Большая Энциклопедия Нефти и Газа. Резак кислородный
Керосино-кислородный резак - Большая Энциклопедия Нефти и Газа, статья, страница 1
Керосино-кислородный резак
Cтраница 1
Керосино-кислородный резак ( рис. 44) работает с испарителем. Керосин из бачка через вентиль 7 поступает в асбестовую набивку 10 испарителя. Кислород из баллона через вентиль 8 и инжектор 4 поступает в смесительную камеру и смешивается с парами керосина. Образовавшаяся горючая смесь выходит наружу через кольцевой зазор между мундштуками / и 2, образуя основное подогревающее пламя. Режим пламени регулируется вентилем 8 и маховичком 9, который изменяет положение инжектора 4 в смесительной камере. [2]
Керосино-кислородный резак РК-71 предназначен для кислородной резки стали толщиной от 5 до 200 мм. [3]
Керосино-кислородный резак РК-71 предназначен для кислородной резки стали толщиной от 5 до 200 мм. Резак инжекторного типа, в качестве горючего используется смесь керосиновых паров с кислородом. Резак работает по принципу предварительного испарения жидкого горючего до поступления его в головку за счет тепла дополнительного пламени. [4]
Применяют также керосино-кислородные резаки РК-62 и РК-63. Резаки могут также работать с использованием пропан-бутановых смесей, но производительность резки при этом снижается. Резак РК-63 работает при несколько повышенном давлении и расходе кислорода, что позволяет вести резку металла толщиной до 300 мм. [5]
Применяется также газопламенная резка, выполняемая при помощи ацетилено-кисло-родных и керосино-кислородных резаков, а также с применением заменителей ( пропан, бутан и-т. [6]
Для работы жидкими горючими - бензином, керосином, изготовляются машинные керосино-кислородные резаки КМР-52. Резак КМР-52 используется на газорезательных машинах типа: АСП, АЛП, а также на приборах ПЛ. [7]
Аппаратура для резки на жидком горючем может поставляться как в виде отдельных изделий ( керосино-кислородного резака и бачка для жидкого горючего), так и в виде полного комплекта, смонтированного на транспортной тележке. Выпускаемые промышленностью керосинорезы работают по принципу испарения жидкого горючего. С этой целью резак ( рис. 9.7) снабжен трубчатой испарительной камерой. Проходя через ее асбестовую набивку, жидкий керосин испаряется. Для этого камера нагревается дополнительным испарительным пламенем, формируемым специальным соплом головки. Для защиты от пламени на испарительной камере крепится фигурный щиток. [9]
Резаки РМ работают на ацетилено-кислородной смеси. Кроме того, выпускается машинный резак КМР-52, работающий на керосине. Керосино-кислородный резак КМР-52 может быть использован как на стационарных машинах, так и на переносных резательных машинах-тележках. [10]
Технология сварки в этом случае заключается в следующем. Поверхность изделия хорошо зачищается абразивным инструментом на глубину 1 - 2 мм до полного удаления наклепанного слоя, трещин, раковин, пор и других дефектов. Фаски снимают ацетилене - или керосино-кислородным резаком, а также электрической дугой. После этого с поверхности фасок абразивным инструментом снимается слой металла толщиной 3 - 4 мм. В противном случае у линии сплавления могут остаться мелкие трещины. Сваривают с наименьшими плотностью тока и разогревом изделия. По этой причине целесообразно применение постоянного тока обратной полярности. Слои шва небольшой длины накладываются вразброс. Ширина каждого слоя делается не более 15 - 16 мм. При сварке высокомарганцовистых сталей целесообразно поверхность шва предварительно покрыть тонким слоем наплавленного металла так, как это делается при сварке чугуна способом железнения. Этот способ в данном случае полезен потому, что он уменьшит глубину проплавления основного металла и зону термического влияния. [11]
Страницы: 1
www.ngpedia.ru
Резаки ручные кислородные - Справочник химика 21
Перед сваркой детали очищают от грязи, масла, следов коррозии и разделывают свариваемые кромки. Очистку производят стальной щеткой, напильником, наждачным полотном, абразивным кругом. Разделку трещины, отколов и изломов вьшолняют с целью проварки всего сечения. Разделку производят рубкой ручным или пневматическим зубилом, либо фрезерованием, строжкой, проточкой на станке или же огневыми способами кислородным резаком, воздушно-дуговым способом, дуговой выплавкой. [c.67]
При ручной и машинной кислородной резве металл нагревается за счет сгорания газа (ацетилен, газ-заменитель, пары керосина или бензина) при температуре воспламенения и в струе режущего кислорода. Применяемые для этой цели резаки должны отвечать требованиям ГОСТ 5191—69. [c.211]
Резак К-51 для ручной резки стали керосино-кислородным пламенем [c.909]
