Сварочная Дуга И Сущность Протекающих В Ней Процессов. Сварочная дуга и сущность процессов протекающих в ней
Сварочная Дуга И Сущность Протекающих В Ней Процессов — КиберПедия
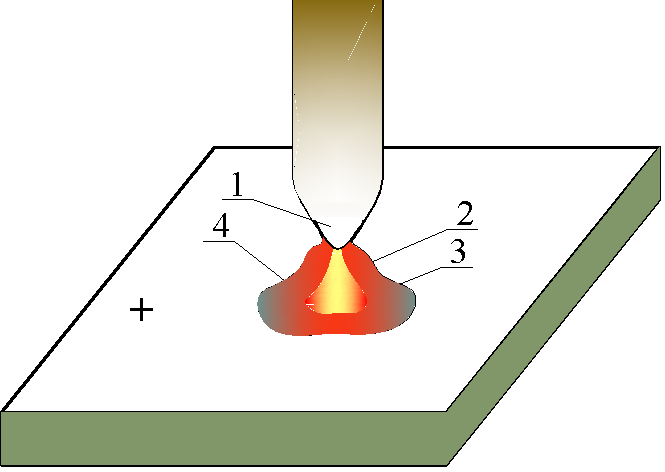
Состояние любого вещества характеризуется взаимосвязью молекул и атомов. Различают три основных состояния: твердое, жидкое и газообразное. В каждом случае расстояние между молекулами будет различным. В твердом и жидком состояниях расстояния между молекулами очень малы, этим объясняется малая сжимаемость этих веществ и общее их название – «конденсированное состояние». В газах расстояние между молекулами значительно больше, поэтому они могут сравнительно легко сжиматься под воздействием внешнего давления. Этим объясняется различие в электропроводности газов и веществ, находящихся в конденсированном состоянии. В твердых и жидких веществах крайние электроны, далеко отстоящие от ядра своих атомов, легко теряют связь с ядром и свободно перемещаются по веществу. Такие свободные электроны называются электронами проводимости и являются носителями тока в проводнике. В газах электроны притягиваются только к своим ядрам, поэтому при обычных условиях газы ток не проводят, но в электрической дуге газы ионизируются и приобретают электропроводность.Сварочной дугой называют разряд электрического тока в газовой среде между находящимися под напряжением твердыми или жидкими проводниками (электродами), который является концентрированным источником теплоты и используется для расплавления металла при сварке.Электрические заряды в сварочной дуге переносятся заряженными частицами – электронами, а также положительно и отрицательно заряженными ионами. Процесс, при котором в газе образуются положительные и отрицательные ионы, называется ионизацией, а такой газ – ионизированным. Зажигание дуги при сварке плавящимся электродом начинается с короткого замыкания электрода с основным металлом. Из-за шероховатости поверхности электродов касание при коротком замыкании происходит отдельными выступающими участками, которые мгновенно расплавляются под действием выделяющейся теплоты, образуя жидкую перемычку между основным металлом и электродом. При отводе электрода жидкая перемычка растягивается, сечение ее уменьшается, электрическое сопротивление и температура возрастают. Когда расплавленный металл перемычки достигает температуры кипения, пары металла легко ионизируются и возникает дуга. Возникновение дуги длится доли секунды.Дуга, горящая между электродом и изделием на воздухе, называется свободной. Свободная дуга (рис. 13) состоит из трех зон: катодной с катодным пятном, служащим для эмиссии (выхода) электронов; анодной с анодным пятном, бомбардирующимся электронным потоком, и столба дуги, который занимает промежуточное положение между катодной и анодной зонами.
Рис. 13. Схема строения свободной дуги: 1 – электрод; 2—катодная зона; 3—столб дуги; 4—анодная зона; 5 – изделие; /д – длина дуги (расстояние между торцом электрода и поверхностью сварочной ванны)Температура в зоне столба дуги при сварке достигает 6 000—7 000 °С в зависимости от плотности сварочного тока. Сварочные дуги классифицируются:по применяемым электродам – дуга с плавящимся электродом и с неплавящимся электродом;по степени сжатия дуги – свободная и сжатая дуга;по схеме подвода сварочного тока – дуга прямого и косвенного действия;по роду тока – дуга переменного тока (однофазная и трехфазная) и дуга постоянного тока;по полярности постоянного тока – дуга на прямой полярности и дуга на обратной полярности;по виду статической вольтамперной характеристики – дуга с падающей, жесткой и возрастающей характеристикой (рис. 14).Дугу называют «короткой», если длина ее составляет 2—4 мм. Длина «нормальной» дуги 4—6 мм. Дугу длиной более 6 мм называют «длинной».
Рис. 14. Статическая вольт-амперная характеристика дуги в общем видеКонтрольные вопросы:1. Назовите три основных состояния вещества и в чем их различие.2. Почему газы в обычных условиях не проводят электрический ток?3. Что называют сварочной дугой?4. Чем переносятся электрические заряды в сварочной дуге?5. Расскажите о зажигании дуги.6. Расскажите о строении свободной дуги.7. Расскажите о классификации сварочных дуг.8. Какие дуги называются «короткими», «нормальными» и «длинными»?
cyberpedia.su
Сварочная Дуга И Сущность Протекающих В Ней Процессов — КиберПедия
Состояние любого вещества характеризуется взаимосвязью молекул и атомов. Различают три основных состояния: твердое, жидкое и газообразное. В каждом случае расстояние между молекулами будет различным. В твердом и жидком состояниях расстояния между молекулами очень малы, этим объясняется малая сжимаемость этих веществ и общее их название – «конденсированное состояние». В газах расстояние между молекулами значительно больше, поэтому они могут сравнительно легко сжиматься под воздействием внешнего давления. Этим объясняется различие в электропроводности газов и веществ, находящихся в конденсированном состоянии. В твердых и жидких веществах крайние электроны, далеко отстоящие от ядра своих атомов, легко теряют связь с ядром и свободно перемещаются по веществу. Такие свободные электроны называются электронами проводимости и являются носителями тока в проводнике. В газах электроны притягиваются только к своим ядрам, поэтому при обычных условиях газы ток не проводят, но в электрической дуге газы ионизируются и приобретают электропроводность.Сварочной дугой называют разряд электрического тока в газовой среде между находящимися под напряжением твердыми или жидкими проводниками (электродами), который является концентрированным источником теплоты и используется для расплавления металла при сварке.Электрические заряды в сварочной дуге переносятся заряженными частицами – электронами, а также положительно и отрицательно заряженными ионами. Процесс, при котором в газе образуются положительные и отрицательные ионы, называется ионизацией, а такой газ – ионизированным. Зажигание дуги при сварке плавящимся электродом начинается с короткого замыкания электрода с основным металлом. Из-за шероховатости поверхности электродов касание при коротком замыкании происходит отдельными выступающими участками, которые мгновенно расплавляются под действием выделяющейся теплоты, образуя жидкую перемычку между основным металлом и электродом. При отводе электрода жидкая перемычка растягивается, сечение ее уменьшается, электрическое сопротивление и температура возрастают. Когда расплавленный металл перемычки достигает температуры кипения, пары металла легко ионизируются и возникает дуга. Возникновение дуги длится доли секунды.Дуга, горящая между электродом и изделием на воздухе, называется свободной. Свободная дуга (рис. 13) состоит из трех зон: катодной с катодным пятном, служащим для эмиссии (выхода) электронов; анодной с анодным пятном, бомбардирующимся электронным потоком, и столба дуги, который занимает промежуточное положение между катодной и анодной зонами.
