Большая Энциклопедия Нефти и Газа. Резак инжекторный
Инжекторный резак - Большая Энциклопедия Нефти и Газа, статья, страница 4
Инжекторный резак
Cтраница 4
В резаках могут возникать следующие неисправности: неплотность соединений, неправильная установка или износ деталей, засорение каналов и повреждение кромок мундштуков, наличие на них рисок, заусенцев и пр. Перед началом работы следует проверить, плотны ли все соединения резака и есть ли разрежение в ацетиленовом канале инжекторного резака, как это описано для горелки ( см. гл. [46]
Резак, как и сварочная горелка, имеет инжекторное устройство, обеспечивающее нормальную работу при любом давлении горючего газа. От инжекторной горелки резак отличается наличием отдельного канала для подачи режущего кислорода и специальной головки, которая представляет собой два сменных мундштука - внутренний и наружный. Основной деталью резака является мундштук, который в процессе резки быстро изнашивается. Для получения качественного реза необходимо иметь мундштук правильных размеров с каналами необходимой чистоты. Инжекторный резак работает следующим образом. Кислород из баллона поступает в резак через ниппель 5 и в корпусе идет по двум каналам. Выходя из него с большой скоростью, струя кислорода создает разрежение и подсасывает ацетилен, образующий с кислородом в камере 12 горючую смесь, которая проходя через зазор между наружным и внутренним мундштуками, сгорает, образуя подогревающее пламя. Другая часть кислорода через вентиль 3 поступает в трубку 2 и, выходя через центральный канал внутреннего мундштука 14, образует струю режущего кислорода. [47]
Резаки, в которых горючий газ поступает в камеру смешения непосредственно, называются безинжекторными или резаками высокого давления. Для них горючий газ должен иметь достаточно высокое давление, обычно не менее 1 ати у входа в горелку. Безинжекторные резаки мало распространены в СССР. Резаки, в которых горючий газ принудительно засасывается и подается в камеру смешения инжектором, называются инжекторными или резаками низкого давления. Инжектор расположен перед камерой и работает за счет кинетической энергии струи подогретого кислорода. Инжекторные резаки мало чувствительны к давлению горючего газа и могут работать практически на любом его давлении, чем и объясняется их широкое промышленное применение. [48]
Наиболее распространенным резаком является стандартный резак типа УР. Мундштуки подогревательного пламени и режущего кислорода этого резака расположены концентрически. Для ручной разделительной кислородной резки с применением природного и других газов-заменителей ацетилена промышленность выпускает резак РЗР. По конструкции он относится к типу инжекторных и в основном отличается от серийного ацетилено-кислородного резака УР-48 только диаметрами проходных каналов в инжекторе, смесительной камере и наружных наконечниках. Для резки металла с использованием природного газа можно применять и универсальный инжекторный резак УР-48 весом 1 6 кг, предназначенный для ручной разделительной резки стали толщиной 5 - 300 мм ( табл. 11), а также резаки типа УР-44, РР-53 и другие с некоторой модернизацией. [49]
Страницы: 1 2 3 4
www.ngpedia.ru
Резак - инжекторный тип - Большая Энциклопедия Нефти и Газа, статья, страница 2
Резак - инжекторный тип
Cтраница 2
В нашей промышленности применяются резаки инжекторного типа. Схема устройства резака инжекторного типа показана на фиг. [16]
При подготовке горелки или резака инжекторного типа к работе необходимо убедиться в наличии разрежения в канале горючего. Зажигание пламени нужно производить в следующем порядке: сначала немного открыть вентиль кислорода, а затем - вентиль горючего; при гашении пламени или обратном ударе первым быстро закрывается вентиль горючего, а затем - кислорода. [17]
Для кислородной резки в основном применяют резаки инжекторного типа, которые выпускают в комплекте со сварочными горелками: РГС-70, РАТ-70, РАО-70 к горелкам Звезда и ГС-3, резак РГМ-70 к горелкам Звездочка и ГС-2. Для удаления корня шва или дефектов сварного соединения применяют резаки РАП-62, РПА-62 и РПК-62, которые имеют дополнительные отверстия для выхода струи режущего кислорода. [18]
Для ручной разделительной резки с использованием природных, сжиженных и других газов - заменителей ацетилена промышленность выпускает резак инжекторного типа марки РЗР-55. [19]
