







Сварка трубных конструкций. Сварка трубных конструкций
Сварка трубных конструкций | Сварак

Трубы один из рациональных по сопротивлению различного рода нагрузкам профилей металлосортамента. Из них изготовляют несущие строительные конструкции, такие, как мостовые переходы, фермы, стропила, колонны, вышки, башни и др. Большую часть трубных конструкций, на производство которых расходуется свыше половины продукции трубной промышленности, представляют различные грубопроводные системы, включающие магистральные газонефтепроводы, водоводы и продуктопроводы, промысловые и технологические трубопроводы, теплофикационные и канализационные системы, судовые трубопроводы, трубопроводы для транспортировки сыпучих масс и продуктов, упакованных в специальные контейнеры.
Характерная особенность трубопроводных систем — однотипность сварных соединений, подавляющее большинство которых составляют кольцевые стыки, свариваемые многослойными швами.
- Это позволяет рассматривать изготовление трубопроводных систем как крупносерийное и массовое производство.
- Объемы сварочных работ при этом столь велики, что применение такого универсального и простого, но малопроизводительного способа сварки, как ручная дуговая сварка, часто сдерживает реализацию намеченных программ.
- Поэтому именно в этой области заметен технический прогресс, связанный не только с совершенствованием ручной дуговой сварки, но и с применением механизированных способов сварки, объемы которых постоянно увеличиваются.

Тенденция сокращения расхода металла на трубопроводные системы за счет постоянного повышения прочности трубных сталей усложняет технологические процессы сварки и помимо обеспечения равно качественности металла шва основному металлу требует принятия соответствующих технологических мер, предотвращающих ухудшение исходных свойств основного металла в зоне термического влияния, включая снижение технологической прочности, уменьшение склонности к образованию трещин в процессе сварки и вылеживания конструкции до введения ее в эксплуатацию. Эти обстоятельства требуют уделить технологии сварки трубопроводных систем особое внимание.

Существенное отличие особенностей эксплуатации трубопроводных систем от других трубных конструкций диктует требование к сплошности сварных соединений, определяющее отсутствие утечки продукта, находящегося внутри трубы под большим избыточным давлением.


- Неотъемлемая часть изготовления трубопроводных систем — неразрушающий контроль, трудоемкость которого сопоставима с трудоемкостью сварки.
- Все это позволяет считать, что технология сварки трубопроводных систем представляет наибольший интерес по сравнению с технологией сварки других трубных конструкций.
- Большинство современных трубных конструкций сооружается индустриальными методами, предполагающими изготовление узлов, блоков и отдельных секций конструкции в заводских условиях или близких к ним.
- Эти методы, а также методы монтажа готовых узлов рассмотрены в настоящей книге.
Подобные статьи
svarak.ru
Лекция № 21. Сварка трубных конструкций дуговой сваркой
При сооружении трубопроводов сварные стыки труб могут быть поворотными, неповоротными и горизонтальными (рис.34).

А б в
Рис.34 Сварные стыки труб: а — поворотный,б —неповоротный,
в — горизонтальный
Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта, по которому сооружается трубопровод, и техническим условиям. Основными требованиями проекта, а также технических условий являются: наличие сертификата на трубы; отсутствие эллипсности труб; отсутствие разностенности труб; соответствие химического состава и механических свойств металла трубы требованиям, указанным в технических условиях или ГОСТах.
При подготовке стыков труб под сварку проверяют перпендикулярность плоскости реза трубы к ее оси, угол раскрытия шва и величину притупления. Угол раскрытия шва должен составлять 60—70°, а величина притупления 2 -2,5 мм (рис.35). Фаски снимают с торцов труб механическим способом, газовой резкой или другими способами, обеспечивающими требуемую форму, размеры и качество обрабатываемых кромок.

Рис.35 Подготовка кромок труб под сварку при толщине стенок 8—12 мм
Разностенность толщин стенок свариваемых труб и смещение их кромок не должны превышать 10% толщины стенки, но быть не более 3 мм. При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых элементов, равный 2—3 мм.