Рис. 13. Схема строения свободной дуги: 1 – электрод; 2—катодная зона; 3—столб дуги; 4—анодная зона; 5 – изделие; /д – длина дуги (расстояние между торцом электрода и поверхностью сварочной ванны)Температура в зоне столба дуги при сварке достигает 6 000—7 000 °С в зависимости от плотности сварочного тока. Сварочные дуги классифицируются:по применяемым электродам – дуга с плавящимся электродом и с неплавящимся электродом;по степени сжатия дуги – свободная и сжатая дуга;по схеме подвода сварочного тока – дуга прямого и косвенного действия;по роду тока – дуга переменного тока (однофазная и трехфазная) и дуга постоянного тока;по полярности постоянного тока – дуга на прямой полярности и дуга на обратной полярности;по виду статической вольтамперной характеристики – дуга с падающей, жесткой и возрастающей характеристикой (рис. 14).Дугу называют «короткой», если длина ее составляет 2—4 мм. Длина «нормальной» дуги 4—6 мм. Дугу длиной более 6 мм называют «длинной».
Рис. 14. Статическая вольт-амперная характеристика дуги в общем видеКонтрольные вопросы:1. Назовите три основных состояния вещества и в чем их различие.2. Почему газы в обычных условиях не проводят электрический ток?3. Что называют сварочной дугой?4. Чем переносятся электрические заряды в сварочной дуге?5. Расскажите о зажигании дуги.6. Расскажите о строении свободной дуги.7. Расскажите о классификации сварочных дуг.8. Какие дуги называются «короткими», «нормальными» и «длинными»?
ww.cyberpedia.su
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ | Инструмент, проверенный временем
1. Сварочная дуга и сущность протекающих в ней процессов Состояние любого вещества характеризуется взаимосвязью молекул и атомов. Различают три основных состояния: твердое, жидкое и газообразное. В каждом случае расстояние между молекулами будет различным. В твердом и жидком состояниях расстояния между молекулами очень малы, этим объясняется малая сжимаемость этих веществ и общее их название — «конденсированное состояние». В газах расстояние между молекулами значительно больше, поэтому они могут сравнительно легко сжиматься под воздействием внешнего давления. Этим объясняется различие в электропроводности газов и веществ, находящихся в конденсированном состоянии. В твердых и жидких веществах крайние электроны, далеко отстоящие от ядра своих атомов, легко теряют связь с ядром и свободно перемещаются по веществу. Такие свободные электроны называются электронами проводимости и являются носителями тока в проводнике. В газах электроны притягиваются только к своим ядрам, поэтому при обычных условиях газы ток не проводят, но в электрической дуге газы ионизируются и приобретают электропроводность. Сварочной дугой называют разряд электрического тока в газовой среде между находящимися под напряжением твердыми или жидкими проводниками (электродами), который является концентрированным источником теплоты и используется для расплавления металла при сварке. Электрические заряды в сварочной дуге переносятся заряженными частицами — электронами, а также положительно и отрицательно заряженными ионами. Процесс, при котором в газе образуются положительные и отрицательные ионы, называется ионизацией, а такой газ — ионизированным. Зажигание дуги при сварке плавящимся электродом начинается с короткого замыкания электрода с основным металлом. Из-за шероховатости поверхности электродов касание при коротком замыкании происходит отдельными выступающими участками, которые мгновенно расплавляются под действием выделяющейся теплоты, образуя жидкую перемычку между основным металлом и электродом. При отводе электрода жидкая перемычка растягивается, сечение ее уменьшается, электрическое сопротивление и температура возрастают. Когда расплавленный металл перемычки достигает температуры кипения, пары металла легко ионизируются и возникает дуга. Возникновение дуги длится доли секунды. Дуга, горящая между электродом и изделием на воздухе, называется свободной. Свободная дуга (рис. 13) состоит из трех зон: катодной с катодным пятном, служащим для эмиссии (выхода) электронов; анодной с анодным пятном, бомбардирующимся электронным потоком, и столба дуги, который занимает промежуточное положение между катодной и анодной зонами.
|
Рис* IX Схема строения свободной дуга: J — электрод; 2— катодная зона; 3—столб дуги;4— анодная тона; 5- изделие; ів — длина дуги (расстояние меиуу торцом электрода и поверхностью сварочной оанны! |

Рис. 13. Схема строения свободной дуги: 1 — электрод; 2—катодная зона; 3—столб дуги; 4—анодная зона; 5 — изделие; /д — длина дуги (расстояние между торцом электрода и поверхностью сварочной ванны) Температура в зоне столба дуги при сварке достигает 6 000—7 000 °С в зависимости от плотности сварочного тока. Сварочные дуги классифицируются: по применяемым электродам — дуга с плавящимся электродом и с неплавящимся электродом; по степени сжатия дуги — свободная и сжатая дуга; по схеме подвода сварочного тока — дуга прямого и косвенного действия; по роду тока — дуга переменного тока(однофазная и трехфазная) и дуга постоянного тока; по полярности постоянного тока — дуга на прямой полярности и дуга на обратной полярности; по виду статической вольтамперной характеристики — дуга с падающей, жесткой и возрастающей характеристикой (рис. 14). Дугу называют «короткой», если длина ее составляет 2—4 мм. Длина «нормальной» дуги 4—6 мм. Дугу длиной более 6 мм называют «длинной».
