







Аппараты для сварки кровельной ПВХ мембраны. Пвх сварка
Сварка ПВХ мембраны для крыш с помощью автоматического и ручного оборудования
Геосинтетические полотна – это материалы многофункционального применения. Если при производстве за основу был взят поливинилхлорид, полученная мембрана идеально подходит для изготовления кровельного покрытия.
Геотекстильный слой может быть использован для защиты крыш любой конструкции, проявляя при этом дополнительно гидроизолирующие и теплостабилизирующие качества. Полотна можно соединять механически или приклеиванием к основе. Такие способы не требуют больших затрат времени и средств, но мало надежны.
Лучший способ монтажа – сварочное соединение ПВХ мембран. Достижение полноценного эффекта возможно только в случае, если сварка геомембраны проведена правильно. Для этого нужен опыт проведения подобных работ и качественное оборудование для сварки.

Автоматы и полуавтоматы
Производители современного сварочного оборудования для пластика поставляют устройства, предназначенные для ручной и автоматической работы. Минимальные усилия мастера требуются при сварке ПВХ мембраны с помощью специальных автоматов.
Они надежно соединяю стыки полотен как на горизонтальной, так и на вертикальной поверхностях. Сварщику нужно только задать режим работы и направлять движения агрегата. Скорость перемещения, показатели температуры сварки ПВХ мембран определяются самостоятельно системой управления аппарата.
Электроника корректирует величину нагрева рабочей зоны при понижении скорости движения агрегата. Это исключает возможность локальных перегревов ПВХ мембраны при сварке, обеспечивает получение эстетического, герметичного шва.
Для обретения уверенности в правильности заданного режима желательно сделать пробную сварку на небольшом образце материала. Существует несколько популярных моделей аппаратов для сварки мембранной кровли.
В среднем в течение 1 минуты они термически соединяют от 2 до 8 м полотен. Примером может быть оборудование компании Leister. Так, модель Varimat V или аппарат производителя Herz модель Laron быстро и качественно делают швы, шириной достигающей 40 мм.
 Для выполнения швов внахлест в сложно доступных местах сварка ПВХ мембран проводится полуавтоматическим оборудованием.
Для выполнения швов внахлест в сложно доступных местах сварка ПВХ мембран проводится полуавтоматическим оборудованием.
Агрегаты удобны при выполнении соединений на вертикальной или сильно наклоненной основе, на парапетах и других рельефах, где автомат невозможно разместить, тем более перемещать. Полуавтоматами сваривают геомембраны при перекрестном расположении материалов. Удобны в работе аппараты Leister Varimat, Triac Drive, Herz Laron.
Устройства для ручной работы
В местах, абсолютно недоступных для любой автоматизированной техники сварка ПВХ мембран проводится вручную термофенами. Ручными аппаратами делают швы в зонах примыкания к стенам, выполняют криволинейные стыки, соединения коротких торцевых сторон полотен.
Возможности
На большинстве современных агрегатов для работы вручную есть небольшой дисплей, информирующий о заданных и реальных значениях температуры направленного горячего потока.
Сварщик может визуально оценить соответствие показателей. На более дорогих моделях фенов предусмотрены дополнительные возможности:
- электронное регулирование терморежима;
- автоматическое отключение аппарата при экстренных ситуациях.
Конечно, скорость выполнения шва у термофенов значительно меньше, чем у автоматических агрегатов. За 1 минуту в среднем можно сварить 40 см геомембраны.
Некоторое неудобство заключается в необходимости тщательно выбирать толщину ПВХ мембран. Толстые материалы вручную могут провариться не очень хорошо.
Для геомембран, имеющих толщину до 3 мм, выпускают специальные аппараты повышенной мощности. При наличии навыков сварщика, фен является надежным помощником в работе на специфических участках крыш.
Торговые марки
 Из импортной техники мастерам нравится сварочный аппарат Leister модели PID или Triac S, оборудование Herz Rion или Eron. Хорошее качество сварки ПВХ мембран обеспечивают фены компании FORSTHOFF GmbH, опыт производства которой составляет уже четверть века.
Из импортной техники мастерам нравится сварочный аппарат Leister модели PID или Triac S, оборудование Herz Rion или Eron. Хорошее качество сварки ПВХ мембран обеспечивают фены компании FORSTHOFF GmbH, опыт производства которой составляет уже четверть века.
Последние модели оснащены очень удобной панелью с кнопками на торце аппарата. Случайно нажать их невозможно. Качественное, относительно недорогое оборудование поставляет LANSITE.
Хорошее качество соединения ПВХ геомембран обеспечивает шведский агрегат SIEVERT TW 5000, способный сваривать полотна любой толщины. Оборудование легко выполняет прямые и заостренные швы.
Особую группу составляют ручные экструдеры, предназначенные для соединения полотен с использованием присадочных прутков.
Выбирая модель, следует обратить внимание на рекомендации производителей, поставщиков. Возможность работы с ПВХ мембранами заложена не во все аппараты. Консультанты помогут подобрать ручной экструдер для требуемых материалов и условий работы.
Имеющиеся в продаже агрегаты позволяет выполнять комплексную сварку ПВХ мембраны во всех местах любых кровель, надолго защитить крышу от ветров, осадков, колебаний температуры.
Подготовка полотна
Качественную сварку можно обеспечить только при условии тщательной подготовки ПВХ полотен:
- обычную грязь на ПВХ мембране вытирают влажной тканью;
- остатки клеев, битума, другой органики удаляют растворителями;
- затем мембрану расстилают на поверхности. При этом на ткани не должно быть никаких натяжений, напряжений.
 Минимальный нахлест ПВХ мембран при сварке составляет 50 мм. Можно увеличивать его до 80 мм. При такой величине нахлеста рекомендуемая ширина шва 20 мм.
Минимальный нахлест ПВХ мембран при сварке составляет 50 мм. Можно увеличивать его до 80 мм. При такой величине нахлеста рекомендуемая ширина шва 20 мм.
Если работу проводят при низкой температуре воздуха (5 °C), мембранное полотно следует предварительно нагреть до восстановления нормальной пластичности.
При низких температурах оно может слегка коробиться. Тогда кровля получится некрасивой. Сварка ПВХ мембран проводится на расправленном, ровно разложенном материале.