Для ручной и машинной кислородно-флюсовой резки труб из хромистых и хромоникелевых сталей применяют специальную установку УРХС-4 (рис. 79). В состав установки входит резак 1 РАФ-1-59, питающийся по шлангам 2 я 3 кислородом и ацетиленом. Железный порошок насыпают в смеситель 6, из него с помощью флюсопитателя 5 из шлангов 7 флюс поступает в резак. [c.139]
Ручная резка производится по разметке ручными ацетиленокислородными и бензино- или керосино-кислородными резака- [c.105]
Самостоятельная группа процессов газопламенной обработки связана с термической резкой металлов, которая объединяет способы кислородной, плазменнодуговой и лазерной резки. Преимущественное распространение в настоящее время имеет кислородная резка, при которой используется подогревающее пламя для нагрева кромки реза до температуры его воспламенения в кислороде. Наиболее эффективным горючим газом для подогревающего пламени является ацетилен. Однако в связи с его дефицитностью часто применяют другие пропан-бутан, природный газ и керосин. Ежегодно выпускается несколько сот тысяч ручных ацетиленокислородных резаков для резки и свыше трех тысяч машинных резаков [c.11]
Установки механизированные для кислородной резки стали Оборудование немеханизированное, ручная аппаратура для кислородной резки металлов и сменные машинные резаки Установки для ручной резки [c.232]
Газопламенную резку труб выполняют вручную с помощью приспособлений и на специальных станках. Ручную резку осуществляют по разметке ручными ацетилено-кислородными, бен-зйно- и керосино-кислородными резаками. Это весьма трудоемкий процесс, требующий высокой квалификации резчика. При ручной резке кромки труб и деталей получаются неровными, форма и углы фасок под сварку неправильными, в результате чего соединяемые трубы и детали плохо сопрягаются. После ручной резки требуется доводка кромки до требуемой формы и размеров. Доводку производят пневматическими зубилами, шлифовальными машинками и опиловкой напильником. [c.83]
В холодильной технике также распространена ручная резка кислородно-пропановыми резаками, поверхность реза гораздо более грубая, чем после резки абразивным кругом (рис. 2.41 и 2.42). Однако при высокой квалификации резчиков и сварщиков применение резки окислением оправдано, так как резку можно проводить в любых положениях, а также выполнять резы сложной конфигурации. Производительность газопламенной резки высока. Толщина металла при газопламенной резке должна быть не менее 3 мм. При таком способе резки металл нагревают пламенем до температуры его воспламенения в кислороде, сжигают его в струе кислорода и используют полученную теплоту для прогрева следующих участков. Струей кислорода и газов, образовавшихся при горении металла, выдувают из реза [c.106]
Пробивка отверстия является первой необходимой операцией в том случае, когда резка должна начаться где-либо в середине заготовки, а не с ее кромки это может быть сделано струей режущего кислорода с последующей вырезкой отверстия с целью расширения его до заданного диаметра. Применяют стандартные резаки для ручной иди механизированной резки. Вершины конусов подогревающего пламени должны касаться поверхности в том случае, когда головку резака держат вертикально. Кислородный вентиль должен открываться медленно и постепенно так, чтобы не происходило выплескивания нсидкого расплавленного металла. В этом пункте имеющиеся утсазания расходятся — нужно или нет слегка приподнимать или наклонять мундштук современные руководства [47] рекомендуют держать мундштук вертикально, на одном н том же расстоянии от металла, медленно передвигая его в направлении резки (если резка должна последовать за прожиганием отверстия). Шлак должен выдуваться в сторону, противоположную направлению движения мундштука. После того как отверстие будет пробито, мундштук опускают, делая им кругообразные движения для расширения отверстия и придания ему цилиндрической формы. Подачу режущего кпслорода открывают полностью только после пробивки отверстия. [c.636]
Приспособление ручных ацетилено-кислородных резаков для работы на сжиженном газе обычно достигается рассверловкой отверстий в сопле инжектора до 0,95—1,0 лж, в смесителе — до 2,8— [c.456]
Э6 4520 Оборудование немеханизи- 36 4570 роваиное, ручная аппаратура для кислородной резки металлов и сменные машин- 36 4571 ные резаки 36 4572 [c.232]