|
|

|
|

|
|
 СВАРКИ ПЛАВЛЕНИЕМ» title=»ТЕОРЕТИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ» width=»35″ height=»43 «/>
СВАРКИ ПЛАВЛЕНИЕМ» title=»ТЕОРЕТИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ» width=»35″ height=»43 «/>100 1000 /Д, А
Рис. 14. Статическая вольт-амперная характеристика дуги в общем
виде
hssco.ru
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ
Сварочные работы: Практическое пособие для электрогазосварщика
1. Сварочная дуга и сущность протекающих в ней процессов Состояние любого вещества характеризуется взаимосвязью молекул и атомов. Различают три основных состояния: твердое, жидкое и газообразное. В каждом случае расстояние между молекулами будет различным. В твердом и жидком состояниях расстояния между молекулами очень малы, этим объясняется малая сжимаемость этих веществ и общее их название - «конденсированное состояние». В газах расстояние между молекулами значительно больше, поэтому они могут сравнительно легко сжиматься под воздействием внешнего давления. Этим объясняется различие в электропроводности газов и веществ, находящихся в конденсированном состоянии. В твердых и жидких веществах крайние электроны, далеко отстоящие от ядра своих атомов, легко теряют связь с ядром и свободно перемещаются по веществу. Такие свободные электроны называются электронами проводимости и являются носителями тока в проводнике. В газах электроны притягиваются только к своим ядрам, поэтому при обычных условиях газы ток не проводят, но в электрической дуге газы ионизируются и приобретают электропроводность. Сварочной дугой называют разряд электрического тока в газовой среде между находящимися под напряжением твердыми или жидкими проводниками (электродами), который является концентрированным источником теплоты и используется для расплавления металла при сварке. Электрические заряды в сварочной дуге переносятся заряженными частицами - электронами, а также положительно и отрицательно заряженными ионами. Процесс, при котором в газе образуются положительные и отрицательные ионы, называется ионизацией, а такой газ - ионизированным. Зажигание дуги при сварке плавящимся электродом начинается с короткого замыкания электрода с основным металлом. Из-за шероховатости поверхности электродов касание при коротком замыкании происходит отдельными выступающими участками, которые мгновенно расплавляются под действием выделяющейся теплоты, образуя жидкую перемычку между основным металлом и электродом. При отводе электрода жидкая перемычка растягивается, сечение ее уменьшается, электрическое сопротивление и температура возрастают. Когда расплавленный металл перемычки достигает температуры кипения, пары металла легко ионизируются и возникает дуга. Возникновение дуги длится доли секунды. Дуга, горящая между электродом и изделием на воздухе, называется свободной. Свободная дуга (рис. 13) состоит из трех зон: катодной с катодным пятном, служащим для эмиссии (выхода) электронов; анодной с анодным пятном, бомбардирующимся электронным потоком, и столба дуги, который занимает промежуточное положение между катодной и анодной зонами.
| Рис* IX Схема строения свободной дуга: J — электрод; 2— катодная зона; 3—столб дуги;4— анодная тона; 5- изделие; ів - длина дуги (расстояние меиуу торцом электрода и поверхностью сварочной оанны! |
Рис. 13. Схема строения свободной дуги: 1 - электрод; 2—катодная зона; 3—столб дуги; 4—анодная зона; 5 - изделие; /д - длина дуги (расстояние между торцом электрода и поверхностью сварочной ванны) Температура в зоне столба дуги при сварке достигает 6 000—7 000 °С в зависимости от плотности сварочного тока. Сварочные дуги классифицируются: по применяемым электродам - дуга с плавящимся электродом и с неплавящимся электродом; по степени сжатия дуги - свободная и сжатая дуга; по схеме подвода сварочного тока - дуга прямого и косвенного действия; по роду тока - дуга переменного тока(однофазная и трехфазная) и дуга постоянного тока; по полярности постоянного тока - дуга на прямой полярности и дуга на обратной полярности; по виду статической вольтамперной характеристики - дуга с падающей, жесткой и возрастающей характеристикой (рис. 14). Дугу называют «короткой», если длина ее составляет 2—4 мм. Длина «нормальной» дуги 4—6 мм. Дугу длиной более 6 мм называют «длинной».
| СВАРКИ ПЛАВЛЕНИЕМ" title="ТЕОРЕТИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ"/> |
100 1000 /Д, А
Рис. 14. Статическая вольт-амперная характеристика дуги в общем
виде
Общие сведения о сварочных аппаратах
В данной главе рассмотрены сварочные аппараты для механизированной и автоматической дуговой сварки и их отдельные узлы: подающие механизмы, сварочные горелки, флюсовая и газовая аппаратура. Аппарат для механизированной дуговой сварки, включающий …
Источники со звеном повышенной частоты
Освоение производства источников питания со звеном повышенной частоты является перспективным и интенсивным направлением совершенствования оборудования для дуговой сварки. Ниже приводятся сведения об инверторных источниках тока ВДУЧ-301 и ВДЧИ-251 (табл. 9). …
Сварочные выпрямители
Отечественные сварочные выпрямители имеют, как правило, трехфазное питание, выполняются как на диодах, так и на тиристорах. В выпрямителях используются трехфазная мостовая, двойная трехфазная схема с уравнительным дросселем и кольцевая схема …
msd.com.ua
Практическое Пособие Для Электрогазосварщика — КиберПедия
Сварочные Работы: Практическое Пособие Для Электрогазосварщика
Евгений Максимович Костенко
· Введение
· Раздел первый
o Глава 1
§ 1. Общие сведения об основных видах сварки
§ 2. Классификация сварки плавлением
§ 3. Сущность основных способов сварки плавлением
o Глава 2
§ 1. Основные типы сварных соединений
§ 2. Классификация и обозначение сварных швов
§ 3. Конструктивные элементы сварных соединений
o Глава 3
§ 1. Углеродистые стали
§ 2. Легированные стали
· Раздел второй
o Глава 1
§ 1. Сварочная дуга и сущность протекающих в ней процессов
§ 2. Условия зажигания и устойчивого горения дуги
§ 3. Перенос металла через дугу
§ 4. Особенности металлургических процессов при сварке, влияние кислорода, азота и водорода, содержащихся в воздухе, на металл шва
§ 5. Металлургические процессы при сварке под флюсом и в защитных газах
§ 6. Тепловые процессы при электрической сварке плавлением
§ 7. Формирование и кристаллизация металла шва, строение зоны термического влияния
§ 8. Старение и коррозия металла сварных соединений
§ 9. Классификация напряжений и деформаций
o Глава 2
§ 1. Оборудование сварочного поста для ручной дуговой сварки
§ 2. Основные требования безопасности труда при ручной дуговой сварке
§ 3. Общие сведения об источниках питания
Евгений Максимович КостенкоСварочные Работы: Практическое Пособие Для Электрогазосварщика
Введение
В условиях научно-технического прогресса особенно важно развитие определяющих его областей науки, техники и производства. К ним могут быть отнесены сварка и резка металлов, которые во многих отраслях промышленности являются одними из основных факторов, определяющих темпы технического прогресса, и оказывают существенное влияние на эффективность общественного производства. Практически нет ни одной отрасли машиностроения, приборостроения и строительства, в которой не применялись бы сварка и резка металлов.Сварное исполнение многих видов металлоконструкций позволило наиболее эффективно использовать заготовки, полученные прокаткой, гибкой, штамповкой, литьем и ковкой, а также металлы с различными физико-химическими свойствами. Сварные конструкции по сравнению с литыми, коваными, клепаными и т. п. являются более легкими и менее трудоемкими. С помощью сварки получают неразъемные соединения почти всех металлов и сплавов различной толщины – от сотых долей миллиметра до нескольких метров.Основоположниками электрической дуговой сварки металлов и сплавов являются русские ученые и изобретатели.По уровню развития сварочного производства СССР являлся ведущей страной в мире. И впервые осуществил эксперимент по ручной сварке, резке, пайке и напылению металлов в открытом космосе.Успешно ведутся работы в специализированном институте сварочного профиля – Институте электросварки им. Е. О. Патона АН Украины (ИЭС).Рост технического прогресса – введение в эксплуатацию сложного сварочного оборудования, автоматических линий, сварочных роботов и т. д. – повышает требования к уровню общеобразовательной и технической подготовки кадров рабочих-сварщиков. Цель настоящей книги – помочь учащимся профессионально-технических училищ, учебно-курсовых комбинатов, а также учащимся при подготовке на производстве освоить профессию электрогазосварщика.
