Температура сварки полипропиленовых труб. Температура сварки полипропиленовых труб таблица
инструкция, таблица сварки, время сварки, температура сварки. Советы от компании АРМАПласт.
Эпоха металлических труб уже давно канула в Лету, а на смену им пришел полипропиленовый аналог. Он используется в системе водопровода и отопления, как в коттедже, так и в квартире. Сварка полипропиленовых труб своими руками не требует наличия множества уникальных инструментов и специальных навыков. Принцип работы достаточно прост, необходимо лишь следовать небольшим рекомендациям и советам специалистов по сварке. Полипропилен, сам по себе, легкий и достаточно прочный материал, поэтому сложностей с монтажом не возникнет.
Инструкция по сварке полипропиленовых труб
Перед тем как приступить к работе, необходимо определиться, где будет прокладываться труба. Лучше всего заранее подготовить план, чтобы избежать ситуаций, когда сварка будет осуществляться «на весу» или в замкнутом пространстве, где без предварительно сваренных заготовок не обойтись.
Полипропиленовая труба собирается на полу, а затем, несколькими подходами, монтируется в общую систему.
Процесс начинается с того, что разогревается паяльник для полипропиленовых труб. Обычно, на каждом устройстве есть терморегулятор, который выставляется на рекомендованный режим. При работе с полипропиленом рабочая температура 260ºС. Более низкий температурный показатель может привести к неправильной и недолговечной сварке полипропиленовой трубы. Более высокий температурный показатель – к перегреву материала и образованию наплывов.

Как только аппарат будет готов к использованию, погаснет лампочка индикатора контроля температуры. В случае если сварка осуществляется впервые, сразу после того, как устройство сообщило о своей готовности, необходимо 5 минут подождать, а затем приступать к операции.
Первым этапом является подготовка трубы. Если необходимо, ее нужно отрезать в требуемый размер.

Для того чтобы осуществить сварку, нужно нагреть рабочие поверхности всех полипропиленовых деталей. В муфте это будет часть внутренней стенки, а вот у трубы – внешняя сторона. Для этого потребуется насадить их так, чтобы насадка (сменный нагреватель) паяльника вошла до самого конца. Сварка осуществляется в течение нескольких секунд, все зависит от диаметра трубы.

Затем, составляющие системы нужно соединить в необходимом направлении. Подобный вид сварки позволяет в течение 2-3 секунд отцентрировать полипропиленовые трубы, для этого специальных инструментов не понадобится, нужен лишь собственный «глазомер».
Если сварка была проведена правильно, при нужной температуре, то нагретая труба будет двигаться в месте стыка, и «встанет на место». Слишком высокий температурный показатель или продолжительное удержание труб на паяльнике может привести к растеканию материала и деформации его формы, а это грозит затеканию материала внутрь трубы и сужению проходного сечения. Не забывайте очистить нагревательный аппарат, в противном случае остатки материала будут выгорать внутри насадки, выделяя дым.
Если все действия были выполнены верно, то при стыковке, полипропиленовый элемент слегка растечется, образовав выпуклый шов на внешней стороне. В случае если труба не надевается и будто загибается, потребуется снять специальную фаску с кромки.
Если придерживаться стандартов немцев, то зачистка для полипропиленовых труб может иметь наклон 15º, и углубление на 2-3 мм. По российским стандартам разрешен угол в 45º и углубление на 33% от общей толщины. В принципе можно использовать любую фаску, которая находится в заданных пределах. Важно условие: она всегда должна быть равномерной.
Финальным этапом сварки является остывание, продолжительность которого также зависит от диаметра трубы.

Небольшие советы по сварке полипропиленовых труб:
- Основное требование: все элемены нужно предварительно обезжирить. Процедуру можно осуществить и без этого, но качество спайки гарантировать уже нельзя. Труба и гильза смазываются спиртом, это поспособствует удалению пыли, сора, которые мешают процессу сварки.
- Необходимо отметить на полипропиленовой трубе глубину сварки, то есть границу, до которой следует насаживать насадку. Нужно понимать, что полипропиленовый фитинг имеет разный калибр, а значит и глубина введения будет различная. Поэтому перед сваркой труб нужно будет отмерить глубину, используя штангенциркуль или обычную линейку. Благодаря этому риск полностью запаять полипропиленовый элемент будет минимальным. Все необходимые параметры сварки для разных диаметров вы можете посмотреть в таблице.