Кислородно-флюсовая резка нержавеющих сталей применяется на Таганрогском заводе Красный котельщик . Она позволила повысить производительность труда при резке аустенитных марок сталей в 5 раз и уменьшить затраты в 4 раза. В комплект оборудования для такой резки входят ручной и машинный резаки, переделанные для использования природного газа, флюсопи-татель УФР-2, модернизированный Подольским заводом имени Орджоникидзе, и специальное вентиляционное устройство. Ручной резак изготовлен из сварочной горелки типа СУ. В целях получения мощности и стабильного пламени как машинный, так и ручной резаки комплектуются двумя сменными самоцентрирующимися мундштуками, образующими щелевой кольцевой зазор. Наружный мундштук изготовляется из красной меди марки М-3, а внутренний — из нержавеющей стали марки 1Х18Н12Т. Оба мундштука прижимаются к головке резака латунной накидной гайкой. [c.111]
Установка состоит из флюсопитателя ФПР-1-59 и ручного резака РАФ-1-59 для кислородно-флюсовой резки. [c.75]
Ручная разделительная кислородная резка производится либо специальными горелками-резаками тина РЗР-55, либо ацетиленокислородными резаками, приспособленными для работы на сжиженном газе. Резак типа РЗР-55 является инжекторным и отличается от серийных ацетилено-кислородных резаков только увеличенными размерами сопла, горла смесителя и мундштуков. Приближенные показатели работы этого резака на техническом пропане и кислороде чистотой 99,5%, по данным ВНИИавтогена, приведены в табл. 13. 4. При уменьшении чистоты кислорода скорость резки снижается примерно на 20% на каждый процент уменьшения содержания кислорода. [c.456]
Самым распростраценным способом резки стальных труб является газопламенная кислородная резка. Однако этот способ обладает недостатком для углеродистых труб — необходимость зачистки кромок реза, а для труб из легированных сталей — удаление слоя металла толщиной 2—4 мм, поврежденного огневой резкой. Кислородная резка труб производится вручную, операция весьма трудоемкая и обычно бывает низкого качества (кромки реза неровные, углы фасок неправильные), что приводит к плохой сопрягаемости элементов труб и требует дополнительной обработки кромок. Поэтому для резки труб применяют различные приспособления. На рис. 24 приводится вид механизированного приспособления (трубореза ТР-2), установленного на трубе, подлежащей резке. Этот труборез предназначен для резки труб диаметром 190—350 мм. Он состоит из П-образного корпуса, к которому прикреплена кольцевая зубчатая рейка для перемещения резака. Перемещение зубчатой рейки осуществляют ручным шестеренным приводом, смонтированным на корпусе резака. П-образная форма корпуса позволяет ставить резак на трубу в любом месте. К трубе резак крепится при помощи цепного зажима и винтовой стяжки. Горючий газ (ацетилен или пропан-бутан) из ацетиленового [c.88]
chem21.info
Газокислородные резаки (горелки для кислородной резки)
 Газокислородные резаки (горелки для кислородной резки)
Газокислородные резаки (горелки для кислородной резки) Категория:
Резание металла
Газокислородные резаки (горелки для кислородной резки) В газокислородном резаке конструктивно объединены подогревательная и собственно режущая части. Подогревательная часть газокислородного резака по принципу устройства, конструкции и методам расчета аналогична сварочным горелкам. В зависимости от давления горючего газа подогревательная часть может быть инжекторной или безынжекторной. Инжектор необходим при пользовании ацетиленом низкого давления. При ацетилене среднего давления или горючих газах, подаваемых под достаточным давлением, можно пользоваться резаками с безынжекторным подогревательным устройством. В промышленности обычно пользуются резаками с инжекторным подогревательным устройством, независимо от давления применяемого горючего газа.
Относительное расположение каналов для режущего кислорода и подогревательного пламени показано на рис. 1. Последовательное расположение отверстий для режущего кислорода и подогревательного пламени в настоящее время применяется редко, оно пригодно лишь для резки в одном направлении; впереди должно находиться подогревательное пламя, а за ним следует струя режущего кислорода. При изменении направления резки на противоположное режущий кислород попадает на недостаточно подогретый металл и процесс резки прекращается. Значительно удобнее концентрическое расположение выходных отверстий для смеси подогревательного пламени и для режущей струи кислорода.
В резаках с концентрическим расположением выходных отверстий подогревательное пламя получает форму огненной трубки, по оси которой располагается режущая струя кислорода. Устройство с кольцевой щелью наиболее распространено в кислородных резаках малой и средней мощности, изготовляемых нашей промышленностью. Для мощных резаков кольцевая щель не дает пламени достаточной мощности, увеличение ширины щели делает пламя неустойчивым и приводит к обратным ударам. Поэтому для резаков средней и большой мощности рекомендуется подавать подогревательную смесь через отверстия круглого сечения, расположенные концентрически вокруг отверстия для режущего кислорода в один или два ряда.
