Обозначение способов сварки в стандартах. Сварка рад что это
| ДЛЯ МЕТАЛЛОВ | |
| ААД | автоматическая аргонодуговая сварка неплавящимся электродом |
| ААДН | автоматическая аргонодуговая наплавка неплавящимся электродом с присадкой |
| ААДП | автоматическая аргонодуговая сварка плавящимся электродом |
| ААДПН | автоматическая аргонодуговая наплавка плавящимся электродом |
| АЛСН | автоматическая наплавка самозащитной порошковой лентой |
| АПГ | автоматическая сварка плавящимся электродом в среде активных газов и смесях |
| АПГН | автоматическая наплавка плавящимся электродом в среде активных газов и смесях |
| АПИ | автоматическая сварка порошковой проволокой в среде инертных газов и смесях |
| АПИН | автоматическая наплавка порошковой проволокой в среде инертных газов и смесях |
| АППГ | автоматическая сварка порошковой проволокой в среде активных газов и смесях |
| АППГН | автоматическая наплавка порошковой проволокой в среде активных газов и смесях |
| АПС | автоматическая сварка самозащитной порошковой проволокой |
| АПСН | автоматическая наплавка самозащитной порошковой проволокой |
| АФ | автоматическая сварка под флюсом |
| АФДС | автоматическая дуговая приварка под флюсом шпилек (стержней) |
| АФЛН | автоматическая наплавка ленточным электродом под флюсом |
| АФПН | автоматическая наплавка проволочным электродом под флюсом |
| ВЧС | высокочастотная сварка |
| Г | газовая сварка |
| ГН | газовая наплавка |
| ИН | наплавка с индукционным нагревом |
| К | кузнечная сварка |
| КСО | контактная стыковая сварка оплавлением |
| КСС | контактная стыковая сварка сопротивлением |
| КТС | контактная точечная сварка |
| КШС | контактная шовная сварка |
| Л | лазерная сварка |
| МАДП | механизированная аргонодуговая сварка плавящимся электродом |
| МАДПН | механизированная аргонодуговая наплавка плавящимся электродом. |
| МДС | механизированная дуговая приварка шпилек (стержней) |
| МКС | механизированная контактная приварка шпилек (стержней) |
| МЛСН | механизированная наплавка самозащитной порошковой лентой |
| МП | механизированная сварка плавящимся электродом в среде активных газов и смесях |
| МПГ | механизированная сварка порошковой проволокой в среде активных газов и смесях |
| МПГН | механизированная наплавка порошковой проволокой в среде активных газов и смесях |
| МПИ | механизированная сварка порошковой проволокой в среде инертных газов и смесях |
| МПИН | механизированная наплавка порошковой проволокой в среде инертных газов и смесях |
| МПН | механизированная наплавка плавящимся электродом в среде активных газов и смесях |
| механизированная сварка самозащитной порошковой проволокой | |
| МПСН | механизированная наплавка самозащитными порошковыми проволоками |
| МСОД | механизированная сварка открытой дугой легированной проволокой |
| МФ | механизированная сварка под флюсом |
| Н | сварка нагретым газом |
| П | плазменная сварка |
| ПАК | пайка |
| ПНП | плазменная наплавка порошком |
| ППН | плазменная \наплавка проволокой сплошного сечения |
| РАД | ручная аргонодуговая сварка неплавящимся электродом |
| РАДН | ручная аргонодуговая наплавка |
| РД | ручная дуговая сварка покрытыми электродами |
| РДН | ручная дуговая наплавка покрытыми электродами |
| СТ | сварка трением |
| Т | термитная сварка |
| ЭЛ | электронно-лучевая сварка |
| ЭШ | электрошлаковая сварка |
| ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | |
| ЗН | сварка с закладными нагревателями |
| НГ | сварка нагретым газом |
| НИ | сварка нагретым инструментом |
| Э | экструзионная сварка |
www.samsvar.ru
Аргонно-дуговая сварка – что это?