- Перед тем как приступить к сварке полипропиленовых элементов, лучше всего потренироваться. Берется труба того же диаметра, что и основная система и запасной полипропиленовый фитинг. Сварка осуществляется по вышеописанной инструкции, так вы сможете определить оптимальную глубину введения и полностью вникнете в процесс.
- Смонтированный полипропиленовый трубопровод может быть заполнен теплоносителем (водой) только после того, как сварка полностью остынет. По истечению часа труба может быть подключена к системе.
Таблица параметров сварки полипропиленовых труб

Следует понимать, что полипропиленовая труба может быть сварена неправильно, это связано с неправильной разметкой глубины сварки, либо временем нагрева. В любой случае предварительная тренировочная сварка не помешает, особенно в случае первого монтажа «на весу».
Если после прочтения данной инструкции у Вас остались вопросы, вы всегда можете адресовать их нашим специалистам. Просто позвоните по бесплатному федеральному номеру АРМАПласт: 8-800-500-28-80
www.armaplast.ru
Температура сварки полипропиленовых труб
Трубы из полипропилена выгодно выделяются среди подобных изделий из других материалов несложной технологией монтажа и доступной ценой. Опытные специалисты утверждают, что полипропиленовые трубы практически не дают протечек и служат верой и правдой десятки лет. Соединить все элементы трубопровода в одно целое можно при помощи сварки. Выполнить работу можно даже самостоятельно, важно только знать определенные правила. Немаловажным моментом здесь является температура сварки полипропиленовых труб. Рассмотрим все аспекты по порядку.
Температура сварки полипропиленовых труб
Правила сварки
Чтобы получить качественный сварной шов необходимо подобрать детали, созданные из полимеров одного состава. Соединяемые элементы в данном случае будут обладать одинаковой текучестью, а при нагреве до определенной температуры это гарантирует получение надежного соединения. Важный момент: если вы выбрали одинаковую марку труб, но их цвет отличается, не отчаивайтесь. Расцветка не имеет никакого значения, ведь пигмент, используемый при покраске, не влияет на свойства трубы при сварке.
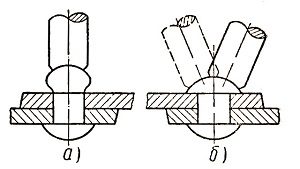
Основные методы сварки труб из полипропилена: в раструб и встык.
Аппарат для сварки и свариваемые детали необходимо первоначально очистить от загрязнений. Самыми опасными считаются жир и масла, их можно удалить с помощью любого растворителя (ацетон, спирт, Уайт-спирит и т.д.). Чтобы очистить сам инструмент желательно воспользоваться спиртом.
Оптимальная температура сварки полипропиленовых труб составляет 260 градусов. В таких условиях полипропилен расплавляется и способен взаимно проникать в другие изделия, что в нашем случае и требуется.
Типы сварки
Сварка в раструб считается достаточно надежным методом соединения труб из полипропилена. Сам процесс осуществляется с применением специальных крепежных элементов – фитингов. Это тройники, углы, отводы и прочие детали, созданные из того же материала, что и трубы. Соединительные части не считаются недостатком метода сварки в раструб, потому как они одновременно являются деталями, которые изменяют поток переноса теплоносителя. Внешнюю часть трубы и внутреннюю поверхность фитинга необходимо расплавить до 260 градусов, а затем аккуратно соединить между собой.
При этом соединение примерно 30 секунд удерживают в одном положении, чтобы получилась монолитная и крепкая сцепка.
Главным инструментом для сварки труб из полипропилена считается паяльник. Прибор имеет элементарную конструкцию, основными элементами которого являются сменные насадки для сварки и нагревательная головка. В свою очередь, насадка состоит из муфты и дорна. Муфты греют внешнюю часть трубы, дорны – внутренние поверхности фитинга.
truba-info.ru
инструкция и видео по установке трубопровода
 Время металлических водопроводных труб уже давно прошло. Такой материал, как полипропилен, а также технология пайки труб из полипропилена находятся сегодня во главе угла в обустройстве систем отопления и водопровода в квартире или частном доме.
Время металлических водопроводных труб уже давно прошло. Такой материал, как полипропилен, а также технология пайки труб из полипропилена находятся сегодня во главе угла в обустройстве систем отопления и водопровода в квартире или частном доме.
На рубеже веков жители старых многоэтажных домов начали менять металлический трубопровод на пластиковый, который в то время еще был далеко идеальным и сегодня нуждается в очередной замене. Статистика показывает, что сейчас более 80% трубопроводов устанавливают из полипропилена.
