Сварка металлов плавлением — технология. Сварка плавлением
Процессы сварки металлов плавлением
ГК и ВО России
НГТУ
Кафедра ТМС
Курсовая работа по
Технике и технологии в отрасли .
Процессы сварки
металлов плавлением .
Факультет: Бизнеса
Группа: ФБ-51
Студент: Авдакова Н.В.
Преподаватель: Куроедов Ю.Б.
Новосибирск
1997
Содержание:
Сварка. Понятие, сущность процесса3
Сварка плавлением4
Классификация электрической дуговой сварки6
Ручная дуговая сварка и оборудование для неё8
Технология ручной дуговой сварки10
Технология газовой сварки14
Приложение17
Литература18
Сварка. Понятие, сущность процесса.
Сварка - это один из ведущих технологических процессов обработки металлов. Большие преимущества сварки обеспечили её широкое применение в народном хозяйстве. С помощью сварки осуществляется производство судов, турбин, котлов, самолётов, мостов, реакторов и других необходимых конструкций.
Сваркой называется технологический процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместным действием того и другого.
Сварное соединение металлов характеризует непрерывность структур . Для получения сварного соединения нужно осуществить межмолекулярное сцепление между свариваемыми деталями, которое приводит к установлению атомарной связи в пограничном слое.
Если зачищенные поверхности двух соединяемых металлических деталей при сжатии под большим давлением сблизить так, чтобы могло возникнуть общее электронное облако, взаимодействующее с ионизированными атомами обоих металлических поверхностей, то получаем прочное сварное соединение. На этом принципе основана холодная сварка пластичных металлов.
При повышении температуры в месте соединения деталей амплитуды колебания атомов относительно постоянных точек их равновесного состояния увеличиваются, и тем самым создаются условия более легкого получения связи между соединяемыми деталями. Чем выше температура нагрева, тем меньшее давление требуется для осуществления сварки, а при нагреве до температур плавления необходимое давление становится равным нулю.
Кусок твёрдого металла можно рассматривать как гигантскую молекулу, состоящую из атомов, размещённых в строго определённом, зачастую очень сложном порядке и прочно связанных в одно целое силами межатомного взаимодействия.
Принципиальная сущность процесса сварки очень проста. Поверхностные атомы куска металла имеют свободные, ненасыщенные связи, которые захватывают всякий атом или молекулу, приблизившуюся на расстояние действия межатомных сил. Сблизив поверхности двух кусков металла на расстояние действия межатомных сил или, говоря проще, до соприкосновения поверхностных атомов, получим по поверхности соприкосновения сращивание обоих кусков в одно монолитное целое с прочностью соединения цельного металла, поскольку внутри металла и по поверхности соединения действуют те же межатомные силы. Процесс соединения после соприкосновения протекает самопроизвольно (спонтанно), без затрат энергии и весьма быстро, практически мгновенно.
Объединение отдельных объёмов конденсированной твёрдой или жидкой фазы в один общий объём сопровождается уменьшением свободной поверхности и запаса энергии в системе, а потому термодинамически процесс объединения должен идти самопроизвольно, без подведения энергии извне. Свободный атом имеет избыток энергии по сравнению с атомом конденсированной системы, и присоединение свободного атома сопровождается освобождением энергии. Такое самопроизвольное объединение наблюдается на объёмах однородной жидкости.
Гораздо труднее происходит объединение объёмов твёрдого вещества: приходится затрачиватьзначительные количества энергии и применять сложные технические приёмы для сближения соединяемых атомов. При комнатной температуре обычные металлы не соединяются не только при простом соприкосновении, но и при сжатии значительными усилиями. Две стальные пластинки, тщательно отшлифованные и пригнанные, подвергнутые длительному сдавливанию усилием в несколько тысяч килограммов, по снятии давления легко разъединяются, не обнаруживая никаких признаков соединения. Если соединения возникают в отдельных точках, они разрушаются действием упругих сил при снятии давления. Соединению твёрдых металлов мешает, прежде всего, их твёрдость, при их сближении действительное соприкосновение происходит лишь в немногих физических точках, и расширение площади действительного соприкосновения достаточно затруднительно.
Металлы с малой твёрдостью, например, свинец, достаточно прочно соединяются уже при незначительном сдавливании. У более важных для техники металлов твёрдость настолько велика, что поверхность действительного соприкосновения очень мала по сравнению с общей кажущейся поверхностью соприкосновения, даже на тщательно обработанных и пригнанных поверхностях.
На процесс соединения сильно влияют загрязнения поверхности металла - окислы, жировые плёнки и пр., а также слои адсорбированных молекул газов, образующиеся на свежезачищенной поверхности металла под действием атмосферы почти мгновенно. Поэтому чистую поверхность металла, лишенную слоя адсорбированных газов, можно сколько-нибудь длительно сохранитьлишь в высоком вакууме. Такие естественные условия имеются в космическом пространстве, где металлы получают способность довольно прочно свариваться или “схватываться” при случайных соприкосновениях. В обычных же, земных условиях приходится сталкиваться с отрицательным действием, как твёрдости металлов, так и слоя адсорбированных газов на поверхности. Для борьбы с этими затруднениями техника использует два основных средства: нагрев и давление . Поскольку данная работа посвящена сварке металлов посредством плавления, сварка давлением ниже подробно освещаться не будет.
Сварка плавлением.
Сварка плавлением осуществляется нагревом свариваемых кромок до температуры плавления без сдавливания свариваемых деталей.
