Самодельный трубогиб для профильной трубы – схема, чертежи, видео. Станок для гибки профильной трубы
Делаем профилегиб станок своими руками
Профилегибочный станок. Для чего он нужен?

Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа. Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.

Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки

Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы

Электрический профилегиб с винтовой передачей. Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки

Ручной профилегиб. Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.
Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов

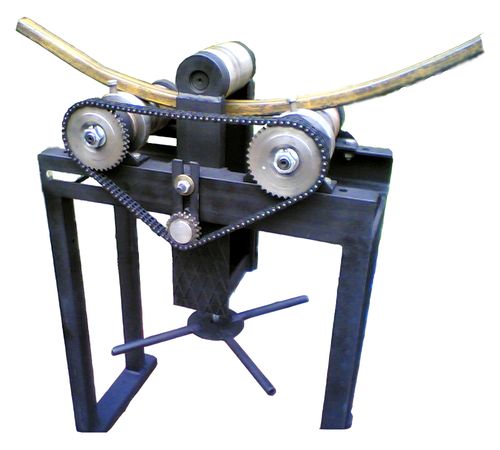
Конструкция простейшего профилегиба прокатного типа
Основными элементами профилегибочного станка являются валы, закреплённые на прочной металлической станине. При этом пара прокатных валиков отвечает за продольное перемещение заготовки, а подвижный ролик обеспечивает нажатие на деталь. В зависимости от конструкции агрегата, усилие прижима регулируют в широких пределах при помощи винтовой пары, домкрата или гидравлического механизма. Прокатные валики приводятся в действие при помощи электродвигателя или вручную. Последний вариант применяется на небольших приспособлениях и чаще всего повторяется умельцами в домашних условиях.
Кроме этого, существуют и другие конструкции профилегибов:
- агрегаты с левым подвижным роликом используют для получения спиралей. Чаще всего такие станки оснащаются ЧПУ и позволяют сгибать детали, точно контролируя градиент гибки;
- станки с подвижными нижними валами сгибают габаритные заготовки, поэтому оснащаются гидравлическим приводом. Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
- модели, в которых все ролики являются подвижными, представляют собой элиту профилегибочного оборудования и могут работать с деталями любой конфигурации и толщины.
Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.

Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
- уголки или профильные трубы для изготовления корпуса станка;
- швеллеры или металлопрофиль крупного сечения для основания станины;
- заготовки для изготовления валов и ролика;
- цепь;
- натяжитель цепи;
- приводные звёздочки;
- корпуса подшипников;
- подшипники;
- гидравлический домкрат или винтовая передача;
- ручка приводного вала;
- пружины — при использовании домкрата;
- болты и гайки.

Большинство деталей для изготовления самодельного профилегиба найдётся в каждом гараже
Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.

Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) — из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.

Чертёж трубогиба с радиальным воздействием на заготовку
Одна из конструкций позволяет выполнять радиальное сгибание прямоугольных профильных труб благодаря использованию двух роликов, один из которых является подвижным, а другой — опорным (направляющим). Деформация заготовки по нужному радиусу осуществляется нажатием и перемещением рабочего ролика вокруг направляющего. Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.

Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.

Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
- чтобы при сгибании габаритных заготовок профилегиб не опрокидывался, его станину делают устойчивой и массивной. Лучшим материалом для изготовления можно считать швеллер или двутавровую балку;
- вальцы станка должны иметь низкую шероховатость и повышенную твёрдость. Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
- конструкция корпуса должна обеспечивать изменение расстояния между осями приводных валов. Увеличенная дистанция позволит прокатывать заготовки с большим поперечным сечением, тогда при уменьшении межосевого расстояния можно будет получать изгибы малого радиуса;
- рычаг привода должен обеспечивать лёгкость вращения при работе, поэтому его не следует делать слишком коротким.
Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся — подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.

Чертёж профилегиба

Чертёж профилегиба

Чертёж профилегиба
Инструкция по сборке
- Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.

Изготовление валов и опорных колец придётся доверить токарю
Можно изготовить цилиндрические валики без проточек под профильные трубы. В таком случае на каждый вал изготавливают по два ограничительных кольца. Такие цилиндрические насадки устанавливают с учётом ширины заготовки и фиксируют при помощи болтов.
- Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.

Опоры валов с установленными подшипниками
- На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.

Шпоночный паз можно сделать дрелью
- В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.

Резьба для фиксации ограничительных колец
- Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.

Опорная площадка верхнего ролика
- Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин.
- При помощи сварочного оборудования изготавливают опорные ноги и станину. Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика. Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.

Станина с установленной площадкой верхнего ролика
- Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.

Пружины дадут возможность приводить домкрат в начальное положение
- В опорной раме сверлят ряд отверстий, которые будут обеспечивать переменное расстояние между валами. Важно точно выдерживать расстояния, поскольку при смещении подшипниковых узлов перпендикулярность установки будет нарушена, вследствие чего заготовку будет зажимать в процессе прокатки.
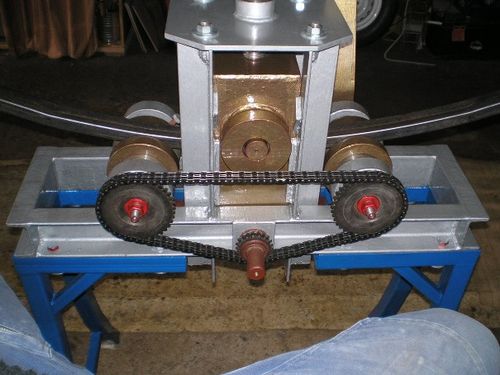
- Устанавливают опорные валы. Монтируют ведомую и ведущую звёздочки и приводную цепь.

Монтаж приводных валов и звёздочек
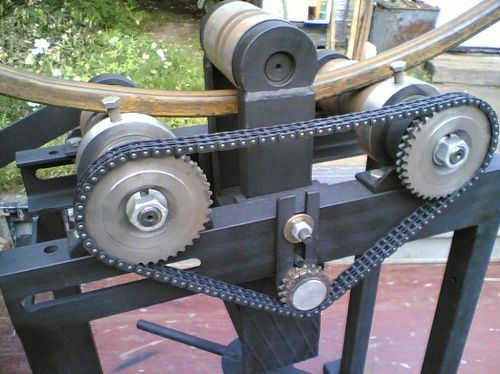
- В опорной раме станины прорезают паз под натяжной ролик. Натяжитель устанавливают на станок и устраняют провисание цепи.