По цене полипропиленовые изделия намного дешевле металлических, причем время эксплуатации этих труб гораздо дольше, а требуемые усилия и работа по их монтажу – намного меньше. Кроме этого, вес полипропилена меньше, чем у других полимеров, в том числе и полиэтилена.
Естественно, этот факт влияет на снижение затрат по доставке материала, при этом компактности полипропиленовых труб можно добиться, уложив трубы меньшего сечения в изделия с большим диаметром.
Планируя поменять стояк или проложить водопровод из полипропиленовых труб в своем доме, не нужно торопиться с вызовом специалиста – всю работу можно проделать своими руками, конечно же, при наличии свободного времени и желания.
Работа с полипропиленовыми трубами
 Сегодня разработана технология укладки полипропиленовых труб, включающая в себя монтаж изделий разного диаметров, а также все дополнительные элементы соединений, включения, обводы, запорную и крепежную арматуру.
Сегодня разработана технология укладки полипропиленовых труб, включающая в себя монтаж изделий разного диаметров, а также все дополнительные элементы соединений, включения, обводы, запорную и крепежную арматуру.
Система комплектации создана таким образом, что дает возможность сконструировать схему водопровода любой сложности и конфигурации. Единственный недостаток полипропиленовых трубопроводов, да и тот, по большому счету, относительный – невозможность распайки при сварном способе крепления.
Потому технология крепления полипропиленовых труб нуждается в предельной аккуратности, чтобы избежать ошибок во время их сварки.
Самостоятельно освоить сварочный способ пайки может любой домашний мастер, просмотрев видео и ознакомившись с инструкцией, но новичка в этом деле поджидает множество возможных оплошностей, которые связаны, как правило, со спешкой или невнимательностью. Перед пайкой элементов трубопровода нужно несколько раз убедиться в точности их размеров и расчетов.
Теперь что касается сварки – способа крепления труб из полипропилена с конструктивными элементами и фитингами. Инструмент, при помощи которого производят сварку, в народе имеет название паяльник. И хоть с технической точки зрения это название некорректно, этот понятный и простой термин прижился и начал использоваться даже в кругу специалистов.
Процесс пайки выглядит таким образом:
- сварочным устройством (паяльником) одновременно разогревают обе свариваемые части;
- соединяют их друг с другом;
- после относительно непродолжительного времени охлаждения извлекают из паяльника уже готовый крепеж.
Это сварочное соединение имеет такую прочность и герметичность, что может выдержать почти любое давление в системе.
Паяльник для полипропиленовых труб
 В комплекте для пайки труб из полипропилена находится собственный сварочный аппарат, который по своей конструкции довольно прост.
В комплекте для пайки труб из полипропилена находится собственный сварочный аппарат, который по своей конструкции довольно прост.
Паяльник состоит из ручки, нагревательной плиты и терморегулятора. В нагревательной плите находятся два отверстия, которые позволяют соединять в ней сварные части.
Так как при пайке, как правило, используют непосредственно трубу и какой-то конструктивный элемент (фитинг), куда вставляется труба, то и пара элементов сварки (насадок) устройства также внешне различается.
Самыми популярными трубами, которые используются в домашних системах водопровода и отопления, являются изделия с наружным диаметром 32 и 20 миллиметра. Маркировка сечения находится на всех изделиях из полипропилена.
В стандартную комплектацию для пайки входит обычно 4 пары сварочных элементов, они дают возможность выполнять почти любые задачи – от 20 до 40 миллиметров в диаметре.
Элементы обработаны тефлоновым напылением, что делает изготовление этого устройства своими руками невозможным. И даже если получится сделать все элементы на токарном станке, что не составляет большого труда, во время нагревания без тефлонового напыления пластик начнет прилипать к металлу.
Особенности сварки
Одним из главных требований во время пайки полипропиленовых труб, которое очень часто не выполняется, является обезжиривание стенок свариваемых участков. Естественно, пайку можно делать и без этого, но качество сварки будет гораздо ниже.
- Перед тем как начать пайку, торец трубы и поверхность внутри элемента фитинга необходимо протереть спиртом. Причем это еще поспособствует удалению частиц пыли и мелкого абразива с поверхности, которые отрицательно влияют на целостность тефлонового напыления насадок сварочного устройства.
Перед самим креплением, поверхности насадок тоже нуждаются в осмотре и очистки спиртом для предотвращения прилипания горячего пластика, при дальнейшем механическом удалении которого тефлон можно повредить.
- Разметка глубины вставки труб из полипропилена является также немаловажным моментом, который нужно учитывать при пайке.