Начнем с того, что вообще означает аргоновая сварка. Сейчас аргон используется во многих производственных процессах, и в сварке в том числе. Аргон по сути своей — инертный газ. Благодаря такой химической инертности, аргон не реагирует со свариваемыми материалами, и выступает в качестве защиты их от воздействия атмосферных газов, таких как — углекислый газ, кислород, азот, водяные пары и других вещества, которые могут повлиять на процесс сварки. Именно по этому, ему дали название — аргоновая сварка.
Аргонно-дуговая сварка отличается тем, что в её технологии используется электрическая дуга и газ. Происходит так называемое электро-газовое соединение металлов.
Аргонно-дуговую сварку принято разделять на два вида: автоматическая и ручная. Каждый из этих видов сварки в свою очередь бывают как с плавящимся электродом, так и с неплавящимся электродом. Электрическая дуга плавит свариваемые кромки материала, соединяя их. Сам аргон защищает место свариваемых деталей от вредных примесей и газов, т.е. он вытесняет кислород из рабочей ванны и происходит изолирование самого места сварки от воздействия внешней среды.
Главное не забывать, что аргон — это всего лишь защитный газ при сварке. А сама сварка является электрической. Поэтому такую сварку еще называют аргонно-дуговой, что на самом деле тоже самое.
Автоматическая аргонно-дуговая сварка
Рассмотрим конкретнее, как работает автоматическая аргонно-дуговая сварка плавящимся электродом.

В процессе сварки электрод (проволока) подается автоматически. И на полуавтоматических сварочных автоматах точно так же, только отличие в том, что там проволока подается автоматически, а все остальное выполняет человек в ручную.
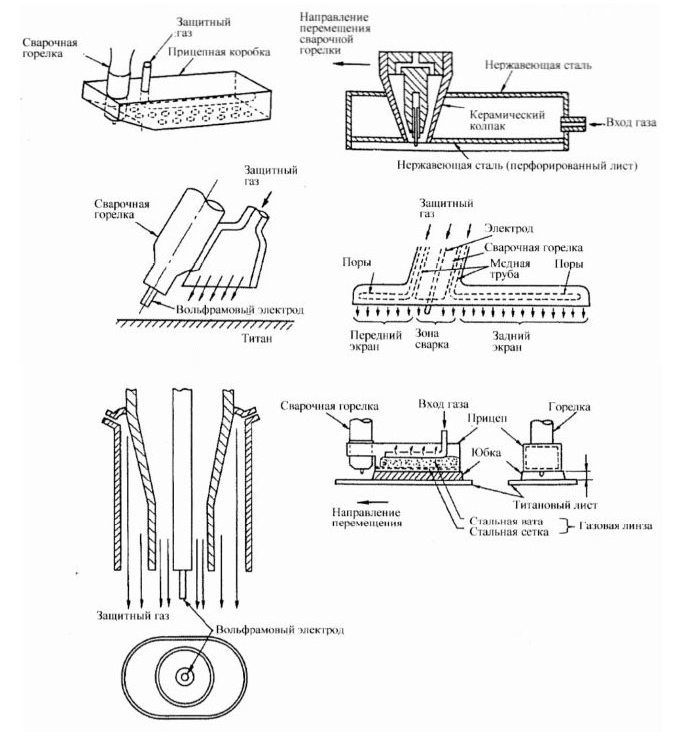
Отличие автоматической аргонно-дуговой сварки с неплавящимся электродом в том, что в качестве электрода, который не плавится, применяют чаще всего вольфрам или графит, а в качестве защитного газа используют аргон. Вся работа выполняется роботами, запрограммированными на определенные действия.
Ручная аргонодуговая сварка
Ручная аргоновая сварка плавящимся электродом. В качестве защитного газа используют аргон. А в качестве электрода используют так же проволоку, которая подается автоматически и называют ее электродом.
При ручной аргонной сварке с неплавящимся электродом, электрод не плавится, а материал для сварки подается непосредственно сварщиком.

Делая выводы из вышесказанного, аргонная сварка — это довольно не сложный способ соединения металлов, но требует большого опыта от сварщика чтобы действительно качественно выполнять сварочные работы на различном сварочном оборудовании с различными металлами.