Натяжитель позволит избежать провисания цепи
- Из стального прутка диаметром 20 мм изготавливают ручку привода станка. На ту её часть, за которую держат рукой, монтируют отрезок металлической трубки, смещение которой ограничивают большой шайбой, приваренной к торцу ручки.

Правильно изготовленная ручка не будет натирать руки
- На верхнюю площадку устанавливают домкрат и фиксируют его при помощи болтов и гаек.

Установка домкрата — финальная стадия работы
- Проводят испытания станка на отрезке профильной трубы. Для этого заготовку укладывают на нижние валы и прижимают к ним при помощи домкрата. Вращением ручки устройство приводят в действие. Пробуют различное усилие прижатия и его влияние на радиус закругления детали.
После того как профилегибочный станок будет испробован, его следует очистить от ржавчины, обработать антикоррозионным составом и покрасить. Тем самым вы сможете защитить металл от влаги, а приспособление получит законченный, эстетичный вид.

После окрашивания станок приобретает законченный вид
Видео: самодельный профилегиб в действии
Изготовленный по нашей инструкции профилегибочный станок способен выполнять те же функции, что и промышленное оборудование. С той минуты, когда вы запустите аппарат, сгибание профильных труб при помощи физической силы и кустарных способов останется в прошлом. Скорость и качество изготовления металлоконструкций отныне переходит на новую ступень. Это тот уровень, при котором ваши изделия будет невозможно отличить от заводской продукции, та степень мастерства, когда построенные сооружения станут невольными свидетелями вашего умения и трудолюбия.
 Благодаря разносторонним увлечениям пишу на разные темы, но самые любимые - техника, технологии и строительство. Возможно потому, что знаю множество нюансов в этих областях не только теоретически, вследствие учебы в техническом университете и аспирантуре, но и с практической стороны, так как стараюсь все делать своими руками. Оцените статью: Поделитесь с друзьями!
Благодаря разносторонним увлечениям пишу на разные темы, но самые любимые - техника, технологии и строительство. Возможно потому, что знаю множество нюансов в этих областях не только теоретически, вследствие учебы в техническом университете и аспирантуре, но и с практической стороны, так как стараюсь все делать своими руками. Оцените статью: Поделитесь с друзьями! postroika.biz
Трубогиб для профильной трубы своими руками – схема, чертежи, видео
Гибка профильных труб — достаточно распространенная процедура, для выполнения которой используется специальное устройство — трубогиб. Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.

Одна из простейших разновидностей трубогиба для профилированных труб
Серийные устройства различаются по принципу действия, они могут иметь разные типы приводов, однако для работы на любом из таких приспособлений требуется определенный опыт. Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево. Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Необходимые элементы конструкции

Схема работы трубогиба весьма незамысловата
Чтобы изготовить трубогиб своими руками, можно использовать чертежи различных конструкций. Их выбор определяется в основном тем, какими материалами вы располагаете. Чаще всего останавливают свой выбор на трубогибах фронтального типа, конструкция которых включает в себя:
- три ролика (вала), которые должны быть металлическими;
- приводную цепь;
- оси вращения;
- механизм, который будет приводить в движение все элементы приспособления;
- металлические профили, из которых будет изготовлена рама устройства.
Очень часто станок для гибки профильной трубы изготавливают с роликами, которые выполнены из древесины или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.

Чертеж трубогиба: в разрезе видна конструкция крепления прижимного ролика
Чтобы разобраться в том, как согнуть профильную трубу на самодельном устройстве, важно понимать, по какой технологии происходит такой процесс. Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы.
Чтобы сделать загиб на профильной трубе при помощи такого приспособления, ее необходимо вставить между роликами трубогиба и повернуть ручку. Использование такого простейшего гибочного устройства позволяет получать на профильной трубе изгибы, полностью соответствующие заданным параметрам.

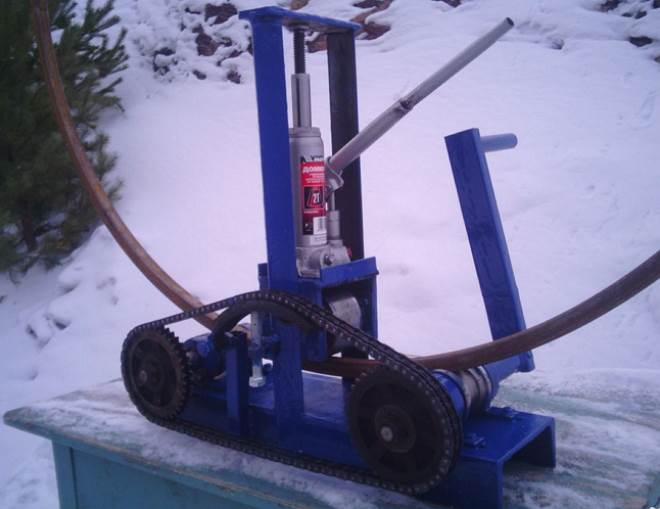
Трубогиб с использованием домкрата
Чтобы сделать простой станок для выполнения гибки профильных труб, потребуются следующие конструктивные элементы:
- обычный домкрат;
- металлические профили и полка, необходимые для изготовления каркаса;
- пружины, отличающиеся высокой прочностью;
- валы в количестве 3-х штук;
- приводная цепь;
- ряд других конструктивных элементов.
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба укладывается на два боковых ролика, а сверху на нее опускается третий, создавая требуемое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.

Вариант с перевернутым домкратом
Процесс изготовления трубогиба
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются при помощи сварки и болтовых соединений.
- По предварительно подготовленному чертежу установить ось вращения и сами валы, два из которых размещаются выше третьего. От расстояния, на котором располагаются оси таких валов, зависит радиус изгиба профильной трубы.
- Чтобы привести в действие такой гибочный механизм, используется цепная передача. Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования.
- Для приведения такого оборудования в действие необходима ручка, которая соединяется с одним из валов. Именно за счет такой ручки создается требуемое крутящее усилие.

