Cварочные аппараты для стыковой сварки полиэтиленовых труб. Сварочные машины для стыковой сварки полиэтиленовых труб
Сварочный аппарат стыковой сварки полиэтиленовых ПЭ/ПНД труб
Сварочные аппараты для сварки полиэтиленовых труб, предлагаемые на сайте нашей компании, могут применяться для выполнения работ различной сложности. У нас можно приобрести оборудование для сварки полиэтиленовых труб, качество которых отвечает международным стандартам, что подтверждено соответствующими сертификатами. В нашем ассортименте имеются сварочные машины для ПЭ труб для проведения сварочных работ на трубопроводах различных диаметров.
Купить аппарат для сварки полиэтиленовых труб
Компания «Техстрой» представляет широкий ассортимент оборудования для сварки. У нас вы можете купить сварочный аппарат для сварки ПЭ/ПНД труб, а с ценами можно ознакомиться в прайс-листе на нашем сайте.
Предлагаем Вашему вниманию сварочные машины c гидравлическим приводом торговой марки «WELTECH», Турция.
ООО «Техстрой» является эксклюзивным дистрибьютором «WELTECH» на территории Российской Федерации.
Компактные, транспортабельные машины применяется в полевых условиях, на строительной площадке, в цеху и в стесненных условиях для стыковой сварки полиэтиленовых труб и соединительных деталей диаметром от 40 мм до 1600 мм.
Сварочные машины для полиэтиленовых труб поставляются как с электрогидравлическим приводом, так и с блоком протоколирования CNC.
Основные достоинства ПЭ труб и комплектующих:
- удобство при проведении монтажных работ;
- безопасность, практичность и экологичность;
- сравнительно невысокая цена.
Сварочный аппарат для стыковой сварки полиэтиленовых труб отличается своей практичностью и универсальностью. С его помощью сварка может производиться при сложных погодных условиях и в широком температурном диапазоне, составляющем -15–500 С. Все работы с изделиями ПНД отличаются большой эффективностью, благодаря высоким техническим и эксплуатационным характеристикам таких сварочных аппаратов.
С каждым годом сварочные аппараты для сварки полиэтиленовых труб обретают все большую популярность. Это обусловлено растущей востребованностью полимерных материалов, таких как полиэтилен (ПЭ), полипропилен (ПП) и ПВХ. Все изделия, выполненные из такого материала, используются в качестве альтернативы стальным элементам трубопроводов. Они отличаются продолжительностью срока службы и высокими эксплуатационными качествами.
Обустройство ПНД систем предполагает применение сварочных аппаратов для труб из полиэтилена. С их помощью достигается высокая степень прочности сварочного шва, а гибкость трубопровода при этом сохраняется.
При выполнении сварочных работ используются специальные фитинги, оснащенные электронагревательными спиралевидными элементами. В зависимости от специфики ПНД труб и фитингов могут использоваться как стыковые, так и электромуфтовые сварочные аппараты. Последние могут быть оснащены функцией протоколирования хода работ, а стыковые разделяются на механические и ручные.