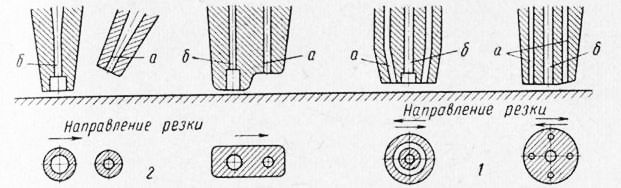
Рис. 1. Расположение сопел газокислородного резака: а — подогревательная смесь; б — режущий кислород; 1 — концентрическое расположение сопел; 2 — последовательное расположение сопел
Резаки с выходными отверстиями, расположенными концентрически, позволяют вести резку в любом направлении: струя режущего кислорода попадает всегда на достаточно подогретый металл, что весьма удобно, а для фигурной резки, когда направление резки значительно меняется, необходимо. Поэтому в настоящее время применяют почти исключительно резаки с концентрическим расположением отверстий, а резаки с последовательным расположением отверстий почти вышли из употребления.
Мощность подогревательного пламени выбирают в соответствии с толщиной разрезаемого металла. Обычно для расчетов принимают, что 85% необходимого тепла для процесса резки получается в результате реакции сгорания железа в кислороде, а остальные 15% дает подогревательное пламя. При конструировании резака следует обеспечить необходимую длину подогревательного пламени, для того чтобы оно могло подогревать нижележащие слои металла. В мощных резаках для резки стали больших толщин приходится применять подогревательное пламя длиной свыше метра. Длина пламени зависит от применяемого горючего газа, а именно от скорости его сгорания. Быстро-сгорающие газы, например ацетилен, дают короткое пламя. Газы, горящие медленнее, дают пламя более длинное; особенно длинное пламя дает водород, который поэтому иногда и применяется в резке металла больших толщин. Достаточно длинное пламя дают также метан, природный газ. Пламя регулируется на максимальную температуру, а поэтому имеет обычно избыток кислорода по сравнению с пламенем, применяемым для сварки.
Важное значение имеет устройство внутреннего канала режущего мундштука или сопла для режущего кислорода. Обычно в нашей промышленности применяют сопла цилиндрические или ступенчато-цилиндрические (рис. 244). При этих соплах приходится пользоваться кислородом довольно высокого давления, причем необходимое давление быстро возрастает с толщиной разрезаемого металла.
Для резки стали необходима достаточно мощная струя кислорода, обеспечивающая требующуюся скорость сжигания металла. Струя на всю толщину разрезаемого металла должна быть по возможности цилиндрической, с минимальным уширением, для обеспечения постоянной ширины реза по всей толщине металла. Для успешного сдувания расплавленного шлака и доступа к поверхности металла скорость кислорода в струе должна быть высокой, — как показывает опыт, порядка 500—700 м/сек, т. е. скорость должна быть сверхзвуковой.
Цилиндрические сопла обладают низким к. п. д., и для получения необходимой скорости истечения кислорода и нужной длины цилиндрической части струи приходится прибегать к довольно высокому давлению кислорода, поступающего в резак, причем это давление быстро растет с увеличением толщины разрезаемого металла. Сопла с криволинейными образующими дают значительно лучшие результаты, как показали исследования, проведенные М. М. Борт. Улучшение работы сопла прежде всего проявляется в понижении рабочего давления режущего кислорода на входе в резак. Единственным обоснованием применения цилиндрических сопел в настоящее время может являться лишь простота их изготовления. Несовершенство цилиндрических сопел особенно сказывается при резке стали больших толщин. Необходимое давление режущего кислорода уже для толщины 200 мм достигает 10 am, а для толщины 400—500 мм доходит до 20—25 am.
Для подачи кислорода высокого давления требуются специальные бронированные шланги; кислород выходит из сопла при давлении выше атмосферного и, расширяясь, образует струю конической формы. Значительное уменьшение давления охлаждает кислород вследствие дросселирующего эффекта и замедляет резку- Поэтому толщина 400—500 мм для цилиндрических сопел может считаться предельной.
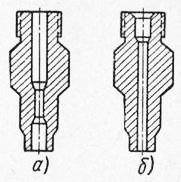
Рис. 2. Сопла для режущего кислорода: а — ступенчато-цилиндрическое; б — цилиндрическое
В мощных кислородных резаках кислород режущий и кислород для подогревательного пламени подводят по отдельным шлангам, поэтому к резаку подводят три шланга: два кислородных и один ацетиленовый. Малые и средние резаки обычно изготовляют двухшланговыми, кислород подводится одним общим шлангом и уже в самом резаке распределяется на режущее сопло и на питание подогревательного пламени. Наша промышленность изготовляет несколько типов кислородных резаков для ручной резки различного назначения, а также специальные резаки для установки на газорежущих машинах.