Раздел ПервыйОБЩИЕ СВЕДЕНИЯ О СВАРКЕ, СВАРНЫХ СОЕДИНЕНИЯХ И ШВАХ
Глава 1КРАТКАЯ ХАРАКТЕРИСТИКА ОСНОВНЫХ ВИДОВ СВАРКИ
Углеродистые Стали
Стали подразделяются на углеродистые и легированные. По назначению различают стали конструкционные с содержанием углерода в сотых долях процента и инструментальные с содержанием углерода в десятых долях процента. Наибольший объем сварочных работ связан с использованием низкоуглеродистых и низколегированных конструкционных сталей.Основным элементом в углеродистых конструкционных сталях является углерод, который определяет механические свойства сталей этой группы. Углеродистые стали выплавляют обыкновенного качества и качественные.Стали углеродистые обыкновенного качества подразделяются на три группы:группа А – по механическим свойствам;группа Б – по химическому составу;группа В – по механическим свойствам и химическому составу.Изготавливают стали следующих марок:группа А – Ст 0, Ст 1, Ст 2, Ст 3, Ст 4, Ст 5, Ст 6;группа Б – БСт 0, БСт 1, БСт 2, БСт 3, БСт 4, БСт 5, БСт 6;группа В – ВСт 0, ВСт 1, ВСт 2, ВСт 3, ВСт 4, ВСт 5.По степени раскисления сталь обыкновенного качества имеет следующее обозначение: кп – кипящая, пс – полуспокойная, сп – спокойная. Кипящая сталь, содержащая кремния (Si) не более 0,07 %, получается при неполном раскислении металла марганцем. Сталь характеризуется резко выраженной неравномерностью распределения вредных примесей (серы и фосфора) по толщине проката. Местная повышенная концентрация серы может привести к образованию кристаллизационных трещин в шве и околошовной зоне. Кипящая сталь склонна к старению в околошовной зоне и переходу в хрупкое состояние при отрицательных температурах.Спокойная сталь получается при раскислении марганцем, алюминием и кремнием и содержит кремния (Si) не менее 0,12 %; сера и фосфор распределены в ней более равномерно, чем в кипящей стали. Эта сталь менее склонна к старению и отличается меньшей реакцией на сварочный нагрев.Полуспокойная сталь по склонности к старению занимает промежуточное место между кипящей и спокойной сталью. Полуспокойные стали с номерами марок 1—5 выплавляют с нормальным и повышенным содержанием марганца, примерно до 1 %. В последнем случае после номера марки ставят букву Г (например, БСтЗГпс).Стали группы А не применяются для изготовления сварных конструкций. Стали группы Б делятся на две категории. Для сталей первой категории регламентировано содержание углерода, кремния марганца и ограничено максимальное содержание серы, фосфора, азота и мышьяка; для сталей второй категории ограничено также максимальное содержание хрома, никеля и меди.Стали группы В делятся на шесть категорий. Полное обозначение стали включает марку, степень раскисления и номер категории. Например, ВСтЗГпс5 обозначает следующее: сталь группы В, марка СтЗГ, полуспокойная, 5-й категории. Состав сталей группы В такой же, как сталей соответствующих марок группы Б, 2-й категории. СталиВСт1, ВСт2, ВСтЗ всех категорий и степени раскисления выпускают с гарантированной свариваемостью. Стали БСт1, БСт2, БСтЗ поставляют с гарантией свариваемости по требованию заказчика.Углеродистую качественную сталь выпускают в соответствии с существующими стандартами. Сталь имеет пониженное содержание серы. Допустимое отклонение по углероду (0,03—0,04 %). Стали с содержанием углерода до 0,20 % включительно могут быть кипящими (кп), полуспокойными (пс) и спокойными (сп). Остальные стали – только спокойные. Для последующих спокойных сталей после цифр буквы «сп» не ставят. Углеродистые качественные стали для изготовления конструкций применяют в горячекатаном состоянии и в меньшем объеме после нормализации и закалки с отпуском.Углеродистые стали в соответствии с существующими стандартами подразделяются на три подкласса: низкоуглеродистые с содержанием углерода до 0,25 %; среднеуглеродистые с содержанием углерода (0,25—0,60 %) и высокоуглеродистые с содержанием углерода более 0,60 %.В сварных конструкциях в основном применяют низкоуглеродистые стали.В сварочном производстве очень важным является понятие о свариваемости различных металлов.Свариваемостью называется способность металла или сочетания металлов образовывать при установленной технологии сварки соединения, отвечающие требованиям, обусловленным конструкцией и эксплуатацией изделия.По свариваемости углеродистые стали условно подразделяются на четыре группы: I – хорошо сваривающиеся, с содержанием углерода до 0,25 %; II – удовлетворительно сваривающиеся, с содержанием углерода от 0,25 до 0,35 %, т. е. для получения качественных сварных соединений деталей из этих сталей необходимо строгое соблюдение режимов сварки, специальные присадочные материалы, определенные температурные условия, а в некоторых случаях – подогрев, термообработка; III – ограниченно сваривающиеся, с содержанием углерода от 0,35 до 0,45 %, для получения качественных сварных соединений которых дополнительно необходим подогрев, предварительная или последующая термообработка; IV – плохо сваривающиеся, с содержанием углерода свыше 0,45 %, т. е. сварные швы склонны к образованию трещин, свойства сварных соединений пониженные, стали этой группы обычно не применяют для изготовления сварных конструкций.Все низкоуглеродистые стали хорошо свариваются существующими способами сварки плавлением. Обеспечение равнопрочности сварного соединения не вызывает затруднений. Швы имеют удовлетворительную стойкость против образования кристаллизационных трещин. Это обусловлено низким содержанием углерода. Однако в сталях, содержащих углерод по верхнему пределу, вероятность возникновения холодных трещин повышается, особенно с ростом скорости охлаждения (повышение толщины металла, сварка при отрицательных температурах, сварка швами малого сечения и др.). В этих условиях предупреждают появление трещин путем предварительного подогрева до 120—200 °С.