tehstroi.ru
| Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек - в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации. Сварочные экраны и защитные шторки - в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России! Основным элементом оборудования для стыковой сварки являются сварочные машины. Сварочные машиныМашины по конструкции и назначению весьма разнообразны и их классификация производится по тем же признакам, которые приняты для точечных и шовных машин, например, по виду сварки: для сварки сопротивлением и оплавлением, роду тока, назначению и т. д.; аналогичны и электрические характеристики машин. Типовая схема универсальной машины для стыковой сварки приведена на рис. 21.5. Она состоит из станины 8, сварочного трансформатора 9, вторичного контура 10, подвижной 4 и неподвижной 11 плит, токоподводов (губок) 3 для закрепления деталей, зажимных цилиндров 1 и 2, привода подачи 5, направляющих 6 и блока системы управления 7. Наиболее широко применяются машины переменного тока (табл. 21.4), которые обозначаются по виду сварки с указанием наибольшего тока (кА) и номера модели. Например, МСС-1601 — машина для стыковой сварки сопротивлением, Iсв. max= 16 кА, модель № 1 (ГОСТ 297—80). Машины ИЭС им. Е. О. Патона обозначаются буквой К с указанием модели, например К-617 и т. д. Используется ряд специализированных машин, например, МС-401 для сварки ленточных пил, МСО-1601 для сварки цепей, для сварки железнодорожных рельсов на путях (К-155 и К-355) и в стационарных условиях (К-190 П). Машины К-354. К-393 и К-375 предназначены для сварки легких сплавов сечением до ≤2 дм2 (К-354). Сварка труб диаметром ≤1,02 м в полевых условиях производится на полустационарных (ТКУС) и передвижных установках (ТКУП). Для сварки труб диаметром 1,42 м со стенкой толщиной 16,5—20 мм используются комплексы «Север» с машиной К 700, которая вводится внутрь трубы. В приборостроении и радиоэлектронике применяются конденсаторные машины для соединения деталей малого диаметра до 1—2 мм. Известны и машины постоянного тока, например, для сварки оплавлением тонкостенных деталей из титановых сплавов, сварки сопротивлением цепей (в Японии). Системы управления оборудованиемСистема управления обеспечивает включение и выключение тока, регулирование силы тока (вторичного напряжения), обеспечивает определенную временную программу выполнения операций зажатия, подогрева, оплавления, осадки, снятия грата, термообработки в машине, перемещение деталей и т. д. На простых машинах малой мощности программирование осуществляется конечными выключателями. Более сложные системы управления основаны на применении кулачковых устройств, которые задают скорость перемещения деталей, длительность нагрева (оплавления), момент приложения усилия осадки и его величину. На мощных машинах (К-190П, К-355 и т. д.) используются релейные системы управления. Вторичное напряжение изменяют переключением ступени трансформатора или регулированием угла включения тиристорного контактора. Скорость движения плиты изменяют, варьируя число оборотов ротора двигателя электромеханического привода. Наиболее совершенными являются адаптивные системы управления с обратными связями, например, по температуре, частоте пульсаций тока при оплавлении, позволяющие обеспечить высокое качество соединений при действии возмущающих факторов. Приспособления и оснасткаДля установки и центрирования деталей, подвода к ним тока, в машинах имеются зажимные токоподводящие устройства с винтовыми (усилие зажатия до 40 кН), рычажными, эксцентриковыми, пневматическими (до 100 кН), гидравлическими (50 мН) и электромеханическими приводами. Электроды изготовляются из меди или бронзы (БрНБТ, БрНК, МЦ2, МЦЗ и т. д.). Их форма соответствует свариваемым деталям для предотвращения проскальзывания. Приводы перемещения или подачи плиты обеспечивают относительное медленное движение детали при нагреве (оплавлении) и быстрое при осадке. Известны приводы, в частности, пружинные (усилие до 1 кН), рычажные (до 50 кН), электромеханические (кулачковые — до 75 кН) и гидравлические (до 3 МН). Машины-автоматыПоточные автоматизированные машины Известен ряд машин-автоматов, например, для сварки цепей. Сначала прутки разрезаются на заготовки требуемой длины, загибаются звенья, вяжется цепь и подается под стальные зажимы с медными электродами. Стык звена подогревается, оплавляется и сваривается. Грат зачищается резцовой головкой. После сварки звенья подвергают закалке и отпуску. Например, установка УСО-2501, выпускаемая ПЗТЭСО, предназначена для стыковой сварки оплавлением с предварительным подогревом высокопрочных цепей калибров 22—30 мм для горных машин. Автоматически выполняется сварка, зачистка грата и перемещение цепи на два шага. Система управления выполнена на бесконтактных элементах с применением микросхем. Производительность машины 3—4,5 стыков в мин. Стыковые машины устанавливаются в автоматические поточные линии, в частности изготовления колес легкового автомобиля ВАЗ. В этой линии кроме сварки обода осуществляется правка полосы, закатка обода, обрезка грата и профилирование обода. Часовая производительность такой линии 720 колес. При производстве труб, приварке к ним ребер широко используется высокочастотная стыковая сварка. На рис. 21.6 приведена схема автоматической трубосварочной установки. Лента из рулонов с конвейера 1 и разматывателя 2 правится в валках 3 и после обрезки концов на ножницах 4 сваривается в непрерывную полосу на стыковой машине 5. Непрерывность этих операций обеспечивается петлеобразователем 6. Далее полоса подается в формовочное устройство 7 и поступает в сварочную машину 8, где производится нагрев в индукторе и сварка продольного шва заготовки. Трубы охлаждаются до 50—60°С в холодильнике 9 водовоздушной смесью, калибруются на стане 10, вновь нагреваются в индукционной печи 11, направляются на редукционный стан 12, а затем на резку летучей пилой 13 и на участки отделки 14 и 15. Волченко В.Н. Сварка и свариваемые материалы т.2. -M.1996 См. также: Контактная стыковая сварка |
www.samsvar.ru
Компактный аппарат для стыковой сварки пластиковых труб Weldas 110S
Компактный сварочный аппарат Weldas 110S предназначен для сварки встык полиэтиленовых, полипропиленовых и термопластиковых труб диаметром от 32 до 110 мм, а также для приварки к трубам фасонных изделий. Weldas 110S отлично применим для сварки труб и фитингов из термопластов всех SDR и PN, в труднодоступных местах (под потолком, в углах, подвалы, канализационные колодцы и т.д.), на строительных объектах, в полевых условиях, а также для сварки ответственных трубопроводов. Имеет точную регулировку давления сварки, малый вес и габаритные размеры.
