







Как сделать роликовые ножницы для резки листового металла своими руками. Ножницы для резки металла
Ручные ножницы для резки металла в России от производителя
Ваше производство нуждается в эффективных и недорогих устройствах для раскроя металлопроката? Обратите внимание на выпускаемые заводом «Долина» ножницы для резки металла. Техника отличается высоким качеством сборки и рассчитана на эксплуатацию в интенсивных режимах с минимальными затратами на техническое обслуживание. Перечень продукции, которую можно купить в компании, не исчерпывается ручными ножницы и включает также прессы, ленточнопильные станки, гвоздильные автоматы, трубогибочные машины и многое другое. Предприятие предоставляет продолжительную гарантию на всю технику.
Ручные ножницы по металлу: конструкция, особенности, применение
Пресс-ножницы применяются для выполнения целого ряда операций:
- резка листового металлопроката;
- пробивание отверстий и пазов в заготовках;
- обработка сортового и фасонного проката.
Предлагаемые Кувандыкским заводом «Долина» ножницы относятся к рычажному типу и являются комбинированными. Оборудование имеет четыре рабочие зоны и способно выполнять несколько операций без необходимости перенастройки и замены инструмента. Ножницы пригодны для резки изделий из металла самого разного типа, включая лист, профиль, арматуру и уголок, а также пробивания пазов и отверстий. Отрезание полос не требует предварительной разметки и может осуществляться под любым углом.
Классические ножницы для резки металла относятся к гильотинному типу и представляют собой станину с неподвижно зафиксированным ножом, к которой крепится ползун с подвижным лезвием. Разрезание листа при работе по металлу осуществляется благодаря смыканию режущих поверхностей, возникающему при давлении на рукоять. Современные модели устройств позволяют минимизировать мускульное усилие, необходимое для разрезания заготовки. Преимущества ручных ножниц по металлу, предлагаемых предприятием:
- высокая эффективность;
- большой ресурс, превышающий 10 лет;
- рентабельность;
- простота обслуживания и ремонта.
Область применения рычажных ножниц по металлу включает строительство, машиностроение и другие отрасли.
Приобретение металлорежущего оборудования
Для того чтобы уточнить цену или купить оборудование в Москве или другом городе, свяжитесь с представительством завода «Долина». Продукцию завода можно приобрести в любом регионе РФ, а также в странах СНГ. Рычажные ножницы для резки металла и прочее оборудование доставляется транспортными компаниями.
Наши возможности не исчерпываются реализацией промышленной техники. Специалисты завода готовы самостоятельно произвести установку и настройку оборудования, требующего подключения к электросети и проведения пусконаладочных работ. Цену и сроки выполнения работ можно узнать в офисе компании.
Полезные статьи:
- Ручные ножницы для резки металла в промышленности и для домашнего пользования
- Принцип действия ручных ножниц для резки металла
- Ручные ножницы для обработки металла: критерии выбора
- Преимущества ручных ножниц для металлообработки
- Все, что необходимо знать о ручных ножницах по металлу
ao-dolina.com
Роликовый нож для листового металла своими руками
Резка металла – один из самых популярных и распространенных способов обработки такого материала. При этом обязательным является использование специальные инструментов, которые предоставляют возможность осуществлять резку листового металла, поскольку сделать это без использования дополнительных приспособлений нереально.
Технология резки состоит в том, что на заготовку из того или иного материала воздействует режущий край инструмента. Острая режущая кромка инструмента движется по поверхности металла, разрезая его. Во время этого процесса срезаемый слой подвергается пластической деформации.
Резка металла в домашних условиях
Резка листового металла
Основными инструментами для резки в домашних условиях являются фрезы, диски, сверла. Использование таких инструментов дает возможность придать детали требуемую форму, отполировать металлическую поверхность, приводя ее к необходимым размерам.
При использовании таких способов на поверхность металла воздействует нож или другой станок. При этом очень важно, чтобы его резец имел более высокую твердость, чем заготовка, иначе никакого резания и не будет происходить.
Самым распространенным способом резки металла в домашней мастерской является механическая резка. Такой способ обработки материала является достаточно экономичным, способен обеспечить очень ровный край заготовки. Единственный его недостаток – обычно можно осуществлять только прямолинейную резку металла.
Роликовые ножи для металла
 Очень часто в современной металлообрабатывающей промышленности для резки листового металла используются роликовые ножи. Работа такого инструмента заключается в работе двух основных его элементах – режущих дисках. Вращаясь в разные стороны, эти ролики-диски вдавливаются в материал, осуществляя его разрезание. За счет трения металла и ножей между собой заготовка продвигается по инструменту.
Очень часто в современной металлообрабатывающей промышленности для резки листового металла используются роликовые ножи. Работа такого инструмента заключается в работе двух основных его элементах – режущих дисках. Вращаясь в разные стороны, эти ролики-диски вдавливаются в материал, осуществляя его разрезание. За счет трения металла и ножей между собой заготовка продвигается по инструменту.
Чаще всего встречаются роликовые ножи по металлу, что состоят из двух роликов. В таком инструменте есть два вращающихся диска – нижний и верхний. Сейчас встречаются такие инструменты трех типов ножей:
- с параллельным положением;
- с одним наклонным;
- с несколькими наклонными.
Первая группа такого инструмента для резки предназначена в основном для разрезания материала на полосы.
Вторая группа – предназначена для нарезания металла на полосы, а также для круглых и кольцевых заготовок.
Третья группа в основном используется для резки кольцевых, круглых и криволинейных заготовок с небольшим радиусом.
Все такие ножи хорошо подходят для быстрого разрезания листового металла. При этом обрезанный край материала не нуждается ни в какой дополнительной обработке.
Самодельные роликовые ножи
Конструкция самодельного роликового ножа
Стоимость даже самых простых моделей роликовых ножей сейчас очень высокая. Поэтому приобретать такой инструмент имеет смысл только в том случае, если такая обработка листового металла будет проводиться очень часто. В противном же случае, для одноразового или периодического использования такая покупка себя не оправдает с материальной точки зрения.
В подобном случае более правильным решением будет попытаться изготовить такой инструмент своими руками.
Конструкций роликовых ножей может быть очень много, поэтому сделать самостоятельно нож не составит особого труда. Но основная часть инструмента – режущие ножи – должны быть изготовлены из самого качественного и прочного сплава, прочность которого превышает разрезаемый материал. В противном случае качество обрезанного края будет очень низким, потребуется его дополнительная обработка.
Обычно даже в заводских моделях роликовых ножей ресурс находится в пределах 25 км листового металла толщиной в 0,5 миллиметра. Если же резать листовой металл с большей толщиной, то и ресурс использования инструмента будет снижаться. Но после этого ролики можно наточить, в результате чего инструмент снова будет готов к работе.
Что же относится к ресурсу использования самодельных роликовых ножей, то он напрямую зависит от качества материала, из которого сделанные режущие части станка.
Из чего можно сделать ножи