Легированные Стали
Сталь, содержащая один или несколько легирующих элементов, вводимых для придания изделию определенных физико-механических свойств, называется легированной. Содержание некоторых элементов, когда они не являются легирующими, не должно превышать: кремния (Si) – 0,5 %; марганца (Мп) – 0,8 %; хрома (Сг) 0,3 %; никеля (Ni) – 0,3 %; меди (Cu) – 0,3 %.Легированные стали подразделяют на подклассы: низко-, средне-и высоколегированные. Низколегированная сталь – это сталь, легированная одним элементом при содержании его не более 2 % (по верхнему пределу) или несколькими элементами при суммарном их содержании 3,5 % (по верхнему пределу). Среднелегированная сталь – легированная одним элементом, при содержании его не более 8 % (по верхнему пределу) или несколькими элементами при суммарном их содержании, как правило, не более 12 % (по верхнему пределу). Высоколегированная – это сталь с суммарным содержанием легирующих элементов не менее 10 % (по верхнему пределу), при содержании одного из них не менее 8 % (по нижнему пределу), при содержании железа более 45 %.Маркировка всех легированных конструкционных сталей однотипная (табл. 1). Первые две цифры обозначают содержание углерода в сотых долях процента, буквы являются условным обозначением легирующих элементов, цифра после буквы обозначает содержание легирующего элемента в процентах, причем содержание, равное 1 % и меньше, не ставится, буква «А» в конце марки показывает, что сталь высококачественная и имеет пониженное содержание серы и фосфора.Основными элементами, влияющими на свойства стали, являются углерод, марганец и кремний.Углерод при повышении его содержания в стали ведет к повышению прочности и твердости и уменьшению пластичности. Окисление углерода во время сварки вызывает появление большого количества газовых пор.Таблица 1Условное обозначение элементов химического состава в основном металле и электродной проволоке
Марганец повышает ударную вязкость и хладноломкость стали, являясь хорошим раскислителем; способствует уменьшению содержания кислорода в стали. При содержании марганца в стали более 1,5 % свариваемость ухудшается, так как увеличивается твердость стали, образуются закалочные структуры и могут появиться трещины.Кремний вводится в сталь как раскислитель. При содержании кремния более 1 % свариваемость стали ухудшается, так как возникают тугоплавкие окислы, что ведет к появлению шлаковых включений. Сварной шов становится хрупким.Хром при значительном содержании в стали снижает ее свариваемость вследствие образования тугоплавких окислов и закалочных структур.Никель повышает прочность и пластичность шва и не ухудшает свариваемость.Алюминий – активный раскислитель стали, повышает окалиностойкость.Вольфрам повышает прочность и твердость при повышенных температурах, ухудшает свариваемость, сильно окисляется.Ванадий затрудняет сварку, сильно окисляется, требует введения в зону плавления активных раскислителей.Медь улучшает свариваемость, повышая прочность, ударную вязкость и коррозионную стойкость сталей.Сера приводит к образованию горячих трещин.Фосфор вызывает при сварке появление холодных трещин.Как правило, повышение уровня легирования и прочности стали приводит к ухудшению ее свариваемости. Первостепенная роль по влиянию на свойства сталей принадлежит углероду. Доля влияния каждого легирующего элемента может быть отнесена к доле влияния углерода. На этом основании о свариваемости легированных сталей можно судить по коэффициенту эквивалентности по углероду для различных элементов.Образование холодных трещин уменьшают путем выбора рационального способа и технологии сварки, предварительного подогрева, снижения содержания водорода в сварном соединении, применения отпуска после сварки.Элементами, обусловливающими возникновение горячих трещин, являются прежде всего сера, затем углерод, фосфор, кремний и др. Элементами, повышающими стойкость швов против трещин и нейтрализующими действие серы, являются марганец, кислород, титан, хром, ванадий.Предупреждение образования горячих трещин может быть достигнуто путем уменьшения количества и сосредоточения швов, выбора оптимальной формы разделки кромок, устранения излишней жесткости закреплений, предварительного подогрева, применения электродного металла с более низким содержанием углерода и кремния.Низколегированные стали хорошо свариваются всеми способами сварки плавлением. Получение при сварке равнопрочного сварного соединения, особенно термоупроченных сталей, вызывает некоторые трудности и требует определенных технологических приемов. В зонах, удаленных от высокотемпературной области, возникает холодная пластическая деформация. При наложении последующих слоев эти зоны становятся участками деформационного старения, приводящего к снижению пластических и повышению прочностных свойств металла и соответственно к возможному появлению холодных трещин. В сталях, содержащих углерод по верхнему пределу и повышенное количество марганца и хрома, вероятность образования холодных трещин увеличивается (особенно с ростом скорости охлаждения). Предварительный подогрев и последующая термообработка позволяют снимать остаточные сварочные напряжения и получать необходимые механические свойства сварных соединений из низколегированных сталей.По разрезаемости легированные стали делятся на аналогичные четыре группы с соответствующим значением показателя эквивалента углерода.Контрольные вопросы:1. На какие группы подразделяются углеродистые стали обыкновенного качества?2. Как подразделяются стали обыкновенного качества по степени раскисления?3. Стали какой группы применяются для изготовления сварных конструкций и почему?4. Что называется свариваемостью сталей?5. На какие группы углеродистые стали подразделяются по свариваемости?6. Охарактеризуйте III группу сталей по свариваемости.7. Чем вызвано образование холодных трещин?8. Чем отличаются легированные стали от углеродистых?9. Как обозначается высококачественная легированная сталь?10. Какие примеси в сталях считаются вредными?11. Как влияет марганец на свойства стали?12. Для чего вводят кремний и алюминий в состав сталей?13. Что вызывает возникновение горячих трещин в сталях?14. Какими мероприятиями можно предупредить образование горячих трещин в сталях?