Особенности конструкции
- Жёсткая, сварная конструкция центратора имеет малый вес и облегчает сварку термопластиков на весу. Направляющее центатора имеют покрытие хром-никель. Центатор можно фиксировать на плоскости при помощи винтов.
- Аппарат имеет встроенный электронный датчик и блок цифрового индикатора, что облегчает и делает точным процесс сварки. Индикатор показывает, на дисплее, значение давления сварки до сотых долей.
- Конструкция аппарата предусматривает съёмный блок цифрового индикатора – это облегчает производить процесс сварки в труднодоступных местах
- Центратор аппарата имеет опцию ускоренного зажима хомутов – это позволяет затрачивать меньше времени на зажим и разжим хомутов
- Центатор аппарата имеет опцию ускоренного перемещения подвижного хомута. Центатор дополнительно комплектуется электрическим приводом.
- Аппарат транспортируется и храниться в универсальном, эргономичном ящике. Во время процесса сварки, универсальный кронштейн ящика является подставкой для торцевателя и нагревателя.
Комплектация
- центратор с ручным винтовым приводом и зажимами на 110 мм
- электронный блок регулировки давления сварки
- механический торцеватель труб
- электрический нагревательный элемент
- комплект переходных вкладышей 32-90 мм
- стальной ящик для транспортировки
Технические характеристики
|
Наименование |
Weldas 110S |
|
Артиткул |
110S |
|
Питание |
230 В, 50/60 Гц |
|
Мощность |
2x1 кВт |
|
Диаметр свариваемых труб |
32 мм – 110 мм |
|
Свариваемые материалы |
Полиэтилен, полипропилен |
|
Рабочее давление |
> PN10 |
|
Привод |
Механический |
| Максимальное усилие привода | 100 кгс |
|
Вкладыши в комплекте |
32, 40, 63, 75, 90 мм |
|
Габариты |
285 х 335 х 430 мм |
|
Вес (аппарат) |
6 кг |
| Вес (комплект) | 24 кг |
Синонимы: аппарат для стыковой сварки Аквапластсервис Weldas 110S, стыковая сварка пластиковых труб AQUAPLASTSERVICE Weldas 110S, сварка полиэтиленовых труб встык
www.pipe-welding.ru
Стыковая сварка пластиковых труб сварочными машинами
1. Принципиальные положения

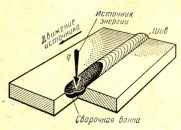
Рисунок №1 «Сварка встык»
Сварка встык заключается, в принципе, в нагреве торцов свариваемых труб до расплавления материала и в последующем сжатии нагретых торцов для остывания.
Однако, реализация этой простой идеи требует аккуратного выполнения целого ряда условий для получения качественного сварного соединения.
Современные автоматизированные аппараты для стыковой сварки существенно снижают влияние человеческого фактора на качество стыкового сварного соединения, но полностью его не устраняют.
2. Состав оборудования
Минимальный состав оборудования показан на рис. 2 и 3 и зависит от типа привода аппарата.