—> Узнать стоимость работ по аргонной сварке деталей двигателя у нас
Для аргонодуговой сварки применяют следующие обозначения:
РАД — ручная аргонно-дуговая сварка с неплавящимся электродом,
ААД – автоматическая аргонно-дуговая сварка с неплавящимся электродом,
ААДП – автоматическая аргонно-дуговая сварка с плавящимся электродом.
Сварка вольфрамовым электродом обозначается так:
TIG – Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов
GTAW – Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом
rad-rem.ru
| РАД | Ручная аргонодуговая сварка неплавящимся электродом |
| РАДН | Ручная аргонодуговая наплавка |
| ААД | Автоматическая аргонодуговая сварка неплавящимся электродом |
| ААДН | Автоматическая аргонодуговая наплавка неплавящимся электродом |
| ААДП | Автоматическая аргонодуговая сварка плавящимся электродом |
| ААДПН | Автоматическая аргонодуговая наплавка плавящимся электродом |
| АЛСН | Автоматическая наплавка самозащитной порошковой лентой |
| АПГ | Автоматическая сварка плавящимся электродом в среде активных газов и смесях |
| АПГН | Автоматическая наплавка плавящимся электродом в среде активных газов и смесях |
| АПИ | Автоматическая сварка порошковой проволокой в среде инертных газов и смесях |
| АПИН | Автоматическая наплавка порошковой проволокой в среде инертных газов и смесях |
| АППГ | Автоматическая сварка порошковой проволокой в среде активных газов и смесях |
| АППГН | Автоматическая наплавка порошковой проволокой в среде активных газов и смесях |
| АПС | Автоматическая сварка самозащитной порошковой проволокой |
| АПСН | Автоматическая наплавка самозащитной порошковой проволокой |
| АФ | Автоматическая сварка под флюсом |
| АФДС | Автоматическая дуговая приварка под флюсом шпилек (стержней) |
| АФЛН | Автоматическая наплавка ленточным электродом под флюсом |
| АФПН | Автоматическая наплавка проволочным электродом под флюсом |
| МФ | Механизированная сварка под флюсом |
| Г | Газовая сварка |
| ГН | Газовая наплавка |
| РД | Ручная дуговая сварка покрытыми электродами |
| РДН | Ручная дуговая наплавка покрытыми электродами |
| МАДП | Механизированная аргонодуговая сварка плавящимся электродом |
| МАДПН | Механизированная аргонодуговая наплавка плавящимся электродом |
| МДС | Механизированная дуговая приварка шпилек (стержней) |
| МЛСН | Механизированная наплавка самозащитной порошковой лентой |
| МП | Механизированная сварка плавящимся электродом в среде активных газов и смесях |
| МПГ | Механизированная сварка порошковой проволокой в среде активных газов и смесях |
| МПГН | Механизированная наплавка порошковой проволокой в среде активных газов и смесях |
| МПИ | Механизированная сварка порошковой проволокой в среде инертных газов и смесях |
| МПИН | Механизированная наплавка плавящимся электродом в среде инертных газов и смесях |
| МПН | |
| МПС | Механизированная сварка самозащитной порошковой проволокой |
| МПСН | Механизированная наплавка самозащитной порошковой проволокой |
| МСОД | Механизированная сварка открытой дугой легированной проволокой |
| КСО | Контактная стыковая сварка оплавлением |
| КСС | Контактная стыковая сварка сопротивлением |
| КТС | Контактно-точечная сварка |
| МКС | Механизированная контактная приварка шпилек (стержней) |
| ЗН | Сварка с закладными нагревателями |
| ИН | Наплавка с индукционным нагревом |
| НГ | Сварка нагретым газом |
| Сварка нагретым инструментом | |
| ПАК | Пайка |
| Т | Термитная сварка |
| Э | Экструзионная сварка |
acneks.ru
Виды аттестации НАКС | Группа компаний ПРОФИЛЬ
Группы технических устройств
НАКС* ПТО - Подъемно-транспортное оборудование:
1. Грузоподъемные краны.
2. Краны –трубоукладчики.
3. Краны- манипуляторы.
4. Лифты.
5. Тали.
6. Лебедки.