При нагреве с повышением температуры снижается твёрдость металла и возрастает его пластичность. Металл, твёрдый и малопластичный при комнатной температуре, при достаточном нагреве может стать очень мягким и пластичным. Дальнейшим повышением температуры можно довести металл до расплавления; в этом случае отпадают все затруднения, связанные с твёрдостью металла; объёмы жидкого металла самопроизвольно сливаются в общую сварочную ванну.
Во многих случаях на процесс сварки существенно влияют загрязнения поверхности металла: преимущественно окислы и жировые плёнки. Эти загрязнения, попадая в сварное соединение, могут снижать качество сварки. Они, в отличие от адсорбированных газов, могут быть удалены с поверхности металла механически (щётками, абразивами и т.д.) или химически (растворителями, травителями, и флюсами).
Специфическим для сварки средством очистки служат флюсы, растворяющие окислы при повышенных температурах. Помимо устранения загрязнений с поверхности металла, принимаются меры к уменьшению загрязнения металла в процессе сварки, в первую очередь окислами. Для этой цели используются флюсы, шлаки, защитные газы, вдуваемые в зону сварки.
Противоречие между теоретической возможностью сварки металлов без затрат энергии и практической необходимостью затрат и довольно значительных может быть объяснено энергетической моделью процесса сварки, схематически изображённой на рис 1.

 2 H
2 H 
 1 h
1 h 




Рис. 1. Энергетическая модель процесса сварки
Атом на свободной поверхности металла в положении 1 имеет энергиюh , атом в объёме металла в положении 3 - меньшую энергиюh ; соединение объёмов металла с уничтожением свободной поверхности сопровождается освобождением энергии на атом: Dh=h-h0 . Но для перемещения из положения 1 в положение 3 атом должен преодолеть энергетический порог и пройти положение 2 с энергией H . Для преодоления энергетического порога атому нужно подвести энергию DH =H-h, без чего невозможно преодоление порога и соединение объёмов металла. Энергия DH расходуется на упругую и пластическую деформации металла, необходимую для сближения поверхностей металла, на его нагрев разрушение плёнки адсорбированных газов и т.д. Нагрев снижает энергетический порог, препятствующий соединению твёрдых металлов; расплавление сводит высоту порога почти к нулю, делая возможным соединение без затрат энергии. Соединение атомов при сварке металлов происходит обычно в очень тонком слое, толщиной в несколько атомных диаметров, и зона сварки имеет плёночный характер. Увеличение ширины зоны сварки может быть произведено за счёт таких процессов, как диффузия, растворение, кристаллизация, протекающих более медленно во времени и постепенно распространяющихся по объёму металла.
mirznanii.com
Схема процесса сварки плавлением
Схема процесса сварки плавлением
Сваркой называют технологический процесс получения неразъемных (сварных) соединений из металлов, их сплавов и других материалов (пластмасс, стекла) или разнородных материалов (стекла и металла и т.п.).
Соединение, полученное при сварке, характеризуется непрерывной структурной связью и монолитностью строения, достигаемыми за счет образования атомно-молекулярных связей между элементарными частицами сопрягаемых деталей. Для того чтобы произошла сварка, нужно сблизить соединяемые элементы на расстояние порядка величины атомного радиуса (10-8 см). При этом между поверхностными атомами твердых тел становится возможным межатомное взаимодействие и происходит сопровождаемое диффузией химическое взаимодействие.
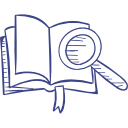
Неразъемное монолитное соединение, образуемое при сварке, называется сварным соединением. При сварке плавлением под сварным соединением понимают участок, включающий собственно шов, металл зоны термического влияния и основной металл, не претерпевший под влиянием сварки никаких изменений. Шов является литым сплавом основного и дополнительного металлов, а зона термического влияния представляет собой участок основного металла с измененными в результате сварки свойствами (рис. 1).
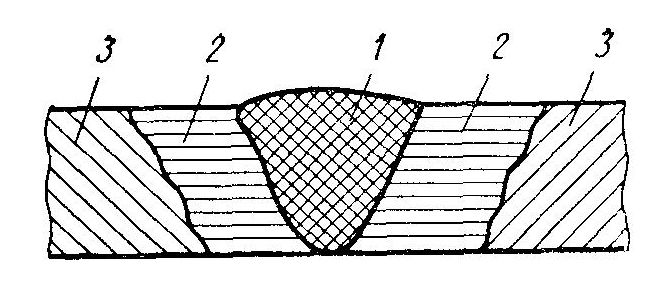
Рис. 1. Сварное соединение: 1 - металл шва, 2 - металл зоны термического влияния, 3- основной металл
Сваркой плавлением можно соединять практически все используемые для изготовления конструкций металлы и сплавы любой толщины. Возможна сварка разнородных металлов и сплавов.
В процессе изготовления конструкции с использованием сварки плавлением источник теплоты в большинстве случаев передвигается вдоль свариваемого изделия, что позволяет сваривать объекты с неограниченными размерами. Сварку плавлением, в том числе и электрическую, ранее называли автогенной - самопроизвольной сваркой. Затем этот термин начал применяться для обозначения кислородно-ацетиленовой сварки. Сейчас он почти не применяется.