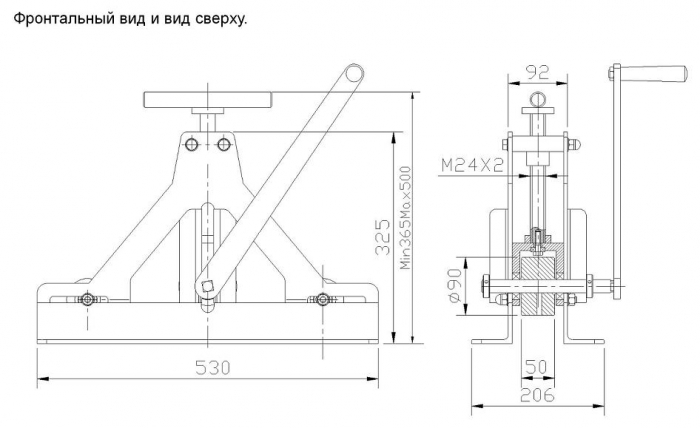
Чертежи трубогиба для профтруб
Инструкция по изготовлению трубогиба
Самостоятельно изготовить трубогиб для профильной трубы совсем несложно, если придерживаться следующей технологической последовательности.
- На прижимном валу размещают шестерни, подшипники и кольца, которые соединяют с ним при помощи шпонки. Сначала разрабатывается чертеж такого вала, обоймы для подшипников и роликов, затем эти детали вытачиваются, что лучше всего доверить квалифицированному токарю. Всего для данного устройства необходимо сделать три вала, один из которых подвешивается на пружинах, а два других располагаются по бокам.
- Затем в кольцах необходимо просверлить отверстия, которые необходимы для изготовления пазов и нарезания резьбы.
- Теперь необходимо сделать полку, для чего используют швеллер, в котором также сверлят отверстия и нарезают резьбу, требуемые при монтаже прижимного вала.
- Всю конструкцию оборудования после выполнения подготовительных мероприятий необходимо собрать, для чего используют сварку и болтовые соединения. В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.
- Следующим этапом является подвешивание полки с закрепленным на ней прижимным валом, для чего используются пружины. После этого на самодельный трубогиб необходимо установить боковые опорные валы, на один из которых крепится ручка.
- Последним штрихом является установка домкрата на трубогиб.
Некоторые тонкости выполнения монтажных работ:
- прижимной вал, зафиксированный при помощи шпонок, дополнительно прикручивается к полке;
- монтаж прижимного вала осуществляется по следующей схеме: вал устанавливается на полку, к которой предварительно приварены гайки для пружин, после выполнения монтажных работ полка переворачивается и подвешивается на пружины;
- натяжение цепей выполняется при помощи магнитного уголка, который используется в качестве держателя;
- при закручивании звездочек применяются шпонки, которые предварительно изготавливают из гровера;
- приводную ручку для гибочного станка делают с проворачивающейся трубкой;
- домкрат на такое самодельное устройство устанавливают на подвесную платформу, для чего используются болтовые соединения и сварка.
Изготовление гидравлического трубогиба
В интернете можно найти много фото и видео того, как самостоятельно сделать устройство для гибки профильных труб с гидравлическим приводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, нагнетательным устройством и упорами для труб, является достаточно трудоемким мероприятием.
На чертеже и в конструкции такого трубогиба можно выделить следующие элементы:
- домкрат гидравлического типа грузоподъемностью не менее 5 тонн;
- башмак;
- ролики в количестве 2–3 штук;
- мощный металлический швеллер;
- пластины из толстого металла и другие детали.
Чтобы выполнить требуемый изгиб профильной трубы при помощи гидравлического устройства, необходимо вставить ее в башмак и зафиксировать оба ее конца. После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее. После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.

Трубогиб для профильных труб в готовом и покрашенном виде
Чтобы самостоятельно изготовить гидравлическое гибочное устройство для профильных труб, фото которого без проблем можно найти в интернете, необходимо выполнить следующие процедуры.
- По чертежу или фото изготавливают конструкцию для монтажа башмака и роликов, а также каркас оборудования.
- На нижнюю платформу крепят металлическую пластину, на которой будет установлен домкрат. После этого такое приспособление закрепляют болтами и устанавливают на него приводную ручку.
- Самое главное — найти подходящие вальцы для профильной трубы, которые должны плотно обхватывать своей рабочей частью. При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.
- Для фиксации роликов и башмака используют болты, отверстия для которых выполняются по размерам, обозначенным в чертеже.

Чертеж еще одного варианта трубогиба
Методы гибки труб при помощи самодельного станка
Вопрос, как согнуть профильную трубу при помощи самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь с еще несколькими рекомендациями. На гидравлических станках можно с успехом выполнять гибку профильных труб из разных материалов, а также толстостенных изделий. Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный нагрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:
- холодным;
- горячим.
Очередная вариация с домкратом
Холодный — это наиболее простой способ гибки, который используется для труб, изготовленных из пластичных материалов. Тонкостью такого процесса является наполнение трубы перед гибкой песком, солью, маслом или холодной водой. Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, то ответом на него станет использование горячего метода гибки.
Полезные советы
На вопрос о том, как согнуть профильную трубу максимально точно и без лишних трудозатрат, дадут ответы несколько полезных советов от квалифицированных специалистов.

Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми
- В ручных трубогибах для гибки профильных труб можно не использовать звездочки, а собрать конструкцию на основе одного приводного ролика. Вместо прижимного винта в таких трубогибах нередко используется домкрат.
- Если вы выполняете гибку по шаблону, то чтобы труба не соскальзывала с него, в качестве упоров можно использовать металлические крючки.
- При необходимости выполнения гибки профильной трубы под большим радиусом, лучше всего использовать трубогиб с тремя роликами.
- Чтобы получить более универсальный гибочный станок, можно сделать его упорные ролики подвижными. Так вы сможете изменять радиус изгиба трубы.
В видео ниже мастер делится опытом по постройке трубогиба из подручных материалов.
Чтобы строго соблюсти размеры требуемого изгиба трубы, лучше всего выполнять такую операцию с использованием шаблона, который изготавливается из древесины. Даже простейший ручной трубогиб с использованием такого шаблона позволит получить изгиб профильной трубы с точным соблюдением заданных параметров. К слову сказать, такие шаблоны в основном и изготавливаются для реализации простейших ручных способов гибки.Оценка статьи:
 Загрузка...
Загрузка... Поделиться с друзьями:
met-all.org
Станок для гибки профильной трубы своими руками – как изготовить?
С помощью станка для гибки профильной трубы намного проще решить задачи, возникающие в ходе строительства.
Применение профильных труб актуально при возведении каркасных сооружений и конструкций в виде арки — теплиц, навесов, козырьков.
В промышленности для сгиба профиля используют специальное автоматическое оборудование.
В частном порядке можно изготовить станок для гибки профильной трубы своими руками. Понадобятся чертеж и инструменты.
Разновидности трубогибов
Опытные мастера знают, что работы с профильными трубами отличаются спецификой. Если нарезка профиля вручную не представляет труда, то его гибка без специального оборудования не только сложна, но и чревата деформацией материала.
Чтобы облегчить и сделать безопасным процесс обработки профильных труб, применяют трубогибы.
Эти приспособления удобны, так как позволяют согнуть профиль под необходимым углом без применения дополнительных деталей. Прочность и другие технические характеристики материала при этом остаются неизменными.
Эксплуатация трубогибов выгодна не только тем, что упрощает процесс обработки профиля, налицо и другие преимущества использования устройства:
- отпадает необходимость в сварке;
- различные конструкционные формы, сделанные из цельного металла, смотрятся более эстетично и могут применяться в качестве декоративных элементов;
- возможность получить максимальное соответствие заданных размеров;
- сохраняются технические свойства материала;
- отсутствие осложнений в виде заломов и сплющивания;
- минимум физических усилий.
Каждый уважающий себя мастер владеет собственным арсеналом необходимого оборудования — станки для гибки профиля в их числе.
Так как заводское оборудование стоит недешево, чаще всего трубогибы изготавливают своими руками.
Самодельные трубогибы обеспечивают все необходимые функции — быстрый результат при минимуме усилий.
Фото:
Но чтобы справиться с их изготовлением самостоятельно, нужно изучить чертеж и особенности конструкции, чтобы понять, каким образом осуществляется работа станка.
Известны такие виды профилегибов:
- ручной. Устройство, простое в эксплуатации, но требующее физических усилий. Чертеж приспособления не отличается сложностью и доступен для изготовления своими руками;
- гидравлический. Этот вид оборудования оснащен вальцами, с помощью которых можно сгибать трубы в любом направлении;
- электромеханический. Высокоточное оборудование для профессионального применения. Чертеж устройства достаточно сложный в изготовлении и требует от мастера специальных навыков и знаний.
Ручной трубогиб – как выполнить?
Для изготовления самого простого трубогиба используют бетонную плиту, в которой полукругом на расстоянии 5 см просверливают отверстия для металлических штырей.
Их расположение должно соответствовать радиусу изгиба профильной трубы. Для укрепления штырей используют бетонный раствор.
Эксплуатация такого трубогиба происходит в несколько последовательных этапов. Перед сгибанием профиль предварительно нагревают, чтобы ускорить процесс.
Между крайними штырями зажимают конец профильной трубы. Второй конец профиля изгибают, вытягивая трубу вокруг закрепленных штырей.
После этого загнутую трубу фиксируют — укладывают между штырями и приваривают к временной перемычке. Трубогиб данной конструкции подходит для однократного выполнения гибки профиля.
Чертеж изготовления трубогиба может быть и более сложным. Понадобятся три цилиндрических валика, диаметр которых соответствует диаметру изгибаемого профиля, цепь или ремень с осью вращения, приводной механизм и металлические прутья для основы станка.
Гибка профиля в самодельных устройствах и станках осуществляется по принципу вальцовки. Это самый надежный способ избежать нежелательной деформации труб или повреждений поверхности.
Видео:
Чтобы изогнуть трубу, ее с одной стороны зажимают между валиками и сгибают вращением ручки.
Сборка трубогиба происходит следующим образом:
- металлические прутья сваривают в каркас — основу для установки всех составляющих станка. Для придания прочности конструкции все ее элементы должны быть надежно закреплены либо сваркой, либо посредством болтов;
- монтируется ось вращения и два цилиндрических валика. Расстояние между валиками определяет радиус возможного изгиба профиля. Если предусмотреть возможность перемещения цилиндров, то угол изгиба труб можно будет изменять в зависимости от необходимости. Для этого устройство оснащают дополнительными стопперами;
- монтаж третьего валика выполняется по центру над двумя предыдущими;
- механизм приводится в действие посредством вращения валиков. Чтобы синхронизировать движение всех элементов трубогибного станка, их соединяют цепью и оснащают шестеренками. Можно использовать старую автомобильную цепь или приобрести новую;
- к верхнему валику прикрепляют ручку, с помощью которой будет осуществляться вращение вальцов.
Чертеж конструкции ручного станка-трубогиба можно легко найти в Сети или выполнить своими руками.
Особенности изготовления прокатного трубогиба
Чтобы самостоятельно изготовить станок для гибки профиля, понадобятся: металлические прутья и полка — для основы, несколько прочных пружин, три вальца, цепь и домкрат.
Принцип работы такого станка схож с обычным ручным. Гибка представляет собой деформацию профильной трубы в каком-либо конкретном месте.
Для этого трубу укладывают на нижние вальцы, а сверху опускают еще один, обеспечивая надежную фиксацию профиля.
Затем производят вращение ручки. Крутящее усилие приводит в действие вальцы, которые сгибают трубу.
При использовании домкрата необходимый уровень давления на трубу обеспечивается без применения третьего вальца.
Применение домкрата позволяет в несколько раз увеличить габаритный предел обрабатываемого материала.
Эффект работы прокатного станка заключается в постепенно усиливающемся давлении на профиль, в результате которого достигается необходимая деформация трубы.
Движущимися элементами конструкции являются центральные горизонтальные вальцы, а функцию деформатора выполняет третий вал, закрепленный отдельно.
Прежде чем приступить к процессу изготовления прокатного трубогиба, необходимо позаботиться о выточке роликов — эту задачу поручают токарю.
Видео:
Крайне важно, чтобы размеры всех деталей — шестерней, подшипников и колец – соответствовали параметрам роликов и цепной обоймы.
Затем наступает этап подготовительных работ: нужно просверлить отверстия и нарезать резьбу в металлической основе станка — для монтажа прижимного вала.
Сборка конструкции предусматривает установку ножек каркаса, полки с прижимным валом, который размещают на пружинах, монтаж боковых валиков и соединение их посредством цепи. В последнюю очередь устанавливают и фиксируют ручку вращения, а также домкрат.
Как сделать гидравлический трубогиб?
Трубогибные станки гидравлического типа отличаются высокими показателями производительности, но довольно сложны в изготовлении своими руками.
В оснащение гидравлического станка для гибки профиля входят гидроцилиндр, планки, нагнетательное оборудование и трубные упоры.
Важной составляющей устройства является гидравлический домкрат, посредством которого производится гибка профильной трубы.
Функциональность станка с гидравлическим приводом обеспечивается следующим образом:
- профиль устанавливают в башмак и закрепляют;
- медленно вращая ручкой, подключают домкрат;
- под воздействием усилия, вырабатываемого домкратом, профиль деформируется, образуя полукруг с необходимым радиусом.
Характерно, что используя воздействие домкрата, контролировать процесс не представляет труда. Главное, заранее подготовить все элементы конструкции в соответствии с требованиями чертежа.
Видео:
Специализированное оборудование — это удобная возможность облегчить строительно-ремонтный процесс и снизить физические затраты.
Для мастеров, которые не боятся сделать оборудование самостоятельно, — это оптимальный способ смоделировать устройство, функции которого отвечают необходимым требованиям, при минимальном уровне материальных затрат.
stoydiz.ru