Геоткань размещают так, чтобы она не скользила и не смещалась во время работы. В местах перпендикулярной ориентации мембран с помощью специального ножа и ролика формируют скосы. Делают это аккуратно, исключая образования микроскопических каналов.
Грамотно выполненная сварка ПВХ мембран гарантирует защиту крыш на несколько десятилетий. Однажды вложив средства, усилия, время, можно наслаждаться результатом вплоть до полувека.
Сварка ПВХ
Самым оптимальным способом соединения ПВХ тентов является сварка горячим воздухом. Предварительно разогретый слой поливинилхлорида на каждом из соединяемых элементов, и последующее давление на них, обеспечивает образование надежного шва, столь же крепкого как если бы это был цельный кусок тента. Главным условием для получения такого результата, является четкое соблюдение технологического процесса, как при использовании автоматического оборудования, так и при производстве работ ручным инструментом.
Сварка автоматическим оборудованием
При работе аппаратом в диапазоне температур окружающего воздуха от 15 до 20 градусов, оптимальная температура потока горячего воздуха составляет приблизительно 500 градусов. Скорость движения аппарата при этом 2-2,5 метра в минуту, с дополнительным весов в 10 кг. Расстояние от оси прижимного колеса до сопла составляет около 45 мм, а выход сопла за край колеса должен быть 1-2 мм.

Применение более высоких температур с высокой вероятностью приведет к перегреву материала, что отразится на качестве и сроке службы сварного шва. После каждых 200 метров шва, необходимо проверять его качество. Правила проверки будут описаны в одной из последующих публикаций.
Перед началом сварки, одну из соединяемых частей тента необходимо раскатать по длине, и закрепить вначале торцы (с достаточным натяжением, которое позволит избежать появления морщин), а после длинную часть материала. После этого, с необходимым нахлестом, растягивается вторая часть ПВХ ткани.
Затем сварочная машина выравнивается по линии сварки, а прижимное колесо по краю полотна, навешивается необходимый груз. Затем сопло сварочника вставляется между полотнами, и аппарат сам начинает движение. На протяжении всего процесса требуется контроль за тем, чтобы прижимное колесо двигалось строго по краю верхнего полотна и аппарат двигался в заданном направлении. Шов всегда немного дымится в процессе сварки.
Труднодоступные и небольшие участки необходимо соединять при помощи фена для ручной сварки.
Ручная сварка
При работе с феном обязательно используется тефлоновый или силиконовый прокаточный ролик. Они помогают избежать прилипания расплавленного ПВХ, вытекающего в процессе прокатывания нагретой поверхности тента.
При работе ручным инструментом, важно уделять пристальное внимание следующим моментам:

- обязательно необходимо изучить температурные режимы работы фена, указанные на его обойме;
- произвести пробную сварку на отходах материала, с последующей проверкой качества получаемого шва;
- горизонтальные швы, а также пайка деталей выполняется с использованием сопла 20 мм и роликов шириной 20 и 40 мм.
Перед началом сварки требуется производить предварительный разогрев материала, с легким давлением ролика. Непосредственно сварка производится плавным перемещением сопла фена вдоль линии шва, при этом сопло и ролик должны располагаться под углом в 45 градусов к краю рулона. Сопло держится подальше от нижнего слоя, дабы не сжечь его.
Широкий шов производится по методу предварительного сваривания. На первом этапе происходит формирование внутренней части шва, с удалением от края на 20 мм, второй этап завершает формирование шва по всей его ширине. На втором этапе требуется следить за тем. чтобы верхний край сопла выступал за край материала на 3 мм.
Прокаточный ролик должен двигаться параллельно срезу сопла, и находиться от него на удалении в 10-15 мм. Двойной проход позволяет добиться надежного и качественного соединения тентовой ПВХ ткани, при использовании ручного инструмента для сварки.
www.mostent.ru
Сварка пвх пленки
Склеивание и монтаж пленки ПВХ
Существует два метода соединения отдельных полотен ПВХ пленки:
- сварка горячим воздухом,
- склеивание при помощи клея.
Если стандартные размеры пленки ПВХ не подходят для проекта, пленку для водоема можно легко склеить при помощи специального клея для ПВХ пленок. Склеть пленку ПВХ и произвести монтаж полотен пленки ПВХ для пруда может любой обыватель, для этого не нужно быть профессионалом.
Специалисты уверены, что, для того, чтобы получить гидроизоляционное полотно с надежным швом, необходимо использовать специальную «горячую» сварку. Метод «горячей» сварки пленки ПВХ рекомендуется для профессионального использования специальным оборудованием. При его использовании детали кроя из ПВХ буквально спаиваются в единое полотно. Гарантия на такие швы может равняться всему сроку эксплуатации пленки ПВХ.
Сварка пленки ПВХ горячим воздухом с применением термофена
Для сварки горячим воздухом используются:
- специальные сварочные машины,
- промышленный термофен и прикаточный ролик.
Специальные сварочные машины (ручные или автоматические) соединяют полотна мембраны ПВХ горячим воздухом так, что полотна ПВХ буквально спаиваются в единое полотно.
Ручной сварочной аппарат горячего воздуха
Автоматический сварочный аппарат горячего воздуха
Автоматизированную сварку используют для длинных швов. Установка содержит высокотемпературный разрезной клин для плавления пластика вдоль линий сварочных швов листов, наложенных внахлест. Затем линии обработки листов сдавливаются вместе прижимными роликами так, чтобы два листа сплавились вместе. Если поверхность водонепроницаемого слоя сильно загрязнена, перед стыковкой ее необходимо вычистить. Качество сварного шва зависит от многих факторов, важнейшими из которых являются:
- погодные условия на момент сварки – температура и влажность воздуха;
- физические характеристики самой мембраны, степень ее сухости и чистоты;
- параметры сварки – температура и скорость сварки, давление на сварной шов и т.п.
В зависимости от используемых инструментов образуются одиночный или двойной виды швов:
| Одиночный шов | |
| Двойной шов с центральным (контрольным) каналом | |
| Соединение плёнки с применением сварочной машины ручной и нажимного ролика |
Склеивание и ремонт пленки ПВХ при помощи клея и обезжиривателя
Для склейки пленки используется обезжириватель и клей для пленки ПВХ. Перед началом работы клей необходимо хорошо перемешать и довести их температуру до показателя комнатной. Листы пленки должны быть уложены без натяжения один над другим с минимальным перехлёстом в 5 см.