Керосино-кислородный резак РК-71 предназначен для кислородной резки стали толщиной от 5 до 200 мм. Резак инжекторного типа, в качестве горючего используется смесь керосиновых паров с кислородом. Резак работает по принципу предварительного испарения жидкого горючего до поступления его в головку за счет тепла дополнительного пламени. [20]
К рамповому редуктору РКР-47 или КРР-50 или к сети последовательно подсоединяется специальный редуктор ПС-160, который входит в комплект резака и обеспечивает большую пропускную способность при низком давлении кислорода. Резак Р-100 инжекторного типа, машинный. В качестве горючего газа для подогревательного пламени используется ацетилен. Водяное охлаждение мундштука обеспечивает длительную бесперебойную работу резака. В комплект резака входят пять латунных сопел сужающе-расширяющегося типа плавного профиля, пять подогревательных мундштуков и пять сменных инжекторов. Трубка режущего кислорода диаметром 20 мм соосна с соплом. Давление режущего кислорода замеряется на резаке манометром. Подогревательный мундштук многопламенный, расположен концентрично по отношению к режущему соплу. [21]
Струя режущего кислорода по трубке 6 поступает в центральное отверстие мундштука. Резаками инжекторного типа оснащены машины С ГУ-1-60, АСШ-2, АСШ-70 и переносные машины. [22]
В нашей промышленности применяются резаки инжекторного типа. Схема устройства резака инжекторного типа показана на фиг. [23]
Установка УРР-600 ( рис. 174) применяется в металлургической промышленности и машиностроении для ручной резки стальных поковок и проката толщиной 300 - 600 мм, а также для отрезки прибылей отливок больших сечений кислородом низкого давления. Она комплектуется резаком РР-600 инжекторного типа, работающим на ацетиле-но-кислородном пламени. [25]
Резак РВП-49 применяется для удаления раковин, пузырей и других пороков отливок. Резак РВП-49 является резаком инжекторного типа. Он приспособлен для зачистки горячих отливок и работает на ацетилене под давлением 0 03 - 0 5 ати. Резак имеет мощную струю кислорода для резки и повышенную устойчивость пламени в условиях высокого нагрева. Рычажной клапан резака позволяет осуществлять плавную подачу кислорода. Резак имеет приспособление для подачи пускового прутка. Время, необходимое для предварительного нагрева, значительно меньше по сравнению с резаками других конструкций и составляет всего от 2 до 5 сек. Для контроля давления кислорода на резаке установлен тройник с манометром. На обрабатываемую поверхность резак опирается специальными, припаянными к нему стальными кольцами из жароупорной стали. Комплект резака ( газовый пост) состоит из резака, трех сменных мундштуков, редуктора и переносной трехбаллонной кислородно-газовой рампы. Вес резака составляет 3 6 кг. Резаки РПК-50 и РПА-50 отличаются друг от друга по своему устройству незначительно. Резак РПК-50 по сравнению с резаком РВП-49 обладает различными преимуществами. [26]
Резку можно успешно производить и на жидких горючих. Бензорез или керосинорез, изготовляемый нашей промышленностью, включает в себя специальный резак и бак для горючего. Резак инжекторного типа ( рис. 247) состоит из вентиля 2 для подогревательного кислорода, маховичка 11 для регулировки подачи горючего, испарителя 8, инжектора 12, головки 15 со сменными мундштуками 6 и 13, подогревательного мундштука 5 для испарения горючего, ниппеля 3 для кислорода и ниппеля 1 для горючего. Кислород, поступивший в резак, разветвляется на две части. [28]
Вставной резак РАЗ-55 изображен на фиг. Он предназначен для срезывания головок заклепок с диаметром стержня до 37 мм. Резак инжекторного типа может работать на ацетилене низкого и среднего давления. [29]
Для резки стали большой толщины ( до 700 мм) применяют специальную установку УРР-700. Эта установка предназначена для кислородной резки отливок, проката, поковок, отрезки прибылей стального литья и для разделки крупного стального лома. В комплект установки входят: резак РР-700 инжекторного типа, кислородная рампа из десяти баллонов, рамповый кислородный редуктор и ацетиленовая трехбал-лонная рампа с обычным баллонным редуктором. Для подогревающего пламени в качестве горючего газа используют ацетилен. [30]
Страницы: 1 2 3
www.ngpedia.ru
Универсальные инжекторные резаки - Аппаратура для кислородной резки
 Универсальные инжекторные резаки
Универсальные инжекторные резаки Категория:
Аппаратура для кислородной резки
Универсальные инжекторные резаки Инжекторный резак подобно инжекторной горелке состоит из двух основных узлов — ствола и наконечника. Конструкция резака отличается от конструкции горелки тем, что в резаке имеется дополнительная трубка для режущего кислорода с вентилем (рис. 1, а).
