении деформаций. Не стоит беспокоиться, если вы начинающий сварщик и обнаружили на своих деталях дефекты, появившиеся вследствие избыточного напряжения. Пока у вас самый низкий разряд вы просто должны совершать ошибки и учиться на них. Со временем вы запомните все особенности сварочных работ и будете применять в своей практике находки других опытных мастеров.
К тому же, на крупных производствах всегда проводят тестирование сварных соединений и вы обязательно узнаете о всех недочетах, а значит сможете в следующий раз выполнить работу качественнее. На нашем сайте в разделе «Полезная информация» вы найдете много важных и нужных статей. Обязательно прочтите их и примените на практике полученные знания. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]Лекция № 18 Напряжения и деформации при сварке (понятия, виды, классификация, причины их возникновения, способы борьбы).
Деформацией называется изменение формы и размеров твердого тела под действием усилия. Если форма тела восстанавливается после прекращения действия силы, то деформация является упругой. Если тело не принимает первоначальной формы, то оно получило остаточную, или пластическую деформацию.
Напряжением называется сила, отнесенная к единице поверхности или к единице площади поперечного сечения тела. В зависимости от направления действующих усилий могут возникать напряжения растяжения, сжатия, изгиба, среза и кручения. Напряжение, при котором происходит разрушение, называется пределом усталости. Главной причиной пониженной усталостной прочности сварных соединений является сосредоточение напряжений. Причинами концентрации напряжений являются:
1.Дефекты швов – острый надрез, непровар, трещина и другие, расположенные поперек действия растягивающих напряжений.
2.Неправильные очертания сварного шва, например, швы с большой выпуклостью и неплавным переходом от наплавленного металла к основному.
3.Нерациональная конструкция сварных соединений
Меры борьбы с деформациями
Мероприятия, выполняемые до сварки
Рациональное конструирование сварных изделий. В процессе конструирования необходимо: ограничивать количество наплавленного металла уменьшением катетов швов или угла скоса кромок; не допускать пересечения большого количества швов; не располагать сварные швы там, где действуют максимальные напряжения от внешних нагрузок, и размещать их симметрично; применять преимущественно стыковые швы и т. п.
Правильная сборка деталей с учетом возможных деформаций.
При этом наиболее часто применяют метод обратных деформаций (рис.29). Зная, что шов после охлаждения всегда сокращается в размерах, можно заранее предугадать характер возможных напряжений и деформаций и произвести предварительный выгиб свариваемых деталей и противоположную сторону. Величина обратного выгиба определяется расчетным или опытным путем
При сборке деталей следует избегать прихваток, которые создают жесткое закрепление деталей и способствуют возникновению значительных остаточных напряжений. Лучше, применять сборочные приспособления, допускающие некоторое перемещение деталей при усадке металла.
Рис. 29Обратные деформации и положения элементов изделия после сварки
А – стыковое соединение двух пластин, б- тавровая балка, в – полка таврового соединения
Мероприятия, выполняемые в процессе сварки
Рациональная последовательность наложения сварных швов
Сварные конструкции следует изготовлять так, чтобы замыкающиешвы, создающие жесткий контур, заваривались в последнюю очередь. Сварку нужно вести от середины конструкции к ее краям, как бы сгоняя при этом внутренние напряжения наружу. Каждый последующий шов при многослойной сварке рекомендуется накладыватьв направлении, обратном направлению предыдущего шва.
При сварке полотнищ из отдельных листов (рис.30а) в первую очередь нужно выполнять поперечные швы отдельных поясов, чтобы обеспечить их свободную усадку, а затем сваривать пояса между собой продольными швами. В противном случае возможно образование трещин в местах пересечения поперечных и продольных швов.
При сварке двутавровых балок (рис.30 б) в первую очередь выполняют стыковые соединения стенок и полок, а затем — угловые поясные швы.
При сварке цилиндрических сосудов из нескольких обечаек (рис.30в) сначала выполняют продольные швы обечаек, а затем обечайки сваривают между собой кольцевыми швами. При ручной и механизированной сварке швы большой протяженности рекомендуется накладывать в обратноступенчатом порядке.
Рис. 30 Последовательность наложения швов (1 -8) при сварке:
А – полотнище из отдельных листов, б – двутавровой балки,
В – цилиндрического сосуда
Уравновешивание деформаций. В этом случае (рис.31) швы выполняют в такой последовательности, при которой последующий шов вызывает деформации обратного направления по сравнению с деформациями от предыдущего шва. Этот способ может быть использован при симметричном расположении швов.
Рис.31 Уравновешивание деформации:
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
zdamsam.ru
| Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек - в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации. Сварочные экраны и защитные шторки - в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России! Сварочные деформации и напряжения являются следствием многих причин. Они значительно снижают механическую прочность сварной конструкции. Основными причинами возникновения сварочных деформаций и напряжений являются неравномерное нагревание и охлаждение изделия, литейная усадка наплавленного металла и структурные превращения в металле шва. Неравномерное нагревание и охлаждение вызывают тепловые напряжения и деформации. При сварке происходит местный нагрев небольшого объема металла, который, расширяясь, воздействует на близлежащие менее нагретые слои металла. Напряжения, возникающие при этом, зависят главным образом от температуры нагрева, коэффициента линейного расширения и теплопроводности свариваемого металла. Чем выше температура нагрева, а также чем больше коэффициент линейного расширения и ниже теплопроводность металла, тем большие тепловые напряжения и деформации развиваются в свариваемом шве. Литейная усадка вызывает напряжения в сварном шве в связи с тем, что при охлаждении объем наплавленного металла уменьшается. Вследствие этого в близлежащих слоях металла возникают растягивающие силы. Чем меньше количество расплавленного металла, тем меньшие возникают напряжения и деформации. Структурные превращения вызывают растягивающие и сжимающие напряжения в связи с тем, что они в некоторых случаях сопровождаются изменением объема свариваемого металла. Например, у углеродистых сталей при нагреве происходит образование аустенита из феррита — этот процесс сопровождается уменьшением объема. При больших скоростях охлаждения высокоуглеродистых сталей аустенит образует мартенситную структуру, менее плотную, чем аустенит; этот процесс сопровождается увеличением объема. При сварке низкоуглеродистой стали напряжения, возникающие от структурных превращений, небольшие и практического значения не имеют. Стали, содержащие более 0,35% углерода, и большинство склонных к закалке легированных сталей дают значительные объемные изменения от структурных превращений. Вследствие этого развивающиеся напряжения оказываются достаточными для возникновения трещин в шве. Внутренние напряжения уменьшают прочность сварной конструкции. Кроме того, если сварной шов нагружен внешними силами, то внутренние напряжения, накладываясь на напряжения от внешних сил, снижают запас прочности конструкции, а в некоторых случаях могут вызвать ее разрушение. Для уменьшения внутренних напряжений и деформаций применяют ряд технологических мер и приемов наложения сварных швов. Важное значение имеют правильный выбор конструкции изделия, расположение сварных швов, последовательность их выполнения и режимы сварки. Уменьшения внутренних