Роликовый нож из подшипников
В случае собственноручного изготовления такого инструмента основная проблема – выбрать подходящий материал, который и будет резать металлические заготовки.
Так, в случае необходимости резать не самый прочный листовой металл – алюминий, оцинкованную сталь и тому подобное, неплохим решением будет использовать обычные подшипники, торцы которых необходимо предварительно заточить.
Для врезания таких ножей в металл один из роликов – приводной, нужно установить на ручку, при помощи которой можно прижимать ножи к материалу. После этого останется только тянуть металл, удерживая ручку самодельного станка прижатой к основанию.
Чем большим при этом будет диаметр подшипников, тем большую скорость резания будет иметь такой ручной инструмент.
Таким образом, сейчас можно найти немало конструкций самодельных роликовых ножниц для резки. Самое сложное при этом – найти детали, которые можно будет использовать в качестве ножей. Для более удобного использования станка, сделанного своими руками, его можно будет дополнительно оборудовать направляющими, которые позволят ровно отрезать заготовку.
При этом готовый инструмент, в случае необходимости, можно будет устанавливать на любой металлообрабатывающее оборудование, к примеру, на листогибочный станок.
Обзор и сравнение заводских моделей
| Модель ножа | Trim Cutter 3017 | RNK 098A | для станка LBM |
| Толщина резки, мм | 0,7 | 1 | 0,8 |
| Вес, кг | 1,11 | 7,92 | |
| Габариты, мм | 220*180*260 | 180*150*200 | 460*250*300 |
| Цена, руб | 27163 | 39390 | 21019 |
 Trim Cutter 3017
Trim Cutter 3017  RNK 098A
RNK 098A  для станка LBM
для станка LBM stanokgid.ru
Роликовые ножницы для резки листового металла своими руками
Порезка листового материала на части выполняется с применением различного инструмента. Роликовые ножницы для резки листового металла пользуются популярностью, тенденция объясняется простотой конструкции и высокой производительностью. Устройство применяется в условиях промышленности и небольшой мастерской.
Характеристики ножниц
Целевое назначение роликовых ножей заключается в порезке стального листа толщиной до 1 мм. Они необходимы на участке по выпуску коробов вентиляции, при работе с кровельным металлом, при строительстве забора и обустройстве кровли.

Механизм используется для получения полуфабрикатов под последующую гибку профилей различного назначения. Оборудование устанавливают в автомастерских по ремонту кузова автомобилей. Во вспомогательных производствах готовят заготовки для сборки стеллажей и шкафов.
Ножницы с роликами с успехом заменят ручной вариант или гильотину благодаря ряду преимуществ:
- Компактные габариты и небольшой вес.
- Простое устройство.
- Удобны в использовании.
- Просто настраиваются.
- Подходят для работы с листами из разного материала: алюминия, меди, жести, стали, кровельного железа.
Обработанное изделие получается с чистым резом при отсутствии заусенцев и загибов. Листовой вид металла резать подобным приспособлением легко.
Ножницы можно приобрести в специализированном магазине либо изготовить самостоятельно. Все зависит от выполняемых объемов и экономической составляющей. При норме ежесуточной резки 30–50 метров и более потребуется промышленный образец.
Описание ножниц
Задача по разделению листа металла на части решается за счет разрушения прочностных связей на локальном отрезке.
Силовая часть состоит из двух режущих роликов-дисков с разнонаправленным вращением. Режущие кромки у них лежат в одной плоскости. При вращении ролики вдавливаются в поверхность и происходит резка за счет деформации сдвига. Подача листовой заготовки на инструмент происходит с помощью трения ножей о металл.
Конструкция механизма для резки включает два вращающихся ролика, расположенных один над другим. В зависимости от исполнения режущей части, роликовые ножи различают:
- С одной наклонной кромкой для прямой продольной порезки и вырезания круглых и кольцевых заготовок.
- С параллельным положением ножей, выполняющие резку материала полосами с высоким качеством. Встречаются чаще всего.
- С несколькими наклонными кромками для удобной резки заготовок криволинейной, круглой и кольцевой формы с небольшим радиусом.
Все виды ножниц обеспечивают порезку листового материала с высоким качеством, без необходимости в последующей зачистке обрезанного края.
Для повышения производительности и получения ровного реза корпус с роликовыми ножами устанавливают на стационарный станок.
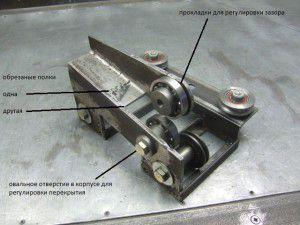
Оборудование для резки включает станину с опорными поверхностями, оснастку для фиксации материала и роликовый нож. Последний содержит корпус из стального сортамента, накладную ручку, режущие ролики, механизм регулировки зазоров в нескольких плоскостях.
Материалом для режущих дисков служит инструментальная сталь.
Завод-изготовитель закладывает ресурс работы в среднем 25 км, чтобы резать листовой метал толщиной 0,5 мм. С увеличением толщины ресурс работы пропорционально снижается. Режущий элемент подлежит переточке, что существенно повышает срок активной эксплуатации.
Как сделать роликовый нож
Покупная модель роликовых ножниц даже самой простой конструкции невыгодна для приобретения в небольшую мастерскую или частное хозяйство. Пользоваться приходится нечасто, а стоит устройство дорого. Оптимальным решением является изготовление ножниц своими руками.