При сварке плавлением металл в месте сварки доводится до жидкого состояния. Локальное расплавление основного металла осуществляется по кромкам соединяемых элементов. Сварка может осуществляться только за счет расплавления основного металла (рис 2, а) или за счет расплавления основного и дополнительного металлов (рис. 2, б). В практике преимущественное применение находит второй вариант. Расплавленные основной или основной и дополнительный металлы самопроизвольно без приложения внешних сил сливаются в общую сварочную ванну, смачивающую оставшуюся твердой поверхность соединяемых элементов. При этом происходит сближение атомов металла сварочной ванны и основного металла до расстояния, при котором возникают атомно-молекулярные связи. В процессе расплавления металла устраняются неровности поверхности, органические пленки, адсорбированные газы, окислы и другие загрязнения, мешающие сближению атомов. Межатомному сцеплению способствует повышенная подвижность атомов, обусловленная высокой температурой расплавленного металла.
Рис. 2. Сварные швы
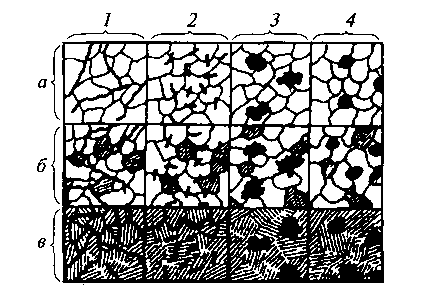
По мере удаления источника нагрева жидкий металл остывает и происходит его затвердевание - кристаллизация. Начинается она от частично оплавленных зерен основного металла, что приводит к образованию общих кристаллитов. После завершения кристаллизации сварочной ванны образуется монолитный, имеющий литую структуру шов, соединяющий в единое целое ранее разобщенные детали.
В процессе сварки наблюдаются испарение и окисление некоторых элементов, поглощение и растворение жидкой ванной газов. Происходят также изменения и в зоне термического влияния. Эти процессы обусловливают отличие металла шва и зоны термического влияния от основного металла. При сварке возникают деформации конструкции и создается поле остаточных напряжений, что может нарушить проектные ее размеры и форму и сказаться на прочности сварного соединения.
При сварке плавлением требуется локальный нагрев небольшого участка металла, окруженного со всех сторон значительным объемом холодного металла, до температуры, превосходящей температуру его плавления. Это приводит к необходимости использования для электрической сварки большинства металлов и сплавов источников нагрева, имеющих температуру не ниже 3000°С и тепловую мощность, достаточную для образования сварочной ванны.
При электрической сварке плавлением источником нагрева служит электрический ток. Наиболее широкое применение находит электродуговая, электрошлаковая, электроннолучевая и лазерная сварка.
При электрической дуговой сварке нагрев и плавление металла осуществляются энергией, выделяемой дуговым разрядом. При электрошлаковой сварке необходимая для сварки теплота получается при прохождении тока через шлаковую ванну, образуемую при расплавлении флюса. Нагрев и плавление металла при электроннолучевой сварке достигаются за счет интенсивной бомбардировки свариваемого металла быстродвижущимися электронами. При лазерной сварке необходимая для плавления металла теплота выделяется световым пучком, являющимся весьма концентрированным источником теплоты.
В настоящее время ведущее положение среди различных видов электрической сварки плавлением занимает электрическая дуговая сварка. Возможности этого вида сварки еще далеко не исчерпаны, и можно ожидать дальнейшего ее совершенствования и развития.
К сварке плавлением относится и наплавка металлов, нашедшая широкое применение в промышленности. Наплавкой называют процесс нанесения слоя металла на доведенную до расплавления поверхность изделия. Цель наплавки сводится к восстановлению размеров детали после износа, устранению дефектов литья, поковок и проката или созданию на поверхности детали слоя металла, обладающего особыми свойствами (стойкость против износа или коррозии, жаропрочность и др.).
Сварка - технологический процесс, широко применяемый во всех отраслях народного хозяйства для изготовления новых и ремонта эксплуатируемых конструкций и механизмов. Преимущества сварных конструкций в настоящее время общепризнанны, такие конструкции повсеместно применяют взамен литья, клепаных и кованых изделий. Эти преимущества сводятся к уменьшению расхода металла, снижению затрат труда, упрощению оборудования, сокращению сроков изготовления и увеличению съема продукции без увеличения производственных площадей. Значительно расширяются также возможности механизации основных технологических операций. Однако все преимущества сварки могут быть реализованы только при обеспечении необходимого качества сварных соединений, гарантирующих длительную и надежную работу их в условиях эксплуатации. Это достигается на основании глубокого изучения вопросов технологии сварки и установления связи ее с конструктивными формами и особенностями изготовляемой продукции.
oitsp.ru
Сварка плавлением - это... Что такое Сварка плавлением?
Любой метод сварки, в котором присадочный металл и металл основы или только металл основы расплавляется.
(Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО "Профессионал", НПО "Мир и семья"; Санкт-Петербург, 2003 г.)
.