напряжений достигают следующими мерами. Длинные швы выполняют обратноступенчатым способом на проход (рис. 53, а). Многослойную сварку выполняют каскадным способом или горкой. При этом хорошие результаты дает послойная проковка шва (кроме первого и последнего слоя). Швы накладывают с таким расчетом, чтобы последующий шов вызывал деформации, обратные возникшим от предыдущего шва (рис. 53, б, в). Последовательность выполнения швов должна допускать свободную деформацию элементов конструкций. Например, при сварке настила из нескольких листов следует в первую очередь выполнять швы, соединяющие листы полос, и лишь затем швы, соединяющие эти полосы между собой (рис. 54). Для вязких металлов могут быть рекомендованы способы сварки, значительно снижающие остаточные деформации. Первый способ: элементы свариваемой конструкции закрепляют в сборочно-сварочном приспособлении, в котором изделие собирают, сваривают и оставляют до полного остывания. Второй способ, широко применяемый на практике, заключается в интенсивном отводе теплоты, например, частичным погружением изделия в воду, охлаждением струей воды, применением различных медных подкладок. У сталей, склонных к образованию закалочных структур, резкое охлаждение сварного шва и околошовной зоны вызывает значительные внутренние напряжения и даже появление трещин в наплавленном металле. Для уменьшения разности температур в изделии и обеспечения медленного охлаждения применяют предварительный подогрев изделия. При сварке в условиях низких температур такой подогрев обязателен даже для низкоуглеродистых сталей. Для снятия внутренних напряжений иногда применяют термическую обработку сварных изделий, главным образом отжиг или нормализацию. Отжиг применяют полный или низкотемпературный. Полный отжиг заключается в нагреве изделия до 800 ... 950°С, выдержке при этой температуре и последующем медленном охлаждении вместе с печью. В результате такой обработки пластичность и вязкость наплавленного металла и металла зоны термического влияния возрастают, а твердость металла снижается. При этом в сварном изделии полностью снимаются внутренние напряжения. Низкотемпературный отжиг (или высокий отпуск) заключается в нагреве сварного изделия до 600 ... 650°С, выдержке при этой температуре и последующем охлаждении вместе с печью. Так как температура нагрева ниже критической, структурные изменения в металле не происходят. При меньших температурах нагрева сварочные напряжения снимаются частично. Нормализация заключается в нагреве изделия до температуры на 30... 40° С выше критической, выдержке при этой температуре и охлаждении на воздухе (т. е. с несколько большей скоростью, чем при отжиге). Такая обработка является наилучшей для сварных изделий, так как не только снимает внутренние напряжения, но позволяет получить мелкозернистую структуру металла. Особенно следует рекомендовать нормализацию для сварных изделий из низкоуглеродистых сталей, содержащих углерода менее 0,25%. Для термообработки крупногабаритных сварных изделий применяют мощные термопечи. Процесс сварки сопровождается резко неравномерным нагревом изделия. Зоны металла, прилегающие к сварному шву, нагреваются теплотой дуги, а затем охлаждаются по мере распространения теплоты в массе металла. В результате местного нагрева и последующего охлаждения происходят объемные изменения металла, приводящие я появлению временных и остаточных деформаций и напряжений. Поэтому для понимания процесса их образования необходимо проанализировать влияние нагрева тела на возникновение в нем деформаций и напряжений. Представим себе, что тело составлено из большого количества малых кубических элементов одинаковых размеров. При равномерном повышении температуры тела каждый элемент будет расширяться на одну и ту же величину (пропорциональную повышению температуры) равномерно во всех направлениях. Таким образом, элементы будут оставаться кубиками одинаковых размеров; их можно соединить между собой и получить сплошное тело, при этом никаких напряжений не возникнет. Если, однако, повышение температуры неравномерно, то каждый элементарный кубик стремится расшириться на величину, пропорциональную повышению его температуры. Получающиеся в результате такого нагрева кубики разных размеров нельзя соединить между собой; однако, поскольку тело должно оставаться сплошным, каждый элемент ограничивает свободное расширение соседних элементов, что сопровождается возникновением напряжений. Степень ограничения свободного температурного расширения может быть неодинакова не только у различных кубиков, но и у данного кубика в различных направлениях. В связи с этим неодинаково изменяется длина ребер кубика и искажаются его углы. Другими словами, возникает сложное напряженное состояние как выделенного кубика» так и тела в целом. Если работа материала кубика проходит в упругой области, то после полного остывания он стремится восстановить свои размеры. Это стремление будет реализовано, когда соседние кубики также восстанавливают свои размеры, т.е. если при нагреве материал тела во всем своем объеме работал упруго. В этом случае после полного остывания в теле отсутствуют остаточные напряжения, а форта и размеры тела становятся такими же, как и до нагрева. Если же в процессе нагрева возникнет пластическая деформация металла кубика, то после остывания он стремится изменить свои размеры на величину возникшей при нагреве пластической деформации, которая может быть неодинакова не только у различных кубиков, но и у данного кубика по разным направлениям. Получающиеся в результате пластической деформации кубиков элементы разных размеров также не могут быть соединены без принудительного искажения свои размеров и формы вследствие взаимного влияния. В итоге возникают остаточные деформации и напряжения. Аналогичное состояние металла может быть результатом его фазовых (структурных) изменений. Если при определенной (критической) температуре происходят фазовые превращения металла, связанные с изменением его объема, то те кубики, которые находятся в области, нагреваемой выше критической температуры, изменяют свой объем, в то время как кубики вне указанной области его сохраняют. Таким образом, неравномерный нагрев тела, неоднородная (неодинаковая по объему тела) пластическая деформация и местные фазовые превращения металла вызывают неодинаковые изменения и в связи с этим являются причинами появления напряжений. В общем случае неравномерность распределения температуры в реальных конструкциях при сварке такова, что возникает трехосное напряженное состояние. Иначе говоря, кубики вблизи источника теплоты нагреваются неодинаково по всем трем направлениям и имеют различную степень ограничения тепловому расширению в этих направлениях. Однако в большинстве случаев одни составляющие напряжений настолько незначительны по сравнению с другими, что ими можно пренебречь и следует рассматривать возникающее напряженное состояние как одномерное или двумерное. В частности, рассматривая деформации, возникающие при сварке элементов балочного типа, можно считать, что напряженное состояние является одномерным. В этом случае достаточно проследить за изменением размера элементарных кубиков лишь в одном направлении - по продольной оси балки. Геворкян В.Г. Основы сварочного делаГатовский К.М. Теория сварочных напряжений и деформаций См. также: |
www.autowelding.ru
Галина Серикова - Сварочные работы. Практический справочник
Деформации и напряжения при сварке
Процесс, при котором в результате воздействия силы форма и размер твердого тела изменяют свою форму, называется деформацией. Различаются следующие ее виды:
– упругая, при которой тело восстанавливает исходную форму, как только действие силы прекращается. Такая деформация, как правило, бывает незначительной, например для низкоуглеродистых сталей она составляет не более 0,2 %.
