Сварка TIG горячей проволокой с производительностью MIG. Сварка горячей проволокой
Сварка TIG горячей проволокой с производительностью MIG / Статьи и обзоры / Элек.ру
17 января 2014 г. в 10:35, 931
При условии, что аппарат эксплуатируется квалифицированными сварщиками или процесс механизирован, отсутствие брызг, практическое отсутствие шлаков. Основным недостатком является низкая производительность процесса по сравнению с другими видами сварки. Из-за этого недостатка процесс TIG сварки часто отклоняется в пользу более производительных процессов.
Вопрос о повышении эффективности TIG-процесса привел к разработке специального высокопроизводительного способа сварки TIG с присадкой горячей проволоки на сварочном оборудовании фирмы EWM.
 На сегодняшний день в предложении EWM есть три варианта увеличения производительности процесса TIG сварки:
На сегодняшний день в предложении EWM есть три варианта увеличения производительности процесса TIG сварки:
- TIG сварка с автоматической подачей холодной проволоки
- TIG сварка с автоматической подачей горячей проволоки
- TIG сварка с автоматической подачей холодной либо горячей проволоки с системой колебания проволоки.
Первый вариант относительно прост, понятен и известен. Ниже кратко рассмотрим второй и третий вариант.
Для демонстрации процесса TIG сварки с механизированной подачей холодной/горячей проволоки - свяжитесь с нами. Демонстрация производится в г.Москва.
Сварка TIG горячей проволокой
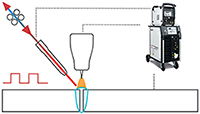
Сварка TIG горячей проволокой представляет собой следующую ступень развития сварки TIG холодной проволокой. Присадочный материал нагревается от отдельного источника посредством резистивного нагрева проволоки с подводом тока к контактному наконечнику. За счет улучшенного теплового баланса метода по сравнению со сваркой холодной проволокой появляется много преимуществ.

Система TIG с горячей подачей проволоки
Оптимально согласованная мобильная система сварки горячей проволокой, состоит из следующих компонентов:
- передвижной источник сварочного тока Tetrix;
- устройство подачи проволоки Tetrix Drive;
- источник сварочного тока для предварительного нагрева проволоки;
- горелка для сварки горячей проволокой с устройством подачи проволоки и контактом с горячей проволокой.
Особенности
- TIG сварка с горячей подачей проволоки - дальнейшее развитие TIG сварки с «холодным» подающим
- Присадочный материал предварительно нагревается отдельным источником питания
- Увеличение скорости сварки до 100%
- Увеличение коэффициента наплавки до 60%
- Снижение вероятности образования дефектов
- Простота применения благодаря синергетическому управлению
- Узкая зона тепловложения, снижение деформации
- Отсутствие брызг
- Универсальность применения как «холодной», так и «горячей» подачи присадочного материала
Области применения:
- Сварка легированных и высоколегированных сталей
- Высококачественная и высокопроизводительная сварка в химической, пищевой, авиационной промышленности
- Подходит для ручной, механизированной и роботизированной сварки
Преимущества сварки TIG горячей проволокой

Сварка TIG HOTWIRE (TIG горячая проволока) — значительное увеличение скорости сварки по сравнению с TIG COLDWIRE ( TIG холодная проволока)

Экономичное решение – коэффициент наплавки процесса TIG HOTWIRE сопоставим с показателями процесса MIG/MAG

Пример применения: сварка нержавеющей стали больших толщин
Устройства холодной и горячей подачи проволоки для сварки TIGc системой колебания проволоки
Последней разработкой фирмы EWM стало устройства холодной и горячей подачи проволоки для сварки TIG c системой колебания проволоки в одном корпусе - TigSpeed drive. Теперь для подачи горячей проволоки не требуется использовать механизм подачи TIG Tetrix DRIVE 4 L и источник сварочного тока для предварительного нагрева проволоки.Сварка TigSpeed — логичное расширение возможностей сварки TIG холодной и горячей проволокой. Во время подачи проволоки происходит наложение непрерывного движения проволоки вперед и движений проволоки вперед-назад. Благодаря этому достигается стабильность сварочного процесса с высокой мощностью расплавления, который расширяет возможности применения данного метода сварки.
TIG SPEED DRIVE - в одном корпусе подающий и источник тока