- Fusion welding
- Fusion zone
Смотреть что такое "Сварка плавлением" в других словарях:
сварка плавлением — Сварка, осуществляемая оплавлением сопрягаемых поверхностей без приложения внешней силы; обычно, но необязательно, добавляется расплавленный присадочный металл. [ГОСТ Р ИСО 857 1 2009] [ГОСТ Р ИСО 17659 2009] [ISO 17659:2002] сварка плавлением… … Справочник технического переводчика
Сварка плавлением — – сварка, осуществляемая местным сплавлением соединяемых частей без приложения давления. [ГОСТ 2601 84] Сварка плавлением – осуществляемая местным сплавлением соединяемых частей без приложения давления. [Терминологический словарь по… … Энциклопедия терминов, определений и пояснений строительных материалов
сварка плавлением — [flash welding] сварка местами расплавленного металла свариванием элементов без приложения давления. При сварка плавлением для распления соединенных кромок (частей) используются разные источники тепла: электрическая дуга, плазма, электронный луч … Энциклопедический словарь по металлургии
Сварка плавлением — 5. Сварка плавлением Сварка, осуществляемая местным сплавлением соединяемых частей без приложения давления Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
СВАРКА ПЛАВЛЕНИЕМ — [flash welding; fusion welding] сварка местная расплавлением металла свариваемых элементов без приложения давления. При сварке пплавлением для расплавления соединяемых кромок (частей) используются разные источники тепла: электрическая дуга,… … Металлургический словарь
СВАРКА ПЛАВЛЕНИЕМ — сварка, осуществляемая местным плавлением соединяемых частей без приложения давления (Болгарский язык; Български) заваряване чрез стопяване (Чешский язык; Čeština) tavné svařování (Немецкий язык; Deutsch) Schmelzschweißen (Венгерский язык;… … Строительный словарь
сварка плавлением — Syn: сваривание плавлением … Металлургический словарь терминов
ГОСТ Р 53690-2009: Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали — Терминология ГОСТ Р 53690 2009: Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали оригинал документа: 3.6 заполняющий проход: При многослойной сварке проход(ы), накладываемый(ые) после корневого шва(швов) и перед облицовочным… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 53688-2009: Аттестационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы — Терминология ГОСТ Р 53688 2009: Аттестационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы оригинал документа: 3.6 заполняющий проход: При многослойной сварке проход(ы), накладываемый(ые) после корневого шва… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 11969-79: Сварка плавлением. Основные положения и их обозначения — Терминология ГОСТ 11969 79: Сварка плавлением. Основные положения и их обозначения оригинал документа: Нулевое положение продольной оси сварного шва Положение, при котором продольная ось шва находится в горизонтальной плоскости 0I0 черт. 2 Угол… … Словарь-справочник терминов нормативно-технической документации
Книги
- Материаловедение сварки. Сварка плавлением. Учебное пособие, Зорин Н.Е.. Учебное пособие содержит современные представления об особенностях формирования сварных соединений, полученных сваркой плавлением, на современных конструкционных сталях и сплавах, их… Подробнее Купить за 1062 руб
- Материаловедение сварки. Сварка плавлением, Зорин Н., Зорин Е.. Учебное пособие содержит современные представления об особенностях формирования сварных соединений, полученных сваркой плавлением, на современных конструкционных сталях и сплавах, их… Подробнее Купить за 1062 руб
- Материаловедение сварки. Сварка плавлением. Учебное пособие, Зорин Николай Евгеньевич, Зорин Евгений Евгеньевич. Учебное пособие содержит современные представления об особенностях формирования сварных соединений, полученных сваркой плавлением, на современных конструкционных сталях и сплавах, их… Подробнее Купить за 1043 грн (только Украина)
dic.academic.ru
Сварка плавлением — WiKi
Сварка плавлением — общий термин для сварочных процессов,которые протекают с расплавлением сварочных материалов в месте сварки. [1] Плавление материалов под действием высокой температуры сопровождается фазовыми переходами в зоне термического влияния материала[1]:755[2].
Существуют методы твердой сварки без плавления материалов (ультразвуковая, сварка взрывом, диффузионная и др.).
Сварка плавлением занимает ключевую роль в строительстве. Она позволяет надежно крепить металлические детали. Этот метод сварки применяется в разных областях — от создания самолетов и автомобилей до произведений искусства.
Электрические
Электрическая дуговая сварка Термитная сварка. После расплавления железа оно стекает в форму для сварки рельса.Электрическая дуговая сварка
Дуговая сварка позволяет сваривать две металлические заготовки с помощью промежуточного присадочного металла. При сварке создается электрическая дуга, в которой происходит выделение теплоты. [3] По типу возбуждения дуги различают - дугу прямого действия и дугу косвенного действия. Дугу прямого действия дуга возникает между электродом и основным металлом, который сводит в сварочную цепь, при этом для сварки используется теплота, выделяемая в столбе дуги и на электродах; дуга косвенного действия горит между двумя электродами.
Электродуговая сварка - самый распространенный способ подводной сварки. Подводная сварка имеет множество применений - ремонт корпусов судов, нефтяных вышек, трубопроводов и др.
Видами электрической дуговой сварки являются: контактная сварка, сварка сопротивлением и др.
Лазерная сварка
Источником теплоты при лазерной сварке является луч лазера. Лучевая сварка является очень точным виде сварки плавлением. Лазерный луч может быть разделен одновременно на несколько мест сварки, что позволяет значительно снизить стоимость процесса. Лазерная сварка находит применение в автомобильной промышленности.
Электромагнитная индукция
Индукционная сварка является разновидностью контактной сварки. В индукционной сварке нет точек соприкосновения металла и электрического источника. В индукционной сварке источником теплоты является магнитное поле. [4]
Химические источники
Газовая сваркаГазовая сварка
Источником теплоты при газовой сварке является пламя горелки. Пламя возникает при сжигании в горелке горючих газов (ацетилен, водород и др.). Ацетиленокислородные горелки является наиболее распространенными.