– остаточная (пластическая), возникающая в том случае, если тело после устранения воздействия не возвращается в первоначальное состояние. Этот вид деформации характерен для пластичных тел, а также отмечается при приложении к телу очень значительной силы. Для пластической деформации нагретого металла, в отличие от холодного, требуется меньше нагрузки.
Степень деформации зависит от величины приложенной силы, т. е. между ними прослеживается прямо пропорциональная зависимость: чем больше сила, тем сильнее деформация.
Силы, которые действуют на изделие, делятся на:
– внешние, к которым относятся собственно вес изделия, давление газа на стенки сосуда и пр. Такие нагрузки могут быть статическими (не изменяющимися по величине и направлению), динамическими (переменными) или ударными;
– внутренние, возникающие в результате изменения структуры металла, которое возможно под воздействием внешней нагрузки или, например, сварки и др. Рассчитывая прочность изделия, внутреннюю силу обычно называют усилием.
Величину усилия характеризует и напряжение, которое возникает в теле в результате этого усилия. Таким образом, между напряжением и деформацией имеется тесная связь.
Относительно сечения металла действующие на него силы могут иметь разное направление. В соответствии с этим возникает напряжение растяжения, сжатия, кручения, среза или изгиба (рис. 3).
Рис. 3. Виды напряжения, изменяющие форму металла и сплава (стрелки указывают направление уравновешивающих сил): а – растяжение; б – сжатие; в – кручение; г – срез; д – изгиб
Появление деформации в сварных конструкциях объясняется возникновением внутренних напряжений, причины которых могут быть разными и подразделяются на две группы.К первой относятся неизбежные причины, которые обязательно возникают в ходе обработки изделия. При сварке это:
1. Кристаллизационная усадка наплавленного металла. Когда он переходит из жидкого состояния в твердое, его плотность возрастает, поэтому изменяется и его объем (это и называется усадкой), например уменьшение объема олова в таком случае может достигать 26 %. Данный процесс сопровождается растягивающими напряжениями, которые развиваются в соседних участках и влекут за собой соответствующие им напряжения и деформации. Усадка измеряется в процентах от первоначального линейного размера, а каждый металл или сплав имеет собственные показатели (табл. 1).
Таблица 1. ЛИНЕЙНАЯ УСАДКА НЕКОТОРЫХ МЕТАЛЛОВ И СПЛАВОВНапряжения, причиной которых является усадка, увеличиваются до тех пор, пока не наступает момент перехода упругих деформаций в пластические. При низкой пластичности металла на наиболее слабом участке может образоваться трещина. Чаще всего таким местом бывает околошовная зона.
При сварке наблюдаются два вида усадки, которые вызывают соответствующие деформации:
а) продольная (рис. 4), которая приводит к уменьшению длины листов при выполнении продольных швов. При несовпадении центров тяжести поперечного сечения шва и сечения свариваемой детали усадка вызывает ее коробление;
Рис. 4. Продольная усадка и деформации при различном расположении шва по отношению к центру тяжести сечения элемента: а – при симметричном; б, в – при несимметричном; 1 – график напряжений; 2 – шов; ΔL – деформация; b – ширина зоны нагрева; напряжение сжатия; + – напряжение растяжения; г – при несимметричном; 2 – шовб) поперечная (рис. 5), следствием которой всегда является коробление листов в сторону более значительного объема наплавленного металла, т. е. листы коробятся вверх, в направлении утолщения шва. Фиксация детали воспрепятствует деформации от усадки, но станет причиной возникновения напряжений в закрепленных участках.Рис. 5. Поперечная усадка и деформации: а – деформации до и после сварки; б – график распределения напряжения (О – центр тяжести поперечного сечения шва; напряжение сжатия; + – напряжение растяжения)Величина деформаций при сварке зависит, во-первых, от размера зоны нагрева: чем больший объем металла подвергается нагреванию, тем значительнее деформации. Следует отметить, что для различных видов сварки характерны разные по размеру зоны нагрева и деформации, в частности при газовой сварке кислородно-ацетиленовым пламенем она больше, чем при дуговой сварке.Во-вторых, имеют значение размер и положение сварного шва. Величина деформации тем существеннее, чем длиннее шов и больше его сечение, определенную роль играют также несимметричность шва и главной оси сечения свариваемого изделия.
В-третьих, если деталь сложна по своей форме, то швов на ней бывает больше, поэтому можно предположить, что напряжения и деформация обязательно проявятся.
2. Неравномерный нагрев свариваемых частей или деталей. Как известно, при нагревании тела расширяются, а при охлаждении – сужаются. При сварке используется сосредоточенный источник тепла, например сварочная дуга или сварочное пламя, который с определенной скоростью перемещается вдоль шва и поэтому неравномерно нагревает его. Если свободному расширению или сокращению мешают какие-либо препятствия, то в изделии развиваются внутренние напряжения. Более холодные соседние участки и становятся такой помехой, поскольку их расширение выражено в меньшей степени, чем у нагретых участков. Поскольку термические напряжения, ставшие следствием неравномерного нагревания, развиваются без внешнего воздействия, то они называются внутренними, или собственными. Наиболее важными являются те из них, которые возникают при охлаждении изделия, причем напряжения, действующие вдоль шва, менее опасны, поскольку не меняют прочности сварного соединения, в отличие от напряжений, перпендикулярных шву, которые приводят к образованию трещин в околошовной зоне;
3. Структурные трансформации, которые развиваются в околошовной зоне или металле шва. В процессе нагревания и охлаждения металла размер и расположение зерен относительно друг друга изменяются, что отражается на объеме металла и становится причиной возникновения внутренних напряжений со всеми вытекающими последствиями, представленными в первом пункте. В наибольшей степени этому подвержены легированные и высокоуглеродистые стали, предрасположенные к закалке; низкоуглеродистые – в меньшей. В последнем случае при изготовлении сварных конструкций это явление может не приниматься в расчет.
