Электродуговая сварка стыков рельсов. Сварка рельсовых стыков
Электродуговая сварка стыков рельсов | Инструмент, проверенный временем
Этот способ сварки из-за относительйо невысокой прочностной характеристики в трамвайных хозяйствах и на станционных путях железных дорог применяется редко. Преимуществом электродуго — вого способа сварки является то, что им можно сваривать рельсы в пути.
Стыки, свариваемое электродуговым способом, можно разде лить на две группы: 1) стыки с приваркой накладок и подкладок; 2) стыки, провариваемые по всему сечению рельсов (ванный способ). Стыки первой группы из-за чрезвычайно низких прочностных показателей на железнодорожном транспорте не применяются, а в трамвайных путях используются редко.
Ванный способ ‘
Ванный способ сварки стыков рельсов разработан Московским опытным сварочным заводом.
Сварка производится на постоянном или переменном токе электродами диаметром 5 мм. Питание осуществляется от стандартно — 76
0 электросварочного оборудования типа СТЭ-34; ПС-500; ПАС-400
1 т. д.
Применяемая сила тока 300—350 а. Для сварки используют ілектродьі марки УОНИ-ІЗ/55А с временным сопротивлением на — їлавленного металла 55 кгімм2.
В настоящее время в связи с появлением новых марок рельсо — )ой стали, обладающих повышенными прочностными данными, ре — сомендуется применять электроды УОНИ-13/85у с временным со-* іротивлением наплавленного металла.85 кг/мм2-
Сборку стыков под сварку, как правило, производят на шпа — іах. Концы рельсов обрезают по угольнику механическими средствами или газом. После обрезки газом торцы рельсов необходи — ю очистить от окалины.
Стык должен быть выверен в вертикальной и горизонтальной плоскостях, после чего он возвышается на 1,0—1,5 мм на 1 пог. м.
Регулировку величины подъема стыка производят деревянными клиньями, а проверку—специальной стальной метровой линейкой с регулируемыми по длине штифтами на концах.
Зазор между свариваемыми рельсами должен быть 12—15 мм или 1,5 диаметра электрода с учетом толщины слоя обмазкь. .
Технологически сварку рельсового стыка можно разделить на две главные операции: сварку подошвы, сварку шейки и головки.
* Сварку подошвы производят на остающейся (стальной) или съемной медной пластинке. Длина этой пластинки на 20 мм больше ширины подошвы рельса, а ширина пластинки 40 мм.
Используется несколько вариантов таких пластинок:
1) стальная (Ст. 3) толщиной 5—6 мм; пластинку укладывают под стык и плотно поджимают;
2) комбинированная, под стык укладывают стальную пластинку толщиной 2 мм, а под нее медную подкладку;
3) медную пластинку с канавкой, заполняемой несколькими огарками электродов УОНИ-13/55 А, поджимают непосредственно под стык.
Лучшие результаты дает применение медной и комбинированной пластинок. *
Подошва рельса—наиболее чувствительное место сварного стыка, где особенно ярко проявляются низкое качество наплавленного металла и другие погрешности сварки.
При ванном способе сварки рчень важно удержать в межстыковом зазоре жидкий наплавленный металл и шлак. Для этого применяют специальные медные формы многократного пользования: нижние — для сварки подошвы и боковые — для сварки шейки и головки.
Снаружи формы имеют прямоугольную кбйфигурацию. Внутренний контур их соответствует форме того участка рельса, с которым они сопрягаются. По оси формы имеется выемка, которая при сварке заполняется жидким наплавленным металлом с образованием усиления стыка.
При установке форм их ось совмещают с зазором стыка, а боковые формы, кроме того, еще и фиксируют струбциной.
Зазор в местах сопряжения форм с поверхностью рельсов не должен превышать 1 мм. В противном случае края форм необходимо обмазать огнеупорной глиной. Сваривая подошву, шов начинают с края пластинки и, совершая колебательные движения поперек зазора стыка, ведут его к другому концу, тщательно проваривая углы между торцами рельсов и пластинкой.
Второй шов следует накладывать в противоположном напраї лении, начиная его также от края пластинки.
При выполнении следующих проходов нужно внимательно наблюдать за тем, чтобы жидкая ванна расплавленного металла располагалась по всей длине подошвы.
В процессе сварки колебательные движения электродом нужно совершать быстро. Закончить сварку подошвы следует в центре стыка, благодаря чему шов получается с уклоном от центра к краям, что соответствует профилю рельсов-
В подошве стыка сварной шов должен иметь усиление в 2—3 мм, а края подошвы — перекрываться плавным швом.
Поверхность шва после заварки подошвы нужно очистить от шлака.
После установки боковых форм следует немедленно начинать последующую сварку, чтобы не допустить значительного охлаждения стыка.
Сварочная дуга возбуждается в месте окончания сварки подошвы, т. е. у основания шейки, и ведется, непрерывно заполняя наплавленным металлом весь зазор.
Заканчивая сварку стыка, на поверхности катания необходимо наплавить прибыльную часть толщиной 4—5 мм, которая компенсирует усадку при кристаллизации стыка.
После -сварки, когда стык еще имеет красный цвет, поверхность его следует уплотнить проковкой.
Недостатками ванного способа сварки являются горячие трещины и непровар. Горячие трещины иногда появляются при сварке рельсов из бессемеровской стали, содержащей повышенное количество вредных примесей—серы, фосфора, азота. Эти же дефекты могут быть при ускорении процессов сварки рельсов тяжелых типов.
Непровар и шлаковые включения, наоборот, получаются при замедленных скоростях сварки-
Если обнаружены какие-либо дефекты, последующую подварку можно производить при температуре стыка не менее 300°.
Сварка рельсов
Сварка рельсов: способы и их основные особенности
При осуществлении монтажа, а также ремонтных работах на железнодорожном полотне, крановых установках, и других условиях, где применяются рельсы, используется особая технология сваривания. Так как в описываемых условиях необходима особая прочность, а также стойкость к различного рода нагрузкам, то сварка железнодорожных рельсов относится к отдельной категории сварки.
Электродуговая сварка
Стоит отметить, что одним из самых распространенных методов, который применяется при сварке рельсовых плетей и стыков рельс, является электродуговая сварка. В данном случае рельсы укладываются в необходимом положении, а пространство между их стыками послойно постепенно заполняется необходимым сварочным материалом. Последний расплавляется от температуры дугового разряда. Для сварки торцов железнодорожных рельсов данным способом может применяться переменный ток, поступающий от трансформатора или же постоянный ток, получаемый от мобильного сварочного агрегата.
Самым оптимальным вариантом является ванный метод. При этом концы рельсов, предварительно обрезанные перпендикулярно их продольной оси, монтируются без перелома. При этом в профиле должно быть возвышение от 3 до 5 миллиметров. В такой позиции рельсы должны быть закреплены с зазором от 14 до 16 мм.
Между торцов железнодорожных рельсов вводится электрод, через который пропускается ток 300-350 ампер. В итоге, расплавленный метал электрода заполняет зазор между торцами, равномерно по всему сечению.
Для исключения растекания металла используются различные методы закрывания зазора между рельсами. После сваривания место работы шлифуется по всему периметру.
Термитная сварка
Технология данного типа сварки заключается в реакции, которая возникает при контакте окиси железа и алюминия. Сталь, которая возникает в описываемых условиях при температурах более 2000 градусов, должна заливаться в огнеустойчивую форму, которая полностью идентична геометрии самого рельса.
Термитная технология была открыта еще в 1896 году известным профессором Гансом Гольдшмидтом. По сути термитная технология представляет собой восстановление железа из окиси с использованием алюминия. При этом термитная реакция характеризуется выделением большого количества тепла.