Конструкция механизма может быть различной, но в основе всегда будет режущий нож в форме ролика. Выбранный материал для изготовления ножей определяет производительность устройства и качество реза. Ножи должны быть прочными и надежными, с твердостью поверхности значительно превосходящей твердость разрезаемого материала. Иначе не получится качественный рез, кромки придется дополнительно обрабатывать.
Самодельные роликовые ножи делают из подшипников. Для этого затачивают торцы, чтобы получилась режущая кромка. Приводной ролик крепят на ручке. При работе ею вдавливают нож в заготовку. Нижний ролик устанавливается стационарно. В процессе резки нужно одной рукой прижимать ручку с роликом, а другой тянуть лист металла.
Выбор большего диаметра подшипников увеличит скорость порезки.
Для удобства и точной резки дополнительно устанавливают направляющие.
Регулировка осуществляется с помощью овальных отверстий, набора прокладок и специальных болтов.
При владении приемами металлообработки изготовление устройства для порезки занимает 7–10 дней вместе с настройкой.
Видео по теме: Роликовые ножницы своими руками
promzn.ru
высечные, электрические, просечные по металлу
Металлочерепица – это востребованный кровельный материал, который обеспечивает создание качественного, долговечного и привлекательного покрытия на крыше. Она выпускается довольно большими листами, но обычно во время работы требуется разрезать данные элементы, для чего надо пользоваться качественными инструментами.
Особенности металлочерепицы
Данный материал представлен крупными листами, в основе которых имеется оцинкованная сталь. Сверху на основу наносится полимерное покрытие, обеспечивающее эффективную защиту изделия от ржавчины или разных иных повреждений.
Важно! Полимеры, применяемые для создания верхнего покрытия, имеют низкую температуру плавления, поэтому не допускается для разрезания листов пользоваться болгаркой или иными абразивными инструментами, разрушающими защитный слой, что негативно сказывается на сроке службы и качестве всего покрытия.
Если неграмотно выбрать инструмент, то это может привести к значительным негативным последствиям:
- если используется шлифовальный диск, который двигается с высокой скоростью, то в местах среза будет плавиться полимерное покрытие, поэтому формируются на покрытии места незащищенного полимерами металла;
- если используется абразивный инструмент, то он работает на больших оборотах, поэтому по краям листы металлочерепицы нагреваются до высокой температуры, что негативно сказывается на качестве стали, а также цинковый слой плавится;
- через несколько лет использования материала после некачественного разрезания листов начинается процесс коррозии, приводящий к разрушению структуры металлочерепицы.
Важно! С металлочерепицей допускается работать исключительно холодными способами разрезания, поэтому нельзя пользоваться болгаркой или сваркой.
Какими методами можно разрезать металлочерепицу?
Для этого материала можно пользоваться разными инструментами:
- ножовка для металлических изделий, обладающая доступной стоимостью, но для работы с ней требуется наличие специального верстака, а также добиться ровных срезов можно только при прямой резке;

- ножницы для металлочерепицы считаются идеальным решением, причем они могут быть просечным, высечными или электрическими, а также работать с этими инструментами просто, процесс не занимает много времени, и получаются ровные и качественные срезы;

- дисковая электрическая пила легко справляется с листами металлочерепицы, не повреждая их защитный слой, но выбирать требуется пилу, оснащенную диском, сделанным из твердого сплава с загнутыми назад зубьями, но срезы могут быть рваными и неровными;

- электрический лобзик, позволяющий получить красивую и фигурную резку, но придется потратить на эту работу много времени.

Важно! Наиболее часто выбираются ножницы для резки металлочерепицы, которые легко разрезают металл, обеспечивают хорошее качество результаты и высокую скорость процесса.
Основные виды ножниц
Для разрезания листов металлочерепицы могут выбираться разные виды ножниц. Каждая разновидность имеет свои особенности, устройство и принцип работы. К основным разновидностям относится:
- Высечные ножницы для металлочерепицы. Являются универсальными изделиями, так как с их помощью получаются как качественные ровные срезы, так и красивые фигурные. Длина матрицедержателя в таком инструменте может быть разной, причем от этого параметра зависит, насколько маневренными будут ножницы. Они обладают простым принципом действия, так как в них двигается пуансон, причем каждый его ход сопровождается тем, что на листе вырубается небольшой кусочек. Пользоваться ими можно не только при работе с металлочерепицей, но и при разрезании сварных изделий, труб или профлиста.

- Ножевые. Такие ножницы оснащаются 2 ножами с одним лезвием. Именно между ними необходимо располагать лист материала. Один из этих ножей постоянно перемещается, а второй остается в неподвижном положении, поэтому гарантируется отсутствие отходов. К минусам применения такого вида ножниц относится то, что невозможно получить круглые разрезы, поэтому допускается начинать работу исключительно с определенного края листа.

- Шлицевые. Такие ножницы для резки металла оснащаются специальной открытой режущей головкой, что гарантирует возможность работы с самыми толстыми и прочными листами. При этом обеспечивается действительно высокое качество среза, в котором отсутствуют перекосы или неровности.