Перед сборкой кромки стыкуемых труб, а также прилегающие к ним внутренние и наружные поверхности на длине 15—20 мм очищают от масла, окалины, ржавчины и грязи.
Прихватки, являющиеся составной частью сварного шва, выполняют те же сварщики, которые будут сваривать стыки, с применением тех же электродов.
При сварке труб диаметром до 300 мм прихватка выполняется равномерно по окружности в 4 местах швом высотой 3—4 мм и длиной 50 мм каждая. При сварке труб диаметром более 300 мм прихватки располагают равномерно по всей окружности стыка через каждые 250 — 300 мм.
При монтаже трубопроводов необходимо стремиться к тому, чтобы по возможности больше стыков сваривалось в поворотном положении.
Количество слоев шва при дуговой сварке труб определяется толщиной стенок труб (таблица 5).
Таблица .5
| Толщина стенки, мм | 2 - 3 | 4 - 5 | 6 - 9 | 10 – 12 13 - 15 |
| Количество проходов | 4 5 |
Похожие статьи:
poznayka.org
Сварка трубных конструкций.. Возникновение и развитие сварки
Похожие главы из других работ:
Абсорбер тарельчатого типа
8. Расчет трубных решеток и фланцев кожуха
Толщина трубной решетки, исходя из закрепления труб развальцовкой с обваркой, определяется из условия: tp = 32 мм dн = 25 мм Sp = 0,125 · dн + 5 Sp = 8.1 мм где: dн - наружный диаметр трубы, равный 25 мм; tp - шаг между трубами, равный 32 мм; В соответствии с ГОСТ 28759...
Наноструктурирование металлов
2.7.5 Метод циклического гидроформирования трубных заготовок
РОССИЙСКАЯ ФЕДЕРАЦИЯ ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ, ПАТЕНТАМ И ТОВАРНЫМ ЗНАКАМ (19) RU (11) 2403206 (13) C1 (51) МПК B82B3/00 (2006.01) B21C37/29 (2006.01) B21D9/00 (2006.01) (12) ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ Статус: по данным на 17.10...
Основные этапы монтажа аппаратуры автоматического регулирования и управления
2.5 Построение плана расположения электрических, трубных проводок
На этих схемах изображают прокладываемые вне щитов электрические провода, кабели, импульсные, командные, питающие, продувочиые и дренажные трубопроводы, защитные трубы, короба, лотки и металлору-кава с указанием их номера, типа (марок) и длин...
Планирование и организация работы цеха ТЭСЦ №5
5. Охрана окружающей среды в трубных цехах
Правила безопасности в трубном производстве устанавливают требования, соблюдение которых обеспечивает промышленную безопасность в указанных производствах, направлены на предупреждение аварий...
Повышение служебных свойств трубной стали контролируемой прокаткой
4. Служебные свойства трубных сталей и способы их повышения
Трубные стали - стали с определенным химическим составом и определенными служебными свойствами. Как известно...
Применение теплообменников
5.2 Определение толщины стальных трубных решеток др
Трубные решетки изготавливаются из листовой стали. Толщина стальных трубных решеток берется в пределах (15 - 35)мм и выбирается в зависимости от диаметра развальцованных трубок dH и шага трубок в решетке t...
Проведение исследований металла опытных труб для прогнозирования их стойкости к вязкому разрушению
4.1 Применяемые марки трубных сталей и технологии их производства
...
Проведение исследований металла опытных труб для прогнозирования их стойкости к вязкому разрушению
4.1.1 Первое поколение трубных сталей
До начала 1960-х годов высокопрочный лист категории прочности Х52(К52) в основном получали путем нормализации относительно высокоуглеродистых сталей, и высокопрочными считались стали на уровне категории прочности Х52...
Проведение исследований металла опытных труб для прогнозирования их стойкости к вязкому разрушению
4.1.2 Второе поколение трубных сталей
Накопленный опыт производства и применения сталей для газопроводных труб показал, что дальнейшее повышение их прочностных свойств с одновременным улучшением сопротивления разрушению только за счет увеличения содержания углерода и элементов...