 Рисунок №2 «Состав оборудования с механическим приводом для стыковой сварки»
Рисунок №2 «Состав оборудования с механическим приводом для стыковой сварки»
 Рисунок №3 «Состав оборудования с гидравлическим приводом для стыковой сварки»
Рисунок №3 «Состав оборудования с гидравлическим приводом для стыковой сварки»В состав оборудования обязательно входит:
- центратор с одним или двумя неподвижными зажимами для трубы (1) и одним или двумя подвижными зажимами (2).
- Центратор располагается на раме (3).
- Подвижные хомуты приводятся в движение с помощью давления масла в гидросистеме, производимогогидравлическим агрегатом, или с помощью ручки механического привода (4).
- Для очистки и выравнивания торцов свариваемых труб перед нагревом служит торцеватель (5), который может быть электрическим или механическим.
- Для нагрева свариваемых торцов предназначено сварочное зеркало (6).
- Торцеватель и зеркало могут быть закреплены на раме центратора, а могут храниться на подставке (7).
- Для фиксации труб различных диаметров служат сменные вкладыши (7) для подвижного и неподвижного зажимов центратора
3. Подготовка к сварке
Свариваемые части трубопровода должны быть зафиксированы в центраторе (см. рис. 4) сварочного аппарата. Как правило, центратор жестко крепит одну трубу и обеспечивает осевое перемещение второй трубы. Для устранения трения подвижной трубы о землю целесообразно пользоваться, например, роликовыми упорами. Кроме коаксиальной фиксации труб, фиксатор обеспечивает перемещение подвижной трубы в направлении неподвижной трубы с контролируемым усилием. Наиболее распространенные способы создания усилия – механический (вращение ручки привода) и гидравлический.
 Рисунок №4 «Фиксация труб в центраторе»
Рисунок №4 «Фиксация труб в центраторе» Для предотвращения прилипания трубы к нагретому инструменту и для облегчения удаления нагретого инструмента из зоны сварки после нагрева, поверхность инструмента, как правило, покрыта тефлоном. Тефлоновые покрытия также облегчают очистку инструмента.
После фиксации труб их торцы выравниваются и торцевателем (см. рис. 5), который представляет собой дисковый рубанок. Свариваемые поверхности необходимо прижать к рабочим поверхностям торцевателя и обработать до достижения ровной плоской поверхности. Для максимального приближения формы готовой поверхности к идеальной плоскости глубина торцевания за один проход ножа торцевателя не должна превышать 0,2 мм. Торцеватель обеспечивает последующее плотное прилегание свариваемых торцов труб к поверхности нагретого инструмента, а также удаляет возможные загрязнения и оксидный слой.
Момент окончания торцевания легко определить визуально по появлению сплошной кольцевой стружки с обеих сторон торцевателя.
Не останавливая торцеватель, ослабьте усилие прижима и отведите подвижную трубу от торцевателя. Это позволит плавно и без задиров закончить торцевание.
 Рисунок №5 «Установка торцевателя между свариваемыми торцами труб»
Рисунок №5 «Установка торцевателя между свариваемыми торцами труб»После торцевания необходимо чистым инструментом удалить стружку из зоны сварки, особенно – изнутри трубы.
Не касайтесь свариваемой поверхности руками!
После удаления стружки сведите трубы и проверьте плотность прилегания свариваемых поверхностей. Остаточный зазор не должен превышать значения, указанного в табл. 1. Кроме того, несовпадение стенок свариваемых труб должно быть не более 10% толщины трубы. Некоторые конструкции центраторов позволяют в случае необходимости уменьшить несовпадение специальными регулировками соосности. Отторцованные трубы должны выступать из фиксирующих зажимов центратора на расстояние не менее толщины стенки этих труб (см. п.5).