7. Устройства грузозахватные.
8. Подъемники (вышки).
9. Эскалаторы.
10. Дороги канатные, их агрегаты, механизмы и детали.
11. Цепи для подъемно-транспортного оборудования.
12. Строительные подъемники.
13. Конвейеры пассажирские.
НАКС КО - Котельное оборудование:
1. Паровые котлы с давлением пара более 0,07 МПа и водогрейные котлы с температурой воды выше 115°С.
2. Трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой воды свыше 115°С.
3. Сосуды, работающие под давлением свыше 0,07МПа.
4. Арматура и предохранительные устройства
5. Металлические конструкции для котельного оборудования.
НАКС ГО - Газовое оборудование:
1. Трубопроводы систем внутреннего газоснабжения.
2. Наружные газопроводы низкого, среднего и высокого давления стальные и из неметаллических материалов.
3. Газовое оборудование котлов, технологических линий и агрегатов.
4. Газогорелочные устройства.
5. Емкостные и проточные водонагреватели.
6. Аппараты и печи.
7. Арматура из металлических материалов и предохранительные устройства.
НАКС НГДО (расшифровка - нефтегазодобывающее оборудование):
1.Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при сооружении, реконструкции и капитальном ремонте.
2.Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при текущем ремонте в процессе эксплуатации.
3.Промысловые и магистральные газопроводы и конденсатопроводы; трубопроводы для транспортировки товарной продукции, импульсного, топливного и пускового газа в пределах: установок комплексной подготовки газа (УКПГ), компрессорных станций (КС), дожимных компрессорных станций (ДКС), станций подземного хранения газа (СПХГ), газораспределительных станций (ГРС), узлов замера расхода газа (УЗРГ) и пунктов редуцирования газа (ПРГ).
4.Трубопроводы в пределах УКПГ, КС; НПС; СПХГ; ДКС; ГРС; УЗРГ; ПРГ и др., за исключением трубопроводов, обеспечивающих транспорт газа, нефти и нефтепродуктов.
5.Резервуары для хранения нефти и нефтепродуктов, газгольдеры газовых хранилищ при сооружении и ремонте.
6.Морские трубопроводы, объекты на шельфе (трубопроводы на платформах, а также сварные основания морских платформ) при сооружении, реконструкции и ремонте.
7.Уникальные объекты нефтяной и газовой промышленности при сооружении и ремонте (рабочие параметры объектов, не предусмотрены действующей нормативной документацией)
8.Запорная арматура при изготовлении и ремонте в заводских условиях.
9.Детали трубопроводов при изготовлении и ремонте в заводских условиях.
10.Насосы, компрессоры и др. оборудование при изготовлении и ремонте в заводских условиях.
11.Нефтегазопроводные трубы при изготовлении и ремонте в заводских условиях.
12.Оборудование нефтегазопромысловое, буровое и нефтеперерабатывающее.
13.Трубопроводы автоматизированных газонаполнительных компрессорных станций (АГНКС).
НАКС ОХНВП (расшифровка - оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств):
1. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под давлением до 16 МПа.
2. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под давлением более 16 МПа.
3. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под вакуумом.
4. Резервуары для хранения взрывопожароопасных и токсичных веществ.
5. Изотермические хранилища.
6. Криогенное оборудование.
7. Оборудование аммиачных холодильных установок.
8. Печи.
9. Компрессорное и насосное оборудование.
10. Центрифуги, сепараторы.
11. Цистерны, контейнеры (бочки), баллоны для взрывопожароопасных и токсичных веществ.
12. Котлы-утилизаторы.
13. Энерготехнологические котлы.
14. Котлы ВОТ.
15. Трубопроводная арматура и предохранительные устройства.
16. Технологические трубопроводы и детали трубопроводов.
ГДО - Горнодобывающее оборудование:
1. Технические устройства для горнодобывающих и горно-обогатительных производств и подземных объектов.
НАКС МО - Металлургическое оборудование:
1. Доменное, коксовое, сталеплавильное оборудование.
2. Технологическое оборудование и трубопроводы для черной и цветной металлургии.