Вторую группу составляют сопутствующие причины, которые можно предупредить или устранить. К ним относятся:
– ошибочные конструктивные решения сварных швов, например небольшое расстояние между соседними швами, слишком частое пересечение сварных швов, ошибки в выборе типа соединения и др.;
– несоблюдение техники и технологии сварки, в частности плохая подготовка кромок металла, нарушение режима сварки, использование несоответствующего электрода и др.;
– низкая квалификация исполнителя.
Величина деформаций при сварке во многом определяется теплопроводностью металла. Между ними существует прямо пропорциональная зависимость: чем выше теплопроводность, тем более равномерно распространяется поток тепла по сечению металла, тем менее значительными будут деформации. Например, при сварке нержавеющей стали как менее теплопроводной возникают большие деформации, чем при сварке низкоуглеродистых сталей.
Напряжения и деформации, которые имеют место исключительно в ходе сварки, а по ее окончании исчезают, называются временными; а если они сохраняются после охлаждения шва – остаточными. Практическое значение последних особенно велико, поскольку они могут сказываться на работе детали, изделия, всей конструкции. Если деформации носят локальный характер (например, на отдельных участках появляются выпучины, волнистость и др.), то они называются местными; если в результате деформации терпят изменения геометрические оси и размеры изделия или конструкции в целом – общими.
Кроме того, деформации могут возникать как в плоскости изделия, так и вне ее (рис. 6).
www.profilib.net
Напряжения и деформации при сварке
Напряжения и деформации при сварке
Напряжения и деформации при сварке подробно рассмотрены в специальнойлитературе (труды Г. А. Николаева, Н. О. Окерблома, В. А. Винокурова идр.). Ниже приведены лишь общие положения и некоторые данные по этимвопросам.
В результате местного (неравномерного) нагрева металла, обусловленноговоздействием концентрированного источника теплоты, в сварной конструкциивозникают временные и остаточные сварочные напряжения. Временныесварочные напряжения наблюдаются только в определенный момент сварки впроцессе изменения температуры. Напряжения, существующие после окончаниясварки конструкции и полного ее остывания, называют остаточнымисварочными напряжениями или сварочными напряжениями. Они возникают врезультате затруднений расширения и сжатия металла при его нагреве иостывании. Затрудненность расширения и сжатия металла обусловлена тем,что нагретый участок со всех сторон окружен холодным металлом, размерыкоторого не претерпевают никаких изменений. Реактивные остаточныенапряжения возникают в связи с дополнительным закреплением свариваемыхдеталей (в приспособлении, при жестком закреплении и т. п.), такжепрепятствующим нормальному протеканию процессов расширения и сжатия.Реактивные напряжения характеризуются неуравновешенной эпюройнапряжений.
Структурные напряжения возникают в конструкции вследствие структурныхпревращений участков металла околошовной зоны, нагретых в процессесварки до температуры выше критических точек. Значительные по величинеструктурные напряжения возникают при сварке закаливающихся сталей, приохлаждении которых после сварки в околошовной зоне образуютсямартенсит-ные, имеющие наибольший удельный объем структуры.
Различают сварочные напряжения трех родов. В сварных конструкциях изнизкоуглеродистых и низколегированных сталей в основном развиваютсясварочные напряжения первого рода. Они действуют и уравновешиваются взначительных, соизмеримых с размерами конструкции или отдельных еедеталей, объемах. При определенных условиях возможно возникновениесварочных напряжений второго и третьего родов — действующих иуравновешивающихся в пределах отдельных зерен металла.
В зависимости от пространственного расположения и взаимодействияразличают сварочные напряжения: линейные или одноосные, действующиетолько по одной оси в одном направлении (рис. 4-14, а), плоскостные илидвухосные, действующие в двух направлениях (рис. 4-14, б), и объемныеили трехосные, действующие в трех направлениях (рис. 4-14, в). Понаправлению действия различают продольные и расположенные поперек осишва линейные сварочные напряжения (рис. 4-15).
Рис. 4-14. Различные виды напряженного состояния; напряжения:
а – линейные; б – плоскостные;
в – объемные сварочные
Рис. 4-15. Продольные (1) и поперечные (2) напряжения в сварномсоединении
Практика эксплуатации сварных конструкций показывает, что в большинствеслучаев сварочные напряжения не снижают несущей способности конструкций.По вопросу о влиянии, оказываемом сварочными напряжениями наработоспособность сварной конструкции, нет единого мнения. Большинствоисследователей приходит к выводу о том, что линейные сварочныенапряжения не снижают прочности сварных конструкций ни при одном извидов нагрузок (статической, вибрационной, ударной), если металл, изкоторого изготовлена конструкция, в процессе ее эксплуатации находится впластическом состоянии. Однако, если металл находится в хрупкомсостоянии, т. е. не способен к пластическому деформированию, наличиедаже линейных сварочных напряжений может привести к снижению несущейспособности конструкции.
Даже такой пластичный металл, как низкоуглеродистая сталь, приопределенных условиях (низкая температура, резкая концентрациянапряжений, наличие дефектов) может находиться в хрупком состоянии.Недостаточно ясно также влияние на прочность конструкции сварочныхнапряжений с плоскостным и объемным характером распределения.Большинство исследователей считают, что и при этом не происходитснижения прочности конструкции при статической (в чистом виде) нагрузкеи пластичном состоянии металла.
Технологию сварки и сборки конструкции следует разрабатывать с учетомобеспечения минимальной величины сварочных напряжений, и там, где этодиктуется условиями работы конструкции, предусматривать снятие этихнапряжений. При этом следует учитывать, что снятие сварочных напряжений— весьма трудоемкая и сложная операция, и к ней следует прибегать толькопри действительной, технически обоснованной необходимости. Если значениясваролных напряжений достигнут предела текучести металла, они вызовутего пластическую деформацию, а следовательно, и изменения размеров иформы свариваемой конструкции, т. е. ее деформацию (коробление).
Возникающие при сварке деформации разделяют на временные, существующиетолько во время сварки конструкции, и остаточные, остающиеся послезавершения сварки и остывания конструкции. Важное значение для практикиимеют остаточные сварочные деформации. В зависимости от характера, формыи размеров свариваемых деталей различают деформацию в плоскости идеформацию из плоскости соединяемых элементов. Деформация в плоскостипроявляется в изменении (уменьшении) размеров конструкции, с чемнеобходимо считаться при заготовке деталей и сборке под сварку,предусматривая припуск на изменение размеров.