Поверхность, на которую должен наноситься клей, должна быть чистой, предварительно она обрабатывается при помощи обезжиривателя. Клей наносится толстым, ровным, гладким слоем одновременно на обе поверхности с помощью покрасочной кисти.
Верхний слой пленки накладывается на нижний, его необходимо пригладить по всей длине и прокатать роликом.
Нормам расхода клея при склейке пенки для пруда ПВХ, которые установлены производителями, необходимо строго следовать. Уменьшение толщины клея и отказ от использования обезжиривателя не допускаются. Нанесенный клей сохнет быстро, поэтому клей должен наноситься равномерно. Размазывание тонким слоем и разбавление клея не допускается. Приблизительное время полимеризации шва – 6 часов. Использование склеенной мембраны рекомендуется через 24 часа.
gidroplenka.ru
Станок для натяжных потолков: принцип работы
Для изготовления натяжных потолков: станок ТВЧНатяжным потолком давно уже никого не удивишь, но не все знают, что их изготовление представляет собой последовательный и довольно сложный процесс, выполнение которого без специализированного оборудования просто невозможно. В данном случае, это станок для спайки натяжных потолков.
Сварка ПВХ плёнки производится высокочастотным током — отсюда и название «станок ТВЧ». Инструкция в данной статье познакомит вас в общих чертах с технологией пайки.
Вашему вниманию так же будет предложено видео на тему: «Станок для потолков натяжных».
Что такое ТВЧ станок
Высокочастотная спайка плёнки, считается на сегодня наиболее качественным способом соединения полихлорвинидных полотен. При этом швы получаются не только герметичными, но и практически незаметными.
Создание прочного сварного соединения, является основным требованием, предъявляемым к ТВЧ станкам:
- Суть метода пайки такова: производится быстрый нагрев краёв свариваемой плёнки, их слияние осуществляется на молекулярном уровне. Так как нагрев точечный, сам материал не прогревается, а значит, испортить его при этом невозможно.
- Станок для изготовления натяжных потолков состоит из двух основных элементов. Это сварочный пресс и генератор, мощность которого должна определяться размером соединяемых полотен. В том месте, где будет производиться спайка, материал зажимается прессом.
- Так как станок электрический, в нём есть устройства и узлы, не позволяющие случайно повредить материал. Они также обеспечивают безопасность оборудования в целом. Одно из них – это устройство, подавляющее возникновение электрической дуги, которая представляет опасность не только для материала, но и для электрода.
Все ТВЧ-станки оснащены магнитными рассеивателями, подавляющими помехи, которые создаются электромагнитным излучением, и мешают работе других электрических приборов. Фактически, окружающее рабочее пространство тщательно экранируется.
Ну и, конечно, невозможно обойтись без предохранителя. От перепадов напряжения в сети, станок защищает специальное реле.
Электроды для сварки ПВХ
Как и при любой сварке, здесь тоже используются электроды, только особого вида. Они внешне похожи на плоскую металлическую линейку, одно ребро которой зажато в прессе, а второе воздействует на свариваемый материал.
Взгляните на фото снизу — там хорошо видно, как это происходит: края плёнки совмещены, а красная линия показывает, где будет проходить шов.
Сварка двух полотен на станке- Электроды для ТВЧ-сварки изготовлены из алюминия, латуни, либо стали. В зависимости от толщины ткани, они могут иметь разную конструкцию и размер. Их особенность состоит в том, что они не только нагревают шов, передавая на свариваемый материал давление пресса и ток, но и охлаждают его после пайки.
- Очень удобно, что свариваемую ткань можно расположить к электроду под любым углом. Это даёт возможность минимизировать количество отходов материала, и брака в работе. Прикладывая последовательно ткань к обкладке конденсатора (второе название электрода), можно получить шов большой протяжённости.
Но не всякий полимерный материал хорошо поддаётся данному виду сварки. Чем больше в нём содержание поливинилхлорида, тем лучше. Минимальное содержание его в ткани – 30%.
Материалы, содержащие полиэстер, полиэтилен и полипропилен, для сварки ТВЧ непригодны.
Процесс работы на станке
Сам по себе станки ТВЧ в эксплуатации довольно просты и надёжны. В них бывают два типа приводов: ножной, либо пневматический.
Их можно программировать на выполнение нескольких операций. Регулируется так же продолжительность сварочного процесса и давление пресса, и делается всё это с помощью блока управления.
- Автоматика позволяет ускорить работу, создать какое угодно по размеру полотно, а так же обойтись при этом минимальным количеством персонала – то есть одним оператором. Имея такое оборудование, изготовить натяжной потолок своими руками совсем не сложно.
- Этим и пользуются многие частники, оказывающие данные услуги населению. Приобретают станок ТВЧ для натяжных потолков б/у, и занимаются предпринимательством. Цена потолка в этом случае будет ниже, чем в специализированных фирмах, но не факт, что качество будет на уровне.
Способы сварки
В принципе, способ сварки ПВХ плёнки может быть не только точечным, но и роликовым. Выглядит это так: два вращающихся диска равномерно перемещают материал, увеличивая давление и температуру.
Внешний вид сварного шва при этом может существенно отличаться, но на качестве соединения это никак не сказывается.
- Есть ещё и прессовый метод сварки, который считается универсальным. Этим способом можно производить пайку не только встык, но и внахлёст, либо выполнить угловое соединение. Тип шва зависит от толщины и качества свариваемого материала, а также предполагаемых нагрузок в процессе его эксплуатации.
- Основной нагрузкой в натяжном потолке, является собственный вес полотна, который при большой площади помещения может быть довольно значительным. Толщина шва оказывает большое влияние на его механическую прочность. Он не должен быть слишком тонким, либо, наоборот, рельефно выделяться. Чтобы этого не происходило, электроды должны быть подобраны правильно.
- Кстати, сваривают натяжные полотна не только в том случае, когда их ширины не хватает на всё помещение, но и с целью декоративного оформления потолка. Таким образом, нередко осуществляется его дизайн, один из вариантов которого мы видим на картинке сверху.
В данном случае, сварены два вида полотна, различающиеся не только по цвету, но и по фактуре поверхности: одно глянцевое, другое матовое. Так можно сделать и радугу, и шахматную клетку, и геометрический рисунок, составленный из треугольников.