Особенности
|
Технические характеристики
| Сварочный ток | 40 A-180 A |
| Продолжительность включения 40° C | 180 A / 35 % 150 A / 60 %130 A / 100 % |
| Вес устройства подачи проволоки | 29 кг |
www.elec.ru
Сварка TIG горячей проволокой с производительностью MIG
 Преимуществом сварки неплавящимся электродом TIG является очень высокое качество сварного шва, она позволяет делать высококачественные сварные соединения с идеальным внешним видом шва.
Преимуществом сварки неплавящимся электродом TIG является очень высокое качество сварного шва, она позволяет делать высококачественные сварные соединения с идеальным внешним видом шва.
При условии, что аппарат эксплуатируется квалифицированными сварщиками или процесс механизирован, отсутствие брызг, практическое отсутствие шлаков. Основным недостатком является низкая производительность процесса по сравнению с другими видами сварки. Из-за этого недостатка процесс TIG сварки часто отклоняется в пользу более производительных процессов.Вопрос о повышении эффективности TIG-процесса привел к разработке специального высокопроизводительного способа сварки TIG с присадкой горячей проволоки на сварочном оборудовании фирмы EWM.
 На сегодняшний день в предложении EWM есть три варианта увеличения производительности процесса TIG сварки:
На сегодняшний день в предложении EWM есть три варианта увеличения производительности процесса TIG сварки:
- TIG сварка с автоматической подачей холодной проволоки
- TIG сварка с автоматической подачей горячей проволоки
- TIG сварка с автоматической подачей холодной либо горячей проволоки с системой колебания проволоки.
Первый вариант относительно прост, понятен и известен. Ниже кратко рассмотрим второй и третий вариант.
Для демонстрации процесса TIG сварки с механизированной подачей холодной/горячей проволоки - свяжитесь с нами. Демонстрация производится в г.Москва.
СВАРКА TIG ГОРЯЧЕЙ ПРОВОЛОКОЙ
Сварка TIG горячей проволокой представляет собой следующую ступень развития сварки TIG холодной проволокой. Присадочный материал нагревается от отдельного источника посредством резистивного нагрева проволоки с подводом тока к контактному наконечнику. За счет улучшенного теплового баланса метода по сравнению со сваркой холодной проволокой появляется много преимуществ.

Система TIG с горячей подачей проволоки
Оптимально согласованная мобильная система сварки горячей проволокой, состоит из следующих компонентов:- передвижной источник сварочного тока Tetrix;- устройство подачи проволоки Tetrix Drive;- источник сварочного тока для предварительного нагрева проволоки;- горелка для сварки горячей проволокой с устройством подачи проволоки и контактом с горячей проволокой.
Особенности
- TIG сварка с горячей подачей проволоки - дальнейшее развитие TIG сварки с «холодным» подающим
- Присадочный материал предварительно нагревается отдельным источником питания
- Увеличение скорости сварки до 100%
- Увеличение коэффициента наплавки до 60%
- Снижение вероятности образования дефектов
- Простота применения благодаря синергетическому управлению
- Узкая зона тепловложения, снижение деформации
- Отсутствие брызг
- Универсальность применения как «холодной», так и «горячей» подачи присадочного материала
Область применения
- Сварка легированных и высоколегированных сталей
- Высококачественная и высокопроизводительная сварка в химической, пищевой, авиационной промышленности
- Подходит для ручной, механизированной и роботизированной сварки
Преимущества сварки TIG горячей проволокой

Сварка TIG Hotwire (TIG горячая проволока) - значительное увеличение скорости сварки по сравнению с TIG Coldwire ( TIG холодная проволока)

Экономичное решение – коэффициент наплавки процесса TIG Hotwire сопоставим с показателями процесса MIG/MAG
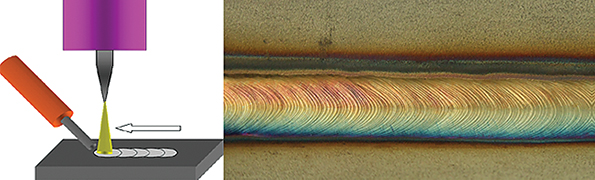
Пример применения - сварка нержавеющей стали больших толщин.
Устройства холодной и горячей подачи проволоки для сварки TIG c системой колебания проволоки
Последней разработкой фирмы EWM стало устройства холодной и горячей подачи проволоки для сварки TIG c системой колебания проволоки в одном корпусе - TigSpeed drive. Теперь для подачи горячей проволоки не требуется использовать механизм подачи TIG Tetrix DRIVE 4 L и источник сварочного тока для предварительного нагрева проволоки.Сварка TigSpeed — логичное расширение возможностей сварки TIG холодной и горячей проволокой. Во время подачи проволоки происходит наложение непрерывного движения проволоки вперед и движений проволоки вперед-назад. Благодаря этому достигается стабильность сварочного процесса с высокой мощностью расплавления, который расширяет возможности применения данного метода сварки.
Tig Speed drive - в одном корпусе подающий и источник тока