Раздел ВторойДУГОВАЯ СВАРКА
Глава 1ТЕОРЕТИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ
Перенос Металла Через Дугу
При горении сварочной дуги происходит взаимодействие электрического и магнитного полей, в результате чего возникают электромагнитные силы, которые сжимают столб дуги (пинч-эффект). Эти силы направлены от наружной поверхности дуги к ее оси.Под действием сжимающих электромагнитных сил и высокой температуры на конце электрода происходит плавление металла, образование и отрыв капли, которая переносится на изделие. В зависимости от размера и скорости образования капель различают капельный и струйный перенос. Размер капель зависит от плотности сварочного тока и напряжения дуги. При увеличении плотности сварочного тока происходит уменьшение размера капель жидкого металла, а число их увеличивается. При повышении напряжения дуги размер капель жидкого металла увеличивается, а число их уменьшается. Для уменьшения разбрызгивания металла при дуговой сварке плавящимся электродом сварку проводят с повышенной плотностью сварочного тока при относительно малых значениях напряжения дуги или применяют импульсный режим сварки.При ручной сварке в виде капель переносится в сварочную ванну примерно 95 % электродного металла, остальное – это брызги и пары, значительная часть которых осаждается в разных местах на изделии.Капельный перенос происходит при сварке штучными покрытыми электродами. В этом случае большинство капель заключено в оболочку из шлака, образовавшегося из расплавляемого покрытия. Аналогичные процессы переноса металла электрода в шов наблюдаются при сварке под флюсом и сварке порошковой проволокой.Струйный процесс переноса металла характерен для сварки плавящимся электродом в защитных газах.При струйном переносе образуются мелкие капли, которые следуют друг за другом в виде непрерывной цепочки (струи). Струйный процесс переноса электродного металла возникает при сварке проволокой малого диаметра с большой плотностью тока. Например, при сварке полуавтоматом (механизированной) в аргоне проволокой (электродом) диаметром 1,6 мм струйный перенос металла осуществляется при критическом токе 300 А. При сварке на токах ниже критического наблюдается уже капельный перенос металла. Обычно струйный перенос электродного металла приводит к меньшему выгоранию легирующих элементов в сварочной проволоке и к повышенной чистоте металла капель и сварного шва. Скорость расплавления сварочной проволоки при этом увеличивается. Поэтому струйный перенос имеет преимущества перед капельным.При импульсно-дуговой сварке перенос металла через дугу имеет свои особенности. Импульсно-дуговая сварка плавящимся электродом имеет существенное преимущество по сравнению со сваркой неплавящимся и плавящимся электродами в защитных газах и другими видами сварки, так как с помощью специальной, системы создаются условия управляемого и направленного переноса металла с незначительными потерями металла на угар и разбрызгивание.Существуют две разновидности управляемого переноса металла. Первая состоит в том, что при каждом импульсе сварочного тока от электрода отделяется и переносится в сварочную ванну одна капля расплавленного металла (при сварке в среде аргона). Вторая разновидность состоит в том, что во время прохождения импульса сварочного тока большей длительности, чем в первом случае, происходит интенсивное плавление электрода со струйным переносом металла.Этот процесс переноса металла характерен для сварки активированным электродом на постоянном токе прямой полярности в активных и инертных газах, а также при сварке в аргоне постоянным током обратной полярности.Контрольные вопросы:1. Объясните сущность переноса металла через дугу в процессе сварки?2. Какие виды переноса металла через дугу вы знаете?3. Как влияют плотность тока и напряжение дуги на перенос капель жидкого металла в процессе сварки?4. При каких видах сварки происходят процессы капельного переноса металла через дугу?5. В чем особенности переноса металла через дугу при импульсно-дуговой сварке?
Основные Требования Безопасности Труда При Ручной Дуговой Сварке
При выполнении сварочных работ существуют опасности для здоровья рабочего:поражение электрическим током;поражение глаз и открытых поверхностей кожи лучами дуги; отравление вредными газами и пылью;ожоги от разбрызгивания электродного расплавленного металла и шлака;ушибы и порезы в процессе подготовки изделий под сварку и во время сварки.Поэтому, прежде чем приступить к сварочным работам, необходимо изучить на рабочем месте инструкцию по безопасным приемам обращения со сварочным оборудованием и расписаться в регистрационном журнале.После этого необходимо ознакомиться с порядком включения и выключения питающей сети высокого напряжения, убедиться в наличии актов обязательной ежегодной проверки заземления и сопротивления изоляции коммутационных проводов и электрододержателей.Во время сварки необходимо работать только в спецодежде. Куртка должна быть надета поверх брюк и застегнута, брюки должны закрывать обувь.Запрещается пользоваться неисправными сварочными щитками, разбитыми защитными светофильтрами. Нельзя производить сварочные работы при отключенной или неисправной системе вентиляции.После окончания работы электрододержатель должен находиться в таком положении, при котором исключался бы его контакт с токоведущими частями сварочного поста. Сварочное оборудование в процессе эксплуатации требует внимательного ухода и обслуживания. Сварщику необходимо принимать следующие меры:перед включением источника питания очистить его от пыли, грязи, случайно попавших огарков электродов или кусков сварочной проволоки;проверить надежность изоляции сварочных проводов и их соединения, при необходимости подтянуть крепление, изолировать место повреждения сварочного кабеля;убедиться в наличии заземления.Эти меры гарантируют длительную, надежную и безопасную работу источника питания.При включении источника питания могут быть обнаружены его дефекты или неисправности. В этом случае необходимо отключить источник питания и сообщить об этом мастеру, наладчику или электромонтеру для устранения неисправностей источника питания.Контрольные вопросы:1. Расскажите об обязанностях обучающихся перед проведением сварочных работ.2. Каковы правила пользования спецодеждой и сварочными щитками? Расскажите об обязанностях сварщиков по обслуживанию сварочного оборудования.