Трубогиб для профильной трубы - чем лучше гнуть профиль
В состав многих конструкций входят трубы с профильным сечением, причем далеко не всегда они имеют прямолинейную геометрию. С поворотом, с изгибом под углом и даже со спиральным скручиванием — такие конфигурации трубы встречаются и на промышленных объектах, и в домашнем хозяйстве. Чтобы добиться нужной формы, трубы подвергают процессу принудительного изгибания. Для того, чтобы облегчить мастеру эту работу, используют специальный механизм — трубогиб для профильной трубы.
Гнутье профильной трубы является альтернативой ее резке с последующей сваркой фрагментов в единую конструкцию. С помощью профилегибов сразу получают цельные криволинейные трубные заготовки (или с минимальным количеством стыков). На рынке металлообрабатывающего оборудования можно подобрать подходящее профилегибочное оборудование для любого материала, сечения, диаметра и толщины стенки трубы.
Виды станков для гибки профильных труб
В зависимости от принципа управления, все трубогибы для профильной трубы подразделяется на 3 вида:
- Ручные.
- Гидравлические.
- Электрические.
Рассмотрим возможности каждого из них немного подробнее.
Ручные трубогибы
Ручной трубогиб для профильной трубы работает за счет применения только мускульной силы человека. Благодаря мобильности, компактным габаритам и небольшому весу, такая профилегибочная машина удобна для производства нужных изделий непосредственно на месте их дальнейшего использования. Наиболее распространен вариант с тремя роликами, вокруг которых движется металлозаготовка в процессе придания ей кривизны.
Ручной трубогиб для профиля, в который заправлена прямолинейная профильная труба, позволяет получить на выходе изделие с загибом под каким угодно углом. Помимо трубы (с прямоугольным, квадратным или круглым сечением), профилегиб ручной может легко согнуть в дугу стальную полосу, пруток, уголок, квадрат и т. д. Преимущество устройства заключается в том, что, несмотря на простой рабочий механизм без применения электроники и специальных настроек, сгибание изделия происходит в точном соответствии с заданным радиусом.
Ручная профилегибочная машина обладает и другими достоинствами:
- безопасность;
- легкость транспортировки;
- доступная цена;
- независимость от источника электроэнергии;
- широкий спектр применения.
Некоторые пользователи боятся приобретать ручные гибочные инструменты, считая их ненадежными. На самом деле, эти опасения необоснованны: механические профилегибы изготавливают из стали высокой прочности, в том числе и из легированных марок.
Роликовые валы ручного профилегиба легко и аккуратно выгибают трубы из различных материалов: стали, меди, алюминия и металлопластика. В зависимости от предназначения, механические трубогибы для профтрубы могут быть оснащены несколькими размерами проточек для гиба профильных труб различного сечения, например: 15х15 мм, 25х25 мм, 40х40 мм и т. д.
В каждой модели заложены собственные возможности выполнения максимального угла изгиба заготовки и предельной толщины стенки изделия. Для удобства использования в станине ручного механизма имеются отверстия, с помощью которых он надежно фиксируется на рабочем столе.
Доступная цена на оборудование этой категории позволяет многим домашним умельцам обзавестись им для хозяйственных нужд. Пользуются ими и некоторые индивидуальные предприниматели, жестянщики, кузнечные и ремонтные мастерские. Для управления ими не требуются специальные знания и большие физические усилия.
Безусловно, как и в любой группе товаров, здесь есть свои представители премиум-класса. Например, универсальная профилегибочная машина, которой доступно сгибание крупных профильных изделий. Ее вальцы изготовлены из закаленной стали и имеют сборную конструкцию, что позволяет изгибать трубы квадратного сечения путем намотки на заданный шаблон.
Зачастую такое оборудование используют в сфере ЖКХ — для оформления поворота на водопроводных и газовых трубах. Стоимость таких агрегатов на порядок выше, чем обычных ручных, но и область применения значительно шире.
Гидравлические профилегибочные станки
Вторая группа трубогибов — гидравлические механизмы. Они имеют более широкие функции и работают не только с трубами, но и с цилиндрами, квадратами и другими сложными профилями. Во время работы оператор станка прикладывает меньше физических усилий, так как за него это делает гидравлика.
Профилегибочная машина, управляемая с помощью гидравлики, является технически более продвинутым механизмом по сравнению с ручным. Его валки могут прокатывать трубу как в горизонтальном, так и в вертикальном направлении. В процессе всего одной прокатной операции изделию можно придать несколько поворотных изгибов нужных радиусов под разными углами.
В стандартном исполнении гидравлический станок для гибки профильной трубы оснащен тремя роликами (вальцами): одним приводным и двумя прижимными. Вальцы изготовлены из высокопрочной легированной стали, поэтому не требуют частой замены. Однако, в случае необходимости, они легко демонтируются и меняются на резервные.
Как и ручные профилегибы, гидравлические машины имеют три проточки, но размеры сечений труб здесь могут доходить до 60х30 мм. Сечение квадратных труб, как правило, не превышает размеры 40х40 мм. Можно также гнуть полосу, пруток и трубу круглого сечения.
Дополнительное удобство в работе создает тормозное устройство двигателя — в любой момент можно приостановить выполнение операции, произвести нужные корректировки и вновь продолжить работу. Режим работы таких агрегатов вариативен: он может быть ручным, полуавтоматическим и автоматическим.
Производительность гидравлических гибочных станков для профильной трубы позволяет использовать их не только для выполнения разовых операций, но и для полноценного серийного производства. Выбор профилегибочного станка этого типа основывается на планируемых объемах работ: для периодического использования достаточно будет небольшого ручного станка; в случае эксплуатации в условиях производства — более эффективным будет выбор полуавтомата или автомата.
Электрические станки для гибки профильных труб
Профилегибочная машина для придания изогнутой конфигурации профильным трубам может работать и от электродвигателя. Из всех типов профилегибов именно электрический обладает самыми большими возможностями. По сути, это настоящий профессиональный станок, предназначенный для серийного производства гнутых изделий.
Металлоизделия, с которыми легко справляются настройки вальцов, могут быть изготовлены из разных видов проката: стали всевозможных марок, алюминия, меди и других. Прокатные ролики станка выполнены из высокопрочной стали и имеют большой ресурс износостойкости, в связи с чем частая замена деталей исключена.
Станок нельзя отнести к мобильным: его установка производится стационарно, с постоянным подключением к электросети. Такие гибочные агрегаты монтируют на площадках машиностроительных цехов, в кузницах и в мастерских. Преимущество электрических профилегибов состоит в том, что в процессе работы со стороны оператора не прилагается никаких физических усилий.
Точность гиба на электропрофилегибах позволяет создавать изделия высочайшего класса исполнения. Настройка угла может задаваться оператором как вручную, так и с использованием цифровых программ. Во втором случае — контроль выполнения операций на станке осуществляется с помощью встроенного или выносного дисплея.
Производительность электрического трубогиба зависит от мощности его электродвигателя. В разных моделях она может достигать от 0,7 кВт до 2,2 кВт. Выбор, как всегда, обусловлен задачами производства. Увеличить скорость обработки металлоизделий со сложным профилем позволяет и быстрая смена насадок — для каждого профиля есть свой комплект.
При том, что профилегиб с электроприводом зарекомендовал себя как самый производительный, его популярность все-таки не настолько высока, как у ручного и гидравлического оборудования. Главные причины — высокая цена и привязанность к определенному месту. Приобретение электропрофилегибов экономически выгодно только в случае крупного стабильного производства.
Из всех промышленных трубогибочных машин для работы с различными металлическими профилями отдельное место занимает станок с ЧПУ. Это самый мощный и производительный агрегат из всех, применяемых в массовом производстве. Он предназначен для трехмерной гибки труб и профилей из нержавейки, меди, алюминия, бронзы и других металлов и сплавов.
Самым эффективным способом управления станков с ЧПУ считается сервопривод. Применение такого оборудования из-за его высокой цены оправдано только в условиях полномасштабного производства, например, на автозаводах или на крупных мебельных предприятиях.
Возможно, вы располагаете собственным опытом практического использования трубогибов для профильной трубы: у себя дома или на производстве. Нам интересно узнать ваше мнение об используемой вами модели, о его преимуществах и недостатках. Такой обмен мнениями очень важен для других пользователей, и может оказать им существенную помощь при выборе хорошего трубогибочного оборудования.
wikimetall.ru
Станок для гибки профильной трубы своими руками
Станок для гибки профильной трубы получил довольно широкое распространение в наши дни.
Сами трубы получили популярность далеко не только в строительстве, однако и при оформлении фасадов, интерьера, создании мебели.