Особенности
|
|
|
|
Технические характеристики
| Скорость подачи проволоки | 0,5 м/мин - 15 м/мин |
| Сетевое напряжение (допуски) | 230 В |
| Сварочный ток | 40 A - 180 A |
| Продолжительность включения 40° C | 180 A / 35 %150 A / 60 %130 A / 100 % |
| Габариты устройства подачи проволоки (ДxШxВ), мм | 624x342x480 |
| Вес устройства подачи проволоки | 29 кг |
Видео. EWM сварка TIG горячей проволокой.
www.alfamag.pro
Инновационные процессы сварки ВИГ и плазменной сварки от компании EWM
Инновационные процессы сварки ВИГ и плазменной сварки от компании EWM
Множество функций, позволяющих экономить время и деньги!

Как технологический лидер компания EWM в течение многих десятилетий занимается исследованиями и разработками, призванными сделать сварку еще проще, экономичнее и прежде всего гарантировать получение запланированного результата. Вместе с этим изучаются и анализируются комплексное взаимодействие отдельных компонентов и параметров, чтобы таким образом оптимизировать весь сварочный процесс.
Свои ключевые электротехнические ноу-хау компания EWM последовательно преобразует в новейшие инверторные и микропроцессорные технологии.
Сварка – одна из ключевых технологий, приобретенных человеком. Она не просто развивается параллельно с человечеством, но и делает возможным его прогресс в течение вот уже многих сотен лет. Сегодня сварка встречается нам в самых разнообразных проявлениях. Мы соединяем металлы в гигантские сооружения или изготовляем из тончайших материалов филигранные конструкции. В повседневной жизни мы, часто сами того не зная, полагаемся на качество и долговечность этих соединений.

activArc®
Динамическая сварочная ВИГ-дуга с компенсированной мощностью сварочной дуги

activArc®:
- Динамическая сварочная ВИГ-дуга обеспечивает направленное и концентрированное внесение тепла
- Надежная сварка ВИГ во всех положениях и при любой толщине листа
- Полный контроль энергии сварочной дуги
- Влияние вязкости расплава
- Четкая концентрация энергии и возрастающее давление сварочной дуги при ее уменьшении
- Исключение ошибок при сварке прихватками – вольфрамовый электрод не прилипает при легком касании расплава
Без activArc®При изменении длины сварочной дуги изменяется напряжение, что влечет за собой колебания мощности сварочной дуги. |
 |
С activArc®Колебания мощности сварочной дуги компенсируются при изменении ее длины. |
 |
Контролируемое внесение теплаСварочный ток повышается при уменьшении сварочной дуги. Сварочный ток снижается при увеличении сварочной дуги. |
 |
Более простая и надежная сварка ВИГ!

 |
Требование: Достаточная концентрация энергии и высокое давление сварочной дуги для надежного пограничного схватывания Проблема: Постоянный сварочный ток и пониженная мощность из-за снижения сварочного напряжения Решение с технологией activArc: Снижение напряжения при уменьшении сварочной дуги компенсируется за счет возрастания сварочного тока.
|
 |
Требование: Низкая концентрация энергии и низкое давление сварочной дуги для лучшего контроля расплава Проблема: Постоянный сварочный ток и повышающаяся мощность при повышающемся напряжении Решение с технологией activArc: Снижение сварочного тока при увеличении сварочной дуги
|
См. также: EWM-forceArc® – сварка с глубоким проваром за счет короткой сжатой дуги
forceTig®
Процесс сварки ВИГ с более концентрированной сварочной дугой для лучшего провара и более высокой скорости сварки

forceTig®:
- Стабильная сварочная дуга при высокой скорости обработки (более 3 м/мин.), например, при пайке листов для кузовов
- Четко сфокусированная сварочная ВИГ-дуга с высокой концентрацией энергии
- Более узкие швы по сравнению со плазменной или лазерной сваркой
- Возможна однослойная сварка листов малой и большой толщины
- Для полностью механизированных и автоматизированных производственных процессов
- Пайка и сварка тонкой листовой стали на высокой скорости
Преимущества сварки ВИГ
|
Преимущества лазерной сварки
|
forceTig® – Сочетание преимуществ
|
 |
Универсальность – для тонких и толстых листов!
Сравнение давления сварочной дуги ВИГ/forceTig®