Получается очень красиво, главное — чтобы качество сварки было отменным.
sdelaipotolok.ru
Похожие статьи
FORPLAST-P2 – аппарат для сварки полиэтиленовой, ПВХ и пр. пленки и ткани внахлест Производитель: FORSTHOFF/ФОРСТХОФФ (Германия)
FORSTHOFF-P2 (старое название FORPLAST-P2) - автоматический самоходный сварочный аппарат для сварки внахлест полиэтиленовой, ПВХ или другой полимерной пленки, баннерных и тентовых ПВХ тканей и брезентов и пр. Сварка внахлест швом шириной 20, 30, 40 или 45мм в зависимости от комплектации аппарата. Дополнительное устройство подгиба кромки (опция) позволяет подгибать и приваривать кромку пленки. Кроме того, дополнительный комплект приспособлений позволяет разматывать и приваривать ленту шириной 50 мм.
Основное применение аппарата – изготовление рекламных баннеров, наружных вывесок, растяжек и пр. наружной рекламы; изготовление тентов для автомобилей, грузовиков, прицепов, лодок, катеров и т.п. Аппарат позволяет не только сварить баннер или тент, но и подогнуть кромки и армировать полотно лентой для дополнительной прочности.
Ряд недавних усовершенствований сделали аппарат еще более универсальным:- Снижение массы и ширины сделало аппарат более удобным для цеховой сварки баннеров и тентов.
- В комплектацию добавлен дополнительный груз, который позволяет сваривать сравнительно легким аппаратом даже толстые и жесткие ПВХ ткани.
- Вместо металлической пластины с роликами для ограничения зоны нагрева теперь используется жесткий ремень круглого сечения. Его действие гораздо эффективнее, утечки горячего воздуха из зоны нагрева исключены. Поэтому прогрев свариваемых поверхностей пленок и тканей – более равномерный и глубокий, чем у предшественника.
- Приятная мелочь – рабочая рукоятка, регулируемая по высоте от 70 до 100 см.
- Изменение формы сопла и расположения отверстий на нем привело (опуская технические детали) к более длительному воздействию горячего воздуха на каждую точку свариваемых поверхностей. Это позволяет уверенно и глубоко прогревать пленку или ткань, избегая локальных перегревов, что особенно важно при сварке ПВХ ткани.
- Новый двигатель привода нечувствителен к изменению нагрузки. Сварочный аппарат легко поднимается в горку и спускается с горки, не изменяя скорости.
- Добавлена защита от перегрузки двигателя привода. Если нагрузка превышает рабочий порог (например, аппарат уперся в стену), срабатывает блокировка и мигает красная лампочка. Снятие блокировки – простым нажатием кнопки.
Благодаря этим техническим особенностям FORSTHOFF-P2 – идеальный профессиональный аппарат для сварки внахлест. В частности, для сварки ПВХ пленки и ткани. После начала продаж в марте 2011 г. FORSTHOFF-P2 (тогда еще FORPLAST-P2) получил самые восторженные отзывы. ВНИМАНИЕ! Для эксплуатации сварочного аппарата FORSTHOFF-P2 всегда требуется более-менее ровное и жесткое основание – бетонная стяжка, пенопласт, фанера и т.п. FORSTHOFF-P2 не может производить сварку на рыхлом грунте.
Зато аппарат FORSTHOFF-P2 имеет бесспорное преимущество перед аппаратами клиновой сварки – он никак не привязан плёнки к кромке нижнего слоя ткани или пленки. Например, при сварке кровельного покрытия край нижнего слоя может быть пришит к крыше, а верхний слой накладывается на него с большим перехлестом. Аппарат клиновой сварки здесь бессилен, а для аппарата FORSTHOFF-P2 это идеальные условия. Плоское перфорированное сварочное сопло располагается между слоями свариваемого материала (полиэтиленовой или ПВХ пленки, баннерной или тентовой ткани или пр.) и одновременно прогревает обе свариваемые поверхности горячим воздухом.
После нагрева верхний слой пленки или ткани прикатывается к нижнему прижимным роликом из термостойкой силиконовой (кремнийорганической) резины.
Прижимной ролик и ответный ролик с противоположной стороны аппарата являются приводными, они образуют две задние точки опоры аппарата. Два передних поворотных ролика расположены на маятниковой подвеске, т.е. фактически образуют одну (третью) точку опоры аппарата. Такая конструкция обеспечивает постоянное давление прижимного ролика на верхний слой пленки или ткани, независимо от неровностей поверхности.
Мощность нагревателя воздуха для сварки внахлест шириной 20 или 30 мм – 3500 Вт. Для сварки внахлест шириной 40 или 45 мм – 4000 Вт. Регулировка мощности нагрева воздуха в диапазоне от нуля до максимума – поворотом ручки регулятора на нагревателе. Максимальная мощность нагрева соответствует температуре воздуха 700ºС.
Скорость вращения прижимного/приводного ролика плавно регулируется в диапазоне 0-18 м/мин. Привод включается автоматически, когда нагреватель устанавливается в рабочее положение. Для остановки аппарата необходимо потянуть ручку регулировки положения нагревателя на себя (вынимая сопло из-под верхнего слоя пленки) и повернуть против часовой стрелки (переводя нагреватель в верхнее нерабочее положение).
Параметры сварки (температура воздуха и скорость движения) зависят от материала и толщины слоев пленки или ткани и всегда подбираются индивидуально.
Установка штатного дополнительного груза позволяет сваривать не только баннерную или тентовую ткань, но даже толстые и довольно жесткие кровельные ПВХ мембраны. Однако для этой цели мы рекомендуем аппарат FORSTHOFF-D. Все-таки основное назначение FORSTHOFF-P2 – изготовление баннеров и тентов из ПВХ тканей и пленок.
Рабочий диапазон:
- Сварка армированной ПВХ ткани и брезента - толщиной 0,4-2,5 мм;
- Сварка полиэтиленовой (ПВД) и ПВХ пленки - толщиной 0,6-2,5 мм;
- Сварка кровельных ПВХ мембран - толщиной 0,4-3,5 мм
Для других материалов и толщин работоспособность необходимо проверять.