Термитная сварка
Термитная сварка использует в качестве источников теплоты экзотермические химические реакции. Термитная смесь состоит из окиси металла (ржавчина) и алюминия. Происходит химическая реакция с выделением теплоты. более 4000О.Ф.[5] Для запуска реакции используется катализатор. Этот вид сварки используется для сварки железнодорожных путей и др.
ru-wiki.org
Способы сварки плавлением - Энциклопедия по машиностроению XXL
Сварное соединение может быть выполнено в основном двумя способами сваркой плавлением и сваркой давлением. [c.207]
Указанным ниже методом могут быть определены деформации при автоматической сварке под флюсом в среде защитных газов, а также при других способах сварки плавлением. [c.70]Эффективность использования способов сварки плавлением достигается при минимальной ширине шва, что, в свою очередь, определяется концентрированностью источника теплоты (радиусом пятна нагрева) и теплофизическими особенностями проплавления. Эти особенности учитываются при определении энергозатрат на сварку через термический к. п. д. процесса, а полученные выше минимальные оценки удельной энергии составляют лишь часть общей энергии сварки, или е = Учет эффек- [c.25]
Электрошлаковая сварка (ЭШС). ЭШС — способ сварки плавлением, при котором для плавления металла используется теплота, выделяющаяся при прохождении электрического тока через электропроводный шлак (расплавленный флюс). В начале процесса возбуждают дугу, с помощью которой расплавляют флюс, засыпаемый в полость, образованную кромками свариваемых деталей 2, формирователей 5 и начальной технологической планкой 8 (рис. 2.12, а, б). После образования шлаковой ванны 3 дуга гаснет и процесс дуговой переходит в электрошлаковый. В нагретом до 2000 °С шлаке плавится электрод / и оплавляются кромки свариваемых деталей, устанавливаемых с зазором 20—50 мм. Для формирования сварного шва 7 и удержания шлаковой и металлической 4 ванн от вытекания используют формирователи — медные ползуны, охлаждаемые водой [c.56]
ГС — способ сварки плавлением, при котором металл в сварочной зоне нагревается пламенем газа (ацетилена, метана), сжигаемого для этой цели в смеси с кислородом в сварочных горелках. Преимущество ГС —это ее универсальность. С помощью ГС можно сваривать металлы различной толщины с различными свойствами (стали, чугуны, цветные металлы). Недостатками ГС являются трудность автоматизации процесса и длительное тепловое воздействие на металл, что приводит к изменению структуры и формы сварного соединения. [c.57]
Поскольку промышленные источники тепла с необходимой температурой появились лишь за последние 50 — 60 лет, все способы сварки плавлением являются относительно новыми. [c.272]
В зависимости от состояния металла в зоне соединения и использования внешних усилий различают способы сварки плавлением и давлением. Сварка плавлением осуществляется местным сплавлением соединяемых частей без приложения [c.222]
Способы сварки плавлением отличаются друг от друга источниками тепла и защитой зоны сварки от окружающей атмосферы. [c.8]
Особенности этих способов сварки плавлением и технология сварки с их применением описаны ниже в соответствующих главах. [c.9]
При всех способах сварки плавлением в сварочной ванне происходят те же процессы, что и в металлургических печах при выплавке металлов и их сплавов. Это плавление, взаимодействие жидкого металла с газами и компонентами шлаков, легирование металла и выгорание (испарение, окисление) легирующих компонентов, затвердевание металла, структурные изменения в нем. [c.17]
Чем отличаются друг от друга способы сварки плавлением [c.48]
При дуговой сварке в инертных газах применяют любые типы соединений. При других способах сварки плавлением, когда необходимо применение флюсов, чаще сваривают стыковые соединения. [c.192]
Скорость лазерной сварки непрерывным излучением в несколько раз превышает скорости традиционных способов сварки плавлением. Например, стальной лист толщиной 20 мм электрической дугой сваривают со скоростью 15 м/ч за 5...8 проходов, ширина шва получается 20 мм. Непрерывным лазерным лучом этот лист сваривается со скоростью 100 м/ч за 1 проход, получают ширину шва 5 мм. Однако лазерная сварка импульсным излучением по скорости сопоставима с традиционными способами сварки. [c.236]
В чем заключаются преимущества лазерной сварки перед другими способами сварки плавлением [c.242]
Где и почему рекомендуют применять лазерную сварку вместо традиционных способов сварки плавлением [c.243]
Автоматическая (механизированная) дуговая сварка под флюсом является одним из основных способов сварки плавлением при изготовлении сварных конструкций из сталей различных структурных классов. Наиболее рациональным считается использование сварки под флюсом [c.49]
С 1Й8 г. нашли промышленное применение способы дуговой сварки в защитных газах ручная сварка неплавящимся электродом, механизированная и автоматическая сварка неплавящимся и плавящимся электродами. В 1950—1952 гг. был разработан высокопроизводительный процесс сварки низкоуглеродистых и низколегированных сталей в среде углекислого газа. В последние десятилетия появились принципиально новые способы сварки плавлением, получившие названия электронно-лучевой и лазерной сварки. [c.3]
Рассмотрены основные способы сварки плавлением и термической резки. Приведены сведения о сварочных материалах и оборудовании, технологии сварки и наплавки различных сталей, чугуна, цветных металлов и сплавов. Даны некоторые рекомендации по выбору параметров режимов дуговой сварки. [c.2]
Из способов сварки плавлением наиболее широко используется электродуговая сварка. Она имеет много разновидностей в зависимости от способа защиты зоны сварки от воздуха и металлургических взаимодействий в ней и в металле сварочной ванны. Это сварка покрытыми электродами, под флюсом, в защитных газах, порошковой проволокой. По степени механизации она может быть ручной, полуавтоматической и автоматической. [c.8]