Фото самодельного станка
С этим универсальным материалом практически ежедневно сталкиваются большинство домашних мастеров.
Не представляет никаких сложностей нарезка профилированных труб, но вот их гибка становится более трудновыполнимой задачей.
Если важно не просто деформировать изделие, а сохранить его качественные характеристики, работы следует проводить при помощи специального оборудования.
На покупку дорогостоящего оборудования денежных средств хватает не всегда, а ведь сделать станок для гибки профильной трубы своими руками — не так уж и сложно.
Его конструктивных вариантов может быть огромное множество. Рассмотрим несколько самых простых из них.
Приступаем к изготовлению
Как отмечалось ранее, конструкция станка может быть различной. Все зависит от того, какие материалы и рабочие инструменты имеются под руками.
Чертеж станка для гибки профильной трубы
Люди с инженерным образованием могут усовершенствовать его, на свое усмотрение модернизировав и добавив дополнительных функций.
Для изготовления профильного трубогиба своими руками нам понадобятся:
- Три вала с осью вращения, осуществляющих сгибание;
- Металлический профиль для рамы;
- Приводной механизм;
- Цепь.
В первую очередь, необходимо подготовить каркас. Соединить все составляющие можно с помощью сварки, но она не обеспечивает достаточной надежности при работе с толстыми трубами.
Чтобы конструкция была прочнее и мобильнее, стоит скрутить ее болтами.
Валы для сгибания – это цилиндры из металла, имеющие ось вращения. Два из них крепятся немного выше уровня стола, третий – над ними.
Радиус загиба профильной трубы будет зависеть от того, на каком расстоянии расположены нижние цилиндры друг от друга. Предусмотрев ролики для их передвижения и стопора угол будет настраиваемым.
Видео-инструкция:
Закрепив валы, ручной станок для гибки профильной трубы должен быть оснащен механизмом, передающим им вращающее усилие. Оптимальный вариант – сделать цепной механизм, который свободно приобретается на рынке или снимается со старого автомобиля.Если цепь подбиралась отдельно, придется подумать о шестернях: их должно быть три.
Две установятся на первый и второй нижние валы, третья – ниже. Стоит предусмотреть возможность регулировать ее положение, чтобы натянуть цепь в случае необходимости.
К одному из валом прикрепляется ручка, с помощью которой будет создаваться крутящее усилие. Оборудование готово к использованию.
Второй вариант
Если вам не хватает времени на то, чтобы изготовить станок для гибки профильной трубы своими руками по выше описанной схеме, то можно смастерить более простой вариант.
Он не менее достойный, но во время проведения работ придется приложить больше физических усилий.
В качестве основания потребуется бетонная плита с насверленными отверстиями. Можно взять уже готовое изделие и насверлить в нем около 10 отверстий, расположенных вдоль дуги изгиба. Но надежнее вылить ее самостоятельно.
В отверстия вставляются штыри. Чтобы они не выскочили во время большой нагрузки, рекомендуется их залить бетоном.
Профилированная труба крепится на одном конце и плавно, без резких движений, загибаться вдоль второго конца.
Достигнув примерного результата, изделия оставляют на некоторое время, чтобы оно привыкло к форме, после крепят с другой стороны и доводят до требуемого состояния. Для облегчения работы трубу можно разогреть.
Схема процесса
Приспособление такого плана вряд ли заменит специализированное оборудование для гибки профилированной трубы, но прекрасно справится с небольшим объемом работы.
Где купить и сколько стоит?
Если нет времени на изготовления подобного оборудования, в большинстве строительных магазинах можно купить станок для гибки профильной трубы.
Количество моделей разнообразно. Они могут быть универсальными и подходить для любых профилированных изделий, или узкоспециализированными.
Оптимальным выбором станут модели, выполняющие вальцовую гибку труб размером до 14 см. Также должна быть предусмотрена фиксация изделия по бокам, чтобы сохранить сечение.
Станок обладает рядом преимуществ перед ручными моделями трубогибов:
- Могут оснащаться системой электронного управления, автоматизируя работу;
- Сменные насадки расширяют спектр выполняемых операций;
- Возможно наличие систем дистанционного управления;
- Мобильность и компактность;
- Установка на любое ровное твердое покрытие;
- Позволяют достигать желаемого результата и сгибать профиль полукругом, в виде буквы «N», «П» и т. п.
В зависимости от предназначения, сложности конструкции и количества выполняемых операций цена станка для гибки профильной трубы может варьироваться от нескольких сотен до тысяч долларов.
Подводя итоги
Согнуть профилированную трубу собственными руками, особенно большого диаметра, практически невозможно.
Самый оптимальный выход из сложившейся ситуации – обзавестись специализированным оборудованием.
Если объемы работ большие, их периодичность высокая – рекомендуется приобрести станок для гибки в магазине.
Если он необходим всего на один раз, его можно сделать своими собственными руками.
rezhemmetall.ru
Гибочный станок для профильной трубы своими руками
Материалом для каркаса большинства дачных построек служит металлическая труба – круглая или профильная. Для соединения их используется сварка, намного реже – крепление. При сборке системы отрезки круглого сечения стыкуются и через муфтовые соединения, а профильные – через хомуты.