Рис. 4-16. Угловая деформация при сварке стыкового соединения
Деформация из плоскости (угловая деформация) проявляется в образованиивыпучин («хлопунов»), местном изгибе листов (рис. 4-16), в такназываемом грибовидном изгибе пояса при сварке элементов тавровых идвутавровых сечений (рис. 4-17), а также в других изменениях формыизделий. Величина и характер остаточных деформаций в значительнойстепени определяются толщиной и свойствами основного металла, режимомсварки, последовательностью наложения швов, конструктивными формамисвариваемых деталей и формой шва. При увеличении толщины свариваемогометалла деформации снижаются, что связано с большей жесткостьюконструкции.
Рис. 4-17. Угловая деформация (грибовидность) при сварке тавровогосоединения
Существенное влияние на величину деформации оказывает значениекоэффициента линейного расширения металла. При повышении коэффициенталинейного расширения величина остаточных деформаций увеличивается,например при сварке конструкций из высоколегированных нержавеющихсталей, что значительно затрудняет сварку металлоконструкций и изделийиз этого металла. Опыт эксплуатации показал, что в стальныхконструкциях, в которых не возникают структурные напряжения, вбольшинстве случаев величина и характер остаточных деформаций с течениемвремени почти не изменяется. В конструкциях, изготовленных из сталей,при сварке которых возникают структурные напряжения, размеры и формыэлемента могут изменяться с течением времени.
Изменение размеров и формы сварной конструкции в некоторых случаяхснижает ее работоспособность и портит ее внешний вид. Если остаточныедеформации достигают заметной величины они могут привести кнеисправимому браку. При разработке, технологии сборки и сваркиконструкции следует учитывать необходимость снижения остаточныхде
ukrreferat.com
Деформации и напряжения при сварке - Сварочные работы. Практический справочник - Галина Алексеевна Серикова - rutlib2.com
Деформации и напряжения при сварке
Процесс, при котором в результате воздействия силы форма и размер твердого тела изменяют свою форму, называется деформацией. Различаются следующие ее виды:
– упругая, при которой тело восстанавливает исходную форму, как только действие силы прекращается. Такая деформация, как правило, бывает незначительной, например для низкоуглеродистых сталей она составляет не более 0,2 %.
– остаточная (пластическая), возникающая в том случае, если тело после устранения воздействия не возвращается в первоначальное состояние. Этот вид деформации характерен для пластичных тел, а также отмечается при приложении к телу очень значительной силы. Для пластической деформации нагретого металла, в отличие от холодного, требуется меньше нагрузки.
Степень деформации зависит от величины приложенной силы, т. е. между ними прослеживается прямо пропорциональная зависимость: чем больше сила, тем сильнее деформация.
Силы, которые действуют на изделие, делятся на:
– внешние, к которым относятся собственно вес изделия, давление газа на стенки сосуда и пр. Такие нагрузки могут быть статическими (не изменяющимися по величине и направлению), динамическими (переменными) или ударными;
– внутренние, возникающие в результате изменения структуры металла, которое возможно под воздействием внешней нагрузки или, например, сварки и др. Рассчитывая прочность изделия, внутреннюю силу обычно называют усилием.
Величину усилия характеризует и напряжение, которое возникает в теле в результате этого усилия. Таким образом, между напряжением и деформацией имеется тесная связь.
Относительно сечения металла действующие на него силы могут иметь разное направление. В соответствии с этим возникает напряжение растяжения, сжатия, кручения, среза или изгиба (рис. 3).
Рис. 3. Виды напряжения, изменяющие форму металла и сплава (стрелки указывают направление уравновешивающих сил): а – растяжение; б – сжатие; в – кручение; г – срез; д – изгиб
Появление деформации в сварных конструкциях объясняется возникновением внутренних напряжений, причины которых могут быть разными и подразделяются на две группы.
К первой относятся неизбежные причины, которые обязательно возникают в ходе обработки изделия. При сварке это:
1. Кристаллизационная усадка наплавленного металла. Когда он переходит из жидкого состояния в твердое, его плотность возрастает, поэтому изменяется и его объем (это и называется усадкой), например уменьшение объема олова в таком случае может достигать 26 %. Данный процесс сопровождается растягивающими напряжениями, которые развиваются в соседних участках и влекут за собой соответствующие им напряжения и деформации. Усадка измеряется в процентах от первоначального линейного размера, а каждый металл или сплав имеет собственные показатели (табл. 1).
Таблица 1. ЛИНЕЙНАЯ УСАДКА НЕКОТОРЫХ МЕТАЛЛОВ И СПЛАВОВ
Напряжения, причиной которых является усадка, увеличиваются до тех пор, пока не наступает момент перехода упругих деформаций в пластические. При низкой пластичности металла на наиболее слабом участке может образоваться трещина. Чаще всего таким местом бывает околошовная зона.
При сварке наблюдаются два вида усадки, которые вызывают соответствующие деформации:
а) продольная (рис. 4), которая приводит к уменьшению длины листов при выполнении продольных швов. При несовпадении центров тяжести поперечного сечения шва и сечения свариваемой детали усадка вызывает ее коробление;
Рис. 4. Продольная усадка и деформации при различном расположении шва по отношению к центру тяжести сечения элемента: а – при симметричном; б, в – при несимметричном; 1 – график напряжений; 2 – шов; ΔL – деформация; b – ширина зоны нагрева; напряжение сжатия; + – напряжение растяжения; г – при несимметричном; 2 – шов
б) поперечная (рис. 5), следствием которой всегда является коробление листов в сторону более значительного объема наплавленного металла, т. е. листы коробятся вверх, в направлении утолщения шва. Фиксация детали воспрепятствует деформации от усадки, но станет причиной возникновения напряжений в закрепленных участках.
Рис. 5. Поперечная усадка и деформации: а – деформации до и после сварки; б – график распределения напряжения (О – центр тяжести поперечного сечения шва; напряжение сжатия; + – напряжение растяжения)
Величина деформаций при сварке зависит, во-первых, от размера зоны нагрева: чем больший объем металла подвергается нагреванию, тем значительнее деформации. Следует отметить, что для различных видов сварки характерны разные по размеру зоны нагрева и деформации, в частности при газовой сварке кислородно-ацетиленовым пламенем она больше, чем при дуговой сварке.
Во-вторых, имеют значение размер и положение сварного шва. Величина деформации тем существеннее, чем длиннее шов и больше его сечение, определенную роль играют также несимметричность шва и главной оси сечения свариваемого изделия.