Таблица №1 «Максимально допустимая величина зазора между торцами труб»
|
Наружный диаметр трубы, мм |
Ширина зазора, мм |
|
≤ 355 |
0,5 |
|
400 … < 630 |
1,0 |
|
630 … < 800 |
1,3 |
|
800 … < 1000 |
1,5 |
4. Создание грата
Нагревательный элемент (т.н. сварочное зеркало), нагретый до необходимой температуры (см. рис. 7 и 8) располагается между свариваемыми торцами труб, затем торцы труб прижимаются к нагревательному элементу для предварительного нагрева.При небольшом увеличении видно, что гладкая на вид поверхность сварочного зеркала на самом деле имеет неровности. Поверхность торца трубы, обработанная торцевателем, тоже всё-таки отличается от идеальной плоскости. Поэтому для достижения равномерного контролируемого нагрева свариваемых торцов необходимо в первый момент эти торцы прижать к нагретому сварочному зеркалу с существенным усилием. Через короткое время материал свариваемых поверхностей оплавляется и плотно прижимается к поверхности сварочного зеркала, увеличивая площадь теплопереноса до 100% площади торца трубы.
Каким должно быть усилие прижима при предварительном нагреве? Усилие это, очевидно, ограничено двумя условиями:
- Создаваемое давление должно быть как можно больше, чтобы 100%-ный тепловой контакт между торцом трубы и сварочным зеркалом был достигнут как можно быстрее;
- Создаваемое давление должно быть не очень большим, чтобы выдавливаемый материал был вполне расплавленным и текучим.
В результате нагрева под давлением по внешнему и внутреннему периметру торца трубы выступает валик пластифицированного материала, который называется гратом (см. рис. 1). Отрицательной особенностью грата является некоторое уменьшение условного прохода трубы после завершения сварки; поэтому, в частности, детали безнапорной канализации не рекомендуется соединять с помощью сварки.
Однако, грат увеличивает толщину стенки трубы в месте сварного шва. Если учесть, что любой полимер при нагреве до пластического состояния в большей или меньшей степени подвергается термическому шоку, то увеличение толщины стенки в зоне сварного шва – это единственный способ достичь здесь прочности не ниже прочности исходной трубы. Поэтому нагрев с приложением усилия продолжают и после того, как достигнут 100% тепловой контакт между сварочным зеркалом и торцом трубы – пока грат не достигнет рекомендуемой величины. Очевидная закономерность: необходимая высота грата тем больше, чем больше толщина стенки свариваемых труб (или толщина свариваемых листов). Оптимальная высота грата к моменту окончания предварительного нагрева определена для каждой толщины свариваемых изделий и для различных термопластов, она указывается в сварочных таблицах (см. табл. 2).
Замечание: Занижение давления прижима при создании грата ведет лишь к отсрочке момента 100%-ного контакта между торцом трубы и поверхностью зеркала. Дополнительное время, которое в этом случае требуется на создание грата, нельзя считать потерянным, т.к. большая его часть – это уже, фактически, начало основного нагрева (см. п.5).
А вот превышение давления при создании грата ведет к выдавливанию недогретого материала, который формирует грат неправильной формы и не обеспечивает должного усиления шва.
5. Основной нагрев поверхностей
В течение времени нагрева, которое начинается после создания грата нужной высоты, давление прижима – почти нулевое:- это давление должно быть ничтожно мало, чтобы не вызывать дальнейшего увеличения грата, однако
- это давление должно быть достаточным, чтобы гарантировать контакт торцов трубы со сварочным зеркалом.
На рис. 6 показано изменение давления прижима в ходе сварочного процесса.
 Рисунок №6 «Изменение давления прижима в ходе сварочного процесса»
Рисунок №6 «Изменение давления прижима в ходе сварочного процесса»Отличительной особенностью стыковой сварки является медленный глубокий нагрев поверхностей сварочным зеркалом, нагретым до сравнительно невысокой температуры (около 200-210°С).
Теоретически, для сварки более толстостенных изделий рекомендуется применять более низкую температуру зеркала в течение более длительного времени (см. рис. 7 и 8), чтобы прогреть толстостенное изделие (трубу) на большую глубину. С другой стороны, погрешности оборудования и окружающая среда вносят отклонения температурного режима больше, чем рекомендуемые изменения настроек температуры в зависимости от толщины стенки трубы. Поэтому на практике температура зеркала не зависит от толщины стенки трубы.
Замечание: Рекомендуемые и общепринятые режимы нагрева труб и листов (температура и время) подобраны таким образом, что обеспечивают плавный прогрев материала на глубину, приблизительно равную толщине стенки трубы или толщине листа (см. рис. 9). Это обстоятельство рекомендуется учитывать при фиксации труб и торцевании. Отторцованная труба должна выступать из зажимов центратора на длину не менее толщины стенки трубы.