Термитная технология еще именуется алюминотермитная сварка рельсов, так как в ней применяется алюминий. Интересно, что термитная реакция происходит на протяжении всего нескольких секунд после поджигания термитной порции. Кроме окиси железа и алюминия ,в состав данной смеси включаются частицы стали ,демпфирующие реакцию ,а также легирующие добавки. Последние служат для того, чтобы была получена сталь необходимого качества и параметров. Интересно, что в конце реакции осуществляется послойное разделение на жидкую сталь и легкий шлак, который оказывается сверху.
Термитная технология позволяет соединять между собой поверхностно-закаленные, объемно-закаленные, а также термически не упрочненные рельсы в любых комбинациях. Термитная сварка позволяет соответствовать высоким требованиям, которые сегодня выдвигаются к высокоскоростным магистралям и бесстыковым путям.
Газопрессовая сварка
Данная технологи основывается на соединении металлов при температуре, которая находится в пределах, ниже точки плавления, но при высоком давлении. Главные «плюсы» данной технологии:
- Однородная структура металла в области стыка железнодорожных рельсов;
- Высокое качество получаемого соединения.
Ввиду вышеописанных преимуществ, данный тип сварки очень эффективен при сварке тяжелых железнодорожных рельсов. Перед осуществлением собственно сварки, концы железнодорожных рельсов плотно приставляются друг к другу. При этом при помощи дисковой пилы рельсорезного станка или механической ножовкой осуществляется одновременное прорезывание торцов обеих рельсов. В итоге обеспечивается максимальная чистота металла, а также высокая плотность прилегания. Перед самим процессов сваривания торцы промываются четыреххлористым углеродом. Также дл я этих целей может применяться дихлорэтан. Подготовительный же этап перед непосредственно сваркой заключается в нагревании концов рельс, для которого применяются многопламенные горелки.
После этого концы рельсов должны быть зажаты при помощи гидравлического пресса с последующим нагревом до 1200 градусов при помощи все тех же многопламенных горелок. Последние осуществляют колебательные движения вдоль образованного стыка. Частота этих колебаний составляет 50 колебаний в минуту. Вместе с этим рельсы сжимаются с силой от 10 до 13 тонн, которая устанавливается специальными расчетами. В результате получается осадка около 20 мм. Для осуществления описываемых действий используются универсальные газопрессовые станки.
После завершения сваривания полученный стык обрабатывается. После этого производится также его нормализация.
Итоги
Итак, существует три ключевые технологии сваривания рельсов. Каждая из них обладает собственными «плюсами» и «минусами». Однако стоит отметить, что алюмотермитная сварка максимально соответствует всем современным жесточайшим требованиям к бесстыковым железнодорожным путям. Потому ее применение полностью обоснованно при построении и ремонте современных магистралей.
Похожие статьиgoodsvarka.ru
Сварка рельсов
При работах с крановыми установками и выполнении монтажа железнодорожного полотна возникает необходимость соединения и сварки рельсов. В данном случае используется специальная технология, которая обеспечивает особую прочность соединения и устойчивость к повышенным нагрузкам. Необходимо сказать, что такие работы относятся к отдельной категории сварочных работ, об особенности которых мы и расскажем в этой статье.
Сварка может выполняться следующими технологиями:
- Термитная.
- Электродуговая.
- Газопрессовая сварка.
Каждая из этих технологий имеет свои определенные недостатки и преимущества. Поговорим поподробнее о таких способах сварки.
Электродуговая сварка стыков рельсов
На сегодняшний день данная технология получила наибольшее распространение, что объясняется простотой оборудования, легкостью самой работой и качеством выполненного соединения. При выполнении сварочных работ рельсы укладываются в нужном положении, после чего имеющееся между стыками послойно пространство заполняется сварочным материалом. Расплавление сварочного материала обеспечивается за счет высоких температур дугового разряда. При необходимости сварки торцов рельсов используется переменный ток от трансформатора. Также возможно использование мобильных сварочных аппаратов, работающих от постоянного тока.
При использовании электродуговой технологии возможно выполнение сварка рельсовых стыков ванным методом, при котором рельсы, обрезанные перпендикулярно своей оси, монтируются внутри ванны. В ванне проводится их качественное сваривание друг с другом. При данном методе сварки рельсы закрепляются с зазором не более 16 миллиметров. Возвышение профиля может колебаться в диапазоне 3-5 миллиметров.
При использовании ванного метода между торцов располагают электрод, по которому подается электрический ток мощностью порядка 350 Ампер. Электрод быстро заполняет зазор между соединяемыми рельсами, равномерно распределяя расплавленный материал по всему сечению. Данный метод исключает растекание металла, при этом обеспечивается максимально качественное закрытие зазора между соединенными металлическими элементами. После завершения сварки необходимо будет зашлифовать соединительный шов по периметру.
Алюминотермитная сварка рельсов
Метод термитной сварки основывается на свойстве окиси алюминия и железа вступать друг с другом в реакцию при высоких температурах. Такую термитную сварку также называют алюминотермитной технологией. Для выполнения такой сварки используется устойчивая к высоким температурам форма, которая по своему внешнему виду идентична геометрии рельсов. Такая форма должна выдерживать температуру больше 2000 градусов, при которой возникает контакт алюминия и железа.
Открыта данная технология сварки еще в конце 19 века. Однако по причине ее технологической сложности распространение она получила лишь относительно недавно. Основные трудности при выполнении такой термитной сварки заключаются в том, что реакция окиси алюминия и железа возникает лишь при температурах в несколько тысяч градусов. Соответственно требовалось нагреть до таких экстремальных температур, как сами рельсы, так и использовать соответствующую форму, способную не расплавляться и сохранять свою геометрию.
Для соединения металлов необходимо поджечь термитную смесь, которая быстро выгорает с образованием высокой температуры. Такая термитная порция содержит не только окиси алюминия и железа, но и разнообразные легирующие добавки. Такие добавки необходимы для получения максимально прочного соединения с нужными параметрами устойчивости к механическим воздействиям. Во время такой температурной реакции происходит послойное разделение легкого шлака и жидкой стали. Шлак при этом оказывается сверху и в последующем с легкостью удаляется из соединения.
Термитный способ сварки рельсов позволяет соединять объемно-закаленные и поверхностно-закаленные материалы. Необходимо сказать, что при помощи подобной технологии обеспечивается прочное и долговечное соединение, поэтому термитный способ сварки нашел применение при изготовлении безстыковых высокоскоростных железнодорожных магистралей.
Газопрессовая технология
Эта оригинальная технология соединения рельсов подразумевает использование температуры ниже точки плавления, однако за счет воздействия высокого давления обеспечивается качественное соединение рельсов. Из преимуществ данной технологии сварки можно отметить следующее:
- Отличные показатели качества выполненного соединения.
- Однородная структура стыка железнодорожного покрытия.
- Высокая производительность.
- Минимальный расход наплавляемых материалов.
Такая газопрессовая сварка широко применяется при соединении тяжелых железнодорожных рельсов. При выполнении используется специальное оборудование, которое позволяет обеспечить максимально высокое давление соединяемых рельсов. Металлические изделия плотно прижимаются друг к другу, после чего при помощи специальной струбцины концы нагреваются, а за счет высокого давления рельсы соединяются друг с другом. В процессе такой работы необходимо обеспечить промывку свариваемых элементов треххлористым углеродом. Это позволяет обеспечить соединение металлических элементов на молекулярном уровне.
Показатели рабочей температуры при газопрессовой технологии составляют порядка 1200 градусов. Для такой работы используются многопламенные горелки и мощные гидравлические прессы. Для качественного разогрева места соединения используют многопламенные горелки, осуществляющие в области сварного стыка многочисленные колебания, что и позволяет качественно разогреть металл. Гидравлический пресс, используемый для соединения рельсов, обеспечивает давление в 13 тонн и более. Усадка рельсов при их соединении данной технологией составляет около 20 миллиметров.