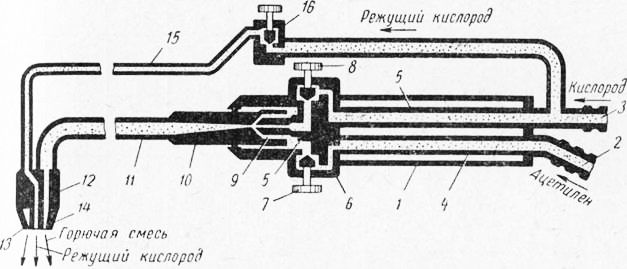
Рис. 3. Устройство резака УР
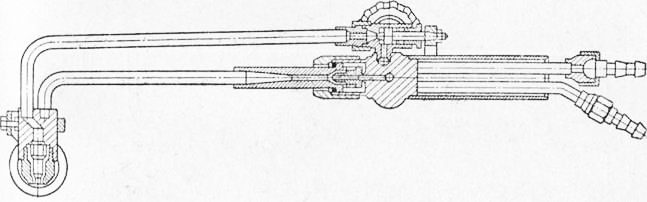
Рис. 4. Конструкция резака УР
Ручной резак УР состоит из двух основных частей — ствола и наконечника. Ствол состоит из рукоятки с ниппелями и трубками для ацетилена и кислорода и корпуса с регулировочными вентилями — ацитиленовым и кислородным. Наконечник включает в себя инжектор, смесительную камеру, трубку горючей смеси, трубку режущего кислорода с вентилем, наконечник резака с мундштуками — внутренним и наружным. Действие подогревательной части резака аналогично действию инжекторной сварочной горелки. Открытием вентиля 16 подается режущий кислород, сжигающий металл и производящий резку.
Внешний вид резака УР представлен на рис. 2. Для резки стали толщиной 5—300 мм резак комплектован пятью внутренними и двумя наружными мундштуками. Для удобства перемещения и поддержания постоянного расстояния от среза мундштука до поверхности разрезаемого металла резак снабжен тележкой с двумя роликами.
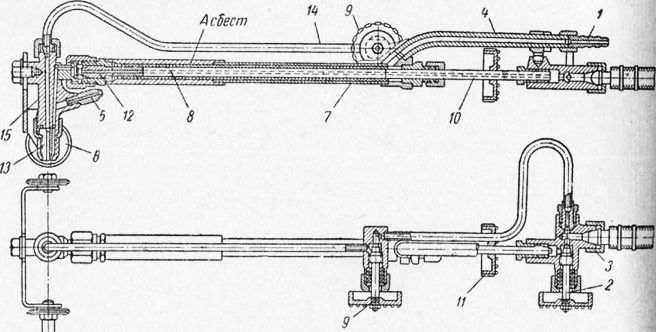
Рис. 5. Бензорез (керосинорез)
Применение ацетилена для газокислородной резки не обязательно; во многих случаях не только возможно, но и желательно заменять ацетилен другими, более дешевыми и менее дефицитными горючими газами. Ацетилен дает слишком высокую температуру подогревательного пламени, что часто ведет к оплавлению кромок; сверх того, ацетилен при неточной регулировке подогревательного пламени науглероживает кромки реза, что делает их способными к закалке и затрудняет последующую механическую обработку.
Замена ацетилена другим горючим газом не требует большой переделки резака, рассчитанного для работы на ацетилене. В большинстве случаев требуется лишь некоторое увеличение подачи подогревательной смеси, для чего меняется или несколько растачивается наружный подогревательный мундштук. С широким развитием газификации весьма целесообразен перевод резки на природный газ, представляющий собой обычно почти чистый метан, хорошо удовлетворяющий требованиям резки.
Резку можно успешно производить и на жидких горючих. Бензорез или керосинорез, изготовляемый нашей промышленностью, включает в себя специальный резак и бак для горючего. Резак инжекторного типа состоит из вентиля для подогревательного кислорода, маховичка для регулировки подачи горючего, испарителя, инжектора, головки со сменными мундштуками, подогревательного мундштука для испарения горючего, ниппеля для кислорода и ниппеля для горючего. Кислород, поступивший в резак, разветвляется на две части. Подогревательный кислород поступает в трубку, находящуюся внутри трубки. Трубка обмотана асбестом, заполняющим трубку и впитывающим горючее; к концу трубки припаян инжектор. Горючее поступает в трубку, далее в трубку и по асбестовой оплетке — в испаритель, где испаряется пламенем подогревателя. Режущий кислород через вентиль и трубку поступает к режущему мундштуку.