 Рисунок №7 «Температура сварочного зеркала для ПНД»
Рисунок №7 «Температура сварочного зеркала для ПНД»
 Рисунок №8 «Температура сварочного зеркала для ПП»
Рисунок №8 «Температура сварочного зеркала для ПП»При температуре сварочного зеркала около 200°С и при температуре окружающей среды около комнатной скорость прогрева материала в глубину поддается точному расчету (для ПНД условно считается приблизительно равной 1мм за 10 сек). Эта скорость определяет рекомендуемое время нагрева в зависимости от толщины стенки трубы (см. табл. 2).

Рисунок №9 «График распределения температуры в трубах с разной толщиной стенки»
6. Перестановка
После нагрева поверхностей решающее значение имеет быстрое удаление нагретого инструмента и совмещение нагретых свариваемых поверхностей. При этом необходимо не смять, не запачкать и не повредить другим способом нагретые поверхности! Максимально допустимое время на отведение подвижной трубы, удаление сварочного зеркала и сведение торцов труб называется временем перестановки и указывается в сварочных таблицах. Превышение этого времени ведет к остыванию оплавленных торцов и, как следствие, к плохому качеству шва. Очевидно, что для более толстостенных изделий допустимое время перестановки выше (см. табл. 2).Замечание: Во время перестановки нагретый материал, контактируя с воздухом, быстро окисляется. Кроме того, тонкий слой нагретой поверхности успевает немного остыть. Поэтому следует стремиться к уменьшению времени перестановки.
Скорость сведения труб в момент их контакта должна быть как можно ближе к нулю. Приложение значительного давления в первый момент контакта приведет к выдавливанию расплавленного материала из зоны шва и, к тому же, сильно увеличит высоту грата.
7. Осадка
От момента контакта свариваемых поверхностей, по мере остывания материала, давление прижима поверхностей необходимо медленно и плавно увеличивать до рекомендуемого давления охлаждения. При увеличении давления расплавленный материал частично выдавливается из зоны шва и течет в направлении наружного и внутреннего грата, при этом тонкий слой материала, окислившийся и остывший во время перестановки, смешивается с более глубокими слоями и не оказывает отрицательного влияния на качество шва. Экспериментально определенное оптимальное время, в течение которого должно быть плавно достигнуто давление охлаждения, известно как время осадки и указывается в сварочных таблицах (см. табл. 2). Во время осадки и на первом этапе последующего охлаждения происходит окончательное формирование грата.8. Охлаждение
При охлаждении окончательно формируется зона сварного соединения. Основная идея этого процесса состоит в том, чтобы толщина стенки трубы в зонах, прилегающих к сварному шву, увеличилась. Причем это увеличение должно быть тем больше, чем больше был нагрет (подвергся термической деградации) материал в данной точке. Рекомендуемые режимы нагрева и осадки подобраны таким образом, что оптимальным для охлаждения является усилие прижима, равное усилию при предварительном нагреве.После осадки давление прижима деталей сохраняется постоянным до полного охлаждения при комнатной температуре. Время охлаждения зависит от материала и толщины стенки свариваемых труб (или толщины листов) и указывается в сварочных таблицах (см. табл. 2).
Не следует пробовать ускорить остывание (применение холодной воды или пр.) – это приведет к созданию внутренних напряжений в материале и, как результат, к снижению прочности шва.
После остывания сваренные части можно вынуть из аппарата.
Замечание: Перед раскрытием зажимов, фиксирующих трубы в фиксаторе, не забудьте сбросить усилие прижима до нуля!