Ручной станок для гибки труб
При этом известно, что стык, даже в случае самого качественно шва, является слабым звеном.
Разновидности гибочного станка
Изгибать профильные трубы своими руками, конечно, невозможно. Для этого используются специальное устройство – гибочный станок. В зависимости от технических характеристик он позволяет работать со стальными, алюминиевыми, медными изделиями разной толщины и диаметра.

Большинство моделей, используемых на дачных участках, разработаны домашними мастерами и изготавливаются собственноручно. Объем таких работ в личном хозяйстве невелик, и покупать дорогостоящее оборудование нерационально.
Гибочные станки разделяют по способу установки:
- стационарные – предполагающие неподвижную установку, размеры и варианты при этом могут быть самые разные: от бетонной плиты со штырями до станка с гидравлическим домкратом;
- переносимые – имеют компактные размеры и некое опорное устройство;
- носимые – небольшие модели, опоры у них отсутствуют, опорную поверхность нужно подбирать сообразно прилагаемым усилиям.

По типу привода конструкции разделяются на три вида:
- ручные – все варианты, где давление требует мускульных усилий: от изгиба по деревянному шаблону, до устройства с обычным домкратом;
- электрический – приводится в движение с помощью электроприводов;
- гидравлический – давление создается с помощью гидравлического домкрата. Из вариантов, изготавливаемых своими руками, это самый распространенный вариант. На фото – ручное устройство.
Способ изгиба
Определяет главную конструкционную особенность аппарата, его производительность и назначение.
- Изгиб выдавливанием – похож на формирование по шаблону, но под действием пуансона – деформирующего ролика. Если на деревянном шаблоне труба фиксируется сверху и, по сути, обжимается по образцу, то здесь деформация создается уровнем прижимания ролика к изгибу. Этот вариант требует установки на прочную опору и предназначен для работ небольшого объема. Большим плюсом метода служит получение изогнутых профильных труб без складок.
- Изгиб прессованием – отрезки трубопровода зажимаются неподвижной матрицей и пуансоном, действие аналогично работе тисков, и если устройство изготавливает своими руками, то основой действительно берут слесарные тиски.
- Изгиб прокаткой – профильная труба протягивается между вращающимся деформирующим роликом и двум опорными. Этот метод наиболее универсален, так как позволяет гнуть как тонкие трубки – в этом случае используются капролактамовые ролики, так и толстостенные изделия. На фото приведен образец.
Конструкционные требования к гибочному станку
Рекомендуется изготовить чертеж изделия, с учетом обязательных требований.
- Толщина металла для станины вычисляется исходя из предполагаемого размера изгибаемого трубопровода – не менее 1/6 от диаметра или ширины.

Например, если предполагается работа с профильной трубой сечением 20*30 мм, то толщина уголков, из которых сооружается станина, должна быть не менее 5 мм. В противном случае гибочный станок будет гнуть себя, а не профильную трубу.
- Толщина опорного основания в два раза больше, чем величина уголков, так же как и толщина матрицы.
- Диаметр роликов равен не менее чем утроенным параметрам сечения.