 Фитинги разного диаметра подразумевают различную глубину крепления сварки. Это обозначает, что перед пайкой нужно промерить глубину при помощи линейки или штангенциркуля.
Фитинги разного диаметра подразумевают различную глубину крепления сварки. Это обозначает, что перед пайкой нужно промерить глубину при помощи линейки или штангенциркуля.
Таким образом, не будет сделана ошибка с вводом трубы в отверстие сварочного элемента глубже необходимого. В противном случае может быть сужен диаметр проходного отверстия или же полностью запайка трубы.
Важно! Если вы решили научиться, как правильно нужно паять трубы из полипропилена – видео в Интернете, или инструкция, которая прилагается в комплекте к сварочному устройству, могут вам помочь.
- Обычно выполнение разметки является довольно трудоемким процессом. Глубину посадки всех частей специалисты определяют на глаз, но этот опыт возможен только в результате долгой практики и не для любого мастера.
Чтобы облегчить задачу зачастую изготавливают специальный прибор, который дает возможность не только сделать проще процесс замеров, но также и экономит время. Это приспособление для трубы 20 миллиметров в диаметре изготавливают из куска трубы 32 миллиметра в диаметре.
При глубине установки 20 мм трубы в 15 миллиметров, нужно обрезать от 32 мм трубы кольцо 15 миллиметров в ширину. Его можно использовать для четкой отметки линии, которая обозначает глубину посадки, что довольно удобно при необходимости пайки большого количества элементов друг с другом.
 Кольцо разметки можно модернизировать приклейкой картонного или пластмассового дна, это сведет сложность работ по разметке до минимума. Эти кольца можно изготовить для полипропиленовых труб любых диаметров, исключение составляет только наибольший диаметр.
Кольцо разметки можно модернизировать приклейкой картонного или пластмассового дна, это сведет сложность работ по разметке до минимума. Эти кольца можно изготовить для полипропиленовых труб любых диаметров, исключение составляет только наибольший диаметр.
Как правило, самостоятельная сварка происходит одним человеком на полу или на столе. Но иногда при монтаже водопровода появляется необходимость пайки труб на месте, где они устанавливаются. В этом случае без еще пары рук ни как не обойтись. Причем помощник обязан быть ознакомлен с тем, как нужно сваривать пластиковые изделия.
Во время пайки ни в коем разе не нужно медлить. Надо четко соблюдать время прогрева соединяемых частей, которое описано в соответствующей таблице для всех диаметров, тем более, если сварка происходит на месте установки, и не будет возможности проверки качества.
Самой распространенной ошибкой является перегрев элементов, в результате этого происходит сужение диаметра трубопровода.
Важно! При пайке на месте установки, одному человеку нужно удерживать сварочный аппарат, а второму соединять фитинг и трубу сначала с горячими насадками сварочного устройства, а затем друг с другом. Самому не всегда получается снять одновременно со сварочного аппарата и фитинг, и трубу. Что-то одно иногда остается, и в этом случае помощнику нужно быстро помочь с извлечением.
Работы по сварке полипропиленовых труб
 Включают паяльник. Индикатор клавиши включения должен загореться. Прогрев паяльника проходит в течение 15-35 минут, это зависит от температуры окружающей среды. Рабочая температура устройства 260 гр. Если сварочное устройство эксплуатируется в первый раз, после прогрева ему нужно дать постоять около 5 минут, и лишь затем начинают сварочные работы.
Включают паяльник. Индикатор клавиши включения должен загореться. Прогрев паяльника проходит в течение 15-35 минут, это зависит от температуры окружающей среды. Рабочая температура устройства 260 гр. Если сварочное устройство эксплуатируется в первый раз, после прогрева ему нужно дать постоять около 5 минут, и лишь затем начинают сварочные работы.
Фитинг и труба одновременно устанавливаются в нагревательную насадку в одной плоскости. Прогрев делается в соответствии с таблицей и с учетом диаметра свариваемых частей.
По завершении времени прогрева, трубу и фитинг достают из сварочного устройства и сразу же соединяют, держа их неподвижно на протяжении определенного времени.
Остывшее крепление говорит о том, что сварка завершена, и эти части можно использовать как одно целое.
Подводя итог
Как видно, помимо организационных проблем во время проектировке, сварка полипропиленовых труб не составит большой сложности для любого домашнего. В ваших силах влиять и на температуру, и на время пайки труб, поэтому нужна только аккуратность и внимательность.
stoki.guru