Заключение
Существующие в настоящее время технологии позволяют получить долговечное, надежное и устойчивое к механическим нагрузкам соединение. Выбор той или иной технологии выполняется в зависимости от доступного оборудования и конкретных разновидностей соединяемых рельсов. Необходимо сказать, что качественный выбор такого используемого оборудования и следование всей технологии работ позволит вам гарантировать качественно выполненную сварку рельсов.
svarkagid.com
Качественная сварка рельсовых стыков
- 10 ноября
- 88 просмотров
- 28 рейтинг
Оглавление: [скрыть]
- Основные характеристики
- Практические рекомендации
- Дополнительные моменты
Сварка рельсовых стыков весьма востребована на сегодняшний день. Как известно, когда подвижной состав проходит сборные стыки, они начинают с высокой скоростью расстраиваться. При этом исчезает плавный ход, из-за чего разрушается верхнее покрытие железнодорожного пути. А данный вариант поможет исправить ситуацию.
Схема стыковой сварки.
Основные характеристики
Требуется прокладывать рельсовые пути, которые имеют сваренные стыки, на любых видах путей, в результате получается бесстыковой рельс.
Рельсовая нить разрывается именно в местах, где образован стык. Такой разрыв, даже при установке стыковых накладок, оказывает большое влияние на жесткость конструкции, начинают увеличиваться просадки.
В результате при прохождении подвижного состава рельсового стыка колесо ударяется о головку торца принимающего рельса. Из-за многочисленных ударов в стыковые соединения начинает быстро изнашиваться ходовая часть вагонов, а также уложенных рельсов. За счет сильных ударов колесной пары по набегающему рельсу появляется сколы рельсовых головок и их сминание. Обычно такие дефекты обнаруживаются в 60 см от места стыка. Рельсы начинают ломаться в болтовых отверстиях, изгибаются накладки, деформируются стыковые болты. Все перечисленные недостатки не касаются бесстыкового пути, причем он обладает несколькими положительными качествами:
Схема конструкции контактной сварки.
- почти на 30% снижаются затраты на обслуживание рельсового пути;
- значительно экономится электроэнергия, снижается расход топлива примерно на 10%;
- увеличивается срок эксплуатации верхних путей,
- подвижной состав может работать намного дольше;
- пассажиры испытывают больший комфорт при движении поезда;
- становится надежнее работа автоблокировки и электроцепей.
За счет таких положительных качеств бесстыковой вариант был принят на вооружение всеми главными железнодорожными линиями в мире.
Иногда выбор определенного вида сварки стыков зависит от стоимости работ и производительности. Такой выбор влечет за собой появление в особо ответственных конструкциях сварочных соединений, качество которых находится на очень низком уровне.
Вернуться к оглавлению
Чтобы получить отличное сварное соединение, требуется иметь материал с хорошей свариваемостью. В основном свариваемость характеризует свойства металла, существующую реакцию на сварочный процесс, а также способность получать такое сварочное соединение, которое будет отвечать всем заданным технологическим требованиям.
Когда детали выполнены из материала, свободно поддающегося сварочному процессу, с получением высококачественного шва особых условий не требуется. Но для деталей из плохо свариваемого материала требуются дополнительные технологические условия. Иногда применяется специальный вид сварки, который намного дороже и сложнее. Причем выполнение работ требует строгого соблюдения технологического процесса.
Сварка рельсов востребована на сегодняшний день так как рельсовая нить разрывается и быстро изнашиваться ходовая часть вагонов.
В состав стали для рельсов входит очень много углерода, почти 82%. Этот материал относится к группе материалов, имеющих плохую свариваемость. При сварке возможно появление трещин, что совершенно недопустимо на рельсах. В них концентрируется напряжение, которое может привести к разрушению стыкового соединения и крушению состава.
Сегодня известно два вида сварки рельсовых стыков:
- контактная;
- алюмотермитная.
Большое распространение получила контактная сварка, однако у нее есть несколько серьезных недостатков, ограничений, когда проводятся ремонтные работы железнодорожных путей:
- для сварки требуются специальные рельсосварочные машины, стоящие очень дорого;
- длительности доставки оборудования и его последующая эвакуация;
- для проведения работ необходимо задействовать многочисленные бригады;
- за неимением большого количества времени, приходится постоянно выполнять работу без соблюдения технологического процесса, в результате чего стык получается очень низкого качества;
- невозможно выполнить сварку стыка прямо в том месте, где переводятся стрелки.
Контактная сварка стыков проигрывает алюминотермитной сварке рельсов. Для нее необходимо иметь:
- сложное и очень дорогое оборудование;
- многочисленную бригаду;
- перерывы при движении поездов.
Алюминотермитная сварка рельсов делается очень быстро. На операцию уходит примерно полминуты. Если считать подготовительные работы и завершающую обработку сварочного шва, требуется около 45 минут.
Надо сказать, что такая сварка позволяет одновременно сваривать несколько стыков, в результате сокращается время, затраченное на работу.
Рельсовые стыки с различной формой стыкуемых торцев.
Для сварки стыка необходимо три человека. Их обучение проходит в самые короткие сроки. Масса применяемого оборудования достигает 350 кг. Для проведения сварочных работ, когда используется алюмотермитная сварка и проводятся другие специальные операции, применяются автономные источники подачи топлива.
Чтобы проводить алюминотермитную сварку рельсов, инженерами было создано переносное миниатюрное оборудование, которое может функционировать в автономном режиме прямо в полу.
Технологи смогли подобрать определенный состав термитного раствора и его зернистость. Это помогло добиться термитной реакции, при которой не возникает взрывов, не наблюдается затухания и поддерживается самая оптимальная скорость и нужная температура всех материалов, участвующих в реакции.
Алюминотермитная сварка состоит из нескольких основных технологических шагов:
- начального высокотемпературного подогрева;
- окончательной сварки рельсов.
Вернуться к оглавлению
В качестве подогрева применяется специальная многопламенная горелка.
Операция длится примерно 7 минут. Контроль над подогревом и его окончанием выполняется визуально. Здесь очень важно, чтобы подогрев выполнял высококвалифицированный сварщик.
Схема электроконтактной сварки.
Такой предварительный подогрев является важной составляющей технологического процесса при алюминотермитной сварки рельсов. В результате не происходит несплавлений, сводится к минимуму возникновение закалочных структур. Когда выполняется сварочная операция, заметно снижаются параметры остаточных напряжений сварочного шва и околошовной зоны, не возникает появление трещин.
После того как рельс прошел этап подогрева, выполняются сварочные работы, происходит возгорание термитной смеси. Начинается процесс реакции воспламенения термита. Он в автоматическом режиме выпускается в межстыковой рельсовый зазор.
После долгих экспериментов было доказано, что главными технологическими параметрами, которые влияют на качество будущего сварочного шва, можно считать;
- время предварительного подогрева;
- мощность используемого газового пламени.
Чтобы получить бесстыковой рельсовый путь с применением алюминотермитного способа, разрешается использовать рельсы, бывшие в употреблении, а также их новую модификацию. Для такой сварочной операции применяют:
- упрочненные рельсы;
- неупрочненные рельсы;
- рельсы мартеновского производства;
- рельсы бессемеровского изготовления.
Можно сваривать таким образом рельсы самых разных железнодорожных путей: станционные, подъездные и даже стрелочные переводы.
Но помните: рельсы, которые будут свариваться, должны быть однотипными и обладать одинаковой группой годности.
expertsvarki.ru
Сварка рельс
В железнодорожной отрасли и в строительстве применяется техника, которая перемещается по рельсам. Как правило, она имеет достаточно большой вес, а соответственно металл сталкивается с большими нагрузками. Чтобы изделия смогли выдержать все сложности эксплуатации, сварка рельс должна происходить в точности с предписанными технологиями, так как это сложный процесс. С одной стороны, проблем добавляет большой диаметр изделий, которые не позволяет проварить их на всю глубину, что обеспечило бы более высокое качество. С другой стороны, сварное соединение всегда будет самым слабым местом конструкции и его необходимо усиливать.