СУЩНОСТЬ И ТЕХНИКА РАЗЛИЧНЫХ СПОСОБОВ СВАРКИ ПЛАВЛЕНИЕМ И ТЕРМИЧЕСКОЙ РЕЗКИ [c.81]
Газопламенная обработка металлов - это ряд технологических процессов, связанных с обработкой металлов высокотемпературным газовым пламенем. Наиболее широкое применение имеет газовая сварка и резка, которые, несмотря на более низкую производительность и качество сварных соединений по сравнению с электрическими способами сварки плавлением, продолжают сохранять свое значение при сварке тонколистовой стали, меди, латуни, чугуна. Преимущества газовой сварки и резки особенно проявляются при ремонтных и монтажных работах ввиду простоты процессов и мобильности оборудования. Кроме сварки и резки газовое пламя используется для наплавки, пайки, металлизации, поверхностной закалки, нагрева для последующей сварки другими способами или термической правки и т.д. [c.81]
Ввод тепла в изделие при газовой сварке происходит по большей площади пятна нагрева. Источник тепла менее сконцентрирован, чем при других способах сварки плавлением. В результате обширной площади разогрева основного металла околошовная зона (зона термического влияния) имеет большие размеры, что приводит к образованию повышенных деформаций сварных соединений (коробление). [c.84]
Содержащийся в пламени водород может растворяться в расплавленном металле сварочной ванны. При кристаллизации металла часть не успевшего выделиться водорода может образовать поры. Азот, попадающий в расплавленный металл из воздуха образует в нем нитриды. Структурные превращения в металле шва и околошовной зоне при газовой сварке имеют такой же характер, как и при других способах сварки плавлением (см. п. 6.2). Однако вследствие медленного нагрева и охлаждения металл щва имеет более крупнокристаллическую структуру с равновесными неправильной формы зернами. В нем при сварке сталей с содержанием 0,15. .. 0,3 углерода при быстром охлаждении может образовываться видманштеттовая структура. Чем выше скорость охлаждения металла, тем мельче в нем зерно и тем выше механические свойства металла шва. Поэтому сварку следует производить с максимально возможной скоростью. [c.85]
Низкоуглеродистые и низколегированные стали хорошо свариваются практически всеми способами сварки плавлением. [c.271]
Для сварки меди и ее сплавов могут быть применены все основные способы сварки плавлением. Наибольшее применение нашли дуговая сварка в защитных газах, ручная дуговая сварка покрытыми электродами, механизированная дуговая сварка под флюсом, газовая сварка, электрон-но-лучевая сварка. [c.457]
Основным способом сварки никеля и его сплавов является дуговая сварка в среде защитных газов. Используются также способы сварки плавлением ручная дуговая покрытыми электродами, автоматическая дуговая под слоем флюса, угольным электродом, газовая, электрошлако-вая, электронно-лучевая, лазерная. [c.464]
Из способов сварки плавлением для титана и его сплавов находят наибольшее применение следующие дуговая сварка в среде инертных газов, под флюсом, электрошлаковая, электронно-лучевая. [c.470]
Медь, латунь и бронза успешно свариваются со сталью всеми способами сварки плавлением на тех же режимах, что и стальные детали соответствующих сечений, но дугу со стыка несколько смещают в сторону меди или ее сплавов. [c.507]
Ряд способов сварки плавлением и давлением относят к специальным. Нашли применение такие способы сварки давлением, как холодная сварка, сварка взрывом, ультразвуковая сварка, сварка трением, диффузионная сварка в вакууме. Используют такие способы сварки плавлением, как электронно-лучевая, лазерная и плазменная. [c.362]
Автоматическая сварка под флюсом является одним из основных способов сварки плавлением. Этим способом успешно свариваются [c.392]
Вопросы. теории поведения газов при дуговой сварке очень сложны и еще очень мало изучены. Еще в меньшей степени разработаны эти вопросы применительно к различным способам сварки плавлением в вакууме. [c.90]
В производстве кон струкций из жаропрочных аустенитных сталей и сплавов применяются все или почти все известные сегодня способы сварки плавлением. При этом механизированные способы распространены относительно больше, чем при изготовлении сварных изделий из обычных конструкционных сталей. [c.295]
Основной способ сварки плавлением — электродуговая сварка — имеет много разновидностей, связанных со степенью механизации, — ручная, полуавтоматическая, автоматическая, с применением различных защитных веществ — толстого покрытия на электродах (при ручной сварке), флюсов, защитных газов или порониговой проволоки при механизированной сварке, контролируемой атмосферы (защитных газов или вакуума) при некоторых способах дуговой и электронно-лучевой сварки. Сварка плавлением применяется для весьма широкого круга цветных металлов и сплавов, а также неметаллов — стекла, керамики, графита. [c.5]
Кинжальное проплаиление дает возможность за один проход сварить без разделки кромок детали толщиной до 100 мм, в то время как при дуговой сварке для этой цели необходима разделка кромок и несколько десятков проходов. Глубокое проплавление позволяет получать сварные соединения принципиально новой формы, не доступные для других способов сварки плавлением. [c.114]
При способах сварки плавлением, особенно с использованием дуги, происходит интенсивное перемешивание жидкого металла как вследствие его движения из передней части ванны в заднюю, так и под влиянием других воздействий источника теплоты на жидкий металл. Происходит интенсивный теплообмен между отдельными порциями различно нагретого жидкого металла, а также вследствие теплоотвода в твердый металл. По этой причине энергетическое состояние ванны целесообразно характеризовать не только возможными максимальными и минимальными температурами, но и средней температурой жидкого металла. Она зависит от режима сварки (тока, напряжения, скорости сварки), характера подачи присадочного металла, устойчивости дуги и положения ее активного пятна. Например, средняя температура ванны при аргонно-дуговой сварке алюминиевого сплава АМгб может изменяться от 920 до 1050 К при возрастании тока от 300 до 450 А при 14 В и от 1070 до 1200 К при и =8 В, в то время как температура плавления сплава АМгб составляет около 890 К. [c.231]