Технические характеристики:
| 230В, 50Гц |
| 20, 30, 40 или 45 мм |
| 3500 Вт для швов 20 и 30 мм 4000 Вт для швов 40 и 45 мм |
| от окружающей до 700ºС, бесступенчато |
| 535х280х350 мм |
| 17,5 кг |
Варианты поставки:
Арт. F1100P2: Аппарат FORSTHOFF-P2 с оснасткой для сварки пленки, баннеров и кровельных покрытий внахлест швом шириной 20 мм, дополнительный груз, паспорт/инструкция, картонная коробка.Обычная
Цена 201 480,00 руб включая НДС
ОсобаяЦена 182 160,00 руб включая НДС
Арт. F1106P2: Аппарат FORSTHOFF-P2 с оснасткой для сварки пленки, баннеров и кровельных покрытий внахлест швом шириной 30 мм, дополнительный груз, паспорт/инструкция, картонная коробка.Обычная
Цена 201 480,00 руб включая НДС
ОсобаяЦена 182 160,00 руб включая НДС
Арт. F1107P2: Аппарат FORSTHOFF-P2 с оснасткой для сварки пленки, баннеров и кровельных покрытий внахлест швом шириной 40 мм, дополнительный груз, паспорт/инструкция, картонная коробка.Обычная
Цена 201 480,00 руб включая НДС
ОсобаяЦена 182 160,00 руб включая НДС
Арт. F1101P2: Аппарат FORSTHOFF-P2 с оснасткой для сварки пленки, баннеров и кровельных покрытий внахлест швом шириной 45 мм, дополнительный груз, паспорт/инструкция, картонная коробка.Обычная
Цена 201 480,00 руб включая НДС
ОсобаяЦена 182 160,00 руб включая НДС
Арт. F1090P2: Аппарат FORSTHOFF-P2 с оснасткой для размотки и приварки ленты шириной 50 мм, паспорт/инструкция, картонная коробка.Обычная
Цена 227 010,00 руб включая НДС
ОсобаяЦена 205 620,00 руб включая НДС
Дополнительные принадлежности:
| Устройства для подгиба кромки Устанавливаются элементарно на штатные крепления любого аппарата FORSTHOFF-P2. Съемные ограничители обеспечивают 2 варианта ширины подгиба кромки. Арт. F1113P2 – для кромки шириной 20 и 30 мм:Обычная Цена 12 765,00 руб включая НДС ОсобаяЦена 11 868,00 руб включая НДС Арт. F1109P2 – для кромки шириной 40 и 45 мм;Обычная Цена 12 765,00 руб включая НДС ОсобаяЦена 11 868,00 руб включая НДС | |
| Сменные сопла для сварки внахлест швами различной ширины Замена сопла и простая регулировка рабочего положения термофена позволяют перейти на сварной шов другой ширины. Замена других деталей не требуется. Прижимной ролик для всех швов одинаковый. Арт. F1116P2 – для шва шириной 20 мм;Обычная Цена 18 423,00 руб включая НДС ОсобаяЦена 17 181,00 руб включая НДС Арт. F12900P2 – для шва шириной 30 мм;Обычная Цена 18 423,00 руб включая НДС ОсобаяЦена 17 181,00 руб включая НДС Арт. F12910P2 – для шва шириной 40 мм;Обычная Цена 18 423,00 руб включая НДС ОсобаяЦена 17 181,00 руб включая НДС Арт. F1117P2 – для шва шириной 45 мм;Обычная Цена 18 423,00 руб включая НДС ОсобаяЦена 17 181,00 руб включая НДС | |
| Приспособление для выравнивания сопла Приспособление предназначено для простой и точной настройки положения сопла горячего воздуха на автоматических самоходных аппаратах для сварки внахлест. Арт. F1114P2Обычная Цена 1 632,54 руб включая НДС ОсобаяЦена 1 518,00 руб включая НДС | |
| Комплект оснастки для размотки и приварки ленты шириной 50 мм Комплект включает разборную катушку для любых бобин ленты, роликовую направляющую для ленты, сопло для распределенного нагрева ленты, прижимной ролик с дистанционным выносом, два противовеса на рабочую рукоятку. Арт. F1091P2Обычная Цена 63 135,00 руб включая НДС ОсобаяЦена 58 719,00 руб включая НДС |
Запасные части:
| Нагревательные элементы для термофена Арт. F3058 – 220 В, 50 Гц, 3500 Вт, для сварки внахлест швом 20 или 30 мм; ОбычнаяЦена 3 905,40 руб включая НДС ОсобаяЦена 3 643,20 руб включая НДС Арт. F3059 – 220 В, 50 Гц, 4000 Вт, для сварки внахлест швом 40 или 45 мм;Обычная Цена 4 312,50 руб включая НДС ОсобаяЦена 4 015,80 руб включая НДС | |
| Графитовые щетки для электродвигателя нагнетателя воздуха Графитовые щетки FORSTHOFF имеют короткий внутренний канал, в котором в сжатом состоянии находится тонкая жесткая пружина с пластиковым башмаком. При критическом износе щетки пружина освобождается, упирается в коллектор башмаком и прекращает питание обмоток ротора, исключая возможность повреждения коллектора. В комплекте поставки – 2 щетки, 2 пружины, 2 новых резьбовых крышечки и ключ для быстрой замены. Арт. F9136Обычная Цена 1 048,80 руб включая НДС ОсобаяЦена 738,30 руб включая НДС |
Чтобы купить аппарат для сварки ПВХ ткани и пленки внахлест, позвоните (495) 150-0822
Продажа автоматических сварочных аппаратов FORSTHOFF:
Ремонт сварочных аппаратов FORSTHOFF:
Назад в раздел Источник: http://www.adr-t.ru/catalog/stroitelnye-feny-avtomaticheskie-apparaty/forplast-p2Антипригарная тефлоновая лента пленка, ткань, тефлон Крючком ютуб
Бассейн из ПВХ своими руками - монтаж бассейна из ПВХ
Термофен, строительный паяльный термофен для пайки
Сварка полиэтиленовой пленки - действительно ли
Аппараты для сварки баннерной и тентовой ткани
FORPLAST -P2 аппарат для сварки полиэтиленовой, ПВХ
Станки ТВЧ для сварки полимерных материалов
Автобусные туры по Уралу из Екатеринбурга - расписание
АкваБур бурение скважин на воду
Более 25 лучших идей на тему «Шитье платья» на Pinterest Как
Бурение скважин на воду в Московской области с
Дата: 25.07.2017, 17:16 / Просмотров: 94255 Монтаж светильников в натяжной потолок
Как обшить балкон пластиком внутри видео
Сделать скрытый люк под плитку
Перегородка пошаговая инструкция фото
Бантики из гофрированной бумаги
Листы нори
Подшив из сайдинга
Украшаем двор из подручных материалов
Сделай сам откидной столик
Квадроцикла из оки
vera.com.ru
Сварка ПВХ пленок и линолеума, сварка коммерческого линолеума
Ремонт пвх в Москве. Ремонт или сварка ПВХ пленки. Метод сварки позволяет изготавливать изделия для производства наружной рекламы большого формата. Из нее изготавливают плакаты для билбордов, брандмауэры, перетяжки, уличные вывески и многое другое. Защитные покрытия из ПВХ (сварка ПВХ мембран) могут защитить любую поверхность от непогоды, химических и механических воздействий. Технология соединения ПВХ мембран, пленок и тканей - сварка горячим воздухом. Этот процесс требует особой подготовки свариваемых поверхностей и на данный момент является самым оптимальным по качеству и надежности соединения. Высокое качество сварного шва достигается благодаря правильной подготовке поверхности. Сварка ПВХ пленки может происходить, как прутком так и внахлест, выбор метода при этом зависит от толщины и свойств материала.