Важно! Наиболее востребованными считаются высечные ножницы и стандартные электроножницы.
Особенности использования высечных ножниц
Данный инструмент эффективно применяется для разрезания листов металлочерепицы. По скорости работы он сравним с болгаркой, но при этом не нагревает защитный слой материала, а также с его помощью могут делаться фигурные и необычные срезы. Не оставляются на кромках какие-либо дефекты или заусенцы, поэтому после резки не требуется уделять внимание дополнительной обработке листов.
К плюсам применения высечных ножниц относится:
- небольшие размеры инструмента;
- не повреждается защитный слой, имеющийся на листах металлочерепицы;
- резка может начинаться не только с краев, но и с середины листов;
- процесс реализуется за короткий промежуток времени;
- срезы могут быть не только прямолинейными, но и кривыми;
- во время работы возникает не слишком много стружки, которую легко убирать.
Важно! Высечные ножницы могут отличаться по мощности, поэтому удается подобрать изделие, идеально соответствующее имеющейся толщине листов металлочерепицы.
Существует три крупные разновидности таких ножниц:
- С нижним резом. Удары на лист производятся за счет того, что пуансон двигается вверх. На матрицу воздействует сжимающая нагрузка, поэтому она непременно имеет маятниковую опору. Пуансон обладает округлой формой. К минусам такой разновидности относится низкая стойкость пуансона к разным нагрузкам.

- С верхним резом. Удары наносятся на лист при перемещении пуансона вниз. К плюсам применения такой разновидности ножниц относится то, что высечки, возникающие во время процесса, сразу падают вниз, поэтому листы металлочерепицы не загрязняются и не затормаживается работа. Во время процесса непременно между матрицей и кожухом образуется значительное растяжение, поэтому данные детали должны выполняться из качественных материалов, а иначе инструмент не прослужит слишком долго.

- Насадка на дрель. Такие ножницы считаются наиболее доступными по стоимости, а также применяются исключительно для небольшого объема работы. За счет такой насадки с помощью дрели можно оперативно и ровно разрезать листы металлочерепицы. Такая насадка является универсальной, поэтому прекрасно устанавливается на любую дрель.

Видео по теме:
Важно! Современные модели высечных ножниц имеют электрический двигатель с ходом 7 мм, что гарантирует высокое качество и оперативность работы.
Видео по теме:
Чтобы грамотно выполнить работу с применением высечных ножниц, учитываются рекомендации специалистов:
- чтобы снизить нагрузки на режущий элемент, сами ножницы устанавливаются непосредственно на листы металлочерепицы;
- если требуется сделать трапециевидный срез, то надо правильно подобрать матрицу;
- для удобной резки надо постоянно пользоваться ручкой, которой оснащается любая модель высечных ножниц;
- во время работы именно пуансон наносит удары на лист, что гарантирует вырубку профиля, непременно такое действие приводит к появлению металлической стружки;
- форма пуансона зависит от сечения листа и необходимого результата работы;
- во время работы важно постоянно следить за тем, чтобы матрица была неподвижна и надежно зафиксирована;
- высечки, возникающие при резке, должны проталкиваться в отверстия, имеющиеся в матрице.
Таким образом, электроножницы для резки металлочерепицы считаются идеальным решением. Они обладают многими плюсами и просты в применении.
Видео по теме:
Существует много видов ножниц, которые легко используются для разрезания листов металлочерепицы. Они обеспечивают получение ровного среза, не нарушают целостность защитного покрытия материала, имеют приемлемую стоимость и просты в применении. Начинать работу можно как с краев, так и с середины листа. За счет простоты работы, справиться с этим процессом может даже новичок, получив идеальный результат резки.
Посмотрите еще статьи:
kryshagid.ru
Рубка листового металла. | МеханикИнфо
Рубка листового металла. Пресс-ножницы. Гильотинные ножницы. Вибрационные ножницы. 5.00/5 (100.00%) проголосовало 6

Назначение и виды резки металлов
Прежде чем изготовить отдельные детали определенных размеров, листовой и профильный материалы подвергаются резке.
В котельном производстве применяются три метода резки: механический, автогенный и электрический. Эти методы резки имеют принципиальное различие по влиянию, оказываемому на свойства металла, по своему осуществлению и по экономичности.
При механическом методе разделение металла происходит благодаря действию внешней силы. При автогенном методе — благодаря сгоранию металла в струе кислорода. При электрической резке металл расплавляется в пламени электрической дуги. Как тот, так и другой метод может быть ручным и механизированным. Кроме сказанного выше, механический метод может быть разделен на два вида:
— резка скалыванием;
— резка, осуществляемая чистым резанием (снятие стружки резцом).
В зависимости от профиля разрезаемого материала при резке применяются специальные инструменты, приспособления и станки.
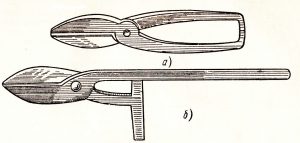
Рис. 1. Ножницы:
а – ручные; б – стуловые.
Резка тонколистового металла ножницами. Резка скалыванием.
Резка скалыванием осуществляется на ручных и стуловых ножницах (рис. 1, а и б), на рычажных (рис. 2), вибрационных, гильотинных, дисковых (рис. 3) ножницах, пресс-ножницах, на специальных отрезных штампах.

Рис. 2. Рычажные ножницы.
Посмотрев на обрезанную часть листа, мы видим три полосы: две из них, которые по краям, будут узкими и блестящими, это следы врезания ножей (а и в), а поверхность посередине будет матовая (б) от скалывания (рис. 4). По линии реза можно наблюдать маленькие трещины и заусенцы. Кроме того, полоса металла толщиной от 2 — 3 мм, от сдавливания ножами по всей линии реза, будет иметь наклеп.
В зависимости от изготавливаемой конструкции, наклеп и трещины необходимо сострогать.