3. Технические устройства для производства черных и цветных металлов и сплавов на их основе.
4. Машины для литья стали и цветных металлов.
5. Агрегаты трубопрокатные.
6. Станы обжимные, заготовочные, сортопрокатные и листопрокатные.
НАКС ОТОГ - Оборудование для транспортировки опасных грузов:
1. Контейнеры специализированные и тара, используемые для транспортировки опасных грузов и строительных материалов.
2. Цистерны.
3. Экипажная часть.
НАКС СК (расшифровка - строительные конструкции):
1. Металлические строительные конструкции.
2. Арматура, арматурные и закладные изделия железобетонных конструкций.
3. Металлические трубопроводы.
4. Конструкции и трубопроводы из полимерных материалов.
НАКС КСМ - Конструкции стальных мостов:
1. Металлические конструкции пролётных строений, опор и пилонов стальных мостов при изготовлении в заводских условиях.
2. Металлические конструкции пролётных строений, опор и пилонов стальных мостов при сборке, сварке и ремонте в монтажных условиях.
Способы сварки (наплавки)
РД - Ручная дуговая сварка покрытыми электродами.
РДВ - Ванная дуговая сварка покрытыми электродами.
РАД - Ручная аргонодуговая сварка неплавящимся электродом.
МАДП - Механизированная аргонодуговая сварка плавящимся электродом.
МП - Механизированная сварка плавящимся электродом в среде активных газов и смесях.
ААД - Автоматическая аргонодуговая сварка непл авящимся электродом.
АПГ - Автоматическая сварка плавящимся электродом в среде активных газов и смесях.
ААДП - Автоматическая аргонодуговая сварка плавящимся электродом .
АФ - Автоматическая сварка под флюсом.
МФ - Механизированная сварка под флюсом.
МФВ - Ванная механизированная сварка под флюсом.
МПС - Механизированная сварка самозащитой порошковой проволокой.
МПГ - Механизированная сварка порошковой проволокой в среде активных газов. МПСВ - Ванная механизированная сварка самозащитой порошковой проволокой. МСОД - Механизированная сварка открытой дугой легированной проволокой.
П - Плазменная сварка.
ЭШ - Электрошлаковая сварка.
ЭЛ - Электронно-лучевая сварка.
Г - Газовая сварка.
РДН - Ручная дуговая наплавка покрытыми электродами.
РАДИ - Ручная аргонодуговая наплавка.
ААДН - Автоматическая аргонодуговая наплавка.
АФЛН - Автоматическая наплавка ленточным электродом под флюсом.
АФПН - Автоматическая наплавка проволочным электродом под флюсом.
КТС - Контактно-точечная сварка.
КСС - Контактная стыковая сварка сопротивлением.
КСО - Контактная стыковая сварка оплавлением.
ВЧС - Высокочастотная сварка.
ПАК - Пайка.
НИ - Сварка нагретым инструментом.
ЗН - Сварка с закладными нагревателями.
НГ - Сварка нагретым газом.
Э - Экструзионная сварка.
Группы основных материалов
(М01) - Углеродистые и низколегированные конструкционные стали перлитного класса с минимальным пределом текучести не более 360 Мпа (до К54).
(МОЗ) - Низколегированные конструкционные стали перлитного класса с минимальным пределом текучести свыше 360 МПа до 500МПа (К55 - К60)
(МОЗ) - Низколегированные конструкционные стали перлитного класса с минимальным пределом текучести свыше 500 МПа (свыше К60)
(М02) - Низколегированные теплоустойчивые хромомолибденовые и хромомолибденованадиевые стали перлитного класса
(М05) - Легированные стали мартенситного класса с содержанием хрома от 4 - до 10%
(М04) - Высоколегированные стали мартенситного и мартенситно-ферритного классов с содержанием хрома от 10 до 18%
(М04) - Высоколегированные (высокохромистые) стали ферритного класса с содержанием хрома от 12 до 30%
(М11) - Высоколегированные стали аустенитно-ферритного класса
(М11) - Высоколегированные стали аустенитного класса
(М61) - Сплавы на железо-никелевой основе
(М51) - Никель и сплавы на никелевой основе
(М21-М23) - Алюминий и алюминиевые сплавы
(М31-М34) - Медь и сплавы на медной основе
(М41) - Сплавы титана
(М06) - Чугуны
(М07) - Арматурные стали железобетонных конструкций
(М61) - Полиэтилен (РЕ)
(Мб2) - Сшитый полиэтилен (РЕ-Х)
(М63) - Поливинилхлорид (PVC)
(М64) - Полипропилен (РР)
Виды сварочных материалов
Эп - Электроды плавящиеся для дуговой сварки.