ПВХ-ткань получила широкое распространение в современных производствах. Сварка ПВХ тканей позволила найти применение этому материалу в рекламной отрасли, промышленных производствах, изготовлению бассейнов и других направлениях.
Для укладки линолеума требуется сварка стыков горячим воздухом с помощью присадочного прутка. Выбор способа сварки зависит от типа покрытия и сложности шва. Горячую сварку коммерческого линолеума проводят аппаратом для сварки горячим воздухом с помощью присадочной проволоки. Сварку производят только после того, как настеленный линолеум ровно уложен на пол. Для создания герметически закрытого шва при настилке линолеума производят сварку кромок напольного покрытия. Обычным термофеном сварить линолеум невозможно, нужны специальные приспособления и оснастка. Требуется хорошо подготовить как материал, так и инструмент. Прежде всего, при горячей сварке нужно точно подогнать кромки линолеума, чтоб при дальнейшей его сварке не было зазоров и щелей, которые могут привести к некачественной сварке поверхностей. Подготовка перед сваркой линолеума производится обычно с помощью разделки кромок, в которые в последствии вплавляется пруток образуя цельное соединение. Затем излишний наплыв при помощи специального ножа срезается и проходит финишную обработку.
Наиболее часто используются одинарные швы, но иногда, когда необходимо создание максимально герметичного изделия применятся двойной шов.
Высокое качество сварного шва достигается благодаря многофункциональности установки для сварки. Сварка ПВХ пленки может происходить, как прутком так и внахлест, при этом существенно экономится рабочее время и производственные силы.
Наиболее часто используются одинарные швы, но иногда, когда необходимо создание максимально герметичного изделия применятся двойной шов.
Высокое качество сварного шва достигается благодаря многофункциональности установки для сварки. Сварка ПВХ пленки может происходить, как прутком так и внахлест, при этом существенно экономится рабочее время и производственные силы.
Наиболее часто используются одинарные швы, но иногда, когда необходимо создание максимально герметичного изделия применятся двойной шов.
xn----8sbarrmegjjngvjf.xn--p1ai
www.samsvar.ru
Сварка ПВХLEISTER
Качественная сварка ПВХ — достаточно сложный технологический процесс.
Для начала, давай разберёмся, что же такое «Сварка ПВХ» ?
Сварка — процесс получения неразъёмного соединения посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого.
ПВХ — Поливинилхлорид (полихлорвинил, винил, вестолит, хосталит, виннол, корвик, сикрон, джеон, ниппеон, сумилит, луковил, хелвик, норвик и др.) — пластмасса белого цвета (при добавлении красителей может менять цвет), термопластичный полимер винилхлорида. Отличается химической стойкостью к щелочам, минеральным маслам, многим кислотам и растворителям. Не горит на воздухе, но обладает малой морозостойкостью (−15 °C). Нагревостойкость: +65 °C. Химическая формула: [-Ch3-CHCl-]n.Международное обозначение — PVC. Температура плавления — 150—220 °C. Трудногорюч. При температурах выше 110—120 °C склонен к разложению с выделением хлористого водорода HCl. Устойчив к действию влаги, кислот, щелочей, растворов солей, бензина, керосина, жиров, спиртов, обладает хорошими диэлектрическими свойствами.
Итак, как мы видим, для качественной сварки ПВХ необходимо соблюсти достаточно сложные технологические условия. Причём этим условия должны часто соблюдаться в полевых условия (в прямом смысле этого слова, например, при сварке геомембран).
В оборудовании, которое выпускается под брендом Leister, реализовано несметное количество ноу-хау, накопленных за десятилетия работы. Благодаря этому продукция компании отличается высокой надежностью, удобством в эксплуатации и по праву считается промышленной техникой, рассчитанной на ежедневную бесперебойную работу и гарантирующей стабильное качество получаемых в процессе сварки ПВХ результатов. В частности, долговечность нагревательных элементов, которой славятся аппараты Leister по всему миру, обеспечивается за счет особой многоступенчатой технологии производства и сборки, включающей ручную работу специалиста. Именно в аппаратах швейцарской компании реализована прямолинейная зависимость между шкалой делений на переключателе рабочей температуры и температурой нагрева воздуха. За счет этого при внешних перепадах напряжения в процессе сварки подобрать требуемые параметры для соединения ПВХ гораздо проще, а риск получить брак существенно снижается.