Бак для горючего (рис. 6) состоит из резервуара, ручного нагнетательного воздушного насоса, предохранительного клапана, отводящей трубки, запорного вентиля, ниппеля для присоединения шланга.
Рис. 6. Бак для горючего
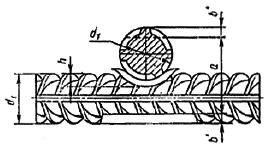
Главной особенностью бензореза является наличие испарительной камеры, в которой горючее превращается в пары, поступающие в камеру смешения, где они образуют горючую смесь с подогревательным кислородом для питания подогревающего пламени. Также изготовляют специальные резаки для различных назначений, например, для срезки заклепочных головок, для вырезки жаровых труб в паровых котлах, для вырезки круглых отверстий малого диаметра, например под сборочные болты и заклепки, для строгания и поверхностной обработки металла и т. д.
Читать далее:
Процесс газокислородной резки
Статьи по теме:
pereosnastka.ru
Кислородный резак - Большая Энциклопедия Нефти и Газа, статья, страница 2
Кислородный резак
Cтраница 2
На рисунке показано устройство ручного кислородного резака: 1 - вентиль для режущего кислорода; 2 - кислородная трубка; 3 - рукоятка; 4 - ацетиленовая трубка; 5 и 6 - вентили соответственно для подогревающего кислорода и ацетилена. [16]
За один оборот зубчатой рейки кислородный резак обрезает трубу или образует скос кромки на ее конце. [17]
ДВУХПЛАМЕННЫЙ РЕЗАК, двух-факельный резак - кислородный резак, снабженный двумя наконечниками для одновременной резки по двум контурам. [18]
Кроме того, на машине Огонек установлены более производительные и надежные кислородные резаки внугрисоплового смешения с номинальным давлением кислорода на входе 1 2 МПа. Основные параметры машины Огонек с магнитным копированием приведены ниже. [19]
Канат рубят кузнечным зубилом на плите или разрезают кислородным резаком. Куски каната снабжают копией заводской бирки или сертификата с указанием длины отрезанного куска. [21]
Канат рубят кузнечным зубилом на плите или разрезают кислородным резаком. [23]
Сваренная труба режется на ходу летучим отрезным станком, оборудованным двумя механизированными кислородными резаками. Резаки смонтированы на легком кольце, охватывающем трубу с небольшим зазором. При резке кольцо закрепляется на трубе при помощи гидравлических цилиндров. Кольцо устанавливают на подвижной тележке, которая перемещается вместе с трубой. Иногда вместо отрезного станка с кислородными резаками устанавливают отрезной станок с фрезерными головками, которые отрезают трубу с одновременной разделкой фасок. [24]
Для кислородно-флюсовой резки ( рис. 263) необходимо иметь специальную аппаратуру: флюсопитатель и специальный кислородный резак с приспособлениями для подачи флюса. Нормальный флюсопитатель, выпускаемый нашей промышленностью, имеет небольшие размеры и весит около 40 кг. Расход флюса при резке специальных сталей колеблется от 1 - 2 кг для толщины 10 мм до 10 - 14 кг для толщины 200 мм на 1 пог. Флюс расходуется относительно экономнее при больших толщинах. Для малых толщин рекомендуется применять пакетную резку, выбирая оптимальную общую толщину металла. Кислородно-флюсовый способ Позволяет успешно резать специальные стали, в том числе нержавеющие и жаростойкие, а также чугун и цветные металлы. Недостатком способа является значительный расход флюса, еще довольно дорогого. [25]
В кузнечно-штамповочных цехах наибольшее распространение получила аппаратура для ручной газовой резки, которая осуществляется с помощью кислородных резаков. Принципиальная схема устройства инжекторного резака показана на фиг. [26]
Удаление излишков металла и прибылей с литья, следов от литнпков производят срезкой ( абразивными кругами, пилами или кислородным резаком), а пламенная смывка удаляет оставшийся слой заподлицо с остальной поверхностью отливки. [28]
При износе труб по всей длине их заменяют целиком, для чего удаляют сварные швы у трубных досок фрезой или кислородным резаком и обрабатывают отверстия в трубных досках зенкером или фрезой. [30]
Страницы: 1 2 3 4
www.ngpedia.ru
Резаки кислородные ручные универсальны - Энциклопедия по машиностроению XXL
К универсальным резакам относятся также вставные резаки, предназначенные для резки при выполнении монтажных, ремонтных и других работ в условиях индивидуального рабочего поста, когда сварку и резку выполняет один человек. Вставные резаки присоединяют к стволам универсальных горелок. Они имеют два исполнения резак PB-IA-02 присоединяется к стволу горелки Г2-04 предназначен для ручной кислородной резки низкоуглеродистых и низколегированных сталей резак РВ-2А-02 присоединяется к стволу горелки ГЗ-03. [c.304]