Рис. 3. Дисковые ножницы.
Резка скалыванием происходит следующим образом: разрезаемый материал 2 помещается между двумя ножами 1 и 3 (рис. 5), из которых нижний 3 обыкновенно бывает неподвижным, а верхний 1 — подвижным. Верхний нож 1, опускаясь, давит на металл, прижимая его к нижнему ножу. Оба ножа несколько вдавливаются в металл С врезанием ножей в металл поперечное сечение его уменьшается, появляются вначале мелкие, а затем крупные трещины, и он скалывается.
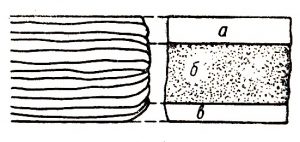
Рис. 4. Схема действия ножей на металл.
Под действием ножей на разрезаемый металл часть его, лежащая на столе, приподнимается и поворачивается вокруг грани нижнего ножа. Для предотвращения этого металл прижимается к столу специальным прижимом. Однако при резке металла между ножом и прижимом стремится изогнуться перпендикулярно плоскости резания. Исходя из этого, расстояние между прижимом и режущей кромкой ножа выбирают такое, чтобы изгиб листа был наименьшим.
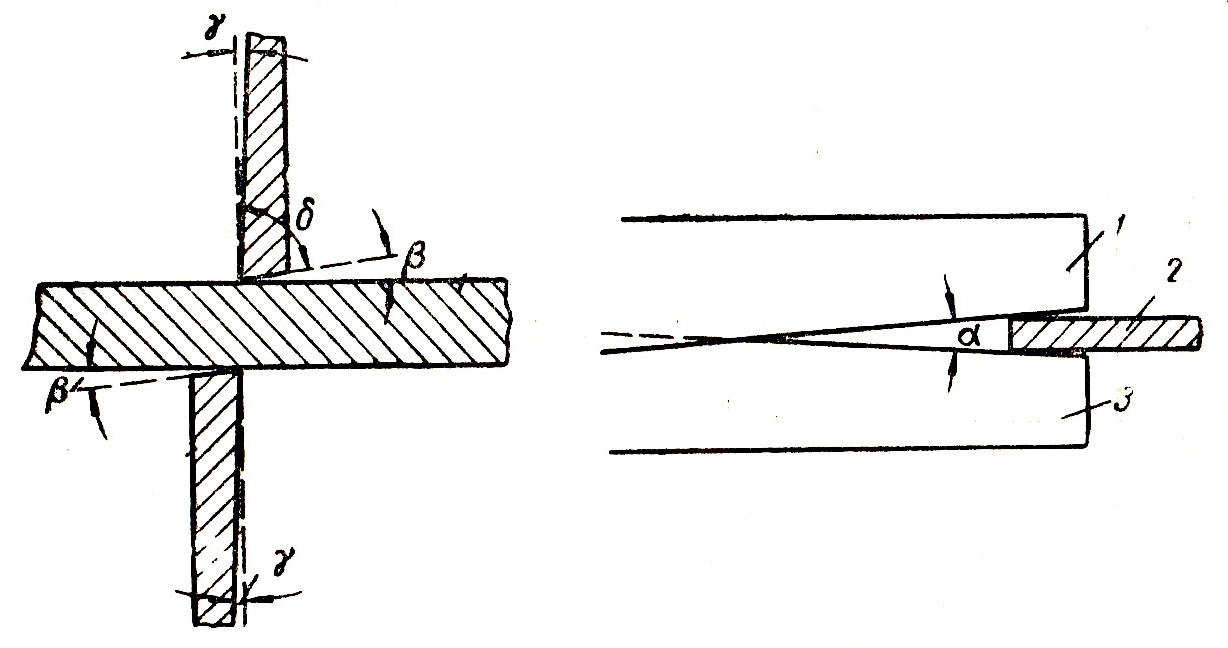
Рис. 5. Схема работы ножей:
α – угол раствора ножей; ẞ – угол заострения ножей; ɣ – угол скоса; δ – угол режущей кромки.
Угол скалывания.
Для резки длинного листа металла за один ход ножа необходимо немалое усилие, которое будет тратиться на врезку ножей в металл и на его скалывание. Чтобы снизить потребляемую мощность на все эти операции, ножи устанавливают под углом друг к другу (рис. 5). Чем больше будет угол α, тем меньше будет усилие нужное для резки. Так, например, если резать одинаковой толщины листы с наклоном ножей (угол наклона 5°) и без, то разница усилий будет значительной:
— усилие с наклоном 8,3 т;
— усилие без наклона (с параллельными ножами) 120 т.
Однако нужно заметить, что из-за большого угла наклона ножей создается усилие, которое выталкивает лист из-под ножей. Из-за чего угол наклона устанавливают в пределах от 6 до 8°.
Для того, чтобы облегчить врезку ножей в металл угол реза δ устанавливают меньше 90°, в пределах от 70 до 85°. Для меньшего трения ножей о разрезаемый металл, скашиваются их передние грани на угол от 2 до 3°. Зазор между ножами зависит от толщины разрезаемого металла и допускается не более 0,5 мм.
Ручные рычажные ножницы. Ручные стуловые ножницы.
Резка листового металла вручную осуществляется на ручных, стуловых и рычажных ножницах. Толщина разрезаемого металла обыкновенно бывает небольшой (2—3 мм), но на рычажных ножницах можно резать до 6—10 мм. Длина режущего ножа достигает 350 мм. Ручные ножницы мало производительны, требуют большой затраты мускульной силы рабочего.
Для резки более толстой листовой стали используют гильотинные ножницы и пресс-ножницы. Их ножи приводятся в действие от электродвигателей.
Пресс ножницы для резки металла.
На пресс-ножницах режутся мелкие детали, а также на них можно распускать листы неограниченной длины толщиной до 32 мм. Ножи длиной до 600 мм располагаются вдоль или поперек оси станины. Недостатками у пресс-ножниц являются низкая чистота реза и малая производительность вследствие многократного передвижения листа во время резки больших деталей. Однако ножницы очень удобны при резке мелких деталей.
Резка гильотинными ножницами.
Высокую чистоту и большую производительность дают гильотинные ножницы. Они состоят из двух, соединенных между собой станин, прикрепленных к рабочему столу. К внутренней кромке стола крепится неподвижный нож, состоящий из отдельных полос, длиной 600—1000 мм.
В пазах станин ходит ползун с присоединенными к нему полосами верхнего ножа. Движение ползуну передается от электродвигателя через коленчатый вал. Для увеличения напора верхнего ножа в рабочем ходе ножницы снабжены тяжелым маховиком, который во время резки расходует большую силу, накопленную при холостом ходе. Разрезаемый лист укладывается на стол ножниц и прижимается к нему прижимами.
Гильотинными ножницами возможна рубка листа толщиной до 40 мм и шириной до 3000 мм. На них можно легко распустить лист на полосы шириной несколько меньшей вылета зева, который у отдельных конструкций ножниц доходит до 600 мм.
Резка металла вибрационными ножницами.
Вибрационные ножницы представляют собой станок с короткими ножами. Число ходов у них достигает 2500 в мин., ход 2—3 мм. Ножницы предназначены для резки деталей криволинейной конфигурации с малыми радиусами (до 15 мм). Конструкция ножниц позволяет производить резку непрерывно.
Дисковые или роликовые ножницы имеют ножи круглой формы, что также позволяет производить резку непрерывно. Ножи вращаются от электродвигателя в противоположных направлениях. Ножницы применяют для резки полос из листа, а также производят резку по криволинейному контуру. Ножницы способны производить рез листа толщиной не более 25 мм. Интересно применение дисковых ножей в комбинации с правильными вальцами. Для этого двухпарные дисковые ножницы соединены с правильными вальцами. Вся установка работает от одного привода. Обе операции — правка и резка продольных кромок листов — проводятся на одном станке одновременно за один проход.
Обрезные штампы применяются для резки узких полос и профильного материала на штучные заготовки.
Резка профильного материала не отличается от резки листового. Ножницы также имеют ножи, один из которых неподвижный, а другой подвижный. Особенностью ножей является их форма (рис. 6), отвечающая профилю разрезаемого материала. Ножницы делят на:
— ручные;
— приводные.
Также, часто встречаются ножницы комбинированного типа для резки профильного и листового материала.
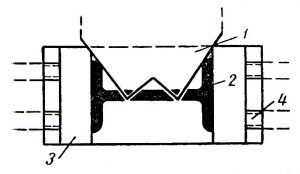
Рис. 6. Формы ножей для резки фасонного металла:
1 – верхний нож; 2 – профильный (разрезаемый) металл; 3 – упоры; 4 – нажимные винты.
В сварных конструкциях для плотного прилегания деталей при сборе и сварке очень часто возникает необходимость делать в профильном материале всякого рода зарубы, закругления, выемки (рис. 7). Для этой цели применяются так называемые зарубочные машины. На этих машинах, кроме указанных работ, можно осуществлять резку профильного материала.
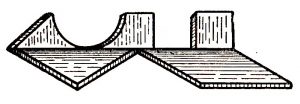
Рис. 7. Формы зарубок на полках уголка.
В частных случаях допускается резка на ножницах по разметке, для этого лист устанавливается до совпадения линии разметки с внутренней плоскостью ножа.
При серийном производстве детали с контуром, ограниченным прямыми линиями, выгоднее резать по упорам. Эти упоры располагаются за подвижным ножом и называются задними. Чаще всего они бывают универсальными, позволяющими настраивать их по заданным размерам деталей. Кроме задних упоров, применяются упоры передние и боковые, устанавливаемые в зависимости от конфигурации детали на столе ножниц.
Дисковые и вибрационные ножницы служат для вырезания детали или заготовки по шаблону. Благодаря упорам и шаблонам при резке плоского или профильного металлопроката можно отказаться от их предварительной разметки.
Для облегчения работы подача листового и профильного материалов к ножницам осуществляется с помощью всякого рода приспособлений: столов из роликовых тележек, рольгангов, столов «гусиные шейки», металлических шаров. Кроме того, некоторые модели ножниц монтируются на поворотном столе, что позволяет значительно сократить операции, связанные с кантовкой громоздких деталей.
Резка скалыванием нашла широкое применение при изготовлении котельных конструкций.
mechanicinfo.ru
Чем резать металлочерепицу — дрель или электроножницы? Выбираем правильный инструмент
Декабрь 26, 2016
Кровельные конструкции современного типа часто поражают собственной сложностью строения, разновидностью геометрических форм. Соответственно для реализации таких проектов требуется специальный инструмент для резки металлочерепицы. Ведь применение обыкновенных инструментов может привести к порче стройматериала. Например, обычный электрический лобзик будет «рвать» волнистые металлические листы, соответственно резка будет некачественной.
Чем режут металлочерепицу?
Рекомендуемые инструменты для резки профильных металлических стройматериалов:
- Высечные ножницы для металлочерепицы
- Диски для резки металлического профиля
- Ножницы электрические
- Прочие специальные насадки
Обычно производитель прилагает к материалу инструкцию с рекомендованными правилами эксплуатации, где указываются инструменты, которые запрещено использовать. Интересует вопрос: можно ли резать металлочерепицу болгаркой?
Компании-производители строго запрещают, и в таких случаях аннулируют гарантии на изделия!