Разработкой Leister, которая максимально отвечает потребностям производителей рекламы в изготовлении тентовых павильонов и послепечатной обработке наружной рекламы, напечатанной на баннерной ПВХ-ткани, являются напольные автоматы серии Uniplan. :
Это, в частности, Uniplan E (с цифровым управлением) и Uniplan S (с аналоговым управлением). Температура горячего воздуха в каждом из аппаратов регулируется в диапазоне от 20 до 620 градусов Цельсия, потребляемая мощность составляет 2300 Вт, уровень шума при работе не превышает 65 дБ. Вес и Uniplan S, и Uniplan E составляет 11,5 кг. Автоматы можно оснащать соплами для получения шва шириной 20 или 30 мм. Скорость сварки, достигаемая с помощью аппаратов линейки Uniplan, — от 1 до 7,5 погонного метра в минуту, в зависимости от свариваемого материала и мастерства сварщика. Преимущество модели Uniplan с цифровым управлением заключается в том, что с помощью современной «начинки» проще стабилизировать параметры сварки и обеспечивать повторяемость результатов работы при воздействии внешних условий, включая окружающую температуру и перепады в электросети.
Процесс сварки ПВХ с помощью Uniplan подразумевает размещение соединяемых фрагментов полотна на специально подготовленной, чистой и ровной площадке таким образом, чтобы один перекрывал другой внахлест полоской шириной 20 или 30 мм. Затем у края соединения располагают автомат и запускают аппарат в работу. После достижения нагревательным инструментом требуемой температуры воздуха на стык опускают сопло, и ролики Uniplan приходят в движение. Все, что требуется от оператора (сварщика) в процессе сварки, — следить за ходом движения автомата и с помощью специальной ручки направлять его перемещение ровно вдоль стыка (шва). Аппараты Uniplan можно также использовать и для создания карманов по периметру рекламного полотна, и для проварки подворотов, рассчитанных на последующую установку люверсов. Для этого в ассортименте дополнительных комплектующих Leister предусмотрена специальная направляющая, которая устанавливается на автомат. Среди производителей тентов и наружной рекламы особо крупных форматов также пользуется популярностью автомат Leister Unimat V для выполнения сварки полотен швом шириной 40 мм. Оснащенный микропроцессорным управлением и имеющий массу 23 кг, аппарат позволяет осуществлять сварку ПВХ со скоростью от 1,5 до 12 погонных метров в минуту.
Исходя из опыта специалистов, выполняющих работы по производству тентовых павильонов и послепечатной обработке рекламных изделий из баннерной ПВХ-ткани, ручной термофен на участке сварки ПВХ является необходимостью даже при наличии более мощных автоматов и автоматизированных сварочных комплексов промышленного уровня. С помощью термофенов дорабатывают отдельные участки полотен и тентовых конструкций, а также сваривают элементы, которые невозможно соединить каким-либо другим способом.

Термофены Leister Triac S и Triac PID полностью удовлетворяют потребности производителей рекламы в ручном инструментарии для сварки ПВХ. В отличие от автоматов Uniplan, при использовании ручных термофенов сварщику самому приходится перемещать одной рукой инструмент вдоль стыка (провариваемого шва), второй — прижимные ролики, силу давления на которые ему также приходится регулировать самостоятельно. Примечательно, что инженерам Leister удалось достичь минимально возможной вибрации термофена в руке сварщика в процессе его эксплуатации при сварке термопластиков. Учитывая, что порой сварку ПВХ-полотен на некоторых производствах приходится осуществлять изо дня в день по шесть-восемь часов, а качество сварки зависит непосредственно от навыков и внимания сварщика, сведение к минимуму негативного влияния инструмента на самочувствие работника за счет нивелирования вибраций, влекущих за собой ощутимую усталость в руке, — немаловажный фактор. К слову, в аналогичных термофенах малоизвестных китайских производителей решению данной проблемы, как правило, никакого внимания не уделяется.

Triac S позиционируется как экономичное, но годами проверенное решение, которое на протяжении последних полутора десятилетий пользуется популярностью по всему миру. Его усовершенствованная и богато оснащенная современной электроникой версия Triac PID гарантирует получение стабильных результатов при сварке вне зависимости от колебаний напряжения в электросети и перепадов окружающей температуры. Вес одного термофена Triac составляет 1,4 кг, диапазон генерируемых температур горячего воздуха — от 20 до 600 градусов Цельсия (для Triac S — до 700 градусов). Каждое из устройств оснащено электронной системой защиты нагревательного элемента от перегрева. Кроме того, в термофенах Leister данной линейки предусмотрена система автоматического отключения электромотора при достижении минимальной длины угольных щеток, которые, к слову, конструкция инструментов позволяет менять многократно.
Использованы материалы с сайта www.signbusiness.ru.
leister-club.ru
Сварка ПВХ | Miller Weldmaster
Качественная сварка ПВХ — «конёк» компании Miller Weldmaster.
ПВХ – Поливинилхлорид (полихлорвинил, винил, вестолит, хосталит, виннол, корвик, сикрон, джеон, ниппеон, сумилит, луковил, хелвик, норвик и др.) — пластмасса белого цвета (при добавлении красителей может менять цвет), термопластичный полимер винилхлорида. Отличается химической стойкостью к щелочам, минеральным маслам, многим кислотам и растворителям. Не горит на воздухе, но обладает малой морозостойкостью (−15 °C). Нагревостойкость: +65 °C. Химическая формула: [-Ch3-CHCl-]n.Международное обозначение — PVC. Температура плавления — 150—220 °C. Трудногорюч. При температурах выше 110—120 °C склонен к разложению с выделением хлористого водорода HCl. Устойчив к действию влаги, кислот, щелочей, растворов солей, бензина, керосина, жиров, спиртов, обладает хорошими диэлектрическими свойствами.
Как известно, в последние годы в качестве носителя для печатной наружной рекламы сверхкрупного формата в последние годы все чаще используется ПВХ-ткани. Если тентовые и баннерные ПВХ-ткани можно сваривать как с помощью горячего воздуха и горячего клина, так и с помощью ТВЧ-аппаратов, для материалов полиэтиленовой группы высокочастотная спайка фактически не применима. Это, в частности, и объясняет тот факт, что компания Miller Weldmaster (Наварре, штат Огайо, США), один из ведущих мировых производителей автоматизированного оборудования для сварки ПВХ, делает особый акцент на выпуске машин для соединения рулонных термопластиков, в которых используются технологии горячего воздуха и горячего клина.
В ассортименте сварочных машин Miller Weldmaster – аппараты T300 и Т500, рассчитанные в первую очередь на изготовление объемных изделий, включая надувные лодки, плоты, ангары и воздухоопорные сооружения. Метод сварки баннерных полотен с их помощью схож с принципом работы швейной машины: соединяемые элементы ткани протягиваются под фиксированным сварочным порталом. Поэтому сварочные комплексы T-300 и T-500 особенно востребованы тогда, когда приходится выполнять криволинейное соединение термопластичных материалов в крупных объемах.