В настоящее время в сварочном производстве используются более 130 рапичных способов сварки При этом в ряде отраслей вполне отчетливо намслились тенденции по применению современной сварочной течно. юг ИИ для изготовления ответственных сварных конструкций. Среди способов сварки плавлением все более щирокое применение находят концентрированные источники нагрева, позволяющие осуществлять интенсивное проплавление металла при повышенных скоростях сварки сжатая (плазменная) дуга, электронный луч, луч лазера, Нап )имер, при электронно-л чевой сварке минимальная плотность энергии достигает [c.22]
Для дуговой сварки под флюсом применяют электродную проволоку и флюс. В качестве электродной применяют такую же проволоку, что и при других способах сварки плавлением. Может применяться также проволока, отформованная из ленты в трубку, внутрь которой запрессован флюс. Такую проволоку называют порошковой. В последнее время разработаны композитные проволоки, оболочка которых пластмассовая, а сердцевинасмесь флюса и железного порошка. Достоинство такой проволоки - полная невосприимчивость к влаге. [c.141]
Выдающимся изобретением 1950-х годов в сварочной науке и технике является принципиально новый способ сварки плавлением -электрошлаковая сварка (ЭШС). Изобрел его доктор техн. наук Г. Б. Волошкевич, под руководством которого в Институте электросварки им. Е. О. Патона были проведены научные исследования этого сварочного процесса и инженерные разработки техники и технологии сварки. Это позволило в кратчайшие сроки осуществить применение ЭШС при изготовлении толстостенных сварных металлоконструкций на Таганрогском котлостроительном, Барнаульском котельном и НовО Краматорском машиностроительном заводах, а затем на предприятиях тяжелого и энергетического машиностроения, таких как Уралмаш, Сызраньтяжмаш, Сибтяжмаш, Волгоцемтяжмаш и других заводах. Широкое использование этого прогрессивного метода соединения металлов позволило коренным образом изменить производство и монтаж крупных машин и сооружений. Отпала необходимость в создании уникальных по мощности цехов и агрегатов для литья, ковки и механической обработки таких крупных деталей, как валы гидротурбин, станины мощных прессов, бандажи вращающихся печей, рамы щековых дробилок и др. Упростилась транспортировка грузов к месту монтажа. Стало возможным на монтажной площадке соединять сваркой детали большой толщины, соблюдая при этом высокую точность размеров изделия. [c.204]
Возможность сварки в узких разделках и труднодоступных местах является одним из преимуществ ЭЛС перед другими способами сварки плавлением. Эта возможность достигается благодаря малым размерам сечения электронного луча и его автономности по отношению к свариваемому изделию. Однопроходная сварка нескольких расположенных друг над другом стыков может быть выполнена проникающим лучом, а в некоторых конструкциях соединение двух оболочек может быть осуществлено через ребро жесткости. [c.250]
Каждый способ сварки плавлением имеет свою проплавляющую способность и предельную толщину свариваемого металла за один проход без разделки кромок. Например, ручной дуговой сваркой покрытыми электродами можно проплавить за один проход 5. .. 7 мм. При сварке деталей большей тодщины приходится делать разделку кромок для того, чтобы можно было проплавить сначала корневой слой и затем, заполняя остальное сечение разделки, сварить соединение по всей толщине. Разделка кромок - придание кромкам, подлежащим сварке, необходимой формы удалением части металла кромок. Но разделку кромок приходится делать еще и для обеспечения качественной обратной стороны шва при односторонней сварке без подкладок на весу. [c.16]
Качественный сварной шов при сварке плавлением невозможно получить только расплавляя кромки свариваемого металла источником на-фева. При любом способе сварки плавлением необходимо применение сварочных материалов. К сварочным материалам относят сварочную электродную проволоку, электроды плавящиеся покрытые, электроды непла-вящиеся, присадочные прутки, флюсы, защитные газы (инертные, активные, горючие, газовые смеси), порошковые присадочные материалы и др. [c.22]
Высокотемпературная химическая микронеоднородность образуется главным образом в результате оплавления отдельных микрообъемов металла околошовной зоны у линии сплавления (легкоплавких неметаллических включений сульфидного происхождения и других сегрегаций). Она формируется при всех способах сварки плавлением. При этом образуется характерная зернистая структура. Границы подплавленных зерен совпадают с участками залегания неметаллических включений. Локальное подплавление основного металла на участках легкоплавких неметаллических включений и других сегрегаций происходит при температуре примерно 1300. .. 1360 °С. После затвердевания подплавленных микро-объемов могут образоваться пустоты. [c.304]
mash-xxl.info
Сварка плавлением и сварка давлением: оборудование, виды и способы
 Сварка металлов уже давно применяется в промышленности, и самой популярной является сварка плавлением при помощи электрической дуги. Этот ручной способ соединения металлов придумали в 80-ые года прошлого века, и за прошедшее время появилась новая сварочная аппаратура, другие виды электродов. Сам процесс видоизменился: теперь для высоколегированных сплавов используют специальный электроды и защищают зону шва инертными газами.