Сварка рельс
Сварка рельсовых стыков может проходить как в ручную, так и в автоматическом режиме. После нее всегда требуется проводить обработку материала, чтобы достичь гладкой поверхности. Таким образом, для качественного проведения процесса требуется:
- Использовать профессиональную технику;
- Необходимо выбрать подходящие расходные материалы;
- Обеспечить лучшие условия свариваемости благодаря флюсам и прочим средствам;
- Соблюдать точные режимы сварки;
- Тщательно обработать полученное соединение, чтобы рельсы были пригодны к эксплуатации.
Свойства свариваемости
Над проблемой, которую представляет собой сварка крановых рельсов, а также прочих их разновидностей, люди работают достаточно давно. Ведь сами изделия производятся из упрочненной стали, которая зачастую обрабатывается механическим путем. Любая обработка на упрочнение добавляет сложности к свариваемости и к любым другим термическим обработкам. Тем не менее, современные технологии позволяют добиться приемлемых результатов. Одним из самых доступных вариантов среди электродов, которые можно свободно найти в продаже, являются УОНИ 13/45 и УОНИ 13/55. Это изделия для работы с ответственными сооружениями, мощными каркасами из металлоконструкций, а также они подходят и для рельс. Но это далеко не единственный метод, хотя и самый простой из всех возможных.
Сварка крановых рельсов
Сварка рельсов пути производится по ГОСТ 103-76. Сюда входит несколько методов, которые отличаются принципом действия, сложностью, используемой техникой и прочими нюансами. Каждый из них по-своему помогает бороться с плохой свариваемостью изделий. Также их выбор зависит от вида самих рельс, которые должны будут поддаться будущему ремонту.
Виды
- Железнодорожные промышленные – применяются для относительно коротких участков путей на различных предприятиях. Это ширококолейные варианты, для которых используются марки РП75, РП65 и РП50.
- Железнодорожные для узкой колеи – используются в подземных шахтах и узкоколейной железной дороге. Здесь применяют такие марки как Р24, Р18, Р11 и Р8.
- Рудничные для проводников в шахтах – применяются при создании бесстыкового и звеньевого пути широкой колеи. Также применяются и для стрелочных переводов. Здесь используются марки Р43, Р38 и Р33.
- Рамные – используются для строительства пересечений и соединений на пути. Здесь нужна марка РР65.
- Крановые – служат для создания путей прохождения строительного крана на площадках. Тут могут быть такие марки как, КР140, КР120, КР100, КР80 и КР70.
- Остряковые – служат для верхнего строения в ж/д пути. Из них делают стрелочные переводы, круговые опорные устройства и прочее. Здесь пригодны марки ОР75, ОР65, ОР50 и ОР43.
- Железнодорожные – стандартные изделия для создания бесстыкового и звеньевого основного пути для ж/д транспорта. Тут применяются марки Р75, Р65 и Р50.
- Трамвайные с желобом – используются для создания путей прохождения трамваев. Здесь применяются марки Т62 и Т58.
- Контррельсовые – используются в верхних конструкциях ж/д пути. Это могут быть марки РК75, РК65 и РК50.
- Усиковые – из них изготавливаются крестовины, у которых непрерывная поверхность качения. Марка УР65.
Способы сварки рельсов
Существуют различные методы сварки рельсов, которые используются в наше время. Среди них стоит выделить основные:
Электродуговая сварка рельсов вручную – самый простой и доступный метод. Она подходит для соединения стыков и плетей. Изделия располагаются с небольшим зазором, который постепенно заполняется расплавленным металлом. Здесь используется переменный или постоянной род тока.
Электродуговая сварка рельсов вручную
Одной из разновидностей предыдущего варианта является ванный метод. Для этого используется специальная ванночка, которая задерживает стекание расплавленного материала. Торцы предварительно перпендикулярно своей оси обрезаются. Монтаж осуществляется без перелома. Зазор между изделиями должен быть около 1,5 см. В этот зазор помещается электрод, который расплавляется под силой тока и сваривается с основным материалом.
Ванная сварка рельс
Термитная сварка железнодорожных рельс основана на химической реакции окиси железа и алюминия. При их контакте и под воздействием температуры более двух тысяч градусов, сталь приобретает огнеустойчивую форму. Она идентична форме самого рельса. Это давний метод, который применяется уже более сотни лет.
Газопрессовая сварка подкрановых рельсов предполагает не полное расплавление, так как температура рабочего процесса не достигает точки плавления металла. сварка рельсовых плетей здесь достигается за счет высокого давления. Качество соединения оказывается достаточно высоким, а структура его получается очень однородной. Здесь необходимо плотная стыковка концов изделия. На рельсорезном станке ножовка прорезает торцы двух изделий, что помогает максимально очистить стыковочную поверхность. Перед соединением торцы обрабатываются четыреххлористым углеродом. Далее идет нагрев и зажатие заготовок при помощи гидравлического пресса.
Газопрессовая сварка рельс
Режимы
Для получения качественного соединения нужно придерживаться соответствующих режимов. Для каждой марки изделий нужны свои параметры, так как они обладают различными свойствами. Здесь приведены наиболее часто используемые варианты:
Параметр режимов | Значения параметров для рельсов | ||
Р75 | Р65 | Р50 | |
| Длительность сварки, с | 330 | 280 | 235 |
| Сила осадки, кН | 350 | 330 | 250 |
| Минимальная сила зажатия, кН | 530 | 500 | 380 |
| Контактное сила, кН | 75 | 62 | 48 |
| Первоначальная дистанция между электродами, мм | 153 | 135 | 125 |
| Величина оплавления линейная, мм | 25 | 24 | 22 |
Проверка качества
Вне зависимости от того, проводила процедуру машина для сварки рельсов или человек, требуется проконтролировать качество. Первоначальным методом контроля являются измерительные приборы. Затем проверяется состояние поверхности шва, так как она должна быть максимально ровной и гладкой. Затем проводится ряд неразрушающих контролей качества, но это делается уже после остывания металл и обработки поверхности.
Меры безопасности
Когда проводится сварка рельсов электродами, то следует использовать средства индивидуальной защиты, проверить заземление и исправность техники. Не следует находиться близко к расплавленному металлу, если в том нет необходимости. При использовании различных машин следует проверить их перед использованием на работоспособность. Если у какой-либо техники имеются поломки или в расходных материалах замечен брак, то такие вещи не должны использоваться в процессе.