Изготовление гибочного станка
В первую очередь сваривается основа. Для нее понадобится чертеж, чтобы не ошибиться в размерах.
- Болгаркой нарезаются элементы станины и свариваются.
- Валы и ролики для устройства, как правило, заказывают у токаря. Но если есть токарный станок и соответствующие навыки, то изготавливают самостоятельно.
- Собирается верх механизма: вырезается металлическая пластина по чертежу, высверливается отверстие для прижимного винта, приваривается гайка требуемого диаметра.
- Монтируется П-образная конструкция по чертежу, сваривается. Внутрь помещается вал на двух подшипниках и ролик – деформирующий. Затем вся конструкция приваривается к станине.
- На равном расстоянии от краев станины и так, чтобы деформирующий ролик был точно по центру, устанавливаются два других вала с роликами. На оси закрепляются звездочки передачи – можно использовать звездочки с автомобильного распредвала, на них надевается цепь.
- Если предполагается ручной привод, то к оси приваривается рукоятка. Гибочный станок можно оборудовать электроприводом: тогда к оси закрепляется шкив с ременным приводом.
На видео можно увидеть все подробности изготовления устройства.
trubygid.ru
гидравлические и самодельные ручные трубогибы для сгибания по радиусу
 Изготовление различных изделий требует применения деталей, изогнутых по различным радиусам. Может ли осуществляться гибка профильной трубы своими руками, и какое оборудование для этого требуется? Об этом и поговорим.
Изготовление различных изделий требует применения деталей, изогнутых по различным радиусам. Может ли осуществляться гибка профильной трубы своими руками, и какое оборудование для этого требуется? Об этом и поговорим.
Гнуть неподготовленные трубы достаточно сложно, даже при использовании специальной техники. Кроме того, не исключается возможность деформации сечения трубы, сплющивание и другие неприятные моменты. Лучше всего, если гибка при помощи трубогиба или другого устройства простейшей конструкции будет осуществляться с предварительной подготовкой детали.
Заморозка может применяться в зимний период или при наличии у вас доступа к промышленным холодильным установкам, в который можно поместить заготовку.
Операция подготовки проста: глушите один край трубы, наполняете водой, закрывает второй торец. Заготовка выносится на мороз или отправляется в камеру. Замерзшая деталь изгибается проще, при этом не деформируется.
Другой метод состоит в том, что труба заполняется обычным песком, глушится (заглушки должны по длине не менее чем вдвое превышать диаметр трубы). После этого, высверливается несколько  небольших отверстий для выхода газов, которые образуются в результате нагрева, если этого не сделать, труба может деформироваться.
небольших отверстий для выхода газов, которые образуются в результате нагрева, если этого не сделать, труба может деформироваться.
После этого отмеченный участок изгиба разогревается паяльной лампой и протягивается через выбранный трубогиб. Качество получаемого изгиба будет на высшем уровне, при этом гибка трубы (профильной или круглой) выполняется гораздо легче.
Современные модели устройств для изгиба труб позволяют выполнять операцию без предварительной подготовки трубы.
↑Основные достоинства устройств для изгиба профиля
Раньше изгиб труб выполнялся вручную, при этом один край заготовки жестко закреплялся, а разогретая труба огибалась вокруг подготовленного шаблона. Такой метод для профилированных труб практически неприменим.
Использование механических устройств позволяет значительно упростить процедуру сгибания труб, они обеспечивают следующие преимущества:
- Возможность отказаться от сварки и дополнительных фитингов при монтаже различных коммуникаций.
- Конструкции, сделанные из цельных труб, смотрятся гораздо привлекательней, они широко применяются в декоративных целях.
- Трубогибы для профильных труб позволяют получать изделия с точным соблюдением требуемых размеров.
- Сгибание труб не осложняется появлением заломов и сплющивания, это позволяет сохранить все технические качества материала.
- Кроме всего прочего, данные приспособления позволяют снизить необходимые усилия для изгиба, а применение электрического привода практически исключает необходимость ручного труда.
Выбор оборудования
Оборудование, которое вам понадобится для изгиба труб, требуется выбирать, исходя из материала и сечения заготовок.
Для медных труб можно применять простейшие ручные устройства. Ручные трубогибы рычажные, гидравлические отлично справляются со стальными трубами диаметром до 3 дюймов (в зависимости от модели).
Для изгиба профилированных труб требуется прикладывать достаточно большие усилия. Поэтому гибка профильных труб под заданный радиус должна выполняться при помощи устройств, предназначенных для такого типа изделий. Кстати, на таких же механизмах осуществляется изгиб толстостенных бесшовных труб круглого сечения.
Отечественные устройства для изгиба труб в домашних условиях ни в чем не уступают импортным аналогам, поэтому рассмотрим предлагаемые промышленностью модели.
↑Профилегиб ПГ-1 и ПГ-2
 Самый популярный ручной трубогиб для изгибания профильных труб – ПГ-1, в этом немалую роль сыграла его сравнительно невысокая стоимость (400-500 долларов). Представляет собой переносное оборудование, которое позволяет выполнять операции непосредственно на месте ведения работ по монтажу. Позволяет гнуть алюминиевые, медные, стальные трубы сечением до 40х40 мм.
Самый популярный ручной трубогиб для изгибания профильных труб – ПГ-1, в этом немалую роль сыграла его сравнительно невысокая стоимость (400-500 долларов). Представляет собой переносное оборудование, которое позволяет выполнять операции непосредственно на месте ведения работ по монтажу. Позволяет гнуть алюминиевые, медные, стальные трубы сечением до 40х40 мм.
Конструкция состоит из трех роликов, закрепленных на станине. Протяжка трубы осуществляется центральным (прижимным) роликом, который проворачивается при помощи рукоятки.
Ручной трубогиб для профильной трубы ПГ-2 отличается усиленной конструкцией. С его помощью можно гнуть профиль сечением до 60х30 мм. Принцип привода такой же, как и у ПГ-1 – верхний приводной ролик, сама конструкция всех вращающихся элементов позволяет менять их ширину под определенный размер трубы.
Наружное расположение роликов позволяет гнуть из труб даже кольца, что невозможно при внутренней компоновке.
Стоимость такого устройства значительно выше, она составляет 700-800 долларов.

Трубогиб ПГ-2
Существуют и другие профилегибы (роликовые трубогибы), но данные модели получили наибольшее признание.
↑Самодельные станки
Многие умельцы решили для себя вопрос изгиба труб более экономно. Сейчас можно встретить разнообразные модели станков, предназначенных для данных целей, которые по своим характеристикам не уступают заводской продукции, при этом широко используется электропривод. При этом самодельный станок для гибки профильных труб с электрическим приводом может стоить дешевле ручных устройств, выпущенных на заводах.
Станина станка должна выдерживать значительные нагрузки, поэтому ее лучше сделать из  металлического швеллера. Позаботьтесь о ее надежном креплении к фундаменту, в идеале это должно быть сделано анкерованием.
металлического швеллера. Позаботьтесь о ее надежном креплении к фундаменту, в идеале это должно быть сделано анкерованием.
Комплект валов, рабочих органов станка, может сделать любой токарь. Устанавливать их на станину необходимо с применением подходящих подшипников. Механизм привода валов может быть различной конструкции, применяется шестеренчатая и цепная передача. В качестве последней можно применять цепи газораспределительного механизма легкового автомобиля. Натяжитель для цепи применяется стандартный, автомобильный.
В некоторых случаях используется ременная передача, но она не очень надежна при значительных нагрузках, существует возможность проскальзывания ремней.
Для возможности изгибать заготовки по различным радиусам, самодельный трубогиб для профильных труб оснащается подвижным верхним роликом. Он монтируется на направляющих из металлических уголков. Регулировка положения верхнего ролика может осуществляться различными способами, чаще всего для этой цели применяют специальный винт.
Привод может быть ручным (вращаете ручку и протягиваете трубу) или электрическим, который избавит вас от необходимости прилагать какие-либо усилия. При установке такого привода необходимо позаботиться о наличие защитного кожуха, который будет закрывать механизм привода, это является обязательным требованием с точки зрения безопасности.
Подобные устройства позволяют эффективно выполнять изгиб профильных труб, имеющих большие сечения. Собрав и установив такой станок у себя в мастерской, вы можете быть уверены, гибка труб (профильных или круглых) перестанет быть для вас проблемой. С его помощью вы сможете сделать каркас под теплицу, изготовить оригинальный навес над крыльцом или любую другую необходимую конструкцию.
vsetrybu.ru