Единственный вариант использования болгарки – это специальный диск для резки металлочерепицы.
Факторы, по которым не рекомендуется использовать болгарку:
- Абразивный круг при резке металла сильно нагревается, из-за чего происходит разрушение исходных характеристик материала, защитной поверхности (расплавляется оцинковка). На участки материала в процессе проведения работ попадают искры, разрушая покрытие, и они становятся очагами образования коррозии.
Ножницы высеченные
Основной режущий металл инструмент – специальные высеченные ножницы. Профиль черепицы часто имеет повороты до 90º, обычными ножницами разрезать такой лист трудно, поэтому рекомендовано использовать специальные ножницы для резки металлочерепицы.
Основные достоинства инструмента
- Ножницы отличаются небольшими параметрами, оснащены удобными ручками.
- Этим инструментом легко разрезать материал по кривой линии, и металл не нагревается.
- Просечные ножницы прекрасно маневрируют в процессе резки материала. Матрицедержатель, которым оснащен инструмент, проворачивается. Чем он длиннее, тем комфортнее с инструментом работать.
- Возможность регулировать угол наклона рукоятки позволяет не допускать ее упора в разрезаемый профильный лист.
- Этот инструмент не оставляет заусенцев.
- Продолжительность резки профлиста таким устройством не дольше, чем резать металлочерепицу пилой электрической.
Важно! Разрезать материал рекомендуется последовательно, осуществлять плавный переход с одного листа на другой. При этом обязательно необходимо обеспечит защиту от попадания стружки прочим листам, дополнительным компонентам конструкции.
Электроножницы с разными насадками
Электроножницы для резки металлочерепицы производятся трех типов: шлицевые, ножевые, вырубные. Каждый тип имеет свои отличительные характеристики
Шлицевые ножницы
Электроножницы для металлочерепицы эффективно справляются с материалом из любого металла, используемым для него покрытием. Режущая головка электрических ножниц предоставляет возможность выполнять идеальные разрезы, не допуская перекосов черепицы.