svarkaipayka.ru
www.samsvar.ru
Сварка - рельсовый стык - Большая Энциклопедия Нефти и Газа, статья, страница 1
Сварка - рельсовый стык
Cтраница 1
Сварка рельсовых стыков имеет большое народнохозяйственное значение. Она применяется для создания длинных рельсовых плетей ( до 25 м и выше), что способствует значительному улучшению эксплуатационных показателей рельсового пути на железнодорожном транспорте. Отсутствие толчков подвижного состава на сварных стыках уменьшает как износ пути, так и подвижного состава. [1]
Сварка рельсовых стыков производится в стационарных или передвижных мастерских. Рельсы поступают на сварку с перпендикулярно обрезанными торцами. Поверхность рельса на участке, зажимаемом в электродах, перед сваркой очищается. После автоматической сварки с подогревом горячий грат с нижней стороны подошвы рельса обрубается пневматическим зубилом. Затем сваренный рельс перемещается по продольному конвейеру, после чего зубилом срубается остальной грат. Далее стык шлифуется карборундовым кругом для получения ровной поверхности. Наконец, сваренный рельс обрезается на заданную длину, и сверлятся отверстия для болтовых соединений. [2]
Продолжительность сварки рельсового стыка ( включая предварительные и окончательные работы) 40 мин. [4]
Режим сварки рельсового стыка характеризуется следующими параметрами: установочная длина 55 - 60 мм, припуск на подогрев и оплавление ( суммарный на оба рельса) 20 мм, припуск на осадку 7 - 9 мм, удельное давление осадки - не менее 3 кг1 ммг. Сваренные по приведенному режиму стыки обычно не подвергаются последующей термической обработке. Дальнейшее улучшение качества сварных рельсовых стыков может быть достигнуто переходом на более жесткий режим сварки ( уменьшаются размеры зерна и сужается зона частичного расплавления стали, в которой часто наблюдаются рыхлости и другие дефекты) с обязательным применением последующей термической обработки. Изменение технологии требует перехода к более мощным стыковым машинам и применения термических печей. [5]
При сварке рельсовых стыков наиболее широко применяется комбинированный способ, схема которого представлена на фиг. Между торцами точно обработанных головок рельсов зажимается пластинка толщиной 3 мм из малоуглеродистой стали. Затем на стык устанавливают форму и производят подогрев его. Порция термита подбирается так, чтобы при заливке формы нижняя ее часть была заполнена жидким металлом почти до нижней кромки головки рельсов. Остальная часть формы заполняется шлаком, после чего производят сжатие рельсов с помощью ручного винтового пресса. Таким образом головка рельсов сваривается по способу давления, а остальная часть сечения по способу промежуточного литья. [6]
При сварке рельсовых стыков применяется разработанный инж. [8]
Огромный объем сварки рельсовых стыков ( которая, кстати, увеличивает срок службы рельсов почти в два раза) будет выполнен в текущем семилетии; должно быть сварено больше 50 тыс. км рельсов, из них свыше 10 тыс. км - в бесстыковые плети. Более производительная и более дешевая контактная сварка рельсов заменит дуговую, термитную и газопрессовую сварку. [9]
Часто на трамваях применяют сварку рельсовых стыков. Для измерения сопротивления стыков пользуются переносными мостиками. [10]
Большое народнохозяйственное значение имеют также сварка рельсовых стыков, стыковая сварка звеньев цепей, точечная сварка кузовов цельнометаллических вагонов, стыковая сварка всевозможных трубчатых элементов в паровых котлах, стыковая сварка листов и лент в прокатном производстве, обеспечивающая непрерывность действии и существенное повышение производительности основного и вспомогательного оборудования в цехах холодного проката на металлургических заводах. Очень большое значение приобретает контактная точечная и стыковая сварка в производстве арматурных сеток и каркасов для железобетона, в первую очередь, в связи с осуществлением великих гидротехнических строек коммунизма. Объем сварочных работ на этих строительствах характеризуется необходимостью сварки около 20000000 стыков. [11]
В настоящее время наиболее рациональным является способ сварки рельсового стыка, предложенный Институтом электросварки им. Машина в два с лишним раза производительнее других агрегатов, предназначенных для сварки рельсов, потребляет в три раза меньше электроэнергии и имеет вдвое меньший вес. В том же институте сконструктнрованы два типа рельсосварочных машин с контурными трансформаторами, пригодных для работы как в стационарных, так и в полевых условиях. [12]
Контактная стыковая сварка-наиболее распространенный в настоящее время метод сварки рельсовых стыков. В связи с этим сварка рельсов производится оплавлением с подогревом. Для этой цели в СССР применяются машины автоматического действия мощностью 200 - 320 ква. [13]
Комбинированный способ применяют, как правило, при сварке рельсовых стыков. Количество термита выбирают так, чтобы нижняя часть формы была заполнена расплавленным металлом, а верхняя - расплавленным шлаком. После заливки формы рельсы сжимают. В результате нижняя часть сваривается плавлением, а верхняя - давлением. [14]
Комбинированный способ применяют, как правило, при сварке рельсовых стыков. Количество термита выбирают так, чтобы нижняя часть форл. После заливки формы рельсы сжимают. В результате нижняя часть сваривается плавлением, а верхняя - давлением. [15]
Страницы: 1 2 3
www.ngpedia.ru
Сварка рельсовых стыков: tov_tob
Реконструкция скоростного трамвая в Киеве продолжается уже не первый год. За годы независимости Украины перебои с финансированием стали доброй традицией, и этот объект не стал исключением: сроки уже не раз переносились.По сути полностью завершены только участки от Гната Юры до Кольцевой дороги и ул. Старовокзальная с кусочком ул. Жилянской. Всё остальное всё также находится в стадии реконструкции.
В качестве примера - текущее состояние развязки на перекрестке ул. Гната Юры и просп. 50-летия Октября:
Подробный отчет с остальных участков приводить не буду, т.к. это тема отдельного поста, а расскажу лишь о сварке рельсов на перегоне между Политехом и Воздухофлотским просп., на которую мы с dfaw попали по наводке 81412.
Дело клонилось к вечеру, и при подходе к точке выполнения работ сварщики завершали варить очередной стык:
Стык сварен, можно раскрывать форму:
Сварка выполняется электродуговым способом с закладным электродом (разработка института электросварки имени Патона (?) ). Суть в том, что в стык вставляется электрод, на его конце зажигается электрическая дуга и начинается процесс сварки. Сварка выполняется специальной порошковой проволокой, при этом не требуется защитный газ или флюс.Сварочный аппарат (над сваренным стыком хорошо видно электрод, а еще выше - катушку с проволокой):
Сваренный стык. Его еще предстоит отшлифовать:
Рельсы свариваются в достаточно длинные плети, и для того, чтобы они не изогнулись при нагреве в жаркий летний день, необходимо как-то компенсировать их удлинение. Существует ряд способов решения проблемы. Например, через определенное расстояние могут ставиться "выравнивающие" стыки - несколько обычных стыков между сварными участками. На железной дороге их легко можно услышать на слух - через определенные промежутки времени будет слышен перестук колес, а затем снова тихий ход. Еще один вариант решения проблемы расширения рельс - специальные тепловые стыки, такие как вот этот:
Теперь давайте поразглядываем процесс сварки стыков с самого начала. Перед началом работ торцы рельс зачищаются:
Затем начинают собирать форму, в которой будет вариться стык (чтобы сплав не растекался дальше стыка):
Над стыком устанавливается сварочный аппарат:
Собирается верхняя часть формы:
Выполняется регулировка положения сварочного аппарата, электрода:
И начинается процесс сварки:
Амперметр на сварочном аппарате показывает силу тока 263 А, и это не предел. Для сравнения: утюг или электрочайник мощностью 1 кВт порождает ток менее 5 А. Хотя чтобы полностью честным, следует отметить, что рабочее напряжение при сварке всего пару десятков вольт.
Процесс близится к завершению:
Еще один стык сварен. На весь процесс ушло около 30 мин:
tov-tob.livejournal.com
Технология алюминотермитной сварка рельсов и рельсовых стыков
При сварке рельсов используются различные технологии, но не все из них удобно применять в полевых условиях. Алюминотермитная сварка рельсов является достаточно удобным и эффективным методом для данной цели. В ней используется специальное устройство, которым является воспламенитель. Он производит повышение температуры благодаря однопорционному заряду. Это не требует наличия источника электроэнергии рядом и позволяет достигать значений до 1000 градусов, что подходит для плавления практически всех видов рельсов. Реакция происходит в течение всего 20 секунд. В это время происходит образование жидкого шлака и металла, которые поднимаются наверх.

Алюминотермитная сварка рельсов
Когда происходит выпуск, то жидкий металл вытекает из тигеля и попадает в форму. Когда он достигает пределов сердечника, то начинает равномерно растекаться в свободное пространство зазора. В это же время действует нагреватель рельс, который расплавляет их концы. Таким образом и происходит термитная сварка рельс, когда молекулы одного материала перетекают в другое. Данным способом может проводиться сваривание закаленных сортов металла, которые обладают объемной поверхностью. Также возможен вариант соединения упрочненных и неупрочненных разновидностей.

Термитная сварка рельс
Во время данного процесса используются термиты высокой прочности, которые могут выдерживать нагрузку до 1200 кН/мм. Если работа ведется с неупрочненным металлом, то достаточно прочности в 900 кН/мм. Данное оборудование не рекомендуется использовать при низких температурах, поэтому, технология алюминотермитной сварки рельсов не позволяет проводить данный процесс при менее, чем +5 градусов Цельсия.