Сварка углового шва в положении PG forceTig® Угловой стык

Плазменная сварка
Сфокусированная сварочная дуга с высокой концентрацией энергии.

Плазменная сварка:
- Сфокусированная, стабильная по направленности сварочная дуга
- Безопасность при повторном зажигании дуги
- Стабильный процесс микроплазменной сварки даже при очень низком значении сварочного тока (от 0,1 А)
- Плазменная сварка со сквозным проплавлением с безупречным формированием корнем шва
- Возможна сварка разных материалов (например, цветные металлы, пластмасса)
- Высокая скорость сварки при полностью механизированной или автоматизированной обработке
- Незначительное коробление материала за счет меньшего внесения тепла
Плазменная дуга: Характеристики
- Суженная, почти цилиндрическая сварочная дуга
- Высокая концентрация энергии
- Небольшой угол расхождения луча (T= от 10 000° до 20 000°K)
- Стабильна даже при очень низком значении тока от 0,1 А (микроплазменная сварка)
- Очень стабильная по направленности
- Невосприимчива к изменению расстояния между горелкой и заготовкой
- Высокая безопасность зажигания благодаря дежурной дуге
Плазменная дуга: Преимущества для практического использования
- Более высокая скорость сварки по сравнению со сваркой ВИГ, в первую очередь, при обработке листов толщиной более 2,5 мм (плазменная сварка со сквозным проплавлением)
- Надежное проникновение в слой до 8 мм (высоколегированные стали) и 10 мм (нелегированные стали)
- Узкие зоны термического влияния, незначительная побежалость
- Минимальное коробление
- Оптимальное соотношение ширины шва к глубине
- Контролируемая глубина провара
- Практически полное отсутствие выпуклости и провисания сварного шва позволяет свести к минимуму ручную доработку
- Лучшее решение для предварительной обработки, чем сварка ВИГ
- Невосприимчива к смещению кантов заготовок
- Меньшая чувствительность к допускам деталей, которые приводят к изменению длины сварочной дуги
- Отсутствие вольфрамовых включений в металле
- Меньше расплава
Быстро и надежно для реализации самых высоких требований к качеству!
Плазменная сварка/плазменная сварка со сквозным проплавлением
|
 |
Микроплазменная сварка
|
 |
См. также: Оборудование для плазменной сварки (Plasma)
Холодная проволока. Горячая проволока
Эффективные и продуктивные процессы сварки ВИГ благодаря механизированной подаче сварочных расходных материалов

Холодная проволока:
- Эффективное управление процессом сварки ВИГ
- Отличное решение также при ручной сварке длинных швов и больших поперечных сечений
- Более высокая скорость сварки и мощность расплавления по сравнению со стандартной сваркой ВИГ
- Подходит также для цветных металлов, например алюминия и алюминиевых сплавов
Горячая проволока:
- Более высокая мощность расплавления по сравнению со сваркой MIG/MAG
- Высокая скорость сварки
- Низкая вероятность образования дефектов сварки
- Хорошо подходит для сварки узких зазоров и наплавки
- Высококачественный мелкочешуйчатый шов
- Особенно эффективно при механизированной и автоматизированной обработке
Сварка ВИГЕсли рассматривать обрабатываемый материал, толщину стенок и положения при сварке, то сварку ВИГ можно считать наиболее универсальным методом. Она позволяет делать высококачественные сварные соединения. |
 |
Сварка ВИГ холодной проволокойЧтобы сделать процесс сварки ВИГ проще и удобнее и одновременно повысить скорость сварки, была разработана технология сварки ВИГ холодной проволокой. Присадочный материал при этом подается устройством подачи проволоки в сварочную ванну. Мощность расплавления при этом все же ограничена. |
 |
Сварка ВИГ горячей проволокойСварка ВИГ горячей проволокой представляет собой следующую ступень развития сварки ВИГ холодной проволокой. Присадочный материал нагревается от отдельного источника тока посредством резистивного нагрева на свободном конце проволоки между контактной трубкой горелки для сварки горячей проволокой и расплавом. За счет улучшенного теплового баланса метода по сравнению со сваркой холодной проволокой появляются много преимуществ. |
 |
Сварка ВИГ горячей проволокой. Увеличение скорости сварки на 100 %!