Сварочные Работы: Практическое Пособие Для Электрогазосварщика
Евгений Максимович Костенко
· Введение
· Раздел первый
o Глава 1
§ 1. Общие сведения об основных видах сварки
§ 2. Классификация сварки плавлением
§ 3. Сущность основных способов сварки плавлением
o Глава 2
§ 1. Основные типы сварных соединений
§ 2. Классификация и обозначение сварных швов
§ 3. Конструктивные элементы сварных соединений
o Глава 3
§ 1. Углеродистые стали
§ 2. Легированные стали
· Раздел второй
o Глава 1
§ 1. Сварочная дуга и сущность протекающих в ней процессов
§ 2. Условия зажигания и устойчивого горения дуги
§ 3. Перенос металла через дугу
§ 4. Особенности металлургических процессов при сварке, влияние кислорода, азота и водорода, содержащихся в воздухе, на металл шва
§ 5. Металлургические процессы при сварке под флюсом и в защитных газах
§ 6. Тепловые процессы при электрической сварке плавлением
§ 7. Формирование и кристаллизация металла шва, строение зоны термического влияния
§ 8. Старение и коррозия металла сварных соединений
§ 9. Классификация напряжений и деформаций
o Глава 2
§ 1. Оборудование сварочного поста для ручной дуговой сварки
§ 2. Основные требования безопасности труда при ручной дуговой сварке
§ 3. Общие сведения об источниках питания
Евгений Максимович КостенкоСварочные Работы: Практическое Пособие Для Электрогазосварщика
Введение
В условиях научно-технического прогресса особенно важно развитие определяющих его областей науки, техники и производства. К ним могут быть отнесены сварка и резка металлов, которые во многих отраслях промышленности являются одними из основных факторов, определяющих темпы технического прогресса, и оказывают существенное влияние на эффективность общественного производства. Практически нет ни одной отрасли машиностроения, приборостроения и строительства, в которой не применялись бы сварка и резка металлов.Сварное исполнение многих видов металлоконструкций позволило наиболее эффективно использовать заготовки, полученные прокаткой, гибкой, штамповкой, литьем и ковкой, а также металлы с различными физико-химическими свойствами. Сварные конструкции по сравнению с литыми, коваными, клепаными и т. п. являются более легкими и менее трудоемкими. С помощью сварки получают неразъемные соединения почти всех металлов и сплавов различной толщины – от сотых долей миллиметра до нескольких метров.Основоположниками электрической дуговой сварки металлов и сплавов являются русские ученые и изобретатели.По уровню развития сварочного производства СССР являлся ведущей страной в мире. И впервые осуществил эксперимент по ручной сварке, резке, пайке и напылению металлов в открытом космосе.Успешно ведутся работы в специализированном институте сварочного профиля – Институте электросварки им. Е. О. Патона АН Украины (ИЭС).Рост технического прогресса – введение в эксплуатацию сложного сварочного оборудования, автоматических линий, сварочных роботов и т. д. – повышает требования к уровню общеобразовательной и технической подготовки кадров рабочих-сварщиков. Цель настоящей книги – помочь учащимся профессионально-технических училищ, учебно-курсовых комбинатов, а также учащимся при подготовке на производстве освоить профессию электрогазосварщика.
Раздел ПервыйОБЩИЕ СВЕДЕНИЯ О СВАРКЕ, СВАРНЫХ СОЕДИНЕНИЯХ И ШВАХ
Глава 1КРАТКАЯ ХАРАКТЕРИСТИКА ОСНОВНЫХ ВИДОВ СВАРКИ
cyberpedia.su
Виды электродуговой сварки плавлением. сущность процессов. Электрическая сварочная дуга и ее свойства. Источники питания для дуговой сварки, требования к ним и их характеристики — Материаловедение
Виды электродуговой сварки плавлением. сущность процессов.
Электрическая сварочная дуга представляет собой мощный электрический разряд, протекающий в газовой среде. Дуговой разряд характеризуется двумя основными особенностями: выделением значительного количества тепла и сильным световым эффектом. Температура обычной сварочной дуги около 6000°С.Свет дуги ослепительно яркий и используется в различных осветительных устройствах. Дуга излучает большое количество видимых и невидимых тепловых (инфракрасных) и химических (ультрафиолетовых) лучей. Невидимые лучи вызывают воспаление глаз и обжигают кожу человека, поэтому для защиты от них сварщики применяют специальные щитки и спецодежду.В зависимости от среды, в которой происходит дуговой разряд, различают следующие сварочные дуги:1. Открытая дуга. Горит в воздухе. Состав газовой среды зоны дуги— воздух с примесью паров свариваемого металла, материала электродов и электродных покрытий.2. Закрытая дуга. Горит под слоем флюса. Состав газовой среды зоны дуги — пары основного металла, материала электрода и защитного флюса.3. Дуга с подачей защитных газов. В дугу подаются.под давлением различные газы — гелий, аргон, углекислый газ, водород, светильный газ и различные смеси газов. Состав газовой среды в зоне дуги — атмосфера защитного газа, пары материала электрода и основного металла.Питание дуги может осуществляться от источников постоянного или переменного тока. В случае питания постоянным током различают дугу прямой полярности (минус источника питания на электроде, плюс — на основном металле) и обратной полярности (минус на основном металле, плюс на электроде). В зависимости от материала электродов дуги различают с плавким (металлическим) и неплавким (угольным, вольфрамовым, керамическим и др.) электродами.При сварке дуга может быть прямого действия (основной металл участвует в электрической цепи дуги) и косвенного действия (основной металл не участвует в электрической цепи дуги). Дуга косвенного действия применяется сравнительно мало.Плотность тока в сварочной дуге может быть различна. Применяются дуги с нормальной плотностью тока — 10—20 а/мм2 (обычная ручная сварка, сварка в некоторых защитных газах) и с большой плотностью тока — 80—120 а/мм2 и больше (автоматическая, полуавтоматическая сварка под флюсом, в среде защитных газов).Возникновение дугового разряда возможно только в случае, когда газовый столб между электродом и основным металлом будет ионизирован, т. е. будет содержать ионы и электроны. Это достигается тем, что газовой молекуле или атому сообщается соответствующая энергия, называемая энергией ионизации, в результате чего из атомов и молекул выделяются электроны. Среду дугового разряда можно представить газовым проводником электрического тока,имеющим круглоцилиндрическую форму. Состоит дуга из трех областей — катодная область, столб дуги, анодная область.Во время горения дуги на электроде и основном металле наблюдаются активные пятна, которые представляют собой нагретые участки на поверхности электрода и основного металла; через эти пятна проходит весь ток дуги. На катоде пятно именуется катодным, на аноде — анодным. Сечение средней части столба дуги несколько больше размеров катодного и анодного пятен. Его размер соответственно зависит от размеров активных пятен.Напряжение дуги изменяется в зависимости от плотности тока. Эта зависимость, изображенная графически, называется статической характеристикой дуги. При малых значениях плотности тока статическая характеристика имеет падающий характер, т. е. напряжение дуги уменьшается по мере увеличения тока. Это обусловлено тем, что с увеличением тока площадь сечения столба дуги и электропроводность увеличиваются, а плотность тока и градиент потенциала в столбе дуги уменьшаются. Величина катодного и анодного падений напряжений дуги не изменяется от величины тока и зависит только от материала электрода, основного металла, газовой среды и давления газа в зоне дуги.При плотностях тока сварочной дуги обычных режимов, применяемых при ручной сварке, напряжение дуги не зависит от величины тока, так как площадь сечения столба дуги увеличивается пропорционально току, а электропроводность изменяется весьма мало, и плотность тока в столбе дуги практически остается постоянной. При этом величина катодного и анодного падений напряжений остается неизменной. В дуге большой плотности тока при увеличении силы тока катодное пятно и сечение столба дуги не могут увеличиваться, хотя плотность тока возрастает пропорционально силе тока. При этом температура и электропроводность столба дуги несколько повышаются.Напряжение электрического поля и градиент потенциала столба дуги будут возрастать с увеличением силы тока. Катодное падение напряжения увеличивается, вследствие чего статическая характеристика будет носить возрастающий характер, т. е. напряжение дуги с увеличением тока дуги будет возрастать. Возрастающая статическая характеристика является особенностью дуги высокой плотности тока в различных газовых средах. Статические характеристики относятся к установившемуся стационарному состоянию дуги при неизменной ее длине.Устойчивый процесс горения дуги при сварке может происходить при соблюдении определенных условий. На устойчивость процесса горения дуги влияет ряд факторов; напряжение холостого хода источника питания дуги, род тока, величина тока, полярность, наличие индуктивности в цепи дуги, наличие емкости, частота тока и др.Способствуют улучшению устойчивости дуги увеличение тока, напряжения холостого хода источника питания дуги, включение индуктивности в цепь дуги, увеличение частоты тока (при питании переменным током) и ряд других условий. Устойчивость может быть также существенно улучшена за счет применения специальных электродных обмазок, флюсов, защитных газов и ряда других технологических факторов.