Преимущества 
- Позволяет проводить работы вдали от стационарных источников электричества;
- Относительно быстро проводит разогрев, а соответственно и сам процесс сваривания проходит быстрее;
- Достаточно безопасен для специалистов, если используется качественная техника.
Недостатки
- Является очень узкоспециализированным методом;
- Требует тщательной подготовки для достижения высококачественного результата;
- Необходимо использование специальной техники, имеющей высокую крепость.
Оборудование
- Зажимное универсальное устройство;
- Измеритель расстояния;
- Седло горелки;
- Газовый и кислородный регулятор с манометром;
- Запорный кран;
- Резак;
- Газовая горелка.
Используемые материалы
Для формирования шва необходимо использовать один сердечник и две формы. Форма определяется согласно маркированному профилю самих рельс. Чтобы закрепить тигель, понадобиться тигельная пробка. Она располагается в трубе, где также содержится песок, служащий для герметизации. Здесь еще потребуется пробойник и аппликатор.
На аппликаторе установлен магнит. Он помогает удерживать пробку, устанавливаемую в горловину тигеля. Когда аппликатор удаляется, термитная смесь засыпается в соответствующую емкость. Воспламенитель поднимает температуру до заданного зарядом предела. Смесь воспламеняется и начинается химическая реакция. Окись железа под воздействием высокой температуры и алюминия превращается в железо в чистом виде. Благодаря наличию дополнительных примесей можно получить сталь высокого качества. Окисленный алюминий способствует поднятию расплавленного шлака вверх. В это время температура реакции повышается до 2400 градусов. После окончания реакция шлак и сталь выпускаются через горловину тигеля.
Подготовка рельсов
Подготовка металла под сварку здесь играет очень важную роль. Для этого сначала ослабляются крепления рельс возле стыка, а те, которые находятся на месте сваривания полностью снимаются. Рельсы нагреваются и счищают с них ржавчину. Поверхность чистится до гладкого состояния. Затем, при помощи клиньев, изделия выпрямляются горизонтально и вертикально. Рельсы ставятся с зазором в 2,5 см и к ним подводится резак. Резка проходит в три основных этапа, на каждом из которых отрезается часть изделия и поверхность зачищается от шлака.
Выравнивание рельсов
Такая сварка рельс требует точной прямолинейности, так как по этому пути будут ходить тяжелые составы. Первым делом удаляются прокладки креплений. Вместо них ставятся клинья по обеим сторонам. Сначала все устанавливается на глаз, а затем подгоняется ударами молотка до нужного состояния. Точность положения рельса проверяется метровой металлической линейкой. Чтобы компенсировать усадку шва делают небольшой зазор равный около 1 мм.

Выравнивание рельсов
Установка и герметизация форм
Алюминотермитная сварка рельсовых стыков должна проводиться при герметичных формах. Ориентируясь на измеритель, зажимное устройство следует поставить на требуемом расстоянии. Горелка ставится по центру будущего шва непосредственно над осью рельса.

Герметизация форм рельсов
Герметизация зазоров происходит при помощи шпателя, который обеспечивает чистую грань между швом и песком. Чтобы это было максимально плотно, нужно форму прижимать к шву. Затем нужно проверить подгонку сердечника и запереть головку рельса крышками.
Предварительный нагрев и сварка
Давление пропана устанавливается на 1,5 Бар, а кислорода на 5 Бар. С такими параметрами проводится предварительный прогрев и последующая просушка сердечника. Подача пламени осуществляется не более 2 минут. После этого горелка снимается, вставляется сердечник и поворачивается тигель. Для поджога заряда используется запал с высокой температурой горения. Через несколько секунд жидкий металл заливается в форму. В это время тигель должен быть в стабильном положении. Когда вся масса выльется, тигель снимается вместе с крышками и шлаковыми поддонами. Для полной кристаллизации нужно выдержать около 4 минут времени.
Заключительная шлифовка и окончательные операции
После сваривания стык должен быть обработан по боковым поверхностям и поверхности катания до гладкого состояния. Это осуществляется путем срезки наплывов в горячем состоянии. Для этого производится нагрев горелкой, который длится около 10 минут, а затем поверхность обрабатывается механическим путем.

Стык при алюминотермитной сварки рельсов
На завершающем этапе проводится шлифовка абразивными инструментами. Для контроля качества обработки используется щуп и линейка. Следует добиться того, чтобы бы все был прямолинейным. Максимальное отклонение от заданных размеров составляет не более 1 мм.
Контроль качества
Здесь требуется проверить правильность проверки каждой технологической операции. Качество соединения определяется проверкой на статичный изгиб. Это может быть растяжение по подошве или головке изделия. Опытные образцы могут доводиться до излома. Контроль во время выполнения процедур проводится измерительными инструментами.
Меры безопасности
Алюминотермитная сварка рельсов это относительно безопасный рабочий процесс. Работу должен выполнять квалифицированный сварщик-термист. Во время проведения работ следует придерживаться правил эксплуатации железных дорог. Работники должны иметь и использовать спецодежду и защитные очки. У них должны быть диэлектрические перчатки, сигнальные жилеты и изолированные инструменты.
svarkaipayka.ru
Способы сварки рельсов (Электроконтактная, электродуговая, газопрессовая и алюмотермитная сварка), страница 2
Сварка рельсов вторым способом - оплавлением с предварительным прерывистым подогревом состоит из стадии прерывистого подогрева, стадии непрерывного оплавления; стадии осадки и сварки, стадии остывания сварных стыков. В этом способе в отличие от первого разогрев металла рельсов производится путем многократного циклического смыкания и размыкания рельсовых концов. Электроконтактная сварка обеспечивает наиболее высокое качество сварных стыков. Качество сварных стыков определяется степенью пластических деформаций и нагрева металла рельсов. В связи с этим первостепенной является обязательность строгого обеспечения режимов сварки, утверждаемых Главным управлением пути МПС.
7.3. Электродуговая сварка
При электродуговой сварке рельсы соединяют металлом электрода, который расплавляется от тепла дугового разряда.
Электродуговая сварка стыков не требует приложения осадочного давления. Для этой сварки используют переменный ток от трансформатора или постоянный ток от передвижного сварочного агрегата.
Лучшим способом электродуговой сварки является ванный способ, при котором концы рельсов, обрезанные перпендикулярно продольной оси, устанавливают без перелома в плане, а в профиле с возвышением 3-5 мм, и в таком положении закрепляют с зазором 14-16 мм.
Между торцами вводят электрод, через который пропускают ток в 300-350 ампер. Расплавленный металл электрода заполняет зазор между торцами по всему сечению рельса.
Чтобы расплавленный металл электрода не растекался, применяют инвентарные медные формы, которыми закрывается зазор снизу и с боков. Сваренные стыки шлифуют по всему периметру рельса. Качество сваренного стыка зависит от электродов и их обмазки, постоянства жидкого состояния металла до окончания процесса сварки, тщательности обработки шва.
Электродуговую сварку применяют только для рельсов, укладываемых на станционных путях, кроме главных и приемо-отправочных.
7.4. Газопрессовая сварка
Газопрессовая сварка обеспечивает соединение металла при температуре
ниже точки плавления с приложением давления.
Основным достоинством газопрессовой сварки рельсов является высокое качество соединения и получение однородной структуры металла в зоне стыка, поэтому данный вид сварки особенно выгоден в применении к более тяжелым типам рельсов.
Перед сваркой торцы двух рельсов приставляют плотно один к другому и вместе стыка одновременно прорезают торцы обоих рельсов дисковой пилой на рельсорезном станке или при помощи механической ножовки, что обеспечивает плотность прилегания торцов и чистоту металла. Непосредственно перед сваркой торцы рельсов должны быть тщательно промыты четыреххлористым углеродом или дихлорэтаном. Подготовка перед сваркой заключается в предварительном нагреве концов рельс.