Преимущества сварки ВИГ горячей проволокой
- Увеличение скорости сварки до 100 %
- Повышение мощности расплавления до 60 %
- Уменьшение степени смешивания до 60 %
- Больше расплава (30-50 %) при одинаковой мощности сварки
- Простая сварка в неудобных положениях

spotArc®
Точечная сварка ВИГ spotArc® – идеальное соединение листового металла

- Универсальный метод, позволяющий соединять два листа как одинаковой, так и разной толщины
- Оптимальное решение для ручной и автоматизированной сварки заготовок прихватками
- Простота применения - сварка проводится только на одной стороне
- Безупречное качество шва с незначительным короблением благодаря минимальному внесению тепла
- Эргономичная форма горелки для более удобного использования и оптимального приложения усилия
- Выгодное решение из стандартных компонентов: Аппарат для сварки ВИГ постоянным током от EWM, горелка для точечной сварки ВИГ, а также точечный дистанционный регулятор в качестве дополнительной опции
- Альтернатива сварке сопротивлением с более простым использованием
Улучшенное формирование поверхности

- Более плоские точки по сравнению с точечной сваркой MAG
- Идеальное соединение точек благодаря минимальному термовложению
- Очень низкое термическое напряжение и незначительное коробление за счет сокращения времени сварки
- Чистый шов идеален для лицевых соединений
Для каждой области применения соответствующая форма сопла

Spotmatic
Точка за точкой для идеального ВИГ-шва с минимальным временем сварки точки и временем прихватывания
Spotmatic – снижение производственных расходов до 50 %

- В отличие от других аппаратов, нет необходимости нажимать кнопку, что экономит 50 % времени прихватывания
- Практичное и инновационное решение
- Легко воспроизводимые результаты сварки
- Нет необходимости в использовании специальной горелки, стандартной горелки для сварки ВИГ вполне достаточно!
- Можно выполнять сотни точек прихваток, не шлифуя вольфрамовый электрод
Надежность – быстрый и простой в использовании

- Простое использование – этот аппарат смогут освоить также начинающие сварщики
- Сварочная дуга больше зажигается путем нажатия кнопки горелки, а при прикосновении кончика электрода к заготовке с соответствующей задержкой
- Прилипание электрода исключено
Качество и воспроизводимость