Ниппель для горючего газа присоединяется к штуцеру ствола, имеющему левую резьбу, и к штуцеру для кислорода — с прайой резьбой.
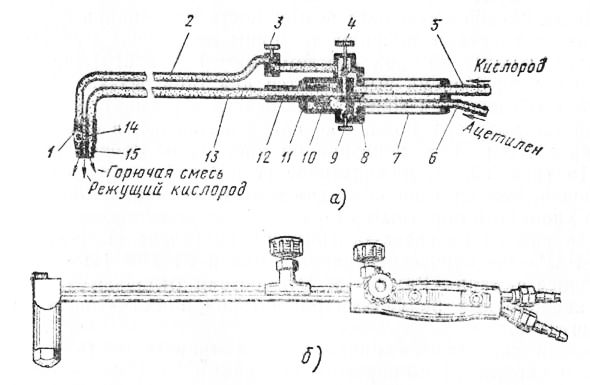
Рис. 1. Инжекторные резаки: о —схема резака «Факел»; 1 — головка, 2 — трубка режущего кислорода, 5 —вентиль режущегб кислорода, 4 — вентиль подогревающего кислорода, 6 — ниппели кислорода и ацетилена, 7 — рукоятка, 1 — кбрпус, 9—ацетиленовый вентиль, 10 —инжектор, 11 — накидная гайка, 12 — смесительная камера, 13 — трубка для гачовой смеси, 14 — внутренний мундштук, 15 — наружный мундштук, 6 — «Ракета-1»
Головка имеет сменные мундштуки, устанавливаемые в зависимости от толщины разрезаемой стали. Инжекторное устройство резака аналогично устройству горелки.
Мундштуки резаков бывают с кольцевым подогревательным пламенем (или щелевые) и многосопловые. И в тех и других струя режущего кислорода проходит по центральному каналу.
Многосопловые мундштуки сложны по конструкции и в изготовлении. Кроме того, при эксплуатации они часто забива^ ются каплями шлаков, что нарушает процесс резки и вызывает хлопки и обратные удары. Поэтому наибольшее применение нашли резаки со щелевыми мундштуками.
Щелевые мундштуки состоят из внутреннего и наружного мундштуков, которые ввертываются в головку резака или присоединяются к ней накидной гайкой. Смесь газов для подогревающего пламени проходит в зазор между мундштуками. С помощью сменных мундштуков регулируют расход газов и мощность подогревательного пламени.
Мундштуки — особенно ответственные детали резаков. Очень важно, чтобы была обеспечена герметичность соединений мундштуков и отсутствие прилипания брызг разрезаемого металла к их поверхности.
В настоящее время выпускаются два типа резаков. Первый — «Факел» (измененная конструкция резака «Пламя»), инжекторное устройство которого помещено, как и в горелке, в стволе. Конструкция этого резака показана на рис. 1, а. Второй тип — «Ракета-1» (рис. 1, б), инжекторное устройство которого находится в головке. Резаки типа «Ракета» в эксплуатации меньше подвержены хлопкам и обратным ударам.
Для работы на газах-заменителях ацетилена выпускаются резаки РЗР —на основе резака «Пламя» и РУЗ-70 («Ракета-2») — на основе резака «Ракета-1». Эти резаки отличаются от ацети-лено-кислородных размерами инжекторов и диаметрами каналов мундштуков.
Резаки снабжаются циркульным устройством (для вырезки круглых заготовок) и опорными тележками.