Для нагрева рельса применяются многопламенные горелки типа МГ – 50Р,
МГ – 65Р, МГ – 75Р. Многопламенная горелка типа МГ – Р65 представлена на рисунке 1.3.
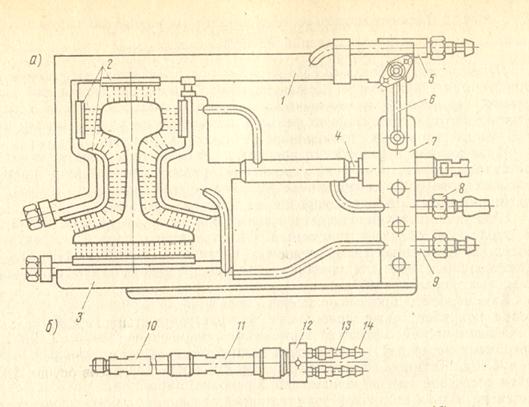
Рис.7.3: Многопламенная горелка МГ-Р65 (а) и ее ствол (б):
1 – верхняя часть горелки; 2 – колодки с отверстиями для газа; 3 – нижняя часть горелки; 4 – газопровод; 5 и 9 – трубопроводы для проточной воды; 6 – газовая скоба соединяющая 1 и 3; 7 – газовая распределительная камера; 8 – шнур с ниппелем; 10 – надставка, соединяющая ствол со смесительной камерой; 11 – смесительная камера; 12 – ствол горелки; 13 и 14 – штуцера для подачи газа к стволу.
Концы рельсов зажимают гидравлическим прессом и нагревают до температуры 12000С системой многопламенных горелок, совершающих колебательные движения вдоль стыка (50 колебаний в минуту). Одновременно рельсы сжимаются с установленной расчетом силой (10 – 13 тонн) до получения осадки заданной величины (около 20 мм).
Для сварки применяются универсальные газопрессовые станки СГП – 8У или МГП – 9.
После сваривания производится обработка стыка, а затем его нормализация.
7.5. Алюмотермитная сварка
Создание высокоскоростных магистралей и бесстыкового пути устанавливает высокие стандарты качества к рельсам, особенно в местах их соединения. В полной мере этим стандартам отвечает алюмотермитная сварка рельсов.
Алюмотермитная сварка рельсов предназначена для соединения между собой в любом сочетании объемно-закаленных, поверхностно-закаленных и термически не упрочненных рельсов.
Сварка стыков рельсовых плетей и стыков (кроме изолирующих) стрелочных переводов, уложенных на деревянных или железобетонных шпалах и брусьях, может производиться на главных, приемо-отправочных, станционных и горочных путях железных дорог Российской Федерации, на подъездных путях промышленных предприятий, а также в метрополитене.
В основе этого процесса лежит термитная реакция, открытая в 1896 году профессором Гансом Гольдшмидтом, и представляющая собой химическую реакцию восстановления чистого железа из его окиси при помощи алюминия с выделением большого количества тепла:
Fe2O3 + 2Al => 2Fe + Al2O3 + 849 кДж
Термитная реакция происходит в тигле в течение нескольких секунд после поджига термитной порции, состоящей из смеси порошкового алюминия, оксида железа, частиц стали, демпфирующих реакцию, и легирующих добавок, необходимых для получения стали нужного качества. Реакция проходит при температуре свыше 2000oС с конечным послойным разделением продуктов реакции: жидкой стали (снизу) и легкого шлака (сверху).
В России ВНИИЖТ совместно с иностранными фирмами Снага (Словакия), Электро-Термит (Германия), Рельтех (Чехия и Франция) выполняют работы, связанные с термитной сваркой рельсовых элементов в зоне соединительных путей. При укладке бесстыкового пути термитный способ сварки рельсов (рис.1.4.) играет ведущую роль. В настоящее время в зоне стрелочных переводов он является основным методом соединения рельсов. Это экономически выгодная технология, отличающаяся большой гибкостью применения. В большинстве случаев сварку можно проводить без закрытия перегона. Технология фирмы «Электро-Термит», получив наибольшее распространение по сравнению с другими фирмами, представляет на рынке России два основных метода электро-термитной сварки, а именно так называемый, метод СоВоС (SoWoS) и метод СкФау (SkV) (рис.1.5).
vunivere.ru
Способ сварки рельсовых стыков
Изобретение относится к области сварки, а именно к сварке рельсов железнодорожного пути. На кромках рельсов (1) и (2) или кромке одного из рельсов выполняют поперечный разрез по вертикальной плоскости от головки до начала подошвы рельса. Выполняют горизонтальный разрез по торцевой поверхности рельсов или рельса перпендикулярно по отношению к ранее произведенному разрезу и снимают на торцевой поверхности подошвы фаску под углом 45° с образованием у основания подошвы притупления (3). Устанавливают рельсы с необходимым технологическим зазором (4). Вводят внутрь зазора сварочную проволоку вместе с изолированным концевым наконечником электрододержателя сварочного полуавтомата. Осуществляют электродуговую сварку непрерывно по всей высоте рельса с использованием боковых формирующих накладок-кристаллизаторов в зоне сварки на сварочном токе, обеспечивающем образование жидкой ванны во всем объеме технологического зазора. Жидкую ванну в корне шва получают за счет расплавления кромок основного металла рельсов. Повышаются механические свойства сварного шва и производительность процесса, а также облегчается труд сварщика. 2 ил.
Изобретение относится к электродуговым методам сварки железнодорожного рельсового пути и может быть использовано преимущественно для полуавтоматической электродуговой сварки рельсов.
Известен способ автоматической сварки стыков железнодорожного рельсового пути, в котором сварку рельсов ведут с использованием сварочного автомата электродуговым методом (см. Япония №08-00328 А, кл. В23К 31/00, опубл. 09.01.1996).
Однако такой способ сварки не может применяться в условиях различного износа рабочих поверхностей головки рельсового пути и требует высокой квалификации сварщиков.
Наиболее близким из известных по своей технической сущности и достигаемому результату является выбранный в качестве прототипа способ сварки рельсов железнодорожного пути, включающий обрезку кромок рельсов или кромки одного из рельсов, установку рельсов с необходимым технологическим зазором, введение внутрь зазора сварочной проволоки и электродуговую сварку с использованием боковых формирующих накладок-кристаллизаторов в зоне сварки на сварочном токе, обеспечивающем образование жидкой ванны во всем объеме технологического зазора (см. авторское свидетельство СССР №78136, кл. В23К 9/02, 1942).
В известном способе рельсы устанавливают с зазором между свариваемыми кромками от 9-14 мм. При таком зазоре сварной шов получается, в основном, за счет расплавления электродного материала. Свариваемые кромки настолько сильно разогреваются, что образуется общая ванна расплавленного металла, которая поддерживается в жидком состоянии в течение всего периода сварки. В качестве форм, которые формируют внешнюю сторону сварного соединения, могут служить графитовые пластины, внутренняя поверхность которых изготавливается по форме рельса. Размеры и формы усиления сварного шва зависят от размера и формы соответствующего углубления, которое делается в форме.
Концы рельсов обрезают рельсообрезным станком по плоскости, перпендикулярной к оси рельса. Скос кромок перед сваркой не производят. Зазор между торцами рельсов порядка 9-14 мм не позволяет сварить кромки подошвы рельсов, поэтому для формирования обратной стороны корня шва применяют формирующую подкладку. Сварной шов получается, в основном, за счет расплавления электродного материала, расплавленная масса которого заполняет зазор между торцами подошвы рельсов и формирующей подкладкой.
Наиболее существенным недостатком этого способа является частая смена электрода (длина электрода, применяемого для ручной сварки рельсов - 450 мм). После сгорания электрода процесс сварки прерывается. На поверхности шва образуется твердая защитная шлаковая корка. Для продолжения сварочного процесса необходимо снова зажечь дугу, расплавить шлак и продолжить процесс. Периодическое обрывание дуги приводит к тому, что в сварном шве образуются дефекты типа непровар, шлаковые включения, газовые поры. Эти дефекты являются причиной низких механических свойств сварного соединения.