- Одинаковый внешний вид точек прихваток
- Результаты точечной сварки сопоставимы с механизированной или автоматизированной сваркой
- Нет необходимости выполнять "качательные движения" при запуске и остановке процесса точечной сварки
- Исключение неточных результатов сварки
Множество функций, позволяющие экономить время и деньги
Импульсы. Импульсы переменного тока
Экономия расходов благодаря надежной сварке ВИГ
При импульсной сварке ВИГ выполняется попеременное переключение между двумя разными сварочными токами – импульсным током, и током паузы (основным током). Время, а соответственно и частоту и импульсное отношение можно отрегулировать в соответствии с вашими требованиями на аппарате или при помощи дистанционного регулятора. Импульсная сварка ВИГ возможна как при постоянным (DC), так и переменном (АС ) токе.
Сложные сварочные задания выполняются легко
- Лучший контроль расплава в неудобных положениях и в положении PF
- Простое перемыкание между большими зазорами и зазорами других размеров
Безупречное качество сварного шва
- Незначительное внесение тепла vТочное управление термовложением
- Минимальное коробление материала
- Уменьшение погонной энергии, оптимальное решение для сварки хромоникелевой стали и теплочувствительных материалов
- Сварочный шов с очень равномерной чешуйчатостью – оптимальное решение для лицевых швов
Импульсы кГц
от 0,05 – 15 кГц
- Сужение сварочной дуги с увеличением частоты
- Концентрация энергии сварочной дуги на меньшей поверхности
- Стабильность сварочной дуги даже при очень большой скорости сварки
- Небольшие зоны термического влияния vЛучшая поверхность шва
Автоматическая импульсная сварка
Для повышения стабильности сварочной дуги и качества провара, особенно при низких значениях тока, автоматически подаются токовые импульсы.Идеальная область применения – это сварка прихватками и точечная сварка заготовок.
- Частота импульсов зависит от сварочного тока
- Благодаря колебаниям в сварочной ванне идеально подходит для сварки прихватками или сварки без присадочного материала
Функции переменного тока – оптимальное решение для сварки алюминия
Специальная сварка переменным током
Режим работы "Специальная сварка переменным током" является вариантом импульсной сварки ВИГ, в котором можно переключать между переменным током в импульсной фазе и постоянным током в фазе основного тока. Сварочный ток и соответствующее время можно также настроить отдельно для каждой фазы.
- Идеально подходит для сварки вертикальных швов снизу вверх без маятникового поступательного движения
- Контролируемое формирование корня шва при сварке тонких листов встык
- Более высокая скорость сварки при полностью механизированной и автоматизированной обработке с и без присадочного материала
- Безупречный внешний вид шва, глубокий провар благодаря высокой токонагрузочной способности вольфрамового электрода
Формы переменного тока
- Синусоидальная – тихая сварочная дуга, расплав с низким уровнем вибрации, идеально подходит для сварки с присадочными материалами, низкая нагрузка на электрод
- Трапецеидальная – универсальная
- Прямоугольная – отличное очищающее воздействие, высокая нагрузка на электрод, надежный переход через нулевое значение
Частота переменного тока
50 – 200 Гц
- Высокая частота – узкая, суженная сварочная дуга, обеспечивающая глубокий провар
- Низкая частота – широкая сварочная дуга
Баланс переменного тока
от - 30 % до + 30 %
- Положительная составляющая тока – хорошая очистка, высокая нагрузка на электрод
- Отрицательная составляющая тока – глубокий провар, низкая нагрузка на электрод
Приборы и методы от EWM – для каждого требования оптимальное решение
Покупая сварочные системы EWM, наши клиенты получают инструменты, которые позволяют выполнять индивидуальные сварочные задания быстрее, дешевле и качественнее.
Обзор инновационных процессов сварки ВИГ/плазменной сварки