Электрическая сварочная дуга и ее свойства . При этом способе сварку выполняют вручную штучными покрытыми электродами.
Покрытый электрод представляет собой металлический стержень с нанесенным на его поверхность покрытием (обмазкой).
Покрытие электродов готовят из порошкообразной смеси различных компонентов.
Его назначение — повысить устойчивость горения дуги, провести металлургическую обработку сварочной ванны, обеспечить защиту расплавленного металла от атмосферных газов и улучшить качество сварки.
Источники питания для дуговой сварки, требования к ним и их характеристики. Источником нагрева при дуговых способах сварки служит сварочная дуга, представляющая собой устойчивый электрический разряд, происходящий в газовой среде между двумя электродами или электродом и деталью. Для поддержания разряда необходимой продолжительности разработаны специальные источники.
При питании дуги переменным током применяют сварочные трансформаторы, при сварке на постоянном токе — сварочные генераторы или сварочные выпрямители.
По характеру защиты свариваемого металла и сварочной ванны от окружающей среды существуют способы дуговой сварки с шлаковой, газошлаковой и газовой защитой.
По виду электродного материала различают дуговую сварку плавящимися и неплавящимися электродами. Плавящимися электродами служат металлические проволоки и стержни из стали, сплавов алюминия, титана, никеля, меди и других металлов; неплавящимися — угольные, графитовые, вольфрамовые стержни.
ifreestore.net
Сварочная Дуга И Сущность Протекающих В Ней Процессов
Состояние любого вещества характеризуется взаимосвязью молекул и атомов. Различают три основных состояния: твердое, жидкое и газообразное. В каждом случае расстояние между молекулами будет различным. В твердом и жидком состояниях расстояния между молекулами очень малы, этим объясняется малая сжимаемость этих веществ и общее их название – «конденсированное состояние». В газах расстояние между молекулами значительно больше, поэтому они могут сравнительно легко сжиматься под воздействием внешнего давления. Этим объясняется различие в электропроводности газов и веществ, находящихся в конденсированном состоянии. В твердых и жидких веществах крайние электроны, далеко отстоящие от ядра своих атомов, легко теряют связь с ядром и свободно перемещаются по веществу. Такие свободные электроны называются электронами проводимости и являются носителями тока в проводнике. В газах электроны притягиваются только к своим ядрам, поэтому при обычных условиях газы ток не проводят, но в электрической дуге газы ионизируются и приобретают электропроводность.Сварочной дугой называют разряд электрического тока в газовой среде между находящимися под напряжением твердыми или жидкими проводниками (электродами), который является концентрированным источником теплоты и используется для расплавления металла при сварке.Электрические заряды в сварочной дуге переносятся заряженными частицами – электронами, а также положительно и отрицательно заряженными ионами. Процесс, при котором в газе образуются положительные и отрицательные ионы, называется ионизацией, а такой газ – ионизированным. Зажигание дуги при сварке плавящимся электродом начинается с короткого замыкания электрода с основным металлом. Из-за шероховатости поверхности электродов касание при коротком замыкании происходит отдельными выступающими участками, которые мгновенно расплавляются под действием выделяющейся теплоты, образуя жидкую перемычку между основным металлом и электродом. При отводе электрода жидкая перемычка растягивается, сечение ее уменьшается, электрическое сопротивление и температура возрастают. Когда расплавленный металл перемычки достигает температуры кипения, пары металла легко ионизируются и возникает дуга. Возникновение дуги длится доли секунды.Дуга, горящая между электродом и изделием на воздухе, называется свободной. Свободная дуга (рис. 13) состоит из трех зон: катодной с катодным пятном, служащим для эмиссии (выхода) электронов; анодной с анодным пятном, бомбардирующимся электронным потоком, и столба дуги, который занимает промежуточное положение между катодной и анодной зонами.

Рис. 13. Схема строения свободной дуги: 1 – электрод; 2—катодная зона; 3—столб дуги; 4—анодная зона; 5 – изделие; /д – длина дуги (расстояние между торцом электрода и поверхностью сварочной ванны)Температура в зоне столба дуги при сварке достигает 6 000—7 000 °С в зависимости от плотности сварочного тока. Сварочные дуги классифицируются:по применяемым электродам – дуга с плавящимся электродом и с неплавящимся электродом;по степени сжатия дуги – свободная и сжатая дуга;по схеме подвода сварочного тока – дуга прямого и косвенного действия;по роду тока – дуга переменного тока (однофазная и трехфазная) и дуга постоянного тока;по полярности постоянного тока – дуга на прямой полярности и дуга на обратной полярности;по виду статической вольтамперной характеристики – дуга с падающей, жесткой и возрастающей характеристикой (рис. 14).Дугу называют «короткой», если длина ее составляет 2—4 мм. Длина «нормальной» дуги 4—6 мм. Дугу длиной более 6 мм называют «длинной».

Рис. 14. Статическая вольт-амперная характеристика дуги в общем видеКонтрольные вопросы:1. Назовите три основных состояния вещества и в чем их различие.2. Почему газы в обычных условиях не проводят электрический ток?3. Что называют сварочной дугой?4. Чем переносятся электрические заряды в сварочной дуге?5. Расскажите о зажигании дуги.6. Расскажите о строении свободной дуги.7. Расскажите о классификации сварочных дуг.8. Какие дуги называются «короткими», «нормальными» и «длинными»?
student2.ru