Проведение исследований металла опытных труб для прогнозирования их стойкости к вязкому разрушению
4.1.3 Третье поколение трубных сталей
В дальнейшем технические требования, предъявляемые к трубам, были существенно ужесточены и расширены: основными показателями были определены критерии...
Проведение исследований металла опытных труб для прогнозирования их стойкости к вязкому разрушению
4.2 Требования к качеству трубных сталей
Рассмотрим требования, предъявляемые к характеристикам сопротивления материала труб хрупким и вязким разрушениям...
Разработка способа формовки трубной заготовки на линии 1420 в условиях АО "ВМЗ"
2.2.7 Формовка основной части профиля трубных заготовок
Формовка основной части профиля трубных заготовок осуществляется на прессе шаговой формовки способом многопереходной гибки участков от подогнутых кромок к середине профиля одновременно по всей длине заготовок и обеспечивает получение...
Разработка способа формовки трубной заготовки на линии 1420 в условиях АО "ВМЗ"
2.2.8 Клеймение трубных заготовок
Сформованная трубная заготовка подаётся на установку для механизированного клеймения на наружной поверхности заготовки. Ставят знак завода-изготовителя труб, марку стали, год изготовления, завод - поставщик материала...
Разработка способа формовки трубной заготовки на линии 1420 в условиях АО "ВМЗ"
2.2.10 Сушка трубных заготовок, маркировка
Трубная заготовка после гидросбива окалины поступает на сушку. Сушка осуществляется в проходной печи при температуре до 10000С, при этом температура трубной заготовки не должна превышать 200-2200С. Маркирование производят вручную...
Тепловой, конструктивный, гидравлический и экономический расчеты теплообменного аппарата
2.2 Выбор трубных решеток, способов размещения и крепления в них теплообменных труб и трубных решеток к кожуху
Трубные решетки изготавливаются обычно цельными, вырезкой из листа. Для надежного крепления трубок в трубной решетке ее толщина Sр(min) должна быть не менее 2, с. 45 , (8) где е = 5 - прибавка для стальных трубных решеток...
prod.bobrodobro.ru
Трубные конструкции - Наплавка
 Трубные конструкции
Трубные конструкции Категория:
Наплавка
Трубные конструкции Трубы изготавливают сварными и цельнотянутыми. Сварные трубы изготавливают различных диаметров и толщины стенки с помощью контактной, индукционно-прессовой и дуговой сварки как на переменном, так и на постоянном токе.
Трубопроводы, свариваемые встык из труб, используют для подачи жидкостей и газа. Они работают при различных давлениях и температурах нагрева. Если рабочее давление в трубопроводах менее 0,7 кгс/см2, то на них не распространяются правила Госгор-технадзора. Стыки трубопроводов на давление свыше 0,7 кгс/см2 выполняются только аттестованными для этой работы сварщиками.
Основные типы и конструктивные элементы швов сварных соединений установлены ГОСТ 16037—70 для стальных трубопроводов и ГОСТ 16038—70 для медных и медно-никелевых.
Электроды для сварки труб должны обеспечивать наплавленный металл с временным сопротивлением и пределом текучести не менее нижнего нормативного предела у основного металла, а показатели пластичности металла шва для трубопроводов горячей воды и пара по правилам Госгортехнадзора должны отвечать следующим минимальным нормам:
Сварные стыки труб подвергаются различным видам контроля качества и обязательно выборочному просвечиванию в количестве 5—10%’ (первая проверка) и 10—25% (вторая проверка) от числа стыков, сваренных каждым сварщиком.
Обязательному металлографическому контролю подлежат стыки трубопроводов I и II категорий для перегретого пара и горячей воды. К 1 категории относятся трубопроводы перегретого пара с давлением выше 40 кгс/см2 и температурой выше 350° С и горячей воды с температурой выше 184°С; ко II категории — трубопроводы перегретого пара с давлением до 39 кгс/см2 и температурой до 350° С и горячей воды с температурой от 80 до 184° С. Для труб из углеродистых и низколегированных сталей для металлографического исследования вырезают по одному шлифу, для труб из аустенитной стали — по четыре шлифа.