По вопросам приобретения инновационного сварочного оборудования EWM обращайтесь:Компания «ДельтаСвар», Екатеринбургтел./факс: +7 (343) 384-71-72 многоканальныйwww.DeltaSVAR.ru
Читайте также:
Основные лидеры рынка промышленной робототехники 2018 года С 2010 года спрос на промышленные роботы значительно ускорился благодаря продолжающейся тенденции к автоматизации и инновационным техническим улучшениям. Между 2011 и 2016 годами средний рост продаж роботов составил 12% в год (CAGR). Между 2005 и 2008 годами среднегодовое количество проданных роботов было 115 000 единиц. В 2009 году из-за мирового экономического и финансового кризиса отметилось исключительное падение продаж роботов. В период с 2011 по 2016 годы среднегодовое предложение выросл...
Импортозамещение: высокие сварочные технологии сделаны в России! Россия по праву считается родиной электродуговой сварки. Так, в 1802 г. русский ученый Петров В.В. открыл электрический дуговой разряд и указал на возможность использования его для расплавления металла. В 1882 г. русский инженер Бенардос Н.Н. открыл способ электродуговой сварки металлов неплавящимся угольным электродом. Им были также разработаны способы дуговой сварки в защитном газе, дуговой резки и др. Несколькими годами позже (в 1888 г.) другой русский инженер - Славянов Н.Г. - предложил прои...
VarioCube – центральная мобильная средневакуумная система фильтровентиляции, разработанная специально для судоверфей Данная вытяжная фильтровентиляционная система была разработана специально для сварочных цехов, где изготавливаются габаритные детали, основное применение она нашла в судостроении. VarioCube сочетает компактные размеры и прочную конструкцию, с максимальной гибкостью и удобством в использовании. Корпус системы выполнен в ударопрочном исполнении из стали толщиной 5 мм, имеет внутри и снаружи грунтовое покрытие, наружная поверхность системы дополнительно защищена специальным лаковым покрытием. ...
Инновационное российское сварочное оборудование для судостроительной отрасли Российский производитель сварочного оборудования промышленного класса EVOSPARK совместно с Выборгским судостроительным заводом и «Заводом Технологических Источников» разработали компактное устройство подачи проволоки «УПП-200K», удовлетворяющее высоким требованиям при производстве работ в судостроительной отрасли. ...
Сварочные аппараты нуждаются в обслуживании: ремонт инверторных сварочных аппаратов ООО «ДельтаСвар» оказывает услуги ремонта, обслуживания и настройки сварочного оборудования. Наши технические специалисты позаботятся о Ваших сварочных аппаратах, независимо от модели и производителя. Даже более старые модели оборудования Вы можете отремонтировать у нас! В дополнение к сварочному оборудованию и сварочным комплексам мы также обслуживаем системы дымоудаления, компрессоры и аксессуары, все, что имеет отношение к сварочному производству. ...
Поделиться ссылкой:www.deltasvar.ru
Сварка ТIG горячей и холодной проволокой
tigSpeed drive 45 / tigSpeed drive 4 Rob
Во время подачи проволоки происходит наложение поступательного движения и одновременных движений проволоки вперед-назад. Сварочный процесс очень стабилен при высокой мощности расплавления. Системы tigSpeed доступны в исполнениях для сварки холодной проволокой (coldwire) и горячей проволокой (hotwire), а также для ручной и автоматизированной сварки.
- TIG 200G CW HFL:
- TIG 450W CW/HW HFL:
- comfyTig 18-1 CW/HW:
горелка для сварки ТIG холодной проволокой с газовым охлаждением, 12-контактная, Up/Down, суппорт поворачивается на 270°
горелка для сварки ТIG холодной и горячей проволокой с водяным охлаждением, 12-контактная, Up/Down, суппорт поворачивается на 270°
горелка для сварки ТIG холодной и горячей проволокой с водяным охлаждением в корпусе горелки для сварки MIG/MAG
TIG 200G CW HFL:
200 A/35 %* 140 A/35 %**
TIG 450W CW/HW HFL:
400 A/100 %* 280 A/100 %**
comfyTig 18-1 CW/HW:
290 A/100 %* 190 A/100 %**
Подробнее о TIG 200G CW HFL
Подробнее о TIG 450W CW HFL Подробнее о TIG 450W HW HFL
Подробнее о comfyTig 18-1 CW Подробнее о comfyTig 18-1 HW
*постоянный ток **переменный ток
- Горелка для автоматизированной сварки TIG-MT с поддержкой сварки холодной/горячей проволокой
- Ступенчатая регулировка 4-х осей
- Доступно для Tetrix Drive, tigSpeed 45 и tigSpeed drive 4 Rob
- Три горелки на выбор:
TIG-MT 200G
TIG-MT 300W
TIG-MT 500W
TIG-MT 200G:
200 A/60 % (постоянный ток) 140 A/60 % (переменный ток)
TIG-MT 300W:
300 A/100 % (постоянный ток) 210 A/100 % (переменный ток)
TIG-MT 500W:
500 A/100 % (постоянный ток) 350 A/100 % (переменный ток)
anot.su
Технология полуавтоматической сварки порошковой и голой проволоками
Сварка порошковой проволокой
Начнем с того, что собой представляет порошковая проволока? На самом деле, она является обычной свернутой лентой, которая внутри заполнена специальным порошком, так называемой шихтой. Проволока может иметь как трубчатую, так и более сложную конфигурацию, имея при этом диаметр от 1,6 до 4 мм. Защита же расплавляемого металла, который образуется в зоне сварки, выполняется за счет расплавления шлакообразующих составляющих и диссоциации газообразующих составляющих, возникающих из-за плавления шихты и сердечника проволоки.
Основными преимуществами применения порошковых проволок, является их высокий коэффициент наплавления. Во время сварки, при помощи проволоки марки ПП-АН1, например, достигается высокая скорость и качество сварочного процесса. При этом, установленная сила сварочного тока равна 350 А, что пропорционально 13,5 г/а∙ч. Также, существует проволока под маркировкой ПП-АН3, в которой допустимая величина сварочного тока равна 550 А и 20 г/а∙ч. В целом, можно выделить следующие типы порошковых проволок, использующихся в полуавтоматической сварке:
- марка ПП-АН1 – ПП-АН6;
- ЭПС-15/2.
С использованием такой проволоки, получаются очень хорошие и плотные, плотно сформированные и без дефектов, сварочные швы. Причем шлаковая корка, которая образуется на поверхности шва, легко удаляется, а сварочный процесс протекает очень устойчиво при заданных характеристиках.