Технической результат от использования настоящего изобретения - повышение механических свойств сварного шва; сокращение времени сварки рельсов; экономия дорогостоящих сварочных материалов, а также облегчение труда сварщика.
Указанный технический результат достигается тем, что в способе сварки рельсов железнодорожного пути, включающем обрезку кромок рельсов или кромки одного из рельсов, установку рельсов с необходимым технологическим зазором, введение внутрь зазора сварочной проволоки и электродуговую сварку с использованием боковых формирующих накладок-кристаллизаторов в зоне сварки на сварочном токе, обеспечивающем образование жидкой ванны во всем объеме технологического зазора, при обрезке кромок рельсов или кромки одного из рельсов выполняют поперечный разрез по вертикальной плоскости от головки до начала подошвы рельса, горизонтальный разрез по торцевой поверхности рельса перпендикулярно по отношению к ранее произведенному разрезу и снимают на торцевой поверхности подошвы фаску под углом 45° с образованием у основания подошвы притупления, а электродуговую сварку производят непрерывно по всей высоте рельса с использованием сварочного полуавтомата с электрододержателем, снабженным изолированным концевым наконечником, который вводят со сварочной проволокой в технологический зазор, при этом образование жидкой ванны в корне шва осуществляют за счет расплавления кромок основного металла рельсов.
Предложенный способ сварки может быть осуществлен в двух вариантах.
На фиг.1 представлен сварной стык с подготовкой кромки одного из рельсов, на фиг.2 - сварной стык с подготовкой 2-х кромок рельсов.
На фиг.1 обозначены: 1 - рельс (без обработки кромки), 2 - рельс с подготовленной кромкой, 3 - притупление, 4 - зазор между кромками, α - угол между кромками.
На фиг.2 обозначены: 1, 2 - рельсы с подготовленной кромкой, 3 - притупление, 4 - зазор между кромками, α - угол между кромками. Угол α между кромками находится в пределах 30-60°.
В первом варианте способа сварки с подготовкой кромки одного из рельсов предварительно осуществляют механическую обработку кромок рельсов или кромки одного из рельсов, выдерживая зазор между торцами рельсов 22-25 мм. На сварочный держатель, вместо обычного мундштука, устанавливается специальный наконечник (изолированная концевая насадка), который позволяет производить сварку в узкий зазор по всей высоте рельса. Наконечник с проволокой вводят внутрь зазора и осуществляют сварку с применением формирующих накладок-кристаллизаторов в зоне сварки при силе тока, обеспечивающего образование жидкой ванны во всем объеме зазора. Для повышения прочности сварного стыка осуществляют подготовку торцов рельсов обрезкой их по вертикальной плоскости, составляющей с продольной осью рельса угол в 45°, для того чтобы сварной шов испытывал минимальную нагрузку при перекатывании колеса по поверхности головки рельса. Сварку ведут непрерывным, полуавтоматическим электродуговым способом.
Сваривают железнодорожные рельсы тапа Р65. Подготавливают кромки рельса с двух концов или с одного, выдерживая зазор между торцами рельсов 22-25 мм. Поверхности концов рельсов перед сваркой зачищают до металлического блеска. Под подошву свариваемых рельсов устанавливают медную подкладку, формирующую обратную сторону шва, и закрепляют ее струбциной. Подошву рельса сваривают самозащитной порошковой проволокой диаметром 1,6 мм, при силе тока 190-200 А. Устанавливают на шейку и головку рельсов боковые медные формы - кристаллизаторы и закрепляют их струбциной. Сваривают шейку и головку рельса.
Предложенный способ позволяет получить сварной шов с механическими свойствами, которые равнозначны свойствам основного металла, при этом полученные механические свойства сварного шва увеличивают срок службы рельсов до срока службы, установленных в путь рельсов без сварки.
Во втором варианте способа сварки с подготовкой 2-х кромок рельсов предварительно осуществляют механическую обработку кромок рельсов или кромки одного из рельсов, при этом производят поперечный разрез по вертикальной плоскости от головки до начала подошвы рельса, а затем производят горизонтальный разрез по торцевой поверхности рельса перпендикулярно по отношению к ранее произведенному разрезу и на торце подошвы снимают фаску с притуплением у основания подошвы рельса, устанавливают рельсы с необходимым технологическим зазором, вводят внутрь зазора электрод и осуществляют сварку с использованием сварочного полуавтомата и применением форм у места сварки при силе тока, обеспечивающей образование жидкой ванны во всем объеме зазора, причем жидкую ванну в корне шва получают за счет расплавления кромок основного металла.
Предварительно осуществляют механическую обработку кромок рельсов или кромки одного из рельсов, производят поперечный разрез по вертикальной плоскости от головки до начала подошвы рельса и горизонтальный разрез по торцевой поверхности рельса перпендикулярно по отношению к ранее произведенному разрезу и на торце подошвы снимают фаску с притуплением у основания подошвы рельса, а жидкую ванну в корне шва получают за счет расплавления кромок основного металла.
Сваривают железнодорожные рельсы тапа Р65. В механических мастерских дистанции отмеряют кусок рельса длиной 3 м или более в соответствии с ТУ 32 ЦП-670-88 и подготавливают кромки рельса с двух концов для установки на место дефектного рельса. При этом производят поперечный разрез по вертикальной плоскости от головки до начала подошвы рельса. Затем осуществляют горизонтальный разрез по торцевой поверхности рельса перпендикулярно по отношению к ранее произведенному разрезу и на торце подошвы снимают фаску под углом 45° с притуплением 2 мм у основания подошвы рельса. На рельсе, из которого удаляется дефектный участок, делают разметку. Отрезают дефектный кусок рельса, равный по размеру подготовленному, и устанавливают на это место кусок рельса с подготовленными под сварку кромками. Зазор между рельсами составляет 2 мм. Концы рельсов перед сваркой зачищают до металлического блеска.
Под подошву свариваемых рельсов устанавливают формирующую обратную сторону шва медную подкладку и закрепляют ее струбциной. Корень шва сваривают электродом марки УОНИ - 13/65 диаметром 3 мм, ток 140-160 А, с последующим заполнением зазора между торцами подошвы рельсов электродом марки УОНИ - 13/65, диаметром 5 мм, ток 250-280 А.
Устанавливают на шейку и головку рельсов боковые медные формы и закрепляют их струбциной. Сваривают шейку и головку рельса электродами марки УОНИ - 13/65, диаметром 5 мм, ток 250-280 А.
Предложенный способ позволяет получить сварной шов с механическими свойствами, которые равнозначны свойствам основного металла, при этом полученные механические свойства сварного шва увеличивают срок службы рельсов до срока службы установленных в путь рельсов без сварки.
Способ сварки рельсов железнодорожного пути, включающий обрезку кромок рельсов или кромки одного из рельсов, установку рельсов с необходимым технологическим зазором, введение внутрь зазора сварочной проволоки и электродуговую сварку с использованием боковых формирующих накладок-кристаллизаторов в зоне сварки на сварочном токе, обеспечивающем образование жидкой ванны во всем объеме технологического зазора, отличающийся тем, что при обрезке кромок рельсов или кромки одного из рельсов выполняют поперечный разрез по вертикальной плоскости от головки до начала подошвы рельса, горизонтальный разрез по торцевой поверхности рельса перпендикулярно по отношению к ранее произведенному разрезу и снимают на торцевой поверхности подошвы фаску под углом 45° с образованием у основания подошвы притупления, а электродуговую сварку производят непрерывно по всей высоте рельса с использованием сварочного полуавтомата с электрододержателем, снабженным изолированным концевым наконечником, который вводят со сварочной проволокой в технологический зазор, при этом образование жидкой ванны в корне шва осуществляют за счет расплавления кромок основного металла рельсов.
www.findpatent.ru