Ручные резаки классифицируются по следующим признакам по роду горючего, на котором они работают (для ацетилена, газов-заменителей, жидких горючих газов) по принципу смешения горючего газа с кислородом — на инжекторные и безынжекторные по назначению — на универсальные и специальные по виду резки — на разделительные, поверхностные, кислородно-флюсовые. [c.13]Для ручной газокислородной резки металла широко применяется универсальный резак УР (рис. У.Зб). Он отличается от сварочной горелки тем, что имеет дополнительный канал для режущей струи кислорода состоит из двух основных частей — ствола и наконечника. Ствол имеет рукоятку 7, ниппели для подвода ацетилена 4 и кислорода 3, трубки ацетиленовую 5 и кислородную 6, корпус 8 с регулировочными вентилями для ацетилена 10 и кислорода 9. Наконечник состоит их инжектора 11, смесительной камеры 12, трубки подачи горючей смеси 13, головки резака 14 со сменными внутренним (режущим) 16 и наружным (подогрева- [c.304]
Универсальный ацетилен о-к и с л о р о д-ный резак инжекторного тииа Пламя-62 (рис. 54) предназначен для ручной разделительной резки стали кислородной струей с использованием подогревающего пламени. Он обеспечивает резку углеродистых [c.129]
Резаки для кислородной резки служат для правильного смешения горючих газов или паров жидкости с кислородом, образования подогревающего пламени и подачи в зону резки струи чистого кислорода. Резаки классифицируют по назначению (универсальные и специальные), по принципу смешения газов (инжекторные и безынжекторные), по виду резки (для разделительной и поверхностной резки), по применению (для ручной и машинной резки). Наибольшее применение получили универсальные инжекторные ручные резаки для разделительной резки (рис. 96). Они отличаются от сварочных горелок наличием отдельной трубки для подачи кислорода и особым устройством головки, состоящим из двух сменных мундштуков (наружного — для подогревающего пламени и внутреннего — для струи чистого кислорода). Ацетилен подается по шлангу к ниппелю /, а кислород — к ниппелю 2. От ниппеля 2 кислород идет по двум направлениям. Одна часть кислорода, как в обычных сварочных горелках, поступает в инжектор и затем в смесительную камеру. Здесь образуется горючая смесь кислорода с ацетиленом, засасываемым через ниппель [c.106]
ОБОРУДОВАНИЕ И АППАРАТУРА ДЛЯ РАЗДЕЛИТЕЛЬНОЙ КИСЛОРОДНОЙ РЕЗКИ 52. Универсальные ручные резаки [c.171]
Для ручной газовой (кислородной) резкя используют резаки, а для кислородно-флюсовой — установки для ручной резки. В резаке для ручной кислородной резки происходит смешение горючего газа или жидкости с кислородом, он осуществляет подогрев металла по линии реза образующимся подогревающим пламенем и подает струю кислорода в зону резки. Наибольшее применение получили ручные резаки универсального назначения для разделительной резки металла тощиной [c.304]
Установка для кислородно-флюсовой резки (УГПР) предназначена для ручной резки коррозионно-стойких сталей и чугуна (рис. 2.13) вырезки деталей и заготовок. Установка УГПР состоит из бачка флюсопитателя, смонтированного вместе с редуктором ДКС-66 на специальной тележке и ручного универсального резака Р2А-01 с узлом внешней подачи флюса. [c.305]
Подобно другим методам поверхностной обработки слитков блюмсов, заготовок и т. п. поверхностная кислородно-флюсовая резка в значительной мере ставит проблему перевалки. Поэтому рабочее место должно быть подготовлено для того, чтобы можно было пропустить большое число отливок. До начала резки следует ясно разметить или отметить все дефекты таким образом, чтобы резчик смог бы их легко найти, не снимая защитных темных очков. Очень часто дефекты отмечаются мастером, возглавляющим большое число резчиков. Когда требования к качеству работы высоки, целесообразным является создание бригады из двух резчиков, работающих попеременно на разметке и на зачистке. При такой организации обеспечивается желательный темп работы и регулярный отдых резчика от работы с резаком. Хотя ручная поверхностная резка благодаря своей универсальности и относительно низкой стоимости оборудования нашла широкое применение, но стремление к повышению производительности труда требует этот процесс полностью механизировать. Машинная зачистка обычно производится в стадии слябов и блюмсов, так как коническая форма слитка затрудняет обработку. Машинная кисло-родно-флюсовая зачистка так же, как и обычная поверхностная кислородная резка, может производиться как на холодных, так и на горячих слябах и блюмсах. [c.127]