Читать далее:
Вставные резаки
Статьи по теме:
pereosnastka.ru
Инжекторный резак - Большая Энциклопедия Нефти и Газа, статья, страница 3
Инжекторный резак
Cтраница 3
Переносная машина - это самоходная тележка с электрическим, пружинным или пневматическим приводом, на которой установлен инжекторный резак и механизмы его настройки в положение для резки. Машина может быть снабжена несколькими резаками. Она устанавливается на разрезаемую заготовку ( лист, трубу, профиль) и перемещается по ней в процессе резки по разметке или по копиру. [32]
Смесь газов по каналу 3 и трубке 4 поступает в головку резака, которая по своему устройству не отличается от инжекторного резака. [34]
Установка состоит из двух рамп - кислородной на десять баллонов с рамповым редуктором РК-250 и ацетиленовой - на три баллона инжекторного резака РР-600. Питание резака ацетиленом может также осуществляться от стационарного генератора среднего давления. Резак комплектуется одним мундштуком и тремя сменными соплами ( вставками) для режущего кислорода, устанавливаемыми в центре мундштука, в теле которого имеются каналы для горючей смеси. [35]
В том случае, если сеть потребителя не может обеспечить среднее или высокое давление горючего газа ( 0 06 МПа), на машинах кислородной резки используются серийно выпускаемые инжекторные резаки типа РМ-3. [37]
Как и сварочные горелки, резаки имеют инжекторное устройство, обеспечивающее нормальную работу при любом давлении горючего газа. Инжекторный резак отличается от инжекторной горелки тем, что имеет отдельный канал для подачи режущего кислорода и специальную головку, которая представляет собой два сменных мундштука - внутренний и наружный. [39]
Как и сварочные горелки, резаки имеют инжекторное устройство, обеспечивающее нормальную работу при любом давлении горючего газа. Инжекторный резак отличается от инжекторной горелки тем, что имеет отдельный канал для подачи режущего кислорода и специальную головку, которая представляет собой два сменных мундштука - внутренний и наружный. [40]
Как и сварочные горелки, резаки имеют инжекторное устройство, обеспечивающее нормальную работу при любом давлении горючего газа. Инжекторный резак отличается от инжекторной горелки тем, что имеет отдельный канал для подачи режущего кислорода и специальную головку, которая представляет собой два сменных мундштука - внутренний и наружный. [41]
При многорезаковой машинной резке необходима стабильность горения газов подогревающего пламени. Инжекторные резаки очень чувствительны к изменению давления горючего газа в сети, а также к брызгам расплавленного металла. [42]
Резаки отличаются от сварочных горелок тем, что имеют дополнительные вентили, трубки и мундштуки для подачи струи чистого кислорода, сжигающей металл в полости реза. Инжекторный резак типа УР-44, выпускаемый в СССР, показан на фиг. [43]
В кузнечно-штамповочных цехах наибольшее распространение получила аппаратура для ручной газовой резки, которая осуществляется с помощью кислородных резаков. Принципиальная схема устройства инжекторного резака показана на фиг. [44]
Ручная газокислородная разделительная резка выполняется при помощи резака. На рис. 223, б показана схема универсального инжекторного резака. Этот резак служит для резки стали толщиной от 5 до 300 мм и работает при давлении ацетилена в пределах 0 01 - 1 5 ати и давлении кислорода 3 - 14 ати. [45]
Страницы: 1 2 3 4
www.ngpedia.ru
Инжекторный резак - Большая Энциклопедия Нефти и Газа, статья, страница 2
Инжекторный резак
Cтраница 2
С помощью универсальных инжекторных резаков Маяк 1 - 02, Факел и Ракета-1 можно резать сталь толщиной до 300 мм, при этом с увеличением толщины разрезаемой стали необходимо увеличивать давление режущего кислорода. При резке стали толщиной 300 мм давление кислорода повышают до 1 2 - 1 4 МПа. Следовательно, можно предположить, что для резки листов толщиной более 300 мм необходимо было бы применять резаки с давлением кислорода более 1 4 МПа и значительно большей мощностью подогревательного пламени. [16]
С помощью универсальных инжекторных резаков Факел и Ракета-1 можно резать сталь толщиной до 300 мм, при этом с увеличением толщины разрезаемой стали необходимо увеличивать давление режущего кислорода. При резке стали толщиной 300 мм давление кислорода повышают до 12 - 14 ат. Следовательно, можно предположить, что для резки листов толщиной более 300 мм необходимо было бы применять резаки с давлением кислорода более 14 ат и значительно большей мощностью подогревательного пламени. [18]