Эн - Электроды неплавящиеся для дуговой сварки.
Пс - Проволока сварочная сплошного сечения.
Пп - Проволока порошковая и ленты порошковые.
Гз - Газы защитные.
Гг - Газы горючие.
Ф - Флюсы сварочные.
*Расшифровка НАКС - Национальное Агентство Контроля Сварки
profilgp.ru
Обозначение способов сварки в стандартах
Обозначение способов сварки в стандартах (на основные типы, конструктивные элементы и размеры, выполненные различными способами)
1. Ручная дуговая сварка соединений из сталей, а также сплавов на железоникелевой основе выполняется по ГОСТ 5264. Стандарт не устанавливает обозначения на этот способ сварки. Толщина свариваемого металла от 1 до 175 мм.
2. Дуговая сварка в защитных газах сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах выполняется по ГОСТ 14771.В стандарте приняты следующие обозначения способов сварки:ИН – в инертных газах неплавящимся электродом без присадочного материала (толщина металла от 0.5 до 6.0 мм),ИНп- в инертных газах неплавящимся электродом с присадочным материалом (толщина металла от 0.8 до 20 мм),ИП - в инертных газах и их смесях в углекислом газе и кислородом плавящимся электродом (толщина металла от 0.5 до 120 мм),УП - в углекислом газе плавящимся электродом (толщина металла от 0.5 до 120 мм).
3. Дуговая сварка точечных сварных соединений из сталей, медных, алюминиевых и никелевых сплавов выполняется по ГОСТ 14776 (нахлесточные соединения).В стандарте приняты следующие обозначения способов сварки:Ф – под флюсом (толщина верхнего листа – 0.8...5.0 мм, толщина листа с круглым отверстием – 3.5...14 мм),УП – в углекислом газе плавящимся электродом (толщина верхнего листа – 0.8...6.6 мм, толщина листа с круглым отверстием – 4.5...30 мм),УН – в углекислом газе неплавящимся электродом (толщина верхнего листа – 0.4...3.3 мм, толщина листа с круглым отверстием – 4.5...30 мм),ИП – в инертных газах плавящимся электродом (толщина верхнего листа – 0.8...6.6 мм, толщина листа с круглым отверстием – 4.5...15 мм),ИН – в инертных газах неплавящимся электродом (толщина верхнего листа – 0.4...3.3 мм),ПП – плавящимся покрытым электродом с принудительным несквозным проплавлением и формированием (толщина верхнего листа – 0.8...12 мм без подготовки кромок).
4. Дуговая сварка под флюсом сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах выполняется по ГОСТ 8713.В стандарте приняты следующие обозначения способов сварки:АФ – автоматическая на флюсовой подушке (толщина металла - 2.0...60 мм),АФм - автоматическая на флюсомедной подкладке (толщина - 3.0...30 мм),АФо - автоматическая на остающейся подкладке (толщина - 2.0...60.0 мм),АФп - автоматическая на медном ползуне (толщина - 5.0...20 мм),МФ - механизированная на весу (толщина - 1.5...30 мм).
5. Электрошлаковая сварка сварных соединений из сталей выполняется по ГОСТ 15164.В стандарте приняты следующие обозначения способов сварки:ШЭ – проволочным электродом (толщина металла - 30...450 мм),ШМ – плавящимся мундштуком (толщина более 30 мм),ШП - электродом, сечение которого соответствует по форме поперечному сечению сварочного пространства (зазора), толщина – 30...800 мм.