УРЗ-49 РЗП-49 Резак универсальный ручной Кислородная разделительная резка низкоуг- леродистой стали. Технические характеристики примерно соответствуют резаку УР-49. В качестве горючего для подогревающего пламени используются технические газы — заменители ацетилена (природные газы, технический метан, коксовый газ и т. п.) [c.122]
Дополнительное оборудование транспортного средства внутреннее освещение кузова, фиксаторы дверей, тиски ручные, баллон пропановый, баллон кислородный, резак инжекторнь[й, горелка универсальная, отопитель бытового отсска [c.57]
Резка листов. Ручная разделительная кислородная ряезка применяется для резки листов толщиной от 3 до 300 мм с использованием универсальных ручных резаков Р2А-01, РЗП-01 и до 800 мм при использовании специализированных резаков типа РЗР-2. [c.188]
Газовая резка ведется на обычном газосварочном оборудовании при этом сварочная горелка заменяется резаком (фиг, 118), подающим ацетилено-кислородную смесь. Резаки бывают универсальные и специальные. К специальным относятся резаки для подводной резки, вырезания отверстий и др. Помимо ручных резаков, широко применяются полуавтоматические и автоматические машины для газовой резки, обеспечивающие хорошее качество реза, высокую производительность и достаточную точность разрезания. [c.147]
Ручную кислородную резку металла выполняют специальными резаками. Резаки служат для смешения горючего газа с кислородом, образования подогреваюш,его пламени и подачи к разрезаемому металлу струи режущего кислорода. Широкое распространение получили универсальные резаки, которые обеспечивают возможность резки стали в любом направлении толщиной 3— [c.46]
Ручная резка выполняется при помощи универсального инжекторного резака, схема которого показана на рис. 223. Этот резак служит для резки стали толщиной от 5 до 300 мм и работает при давлении ацетилена в пределах 0,01—1,5 кПсм (0,001—0,15 Мн м ). Кислородный резак выполнен на базе обычной сварочной горелки и отличается от последней только тем, что в передней части наконечника имеется головка резака /, в которую впаяна трубка режущего кислорода 2. Для подачи газов в головку резака имеются вентили 3, 4 и 5. [c.336]
Универсальные резаки инжекторного типа Ракета-1 и Раке1а-2 предназначены для ручной разделительной кислородной резки низкоуглеродистых сталей толщиной от 3 до 300 мм. Резак Ракета-1 работает на ацетилене, резак Ракета-2 — на газах-заменителях ацетилена. У резаков Ракета-1 и Ракега-2 узел инжекции находится не в корпусе, а в головке резака. Резаки состоят из ниппелей для присоединения шлангов горючего газа и кислорода. Кислородный рукав присоединяется к штуцеру, [c.146]
Наряду с универсальными ручными резаками промышленностью выпускаются специализированные ацетилено-кислородные резаки. [c.136]
Резаки для природного газа. Наиболее распространенным резаком является стандартный резак типа УР. Мундштуки подогревательного пламени и режуш,его кислорода этого резака расположены концентрически. Для ручной разделительной кислородной резки с применением природного и других газов—заменителей ацетилена промышленность выпускает резак РЗР. По конструкции он относится к типу инжекторных и в основном отличается от серийного ацетилено-кислородного резака УР-48 только диаметрами проходных каналов в инжекторе, смесительной камере и наружных наконечниках. Диаметр отверстия инжектора 0,95 мм, цилиндрического отверстия в смесительной камере 2,8 мм диаметры отверстий в наружных наконечниках № 1 и 2 соответственно 6 и 7 мм. Для резки металла с использованием природного газа можно применять и универсальный инжекторный резак УР-48 весом 1,6 кг, предназначенный для ручной разделительной резки стали толщиной 5—300 мм (табл. И), а также резаки типа УР-44, РР-53 и другие с некоторой модернизацией. [c.40]
Ручные резаки для кислородной резки многообразны по конструкции в зависимости от их назначения. Наибольшее применение имеют универсальные инжекторные ручные резаки со шелевыми мундштуками (рис. 18.2). [c.126]
mash-xxl.info