Преимущества применения шлицевых электроножниц:
- Инструмент очень удобен при выполнении фигурной резки, а лист используемого материала не подвергается деформации.Обрезки, образующиеся в процессе резки, не попадают внутрь, легко убираются с рабочей зоны.
- Электроножницы первоначально выпускались для обустройства вентиляции. Но, вскоре опытные кровельщики нашли им применение при обустройстве крыш зданий из металлических листов.
Использование шлицевых ножниц в строительно-ремонтных работах – это высококачественная резка листового железа.
Ножевые
Чем можно резать металлочерепицу? Прекрасно для этой работы подходят ножевые электроножницы. В инструменте режущим компонентом являются два ножевых лезвия, одно из которых подвижное, другое нет. При выполнении резки листовое железо закладывается меж ними. После выполнения работы отходов абсолютно не остается.
Недостатки такого инструмента
- Резка может осуществляться лишь от кромки материала.
- Нет возможности производить при резке повороты под большим углом.
Вырубные
Вырубными электроножницами можно резать профилированную металлочерепицу, сварные металлические изделия.
Как работает инструментОснована работа такого устройства на вырезании незначительного отрезка за каждый отдельный ход пуансоном.Резать профлисты таким устройством можно с кромки, середины (в данном случае всего лишь необходимо при помощи электродрели просверлить отверстие небольшого диаметра).
Ножницы такого типа благодаря наличию открытой режущей головки делают точные резы, а разрезанный материал не имеет перекосов.
Как резать металлочерепицу?
Электродрель для резки металлических профлистов
Одним из востребованных инструментов строителями является дрель со специальной насадкой для резки – пуансон, матрица. Эти элементы заводятся под разрезаемый материал. Пуансон при запуске электродрели начинает передвигаться, вырубая сверху в профилированном листе полоску.
Важно знать: резка металлочерепицы с применением подобного устройства происходит очень сложно, поэтому для начала необходимо разобраться, как работает данная система, приспособиться к инструменту.
Перед тем, как начать разрезать целые металлические профлисты стоит «набить руку» на обрезках.
Технические характеристики инструмента
- Насадка обеспечивает ширину реза – 3 мм
- Можно разрезать листы из нержавейки, толщина которых составляет 0,8 мм
- Профлисты, выполненные из латуни, листового железа, оцинкованной стали можно резать, если их толщина не превышает 1,5 мм.
- Алюминиевый профнастил может иметь толщину 2 мм.

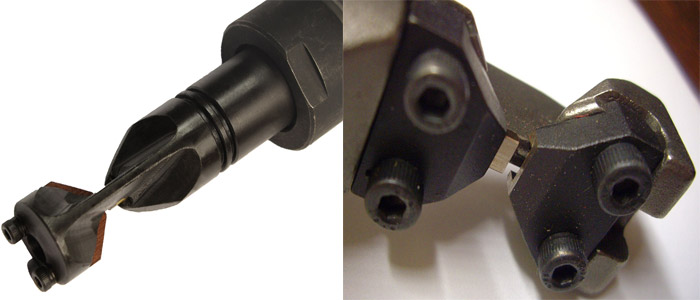
Специальная насадка «Сверчок» для электродрели
Насадка на дрель для резки металлочерепицы «Сверчок» — это вырубные ножницы, выполняющие достаточно ровный срез. Такой механизм можно применять для плоских, профилированных металлических листов, для поликарбоната, пластика.
Максимальна толщина материала, который может разрезать насадка сверчок
- Нержавейка – 0,12 см
- Металл листовой – 0,15 см
- Лист из алюминия, медный – 0,2 см
- Поликарбонат – 0,2 см
Насадка для дрели «Сверчок» позволяет производить работы на вертикальных, горизонтальных поверхностях, выполнять внутренние резы. Для выполнения качественного внутреннего реза в заготовке предварительно просверливается отверстие.
Такой инструмент просто незаменим при монтаже кровельных конструкций из металлочерепицы, профнастила. Его эффективно можно использовать для выполнения художественной резки. При использовании сверчка материал не деформируется, получается ровная линия обреза.
Независимо от того, чем резать металлочерепицу, участки среза всегда обрабатываются специальными противокоррозионными составами или фасадной краской. Также желательно места реза «прятать» под верхние листы. Рекомендуется рассчитывать монтаж кровли таким образом, чтобы меньше резать строительный материал.
stroicod.ru
Высечные ножницы по металлу. Режем металлоцерепицу
 Работа с металлочерепицей многим кажется несложной. Но существует маленький нюанс, который возникает уже в процессе укладки: чем же резать металлочерепицу, чтобы не было дополнительного раскроя материала. Одним из подобных видов инструментов, идеально подходящих для осуществления работы со сложными конструкциями и профилями, являются высечные или вырубные ножницы по металлу.
Работа с металлочерепицей многим кажется несложной. Но существует маленький нюанс, который возникает уже в процессе укладки: чем же резать металлочерепицу, чтобы не было дополнительного раскроя материала. Одним из подобных видов инструментов, идеально подходящих для осуществления работы со сложными конструкциями и профилями, являются высечные или вырубные ножницы по металлу.
Конструктивные особенности высечных ножниц
В зависимости от принципа работы и вида режущих элементов электроножницы классифицируются на несколько видов: ножевые (шлицевые и листовые) и высечные (вырубные). Основное их различие заключается во внутренней и внешней конструкции режущих материалов, а также методе разрезания металлических изделий.
К основным составляющим элементам высечных ножниц относят:
- пробойник (пуансон)– подвижной элемент – размещается в ползуне, который осуществляет возвратные и поступательные движения, подающиеся от кривошипного механизма. Принцип действия инструмента аналогичен работе дырокола: рубка листового металла происходит путем проделывания ножницами небольших пазов под диаметр пуансона. При обработке тонких материалов форма пуансона должна иметь округлый вид с размером до 3 мм. При вырезке отверстий в массивных элементах рекомендуется использовать квадратные формы пуансона. Прямоугольные пуансоны делают высечки с прямоугольным профилем и имеют высокие показатели надежности при эксплуатации. При необходимости их можно перетачивать. Круглые пуансоны делают подковообразные высечки с направленными краями и хорошо подходят для криволинейных резов. Круглые пуансоны нельзя перетачивать.