6. Сварные соединения трубопроводов из сталей выполняются по ГОСТ 16037.В стандарте приняты следующие обозначения способов сварки:ЗП – дуговая сварка в защитном газе плавящимся электродом, ЗН – дуговая сварка в защитном газе неплавящимся электродом, Р – ручная дуговая сварка, Ф -дуговая сварка под флюсом, Г – газовая сварка.
oitsp.ru
Условное обозначение - способ - сварка
Условное обозначение - способ - сварка
Cтраница 1
Условные обозначения способов сварки: НГП - сварка нагретым газом с присадкой; ЭП - сварка экструдированной присадкой. [1]
Условное обозначение способа сварки по стандарту на типы и конструктивные элементы швов ( допускается не указывать), содержащего буквенное обозначение, например: Р - ручная, П - полуавтоматическая, А - автоматическая. [2]
Приняты следующие условные обозначения способов сварки: РЭД - ручная электродуговая, КА - газовая ( кислородно-ацетиленовая), РАД - ручная аргоно-дуговая, ААД - автоматическая аргоно-дуговая, ПУГ-полуавтоматическая в углекислом газе. [3]
В таблице приняты следующие условные обозначения способов сварки: Р - ручная дуговая; Ар - ручная аргонодуговая; Аа - автоматическая аргонодуговая; Аф - автоматическая под слоем флюса; М - механизированная в углекислом газе; Г - газовая; К ( Ар) - комбинированная: корень - ручная аргонодуговая, остальное - ручная дуговая или механизированная в углекислом газе; К ( Аа) - комбинированная: корень - автоматическая аргонодуговая, остальное - ручная дуговая или механизированная в углекислом газе. Зазор са для способов сварки Ар, Аа, К ( Ар), К ( Аа) указан без скобок в случае выполнения корневого слоя шва ( первого прохода) без присадочной проволоки, в скобках-с присадочной проволокой. В седьмой графе в скобках приведены допустимые пределы угла скоса кромок а, отличного от оптимального из-за неточности обработки или из-за изготовления труб по другим стандартам или техническим условиям. [4]
Для швов сварных соединений, выполненных автоматической и полуавтоматической сваркой под слоем флюса согласно ГОСТ 8713 - 58, в зависимости от того, каким методом предотвращается протекание жидкого металла в зазоры, дополнительно устанавливаются следующие условные обозначения способов сварки: Аф - автоматическая сварка на флюсовой подушке; Ам - автоматическая сварка на флюсо-медной подкладке; Ас-автоматическая сварка на стальной подкладке; Ар - автоматическая сварка с ручной подваркой корня шва с одной стороны, Арр - автоматическая сварка с ручной подваркой корня шва с двух сторон. [5]
Приведенные ниже ( табл. III.2) стандарты устанавливают основные типы сварных соединений; в них приведены характеристики и взаимосвязь вида соединения, формы подготовительных кромок, характера выполненного шва, формы поперечного сечения кромок и шва, пределы толщин свариваемых деталей, а также условные обозначения способа сварки и шва сварного соединения. [6]
По способу осуществления механизации технологического процесса различают ручную, полуавтоматическую и автоматическую сварку. ГОСТ 2.312 72, ЕСКД) устанавливают условные обозначения способов сварки. [7]
По способу осуществления механизации технологического процесса различают ручную, полуавтоматическую и автоматическую сварку. ГОСТ 2.312 - 72, ЕСКД) устанавливают условные обозначения способов сварки. [8]
Стандарт распространяется на сварные швы, выполняемые автоматической и полуавтоматической сваркой под слоем флюса на конструкциях из углеродистых и низколегированных сталей. Стандартом устанавливаются условные обозначения способов сварки, основные типы швов в стыковых, тавровых, угловых соединениях и в соединениях внахлестку в зависимости от формы подготовки кромок и характера выполнения шва. Указывается вид в поперечном сечении подготовленных кромок и выполненных швов в зависимости от толщины свариваемого металла, графическое и буквенно-цифровое обозначение типов швов. Приведены размеры конструктивных элементов швов с допускаемыми отклонениями от них и обозначения швов на чертежах. [9]
Страницы: 1
www.ngpedia.ru