Сварка металлов уже давно применяется в промышленности, и самой популярной является сварка плавлением при помощи электрической дуги. Этот ручной способ соединения металлов придумали в 80-ые года прошлого века, и за прошедшее время появилась новая сварочная аппаратура, другие виды электродов. Сам процесс видоизменился: теперь для высоколегированных сплавов используют специальный электроды и защищают зону шва инертными газами.
В наши дни для сварщика доступны более 20 видов электросварки, например, в электролите, плазменной струей, под защитой аргона. Даже классический способ, при котором электрическая дуга контактирует с металлом через электрод, видоизменился для соединения диэлектрических материалов или металлизации деталей. Такая технология сварки плавлением получила название косвенная дуговая сварка.
Технологический процесс косвенной дуговой сварки
Во время нее дуга возникает между двумя электродами, закрепленными на держателя. Электричество не уходит в металл, а наплавление происходит благодаря близко расположенной горящей дуге. Регулировать уровень наплавления металлов можно при помощи приближения или отдаления электрической дуги.
Косвенная сварка востребована для низкоуглеродистых сталей, цветных металлов, при изготовлении небольших деталей.
Когда речь о выплавке из металла небольшого и очень точного инструмента, то необходим очень медленный нагрев в зоне плавления. Этого эффекта позволяет добиться атомно-водородная сварка с косвенным нагревом на металл.
Принцип заключается в том, что между двумя вольфрамовыми электродами диаметром от 1,5 до 4 мм, когда происходит сварка металлов плавлением, подается водород. Газ, попадая в дугу, превращается из двухатомного водорода в атомарный вид. Для этого процесса требуется затрата энергии, которую водород берет из дуги. Затем касаясь металла, водород превращается в обычную форму и освобождает энергию. Таким образом, на месте соединения образуется сварочная ванна, в которой происходит соединение металлов. Атомно-водородная сварка близка по своим качествам плазменной сварке.
Разновидности и методы сварки металлов плавлением
 Виды и способы сварки плавлением настолько разнообразны, что ученые научились подчинять плазму для сплавления и резки металлов. Предложенный способ основан на вдувании струи инертного газа через два электрода, создающие большой дуговой разряд. Газ из нейтрального канала попадает на дугу, в результате чего молекулы газа ионизируются, создавая плазменную струю высокой температуры. Мощность струи регулируются при помощи вариаций с составом газа или изменением давления.
Виды и способы сварки плавлением настолько разнообразны, что ученые научились подчинять плазму для сплавления и резки металлов. Предложенный способ основан на вдувании струи инертного газа через два электрода, создающие большой дуговой разряд. Газ из нейтрального канала попадает на дугу, в результате чего молекулы газа ионизируются, создавая плазменную струю высокой температуры. Мощность струи регулируются при помощи вариаций с составом газа или изменением давления.
Достоинство плазмы в том, что ей можно резать нержавеющие и алюминиевые сплавы, что невозможно обычным газокислородным способом.
Появлялись не только новые способы сварки, но и развивалась техника. Промышленность требовала быстрого изготовления сотен шаблонных деталей, и поэтому появилась автоматическая дуговая сварка.
Чтобы решить технологическую задачу и повысить производительность, была придумана автоматическая сварка под флюсом. Принцип был в том, что сварочная проволока находилась закрытой под специальным веществом – флюсом – который защищал место сварки от воздействия атмосферы и формировал сварочный шов. Сварка плавлением и сварка давлением имеют свои особенности.
А автоматическая сварка позволяет:
- Увеличить производительность работы, благодаря применению большой силы тока и больших по диаметру электродов. Флюс защищает сварочную зону, а также не позволяет металлу разбрызгиваться. Это позволяет сэкономить на материале и сформировать ровный шов.
- Благодаря тому, что отсутствуют потери от огарков и разбрызгивания, то экономится не только металл, но и электропроводная проволока.
- Тепло дуги используется более эффективно, поэтому происходит экономия электроэнергии.
Полуавтоматическая сварка
 В качестве дальнейшего развития автоматического способа была разработана полуавтоматическая сварка. В ней дугу перемещают вдоль шва ручным способом, а автоматическим способом подается проволока. Оборудование для электрической сварки плавлением стало популярно на каждом предприятий. Особенно, где требуется сварка корпусных конструкций, содержащих большое количество угловых соединений.
В качестве дальнейшего развития автоматического способа была разработана полуавтоматическая сварка. В ней дугу перемещают вдоль шва ручным способом, а автоматическим способом подается проволока. Оборудование для электрической сварки плавлением стало популярно на каждом предприятий. Особенно, где требуется сварка корпусных конструкций, содержащих большое количество угловых соединений.
Появились разработки, позволяющие сваривать даже в верхнем положении. Чтобы сварочная ванна оставалась на своем месте, ее придерживает медный диск.
Электрошлаковая сварка
Постепенно автоматическая дуговая сварка преобразовалась в электрошлаковую. При таком способе получается низкий расход электроэнергии, а благодаря большой силе тока можно сваривать металлы большой толщины.
Главным преимуществом при электрошлаковой сварке является то, что не нужно подготавливать кромки деталей.
Эта сварка также подразделяется на несколько типов, зону сварного шва защищают флюсом или газовой средой. Самая популярная защита из аргона, который не позволяет окисляться металлу в месте сварного шва. Позже появились и более современные виды сварки, например, вибродуговая наплавка. Она позволяет наносить на деталь тонкий слой металла.
steelguide.ru