Трубопроводы газовых сетей для жилых, общественных и производственных зданий, работающие под давлением до 12 кгс/см2, изготавливают в соответствии с требованиями, которые содержат Строительные нормы и правила (СНиП) Ш-Г7—71.
Согласно этим нормам сборка трубопроводов производится на сварочных прихватках длиной 30—40 мм и высотой, равной половине толщины стенки. Техника сварки стыков трубопроводов принимается в зависимости от диаметра трубы, толщины ее стенки и химического состава металла. Различными технологическими приемами свариваются поворотные и неповоротные стыки трубопроводов.
Ручная сварка стыков труб покрытыми электродами используется при наложении корневого шва без подкладных колец, а также при изготовлении и монтаже трубопроводов в неудобных для механизированной дуговой сварки условиях: стыки коленообразного гнутого трубопровода, стыки трубопровода, проходящего через естественные преграды (водные, горные и др.), соединение секций в длинные плети, приварка фланцев, заглушек и т. д.
Корневой шов выполняется электродами 1,6—3 мм в зависимости от толщины стенки трубы, а остальные швы могут выполняться более производительными видами сварки (автоматом или полуавтоматом).
При ручной сварке всего стыка целесообразно выполнять его в несколько слоев: при толщине стенки 4—5 мм — в два слоя (не считая корневого), при 10—12 мм—в четыре слоя электродами диаметром 3—4 мм. Ручная газовая сварка выполняется только в один слой.
Ручную дуговую сварку стыков трубопроводов выполняют двумя способами: сверху вниз и снизу вверх.
Сварка сверху вниз происходит на большой скорости и с меньшим сечением валика (с меньшим количеством шлака), это приводит к лучшей структуре и большей вязкости металла шва, что особенно важно при работе на морозе. Другие преимущества способа сварки сверху вниз заключаются в меньшем усилении шва, снижении времени на зачистку от шлака и отсутствии необходимости заварки кратера. Сварка сверху вниз выполняется электродами марок ОЗС-9, ВСЦ-1, ВСЦ-2. Этими же электродами можно выполнять сварку и снизу вверх.
Режим дуговой ручной сварки стыков труб Еыбирают в зависимости от марки и диаметра электрода и слоя шва.
Для повышения производительности и качества сварки сантехнических труб рекомендуется полуавтоматическая дуговая сварка в углекислом газе и самозащитной проволокой взамен газовой.
Соединение труб выполняется встык и втавр. Удовлетворительные результаты при сварке труб диаметрами от 7г до 2 дюймов получаются при использовании проволоки диаметром 0,6— 1 мм. Зазоры между кромками при сборке под сварку могут колебаться в пределах от 0 до 3 мм.
Скорость дуговой сварки выше скорости газовой в 2,3—2,5 раза, марка проволоки — Св-08Г2С. Сварка производится на постоянном токе при обратной полярности.
Перевод на дуговую сварку внутренних сантехнических систем снизил стоимость сварочных работ в два раза по сравнению с газовой сваркой. Режимы сварки в СОг приведены в табл. 58, 59.
Для работ ремонтного характера в помещениях наиболее удобно применение полуавтомата «Луч» (Институт электросварки им. Е. О. Патона) с питанием от осветительной сети со сварочной проволокой марки Св-15ГСТЮЦА по ГОСТ 2246—70, которая не требует газовой защиты. Масса полуавтомата со сварочным проводом и заряженной кассетой — 2 кг.