В-третьих, если деталь сложна по своей форме, то швов на ней бывает больше, поэтому можно предположить, что напряжения и деформация обязательно проявятся.
2. Неравномерный нагрев свариваемых частей или деталей. Как известно, при нагревании тела расширяются, а при охлаждении – сужаются. При сварке используется сосредоточенный источник тепла, например сварочная дуга или сварочное пламя, который с определенной скоростью перемещается вдоль шва и поэтому неравномерно нагревает его. Если свободному расширению или сокращению мешают какие-либо препятствия, то в изделии развиваются внутренние напряжения. Более холодные соседние участки и становятся такой помехой, поскольку их расширение выражено в меньшей степени, чем у нагретых участков. Поскольку термические напряжения, ставшие следствием неравномерного нагревания, развиваются без внешнего воздействия, то они называются внутренними, или собственными. Наиболее важными являются те из них, которые возникают при охлаждении изделия, причем напряжения, действующие вдоль шва, менее опасны, поскольку не меняют прочности сварного соединения, в отличие от напряжений, перпендикулярных шву, которые приводят к образованию трещин в околошовной зоне;
3. Структурные трансформации, которые развиваются в околошовной зоне или металле шва. В процессе нагревания и охлаждения металла размер и расположение зерен относительно друг друга изменяются, что отражается на объеме металла и становится причиной возникновения внутренних напряжений со всеми вытекающими последствиями, представленными в первом пункте. В наибольшей степени этому подвержены легированные и высокоуглеродистые стали, предрасположенные к закалке; низкоуглеродистые – в меньшей. В последнем случае при изготовлении сварных конструкций это явление может не приниматься в расчет.
Вторую группу составляют сопутствующие причины, которые можно предупредить или устранить. К ним относятся:
– ошибочные конструктивные решения сварных швов, например небольшое расстояние между соседними швами, слишком частое пересечение сварных швов, ошибки в выборе типа соединения и др.;
– несоблюдение техники и технологии сварки, в частности плохая подготовка кромок металла, нарушение режима сварки, использование несоответствующего электрода и др.;
– низкая квалификация исполнителя.
Величина деформаций при сварке во многом определяется теплопроводностью металла. Между ними существует прямо пропорциональная зависимость: чем выше теплопроводность, тем более равномерно распространяется поток тепла по сечению металла, тем менее значительными будут деформации. Например, при сварке нержавеющей стали как менее теплопроводной возникают большие деформации, чем при сварке низкоуглеродистых сталей.
Напряжения и деформации, которые имеют место исключительно в ходе сварки, а по ее окончании исчезают, называются временными; а если они сохраняются после охлаждения шва – остаточными. Практическое значение последних особенно велико, поскольку они могут сказываться на работе детали, изделия, всей конструкции. Если деформации носят локальный характер (например, на отдельных участках появляются выпучины, волнистость и др.), то они называются местными; если в результате деформации терпят изменения геометрические оси и размеры изделия или конструкции в целом – общими.
Кроме того, деформации могут возникать как в плоскости изделия, так и вне ее (рис. 6).
Рис. 6. Некоторые виды деформации: а – в плоскости сварного соединения; б – вне плоскости сварного соединения; 1 – форма изделия до сварки; 2 – форма изделия после сварки
Для уменьшения деформаций и напряжений при сварке придерживаются следующих конструктивных и технологических рекомендаций:
1. При подборе материала для сварных конструкций руководствуются правилом: использовать такие марки основного металла и электродов, которые либо не имеют склонности к закалке, либо подвержены ей в наименьшей степени и способны давать пластичный металл шва.
2. Избегают закладывать в конструкциях (особенно в ответственных), тем более рассчитанных на работу при ударах или вибрации, многочисленные сварные швы и их пересечения, а также использовать короткие швы замкнутого контура, поскольку в этих зонах, как правило, концентрируются собственные напряжения. Чтобы снизить тепловложения в изделие или конструкцию, оптимальная длина катетов швов должна быть не более 16 мм.
3. Стараются симметрично располагать ребра жесткости в конструкциях и сводят их количество к минимуму. Симметричность необходима и при расположении сварных швов, так как это уравновешивает возникающие деформации (рис. 7), т. е. последующий слой должен вызывать деформации, противоположные тем, которые развились в предыдущем слое.
Рис. 7. Последовательность наложения сварных швов для уравновешивания деформаций
Эффективен и способ обратных деформаций (рис. 8). Перед сваркой в конструкции (как правило, швы в ней должны располагаться с одной стороны относительно оси либо на различных расстояниях от нее) вызывают деформацию, обратную той, что возникнет в ней при сварке.
Рис. 8. Сваривание гнутых профилей как пример применения обратной деформации
4. Ограничивают применение таких способов соединения, как косынки, накладки и др.
5. По возможности отдают предпочтение стыковым швам, для которых концентрация напряжений не столь характерна.
6. Предполагают минимальные зазоры на разных участках сварки.
7. В сопряжениях деталей предусматривают возможность свободной усадки металла шва при охлаждении в отсутствие жестких заделок.
8. Практикуют изготовление конструкций по секциям, чтобы потом сваривать готовые узлы. Если последние имеют сложную конфигурацию, то заготавливают литые и штампованные детали, чтобы снизить неблагоприятное воздействие жестких связей, которые дают сварные швы.
9. Выбирают технологически обоснованную последовательность (рис. 9) выполнения сварных швов, при которой допускается свободная деформация свариваемых деталей. Если, например, требуется соединить листы, то в первую очередь выполняют поперечные швы, в результате чего получают полосы, которые потом сваривают продольными швами. Такая очередность исключает жесткую фиксацию соединяемых частей листов и позволяет им свободно деформироваться при сварке.
Рис. 9. Оптимальная последовательность выполнения сварных швов при сварке листов: а – настила; б – двутавровой балки
Направление ведения сварного шва также имеет значение. Если вести его на проход либо от центра к концам, то в середине шва разовьются поперечные напряжения сжатия; если двигаться от краев к центру, то в середине шва не избежать появления поперечных напряжений растяжения, следствием которых будут трещины в околошовной зоне или самом шве (рис. 10).