Достоинством этих аппаратов является возможность чрезвычайно быстро изменить конфигурацию шва. Поскольку при послепечатной обработке имиджей сверхкрупного формата для наружной рекламы требуется выполнять не только спайку отдельных элементов, но и, к примеру, сделать подворот для последующей установки люверсов или карманы по периметру изображения для протягивания веревки, данная функция существенно упрощает и ускоряет работу оператора. Смена конфигурации шва на аппаратах Miller Weldmaster осуществляется в несколько движений: благодаря наличию системы направляющих оператору достаточно только выбрать требуемую насадку и зафиксировать его в рабочей зоне.
Если же говорить непосредственно о сварке рекламных ПВХ-полотен крупного формата, для выполнения данной задачи более предпочтительной является серия сварочных машин Miller Weldmaster 112 Extreme.

Аппараты данной линейки изготавливаются фирмой-производителем на заказ с длиной рабочего стола, которая требуется клиенту. В этих машинах отдельные элементы полотна фиксируются вакуумом на столе, затем осуществляется их выравнивание с помощью лазерных сенсоров, оператор задает основные режимы сварки (температуру нагрева, силу прижима и скорость сварки), после чего оборудование автоматически выполняет спайку. В отличие от аппаратов T300 и T500, где ткань перемещается под сварочным порталом, в этой машине вдоль стыка баннерных отрезков передвигается каретка, оснащенная сварочной головкой и прижимным роликом. Сила давления и скорость вращения прижимного ролика регулируются, что обеспечивает равномерную проварку по всей глубине шва и позволяет подбирать оптимальные режимы для сварки полимерных материалов различной плотности. Поскольку все параметры сварки стабильны, с помощью аппарата Miller Weldmaster 112 Extreme можно получать практически безупречное по качеству соединение баннерных тканей. Вдобавок, система протяжки и натяжения ткани реализована в машине таким образом, что при сварке полотен даже особо большой длины в зоне стыка не образуется дефектов, будь то складки или заломы материала. К тому же стабильность режимов сварки обеспечивает и высокую скорость послепечатной обработки материалов – до 15 — 20 кв. м/ч.
Как уже было отмечено, сварочные комплексы Miller Weldmaster позволяют работать с широким спектром рулонных термопластичных материалов. Единственным ограничением является толщина и непосредственно качество самого полимера, которое (к примеру, при обильном содержании в материале вторсырья) может существенно усложнить сварку или сделать ее практически невозможной.
Отдельной особенностью Miller Weldmaster является убежденность компании-производителя в том, что ее машины должны создавать удобство в работе всем, а не только высококвалифицированным специалистам. Именно поэтому разработки компании отличаются одновременно и надежностью, и простотой в эксплуатации.
Использованы материалы с сайта www.signbusiness.ru.
www.weldmaster.su
Делаем ремонт квартиры своими руками
Cварка ПВХ
Cварка ПВХ производится специальными сварочными аппаратами по полиэтилену, благодаря тому, что термопласты при тепловой обработке становятся эластичными и мягкими. Сварка ПВХ, в отличие от всех других способов соединения материала, позволяет создать бесшовную поверхность без засечек и надрезов. Именно поэтому данный способ пользуется такой популярностью.
Сварка ПВХ необходима, например, при создании резервуаров для дождевой воды или водоемов. Помимо этого, сварка требуется для создания различных изделий из плит, для изготовления труб, шлангов и проч.
Одна из технологий сварки ПВХ – сварка полимеров горячим газом. Однако этот способ соединения пластов полимеров нельзя назвать ни практичным, ни безопасным. Кардинально отличается электрическая технология сварки полипропиленов. Cварочные аппараты по полиэтилену позволяют регулировать температуру воздуха, хотя термин «сварка горячим газом» остался до сих пор.
Процесс сварки ПВХ состоит из нескольких этапов. Первым делом необходима подготовка поверхностей деталей, которые нужно сваривать. Затем следует их разогрев и сварка специальным сварочным аппаратом по полиэтилену, а затем охлаждение шва. Причем, качество полученного шва обозначают валентным соотношением прочности шва и прочности материала. Профессиональные сварщики могут создать шов валентного соотношения до 100%, в зависимости от материала.
Cварочные аппараты по полиэтилену
Cварочные аппараты по полиэтилену могут использоваться для различных видов сварки: стыковой, раструбной, электромуфтовой. Сварочные аппараты могут быть ручные с электрогидравлическим и механическим приводом, сварочные полуавтоматы, — которые позволяют проводить сварку враструб и стыковую сварку.
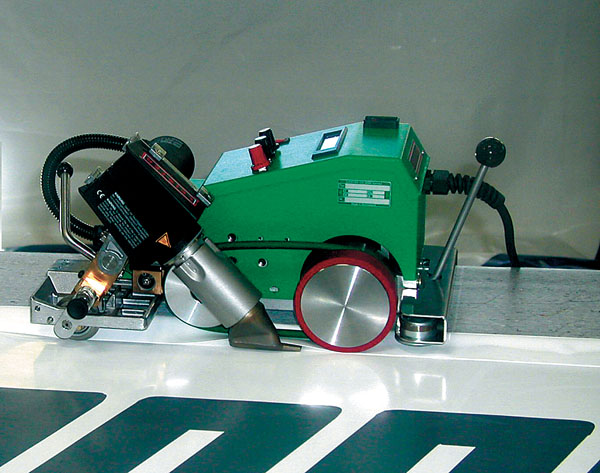
Особое распространение при сварке гидроизоляционных материалов, таких как геомембран, получили сварочные аппараты с горячим клином. Они имеют металлический нагревательный элемент, который намного эффективнее сварки горячим воздухом, так как непосредственно соприкасается с материалом. Во время полиэтиленовой сварки передается давление на края материала через ведущие прижимные ролики при помощи коленчатого рычага, поэтому сварка пленки может осуществляться на любых поверхностях.
Применение качественных сварочных аппаратов по полиэтилену позволяет самостоятельно делать бесшовные соединения, достигающие 100% валентного состояния.
deluxmaster.ru