Принципиальная схема устройства инжекторного резака представлена на фиг. Резак состоит из ствола и наконечника. [19]
На рис. 21 показано устройство двухвентильного машинного инжекторного резака типа РМ. Он имеет три штуцера для присоединения шлангов: режущего кислорода, подогревающего кислорода и горючего газа. [20]
В настоящее время широкое применение получили универсальные инжекторные резаки, позволяющие резать сталь толщиной от 3 до 300 мм. В резаке конструктивно объединены подогревающая и режущая части. Подогревающая часть аналогична устройству сварочной горелки. Режущая часть состоит из дополнительной трубки 5 для подачи режущего кислорода и вентиля 4 для регулировки подачи. Газы в мундштук подают и регулируют с помощью соответствующих вентилей. [21]
Резак УР-48 ( рис. 344) - типовой инжекторный резак низкого давления марки УР ( для ацетилена - 0 01 до 0 1 ати), применяется для кислородной резки металлов толщиной от 5 до 300 мм. [23]
В табл. 6.1 даны основные технические характеристики ручных инжекторных резаков, применяемых при ремонте трубопроводов и использующих в качестве горючего газа пропан. [25]
При расчете каналов для горючей смеси в инжекторных резаках, работающих на различных горючих газах, определению подлежат технологические параметры горючей смеси ( соотношение кислорода и горючего газа в смеси и расход горючего газа), а также диаметры отверстий для горючей смеси и составляющих ее газов ( кислорода и горючего газа) в мундштуке, в смесительной камере и в инжекторе. [26]
Вставной резак РАЗ-70 ( рис. 64) представляет собой инжекторный резак, присоединяемый к горелкам типа ГС-3 или Звезда. Он предназначен для срезки заклепок. [27]
Вставной резак РАЗ-70 ( рис. 64) представляет собой инжекторный резак, присоединяемый к горелкам типа ГС-3 или Звезда. Он предназначен для срезки заклепок. Особенность этого резака заключается в плоской форме мундштука, которая позволяет полностью срезать головку заклепки. В мундштуке просверлено три канала, по двум боковым каналам подается смесь кислорода с ацетиленом, а по среднему - режущий кислород. [29]
Вставной резак РАЗ-70 ( рис. 81) представляет собой инжекторный резак, присоединяемый к горелкам типа ГС-3 или Звезда. Он предназначен для срезки заклепок. Особенность этого резака заключается в плоской форме мундштука, которая позволяет полностью срезать головку заклепки. В мундштуке просверлено три канала, по двум боковым каналам подается смесь кислорода с ацетиленом, а по среднему - режущий кислород. [30]
Страницы: 1 2 3 4
www.ngpedia.ru
Универсальные инжекторные резаки
СВАРКА И РЕЗКА МЕТАЛЛОВ
Инжекторный резак подобно инжекторной горелке состоит из двух основных узлов — ствола и наконечника. Конструкция резака отличается от конструкции горелки (см. гл. IX) тем, что н резаке имеется дополнительная трубка для режущего кислорода с вентилем (рис. 70, а).
Ниппель для горючего газа присоединяете к штуцеру ствола, имеющему левую резьбу, и к штуцеру для кислорода — с правой резьбой.
Головка имеет сменные мундштуки, устанавливаемые в зависимости от толщины разрезаемой стали. Инжекторное устройство резака аналогично устройству горелки.
Мундштуки резаков бывают с кольцевым подогревательным пламенем (или щелевые) и многосопловые (рис. 71). И в тех и других струя режущего кислорода проходит по центральному каналу.
&
Рас. 70. Инжекторные резаки:
о — «факел ; 1 — голсвка, 2 — трубка режущего кислорода, 3 — вентиль режущего кислорода, 4 — вентиль подогревающего кислорода, 5,6 — ниппели кислорода и ацетилена, 7 — рукояти, 8 — корпус, 9 — ацетиленовый вентиль, 10 — инжектор 11 — вакидная гайка, 12 — смесительная камера, 13 — Трубка для газовой смеси,' І4 — внутренний мундштук, >5 — наружный мундштук; 6 — «Ракета-1»
Многосопловые мундштуїл сложны по конструкции и - изготовлении. Кроме того, при эксплуаташ и они часто забиваются каплями Шлака, что нарушает процесс резки и вызывает хлопки и обратные удары. Поэтому наибольшее применение нашли резаки со щелевыми мундштуками.
- Щелевые мундштуки состоят из внутреннего и наружного мундштуков, которые вверты - аютья в головку резака или присоединяются к ней лакидной гайкой. Смесь газов для подогревающего пламени проходит в зазор между мундштуками. С помощью, сменных мундштуке регулируют расход газов и мощности подогревательного пламени.