Таблица №2 «Основные параметры для сварки встык труб из ПНД»
|
Толщина стенки, мм |
Температура сварочного зеркала, °С |
Высота грата, мм (Р=1,5 кгс/см2) |
Время нагрева, сек. (Р=0,15 кгс/см2) |
Время перестановки, сек. |
Сварка (Р=1,5 кг/см2) |
|
|
Время осадки, сек. |
Охлаждение, мин. |
|||||
|
до 4,5 4,5 - 7,0 7,0 - 12,0 12,0 - 19,0 19,0 - 26,0 26,0 - 37,0 37,0 - 50,0 50,0 - 70,0 |
210 207 200 197 193 192 191 190 |
0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0 |
45 45 - 70 70 - 120 120 - 190 190 - 260 260 - 370 370 - 500 500 - 700 |
5 5 - 6 6 - 8 8 - 10 10 - 12 12 - 16 16 - 20 20 - 25 |
5 5 - 6 6 - 8 8 - 11 11 - 14 14 - 19 19 - 25 25 - 35 |
6 6 - 10 10 - 16 16 - 24 24 - 32 32 - 45 45 - 60 60 - 80 |
9. Отличие практической сварочной таблицы от теоретической
На практике при сварке пластиковых труб оператор не может непосредственно измерить давление P прижима свариваемых поверхностей к сварочному зеркалу или друг к другу. Конструкция любого аппарата для стыковой сварки труб позволяет измерить только усилие F прижима в единицах, которые зависят от конструкции аппарата. Например, в аппаратах с гидравлическим приводом логично измерять усилие прижима в единицах давления масла в гидросистеме аппарата. А в случае аппаратов с механическим приводом усилие измеряется степенью сжатия пружины, единицы индикации зависят от градуировки шкалы – ньютоны (Н), килограммы (кгс), «попугаи» или «бананы».Поэтому для практического использования к каждому аппарату стыковой сварки производитель аппарата прикладывает сварочные таблицы для различных термопластов. В такой таблице параметры сварки, включая усилие прижима, указываются в зависимости от диаметра и толщины стенки трубы.
10 Дополнительные условия
При выполнении сварных работ зона сварки должна быть защищена от влияния неблагоприятных погодных условий (т.е. высокой влажности, ветра, яркого солнца и температур ниже 0°).Сварку можно проводить в любых погодных условиях, если будет гарантировано, что применение специальных мер (тепловые пушки, палатки, тенты и пр.) позволит поддерживать температуру стенки трубы на подходящем и постоянном уровне.
В реальных условиях подвижная труба, как правило, имеет существенную длину, лежит на грунте и требует ненулевого усилия для ее перемещения вдоль оси. Это усилие, известное как усилие пассивного сопротивления, необходимо измерить сразу после фиксации труб в центраторе и затем добавлять величину этого усилия к рекомендуемому усилию на каждом этапе процесса.
11 Применение сварки нагретым инструментом встык
Как видно из описания процедуры сварки встык, этот способ сварки требует точного выполнения целого ряда последовательных процедур на довольно сложном оборудовании. Поэтому выбор между стыковой и раструбной сваркой склоняется в пользу стыковой сварки чаще при монтаже трубопроводов большого диаметра:- соединительные муфты для раструбной сварки трубопроводов больших диаметров, если бы они были представлены на рынке, стоили бы очень дорого по технологическим причинам;
- раструбная сварка трубопроводов большого диаметра (в отличие от малых диаметров), так же как и стыковая сварка, требует применения центратора; поэтому нет преимущества простого дешевого оборудования.
Монтаж трубопроводов из ПНД для газоснабжения и других объектов повышенной опасности требует современного автоматического оборудования для стыковой сварки, которое значительно снижает влияние человеческого фактора на качество шва, а также позволяет сохранить важные параметры сварочного процесса в памяти оборудования и распечатать т.н. «паспорт шва».
Фасонные детали для трубопроводов из ПНД (отводы, тройники и пр.) изготавливаются с расчетом на стыковую сварку, т.е. торец соединительной детали совпадает с торцом трубы. Для труб сравнительно небольших диаметров (до 225 мм) фасонные детали изготавливаются как методом литья под давлением, так и сваркой из трубы. Для бoльших диаметров, по технологическим причинам, фасонные детали только свариваются из трубы.
www.pipe-welding.ru
Сварочные машины стыковой сварки труб
Сварочные машины стыковой сварки труб - обзор
Обзор механических стыковых сварочных машин включает модели с основными техническими характеристиками и фотографиями ведущих мировых производителей. Информация представлена сводной таблицей машин следующих брендов REMS, Rothenberger и др.