Следует понимать, что при полуавтоматической сварке порошковой проволокой, используются специальные полуавтоматические сварочные аппараты, которые комплектуются специальными источниками питания, имеющие жесткие внешние характеристики. В конструкции такого автомата, также отлична конструкция бухты, в которой находится проволока. Ведь порошковая проволока имеет несколько иную структуру, поэтому в таком автомате отлична и система подачи проволоки, и шланг, через который эта проволока подается.
Сварка голой проволокой
Популярен также и метод полуавтоматической сваркой голой проволокой. Так, этот способ предусматривает использование сварки легированной проволокой, без использования какой либо защитной среды. Смысл такой сварки в том, что в технологии не используется защитный газ или флюс. Это, дает возможность четко контролировать процесс сварки, и получается отличная видимость в области шва. Также, важной особенностью является легирование проволоки церием. Это позволяет существенно повысить стабильность горение дуги, а также помогает связать серу и кислород. Наиболее распространенные типы таких проволок следующие:
- А-537 и А -547;
- ПШ-5 и ППДШМ-500;
- А-765 и А-1114.

Таким образом, сварка голой проволокой применима в ряде случаев, когда необходимо выполнить точный и четкий шов, без использования защитных газов или флюса.
www.vse-o-svarke.org
Как сваривать проволоку | Welding Materials
При сварке проволоки необходимо знание нюансов работы и умение выполнить ее правильно. Следует точно разбираться в том, какой из методов, холодный или горячий, можно применить в том или ином случае.
Дома или на производстве, на даче или в гараже мы используем провода или проволоку чаще всего медные или алюминиевые. Варианты их применения разные, а поэтому и способы соединения не одинаковые из-за разницы в технических характеристиках проводников. Сварка – процесс получения монолитного соединения металлов – является самым высокопроизводительным, долговечным и экономичным видом выполнения электромонтажных работ, при условии соблюдения всех необходимых этапов.
Виды сварки и методы сваривания проволоки
Для начала отметим, что для соединения проводников широко используют два вида сварки:
- плавлением, или горячим методом, при котором междуатомное сцепление (сварка) происходит в результате расплавления металлов. Сварка плавлением получила универсальное применение;
- давлением, или холодным методом – это когда свариваемые элементы сдавливают. Сварку этого типа применяют для соединения алюминия, меди и других пластичных металлов встык или внахлест. Надежными и прочными будут различные соединения: алюминия и меди, алюминия и алюминия, стали и стали.
Стоит учесть, что в первом случае можно пользоваться источником как постоянного, так и переменного тока. При сварке плавлением происходит нагрев проводников электрической дугой или разогрев при контактном соединении. Также активно применяют:
- газовую пропановую сварку;
- термитную сварку, основой которой служит «самовоспламеняющийся» термитный порошок, надежно скрепляющий заготовки металлов при сильном жаре.
Как сваривать проволоку при горячем методе:
- очистить концы проводников на 5–7 см от изоляции, зачистить и скрутить жилы между собой. Обрезать концы так, чтобы они были ровными, затем нанести слой флюса (специальное вещество, удаляющее окислы с поверхности) на 7 мм от конца скрутки;
- зафиксировать скрутку и прижать электрод к ее концам. При помощи сварочного аппарата на расплавленных концах скрутки образуется сварной шарик, что говорит о качественном соединении.
Газовая и контактная сварка практически идентичны; при надежной и быстрой термитной сварке зачищенные на 3–5 см провода вставляют в термитный патрон и поджигают специальной спичкой, в результате чего расплавленные концы превращаются в монолитное соединение.
Как сварить проволоку между собой при холодном методе:
- очищенные от загрязнений и жирового слоя концы медных проводов смазывают техническим вазелином, алюминиевых – смазкой;
- в специальную гильзу вставляют провода и сжимают ее с двух сторон.
На сайте Welding Мaterials предприятия ООО «Стандарт» вы найдете широкий ассортимент различной продукции:
- электродов;
- сварочной проволоки;
- присадочных прутков;
- принадлежностей для сварки;
- средств защиты и других товаров.
Заявку на заказ высылайте на электронную почту [email protected] или по факсу +7 (812) 748-26-90. Менеджеры дадут исчерпывающую информацию по всем вопросам и оформят заказ.
weldingmaterials.ru