Мундштуки — особенно ответственные детали резаков. Очень важно, чтобы былр обеспечена герметичность соед,"чений мундштуков и отсутствие прилипания брызг разрезаемого металла к их поверхности. В настоящее время все. мундштуки изготовляются из бронзы Бр. Х О ; тугоплаьк ія пленка окиси хрома на ее поверхности сильно уменьшает возможность прилипании брызг.
Для резки стали заданной толщины подбирают мундштуки по табл. 17, данные которой соответствуют ГОСТ 5191—69.
В настоящее время выпускаются два типа резаков. Первый — «Факел» (измененная конструкция резака «Пламя»), инжекторное устр< й-
| а) 5) Рис. 71. Типы мундштуков (схе ка): а щелевой, б — многосопловый; 1 — внутренний мундштук, 2 — наружный мундштук, |
ство которого помещено, как и в горелке, в стволе. Конструкция этого резака показана на рис. 70, а. Второй тип — «Ракета-1» (рис. 70, б), инжекторное устройство которого находится в головке. Резаки типа «Ракета» в эксплуатации меньше подвержены хлопкам и обратным ударам.
Для работы на газах-заменителях ацетилена выпускаются резаки РЗР — на основе резака «Пламя» и РУЗ-70 («Ракета-2») — на основе резака «Ракета-1». Эти резаки отличаются от ацетилено-кислородных размерами инжекторов и диаметрами каналов мундштуков.
Резаки снабжаются циркульным устройством (для вырезки круглых заготовок) и опорными тележками.
Сварка металлов – классификация и виды
Сварка – технологический процесс, используемый на многих производствах, для соединения деталей путем их нагрева и установления межатомных связей. Существует более ста видов сварки, которые классифицируются по различным признакам. Классификация по …
Лазерная гравировка и резка
Такая технология гравировки, резки и раскроя материала использует лазер высокого уровня мощности. Лазерный луч, который сфокусирован, двигается в графической программе по траектории отрисованного эскиза. Используются разные материалы: двухслойный пластик, органическое …
Как правильно выбрать сварочный кабель для своего апарата?
Как правильно выбрать сварочный кабель? На обеспечение бесперебойной работы сварочного оборудования, а также длительность его эксплуатационного срока зависит то, как правильно выбрать сварочный кабель. Необходимо, чтобы это было приспособление высокого …
msd.com.ua
| от: 0 -фазадо: Воздействие [сильное исключительно] | от: Принтер[струйный]до: Проверка — Качество — Изоляция | от: Ревизия— Буксадо: Регистрация [государственная] — Ограничение | ||
| от: Воздействие[сильное наиболее]до: Завод [нефтеперерабатывающий] — Союз [советский] | от: Проверка— Качество— Клейдо: Производительность [объемная] — Компрессор | от: Регистрация[одновременная]до: Регулирование [рыночное] | ||
| от: Завод[специализированный]до: Кольцо [сферическое] | от: Производительность[теоретическая]— Компрессордо: Процент — Отбор | от: Регулирование— Свойстводо: Регулятор — Дизель | ||
| от: Кольцо[телескопическое]до: Надежность [технологическая] | от: Процент— Отгондо: Прямая [фронтально-проецирующая] | от: Регулятор[объединенный]— Дизельдо: Редьярд | ||
| от: Надежность— Топливоснабжениедо: Паста [грубая] | от: Прямая[характеристическая]до: Радиолярия | от: Реестрдо: Режим [основной] | ||
| от: Паста[густая]до: Принтер [сетевой] | от: Радиомачтадо: Размерность — Пространство | от: Режим[особый]до: Режим [ориентировочный] — Сварка | ||
| от: Принтер[струйный]до: Результат — Округление | от: Размерность— Пространство[векторное]до: Распределение [пространственное] — Электрон | от: Режим[правильный]— Сваркадо: Резервуар [больший] | ||
| от: Результат[округленный]до: Способы — Заполнение | от: Распределение[электронное]до: Расходование — Прибыль | от: Резервуар[большой]до: Резка [плазменно-дуговая] — Металл | ||
| от: Способы— Захватдо: Успех — Продукт | от: Расходование— Радикалдо: Ревизия — Арматура | от: Резка[подводная]— Металлдо: Результат — Измерение [спектрофотометрическое] | ||
| от: Успех— Проектдо: Ящур | от: Ревизия— Буксадо: Результат — Округление | от: Результат— Измерение[температурное]до: Результат — Округление |
www.ngpedia.ru