Рис. 10. Напряжение в продольном сечении шва при сварке (– – напряжение сжатия; + – напряжение растяжения): а – на проход; б – от концов к центру
10. При соединении частей из металла значительной толщины (более 20–25 мм) применяют многослойную дуговую сварку, выполняя швы горкой или каскадом (рис. 11). Шов горкой накладывается следующим образом: первый слой имеет длину примерно 200–300 мм, второй длиннее первого в 2 раза, третий длиннее второго на 200–300 мм и т. д. Достигнув «горки», сварку продолжают в обе стороны от нее короткими валиками. Такой способ способствует поддержанию участка сварки в нагретом состоянии. В результате тепло распространяется по металлу более равномерно, что снижает напряжения.
Рис. 11. Очередность наложения швов при многослойной дуговой сварке (размеры указаны в миллиметрах): а – горкой; 1 – ось «горки»; 2 – толщина металла; б – каскадом
11. Помогает снизить коробление швов соединяемых конструкций и деталей выполнение швов в обратноступенчатом порядке (рис. 12). Для этого протяженные швы делят на части длиной 150–200 мм и сваривают их, ведя каждый последующий слой в направлении, обратном предыдущему слою, причем стыки следует размещать вразбежку. Причина таких действий заключается в том, что деформации в соседних участках будут противоположно направленными по отношению друг к другу и равномерными, поскольку металл будет прогреваться равномерно.
Рис. 12. Последовательность наложения обратнопоступательного шва
12. Рассчитывают адекватный тепловой режим сварки. Если при работе есть возможность перемещать изделие (деталь) или если основной металл предрасположен к закалке, тогда используют более сильный тепловой режим, благодаря чему объем разогреваемого материала возрастает, а сам он остывает медленнее. В определенных ситуациях (если сварка проводится при пониженной температуре воздуха, металл имеет большую толщину или является сталью, склонной к закалке, и др.) помогают предварительный или сопровождающий подогрев либо околошовной зоны, либо всего изделия. Температура, до которой следует довести металл, зависит от его свойств и составляет 300–400 °C для бронзы, 250-270 °C для алюминия, 500–600 °C для стали, 700–800 °C для чугуна и т. д.
Если сваривают жестко зафиксированные детали или конструкции, тогда применяют менее интенсивный тепловой режим и варят электродами, способными давать пластичный металл шва.
13. Осуществляют отжиг и нормализацию изделия или конструкции после окончания сварки (последнее полностью ликвидирует напряжения). При отжиге температуру стального изделия доводят до 820–930 °C, выдерживают (общее время составляет примерно 30 минут, длительная выдержка нежелательна, поскольку приводит к росту зерен) и постепенно охлаждают (на 50–75 °C в час), доводя температуру до 300 °C. Это дает ряд преимуществ: во-первых, шов приобретает мелкозернистую структуру с улучшенным сцеплением зерен, благодаря которой металл шва и околошовной зоны становится более пластичным, во-вторых, металл шва получается менее твердым, что имеет большое значение для последующей обработки резанием или давлением; в-третьих, это полностью снимает внутренние напряжения в изделии.
Основные отличия нормализации от полного отжига – более высокая скорость охлаждения, для чего температура, до которой нагревают изделие, на 20–30 °C превышает критическую, и то, что выдержка и охлаждение проводятся на воздухе.
14. Избегают планировать в изделиях и конструкциях сварные швы, неудобные для выполнения, например вертикальные, потолочные.
15. Обеспечивают минимальную погонную энергию, достижимую при высокой скорости сварки в сочетании с наименьшими поперечными сечениями швов.
16. Уменьшают число прихваток и их сечения.
17. Проковывают швы в холодном или горячем состоянии, что уменьшает внутренние напряжения и увеличивает прочность конструкции.
© RuTLib.com 2015-2016
rutlib2.com
Напряжения и деформации при сварке
В результате местного (неравномерного) нагрева металла, обусловленного воздействием концентрированного источника теплоты, в сварной конструкции возникают временные и остаточные сварочные напряжения. Временные сварочные напряжения наблюдаются только в определенный момент сварки в процессе изменения температуры. Напряжения, существующие после окончания сварки конструкции и полного ее остывания, называют остаточными сварочными напряжениями или сварочными напряжениями. Они возникают в результате затруднений расширения и сжатия металла при его нагреве и остывании.
Затрудненность расширения и сжатия металла обусловлена тем, что нагретый участок со всех сторон окружен холодным металлом, размеры которого не претерпевают никаких изменений. Реактивные остаточные напряжения возникают в связи с дополнительным закреплением свариваемых деталей (в приспособлении, при жестком закреплении и т. п.), также препятствующим нормальному протеканию процессов расширения и сжатия. Реактивные напряжения характеризуются неуравновешенной эпюрой напряжений.
Структурные напряжения возникают в конструкции вследствие структурных превращений участков металла околошовной зоны, нагретых в процессе сварки до температуры выше критических точек. Значительные по величине структурные напряжения возникают при сварке закаливающихся сталей, при охлаждении которых после сварки в околошовной зоне образуются мартенситные, имеющие наибольший удельный объем структуры.
Различают сварочные напряжения трех родов. В сварных конструкциях из низкоуглеродистых и низколегированных сталей в основном развиваются сварочные напряжения первого рода. Они действуют и уравновешиваются в значительных, соизмеримых с размерами конструкции или отдельных ее деталей, объемах. При определенных условиях возможно возникновение сварочных напряжений второго и третьего родов - действующих и уравновешивающихся в пределах отдельных зерен металла.
В зависимости от пространственного расположения и взаимодействия разл~ чают сварочные напряжения: линейные или одноосные, действующие только по одной оси в одном направлении (рис. 1, а), плоскостные или двухосные, действующие в двух направлениях (рис. 1, б), и объемные или трехосные, действующие в трех направлениях (рис. 1, в). По направлению действия различают продольные и расположенные поперек оси шва линейные сварочные напряжения (рис. 2).