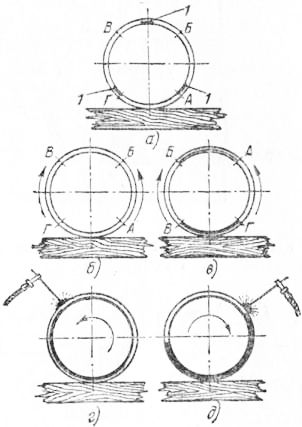
Рис. 1. Порядок сварки труб с поворотом: а — места размещения прихваток (/) и участков шва (А, Б, В, Г), 6 — выполнение первого слоя на участках А — Б и Г — В, в — поворот стыка и выполнение первого слоя на участках Г — А и В — Б, г — выполнение второго слоя шва. д — выполнение третьего слоя шва стыков
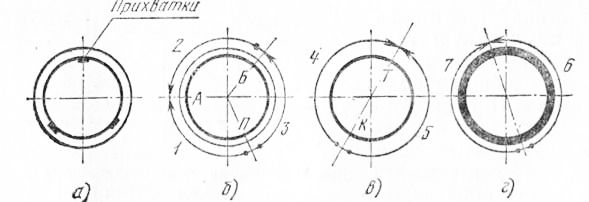
Рис. 2. Порядок сварки стыков неповоротных труб: а — сборка труб на прихватках, б, в, г — выполнение первого слоя, второго третьего; А. Б, П — границы участков первого слоя шва, Т, К — то же. для второго слоя шва, 1, 2, 3, 4, 5, 6, 7 — последовательность выполнения слоев шва на участках
В указанном порядке можно производить сварку стыка сверху вниз, применяя электроды с целлюлозным покрытием ОЗС-9 и ВСЦ-Ц дающие мало шлака.
Применяют сварку комбинированными способами в зависимости от наличия электродов: первый слой сваривают сверху вниз электродами ВСЦ-1 или ОЗС-9, второй слой —электродами УОНИИ-13/45 и третий слой —электродами УОНИИ-13/55.
Стыки труб диаметром более 500 мм делят по окружности на 6—8 участков и технологию сварки строят так, чтобы по возможности обеспечить равномерное охлаждение металла стыка, в результате чего получается менее напряженный металл стыкового соединения.
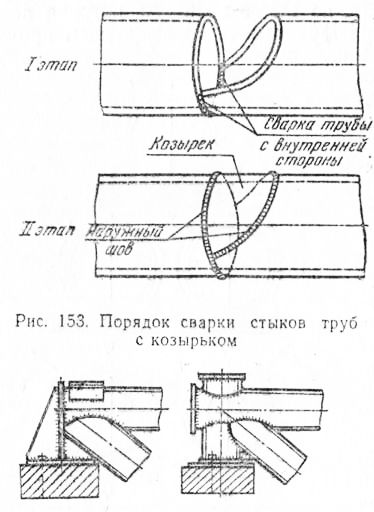
Рис. 4. Сопряжение труб под углами
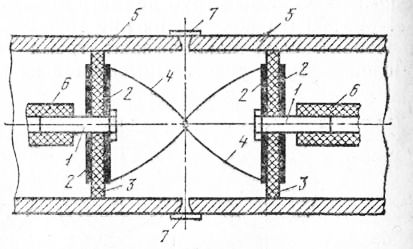
Рис. 5. Схема приспособления для сварки труб с поддувом газа: 1 — входной и выходной ниппели, 2 — металлические шайбы, 3 — резиновые шайбы, 4 — соединительные скобы из проволоки диаметром 2—3 мм. 5 — свариваемые трубы, 6 — шланг для подачи газа, 7 — приклеенная бумага
Наиболее прочное соединение труб можно обеспечить сваркой с поддувочным газом, подаваемым по самой трубе. В этом случае (рис. 5) газ формирует обратный валик регулируемой величины и охлаждает металл шва с образованием дендритов, направленных по толщине металла шва. Это увеличивает прочность сварного соединения и устраняет необходимость внутренних подкладных колец, как практиковалось по старой технологии сварки. В качестве поддувочного газа могут служить аргон, азот, углекислый газ и др.
Читать далее:
Основные дефекты сварных швов и причины их возникновения
Статьи по теме:
pereosnastka.ru