Форма пуансона определяет форму образующихся высечек: прямоугольная – в виде прямоугольника, круглая – в виде подковы. Прямоугольная форма высечек является более безопасной.
- матрица – это неподвижная часть устройства. Устанавливается в матрицедержателе и жестко прикрепляется к кожуху всего механизма. Через матрицу втягивается либо вжимается движущийся пуансон. Отверстие, расположенное в матрице должно иметь такую же форму, как и пуансон (прямоугольник или круг).
Высечные ножницы могут применяться не только в обработке листового металла, но и при разрезании стальных изделий. Например, они могут существенно помочь при разрезании гофрированного металла любого профиля.
Этот инструмент по своей скорости не уступает обычной болгарке, не способен нагревать режущий материал и позволяет проделывать любые повороты, включая 90-градусные. Кроме этого ножницы не оставляют заусениц на кромках, благодаря чему отсутствует необходимость в дополнительных обработках мест среза.
Преимуществами высечных ножниц считают:
- компактные размеры;
- отсутствие повреждений полимерных слоев металлочерепицы;
- осуществление резки не только с краю, но и с середины;
- быстрота выполнения резки;
- бесступенчатая перестановка матрицы;
- выполнение криволинейного или прямого среза;
- возможность легкой уборки образующейся во время резки стружки;
- обработка материалов различной толщины за счет существования разных по мощности видов инструмента.

К основным областям использования высечных ножниц относят:
- кровельные и фасадные работы;
- слесарные работы в мастерских;
- производство распределительных шкафов;
- обработка металлических изделий;
- утилизация и демонтаж.
Разновидности высечных ножниц
В зависимости от типа используемых колебательных движений электроножницы могут подразделяться на:
- электроножницы с нижним резом – осуществляют удары при движениях пуансона вверх. При этом на матрицу оказывается воздействие по типу сжимающей нагрузки, поэтому она дополнительно оснащается так называемой маятниковой опорой для возможности обеспечения хорошей проходимости по кривым. В таких электроножницах устанавливается пуансон округлой формы. Недостатками инструментами считают недостаточную устойчивость пуансона под нагрузкой по сравнению с ножницами с верхней формой резьбы;
- ножницы с верхним выполнением реза – производят пробивающие удары при движении пуансона вниз. Преимущество такого инструмента: образующиеся во время работы высечки выбрасываются вниз и не загромождают поверхность обрабатываемой заготовки. Недостатками является полное поглощение ударной силы матрицей. При этом соединение между кожухом и самой матрицей подвергаются влиянию напряжения по типу растяжения, поэтому они должны иметь довольно высокий уровень прочности.
- насадка на дрель для резки металла – бюджетное приспособление для небольших работ. Идеально подойдёт для тех кто не хочет покупать высечные ножницы, а необходимость ровно и быстро отрезать металл появляется нечасто. Насадка универсальна и подходит для любой дрели.
Современные инновационные модели высечных ножниц для металлочерепицы оснащаются электродвигателями, ход которых достигает 7 мм, а длина матриц позволяет делать нарезку профилей даже сечением в виде трапеции.

Особенности работы с ножницами
Высечные ножницы по металлу в целях уменьшения или устранения излишних нагрузок на режущий инструмент всегда устанавливаются на обрабатываемые детали с работающим электрическим двигателем. Для резки листов в форме трапеций используют матрицы особой формы или специализированные высечные ножницы, предназначенные для трапецеидальных изделий. Такие ножницы оборудованы режущими элементами большей длины, благодаря чему способны с высокой точностью повторять контуры любых профилей. Инструмент небольшой и зачастую оснащается ручками для более удобной резки.
Поверхность металлочерепицы, покрывается очень стойким полимерным лаком, обладающим высокими антикоррозийными характеристиками и который ни в коем случае нельзя повреждать.
Принцип работы ножниц достаточно прост. Пуансоном наносятся удары по неподвижной матрице, располагающейся внизу. При этом происходит вырубка профиля, в результате чего образуется металлическая стружка. Форма пуансона (квадрат, круг или прямоугольник) подбирается согласно сечению материала и должна соответствовать форме матрицы. При работе матрица должна быть жестко зафиксирована. Образующиеся во время резки металлические высечки проталкиваются в отверстия, расположенные в матрице. В результате в изделии появляется дорожка строго заданной ширины.

Ширина разрезов в среднем может составлять 3,1мм. В целом ножницы могут обрабатывать металл толщиной:
- из алюминия – до 2мм;
- из нержавеющей стали – до 0,8мм;
- чистый цинк, латунь, медь, сталь с покрытием из цинка – до 1,5мм.
Маневренность ножниц напрямую зависит от длины матрицедержателя. Чем длина больше, тем удобнее работать с инструментом.
Угол наклона ручки ножниц при необходимости можно регулировать. Это позволяет избегать упора в профиль.
Следует помнить, что процесс реза должен проходить последовательно, от одного листа к следующему с обязательной защитой других листов черепицы от попадания на них образующейся металлической стружки.
С помощью высечных ножниц можно выполнять различные виды разрезов под любым заданным углом, даже в самых труднодоступных местах, а возможность высечки сложных фигур, делает подобный инструмент незаменимым при фигурной обработке металла.
proinstrumentinfo.ru