| Модель / бренд | Диаметр трубы, мм | Масса, кг | Материал свариваемой трубы |
| Rems CCM160K | 40-160 | 90 | Пластик - полиэтилен (ПЭ), полипропилен (ПП), ПНД, ПВХ, ПБ, PVDF |
| Rems CCM 160R | 40-160 | 34 | Пластик - полиэтилен (ПЭ), полипропилен (ПП), ПНД, ПВХ, ПБ, PVDF |
| Rems CCM 250K | 75 - 250 | 109 | Пластик - полиэтилен (ПЭ), ПБ, ПП, PVDF |
| Rems CCM 315RF | 90-315 | 154 | Полиэтилен (ПЭ), ПНД, ПБ, ПП, PVDF |
| Rothenberger Ровелд Р110 | 20-110 | 43 | Пластик - полипропилен (ПП), ПЭ, ПБ, ПВДФ |
| Rothenberger Ровелд P160 Санилайн | 40-160 | 57,4 | Полиэтилен (ПНД), полипропилен (ПП), полибутен (ПБ) и ПВДФ |
| Rothenberger Ровелд P 250 A2 | 40-250 | 127 | Пластик - полиэтилен (ПЭ), полипропилен (ПП), полибутен (ПБ) и ПВДФ |
Сварочные машины стыковой сварки труб - производители
Крупнейшие производители сварочных машин для стыковой сварки труб из Европы представлены в данном разделе каталога - REMS, Rothenberger. Большинство зарубежных компаний имеет в России свои представительства или компании представляющие их интересы. Для каждого производителя указан адрес, название компании, телефон, сайт, основная специализация и производимые аппараты. Перечень производителей механических сварочных машин для стыковой сварки труб, вошедших в состав данного раздела:
REMS-WERK Christian Foll und Sohne GmbH, Germany Rothenberger Werkzeuge AG, Germany
Сварочные машины стыковой сварки труб - продажа
Продажа сварочных машин стыковой сварки труб, включая запчасти, производится заводами производителями и официальными дилерами в России. Продажа осуществляется с оборудованных складов. Выбрать и купить требуемую машину можно в нашем каталоге.
Механические сварочные машины стыковой сварки труб - назначение и описание
Сварочные машины стыковой сварки (сварка встык) с механическим приводом служат для соединения труб термопластов методом горячей сварки из полиэтилена, полипропилена, ПНД и других пластиков друг с другом, а также с основными компонентами трубопроводов - фланцы, фитинги, углы, тройники в специализированных слесарных мастерских ЖКХ или на строительных объектах.
Машина для сварки пластиковых труб имеет жесткое основание на котором крепят свариваемые трубы. После торцовки между труб вставляют термонагреватель к которому механически придвигают вплотную обе трубы. Оператор оборудования на дисплее устанавливает температурные и временные параметры сварки труб встык с учетом толщины и материала. Цикл автоматизирован. После расплавления пластика нагревательный диск извлекают, а трубы сжимают с установленным усилием. Прочность полученного сварочного шва и его механические характеристики соответствуют основной трубе. Качество сварки контролируется приборами не разрушающего контролы - ультразвук и в необходимых случаях рентген.
Большинство крупных компаний занимающихся эксплуатацией и содержанием водоводов, ливневых и канализационных кллекторов с успехом применяют новые технологии сварки встык и используют стыковые сварочные машины для сварки труб и их элементов с механическим приводом. Простота использования, высокая экономическая эффективность, минимальное время выполнения монтажных работ при строительстве новых и локальном ремонте действующих трубопроводных систем - вот основное преимущество сварочных машин для стыковой сварки труб термопластов ПЭ, ПП, ПНД.
Наиболее популярны сварочные машины сварки встык таких торговых марок как REMS, Rothenberger и др.
Сварочные машины стыковой сварки труб видео
Все видео моделей сварочных машин, оборудования, станков для стыковой сварки пластиковых полиэтиленовых, полипропиленовых, ПНД труб доступны на видео канале.
Фотографии машин для сварки
Фото машина для сварки пластиковых полиэтиленовых труб

Перечень моделей сварочных машин стыковой сварки труб
В каталоге машины для стыковой сварки труб представлен перечень моделей зарубежных производителей. Подробные технические характеристики опубликованы для каждой модели, указана страна и завод изготовитель, фотография изделия.
www.kommashpro.ru