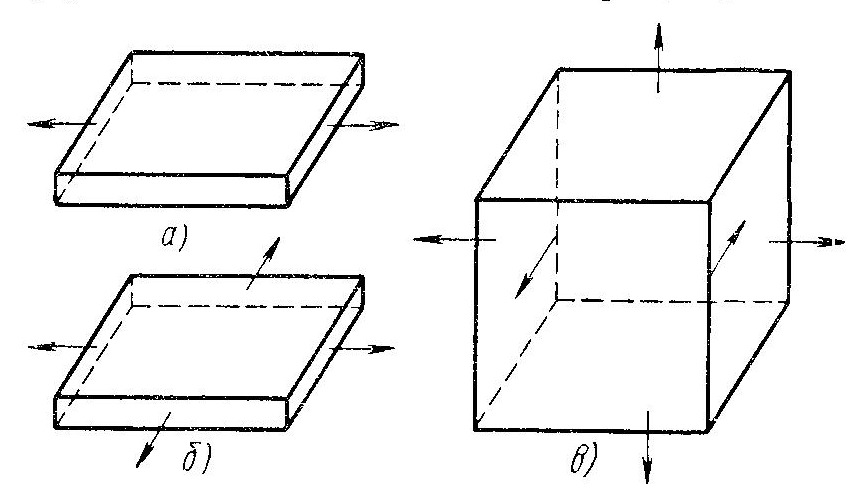
Рис.1. Различные виды напряженного состояния; напряжения: а - линейные; б — плоскостные, в - объемные сварочные
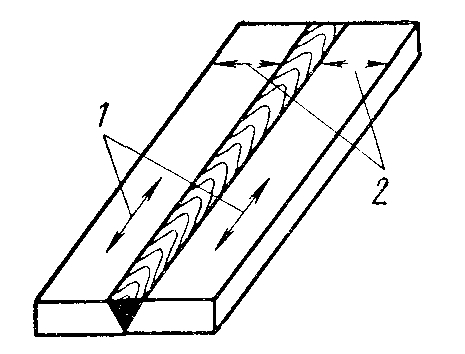
Рис. 2. Продольные (1) и поперечные (2) напряжения в сварном соединении
Практика эксплуатации сварных конструкций показывает, что в большинстве случаев сварочные напряжения не снижают несущей способности конструкций. По вопросу о влиянии, оказываемом сварочными напряжениями на работоспособность сварной конструкции, нет единого мнения. Большинство исследователей приходит к выводу о том, что линейные сварочные напряжения не снижают прочности сварных конструкций ни при одном из видов нагрузок (статической, вибрационной, ударной), если металл, из которого изготовлена конструкция, в процессе ее эксплуатации находится в пластическом состоянии. Однако, если металл находится в хрупком состоянии, т.е. не способен к пластическому деформированию, наличие даже линейных сварочных напряжений может привести к снижению несущей способности конструкции.
Даже такой пластичный металл, как низкоуглеродистая сталь, при определенных условиях (низкая температура, резкая концентрация напряжений, наличие дефектов) может находиться в хрупком состоянии. Недостаточно ясно также влияние на прочность конструкции сварочных напряжений с плоскостным и объемным характером распределения. Большинство исследователей считают, что и при этом не происходит снижения прочности конструкции при статической (в чистом виде) нагрузке и пластичном состоянии металла.
Технологию сварки и сборки конструкции следует разрабатывать с учетом обеспечения минимальной величины сварочных напряжений, и там, где это диктуется условиями работы конструкции, предусматривать снятие этих напряжений. При этом следует учитывать, что снятие сварочных напряжений - весьма трудоемкая и сложная операция, и к ней следует прибегать только при действительной, технически обоснованной необходимости. Если значения сварочных напряжений достигнут предела текучести металла, они вызовут его пластическую деформацию, а следовательно, и изменения размеров и формы свариваемой конструкции, т.е. ее деформацию (коробление).
Возникающие при сварке деформации разделяют на временные, существующие только во время сварки конструкции, и остаточные, остающиеся после завершения сварки и остывания конструкции. Важное значение для практики имеют остаточные сварочные деформации. В зависимости от характера, формы и размеров свариваемых деталей различают деформацию в плоскости и деформацию из плоскости соединяемых элементов. Деформация в плоскости проявляется в изменении (уменьшении) размеров конструкции, с чем необходимо считаться при заготовке деталей и сборке под сварку, предусматривая припуск на изменение размеров.
Деформация из плоскости (угловая деформация) проявляется в образовании выпучин («хлопунов»), местном изгибе листов (рис. 3), в так называемом грибовидном изгибе пояса при сварке элементов тавровых и двутавровых сечений (рис. 4), а также в других изменениях формы изделий. Величина и характер остаточных деформаций в значительной степени определяются толщиной и свойствами основного металла, режимом сварки, последовательностью наложения швов, конструктивными формами свариваемых деталей и формой шва. При увеличении толщины свариваемого металла деформации снижаются, что связано с большей жесткостью конструкции.
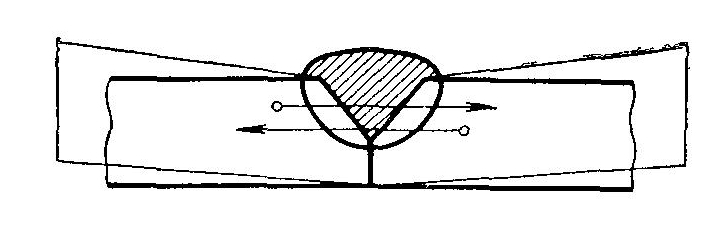
Рис. 3. Угловая деформация при сварке стыкового соединения
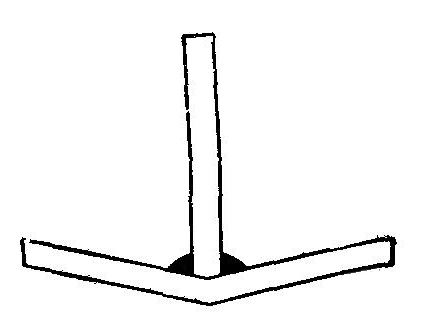
Рис. 4. Угловая деформация (грибовидность) при сварке таврового соединения
Существенное влияние на величину деформации оказывает значение коэффициента линейного расширения металла. При повышении коэффициента линейного расширения величина остаточных деформаций увеличивается, например при сварке конструкций из высоколегированных нержавеющих сталей, что значительно затрудняет сварку металлоконструкций и изделий из этого металла. Опыт эксплуатации показал, что в стальных конструкциях, в которых не возникают структурные напряжения, в большинстве случаев величина и характер остаточных деформаций с течением времени почти не изменяется. В конструкциях, изготовленных из сталей, при сварке которых возникают структурные напряжения, размеры и формы элемента могут изменяться с течением времени.
Изменение размеров и формы сварной конструкции в некоторых случаях снижает ее работоспособность и портит ее внешний вид. Если остаточные деформации достигают заметной величины они могут привести к неисправимому браку. При разработке, технологии сборки и сварки конструкции следует учитывать необходимость снижения остаточных деформаций до величины, при которой они не отражаются на работоспособности и внешнем виде конструкции и не затрудняют сборку отдельных элементов. Если величина остаточных деформаций выходит за допускаемые пределы, следует проводить правку конструкции. Правка конструкции является весьма трудоемкой операцией, требует высокой квалификации рабочих, и ее так же, как и снятие сварочных напряжений, следует проводить только в случае действительной необходимости.
oitsp.ru