Выполняем зачистку сварочного шва после сварки. Зачистка швов после сварки нержавейки
Обработка нержавейки после сварки
Нержавеющие стали активно используются в промышленности для изготовления емкостей и трубопроводов под агрессивные жидкости. В быту из этого металла изготавливают кухонные принадлежности и красивые полотенцесушители. Зеркальная поверхность имеет привлекательный вид, а изделие способно служить очень долго. Но чтобы добиться такого эффекта на готовой конструкции требуется правильно обработать сварные швы нержавейки. Если этого не сделать, то места сварки будут иметь желтый и черный цвет, или они могут даже поржаветь. Почему это происходит? Какие существуют механические и химические способы обработки?

Причины обработки
При изготовлении разнообразных конструкций из нержавеющей стали применяются методы сваривания металлов электрической дугой в среде инертных газов. Для этого используют вольфрамовый неплавящийся электрод и подачу чистого аргона для защиты сварочной ванны от взаимодействия с окружающей средой. Создавать шов можно и полуавтоматами, где дуга горит между кончиком проволоки и изделием. Из сопла горелки подается смесь аргона и углекислоты. Проволоку толкает специальный механизм, скорость которого регулируется в зависимости от толщины металла и силы тока.
Хоты швы получаются крепкими и ровными, они имеют непривлекательный вид, и поэтому их необходимо обрабатывать. Само место соединения может быть синевато-зеркального оттенка. Околошовная зона часто желтого цвета. При чешуйчатом рисунке в бороздках могут прослеживаться черные риски. А со временем, такие места даже ржавеют.
Все это происходит из-за перегрева в зоне сварки. Высокие температуры от электрической дуги содействуют выгоранию легирующих элементов и обедняют данный участок. Вследствие чего он меняет цвет и становится более уязвимым для внешнего воздействия. Образовавшаяся на поверхности пленка имеет малую сопротивляемость к агрессивной среде, поэтому, при соприкосновении с рабочими жидкостями на химических предприятиях, становится слабым местом, и покрывается коррозией.
Полотенцесушители иногда ржавеют в местах сварки из-за наличия небольшого электрического напряжения в трубах, которое взаимодействует с материалом изделия, и продолжает ослаблять сварочный шов. Еще такое случается из-за неверного выбора нержавеющей стали под конкретный вид продукции. Например, вместо марки 304, которая богата хромом, производители применяют нержавейку 201, стоящую дешевле, но в чьем составе хром заменен марганцем. Их сложно отличить визуально, но при длительной работе в контакте с жидкостями, это проявится рыжими пятнами. Поэтому правильный выбор марки стали и последующая обработка нержавейки — залог долгого привлекательного вида изделия.
Механическая шлифовка
Хорошие коррозийные свойства нержавеющей стали способствуют ее активному применению в среде, где используются жидкости. Такие изделия служат дольше, чем малоуглеродистая сталь. А блеск и зеркальный вид поверхности позволяют устанавливать конструкции на видных местах, улучшая общий дизайн помещения или фасада. Из нержавейки производят наружные перила и пандус, парковочные стойки, разнообразные полотенцесушители. Несмотря на соприкосновение с водой, и проведение сварочных работ на изделиях, все эти элементы сохраняют красивый вид. Достигается это за счет нескольких видов обработки.
Одним из них является механическая шлифовка, при которой убирается верхний оксидный слой на сварке, являющийся слабым местом конструкции, а также устраняются цветовые переходы и неровности в сварочном соединении. Этот процесс происходит в следующей последовательности:
- При помощи болгарки и толстого шлифовального круга стираются волны металлического шва и его выпуклости, выступающие за общую плоскость поверхности. Так можно быстро сравнять шов, но после болгарки остаются грубые борозды от абразива, и перегретые участки с темными пятнами.
- Чтобы снять эти дефекты более бережно, можно применить лепестковые круги для болгарки. Процесс будет длиться немного дольше, и потратится больше расходных материалов, при крупном объеме работ, но риски останутся мельче.
- Далее используются шлифовальную машину, называемую Rebir. Он имеет прямую форму, электромотор и рукоятку для удержания. На конец надеваются лепестковые круги (КШЛ), но их расположение отличается от кругов на болгарке. Благодаря широкой структуре кусочков наждачной бумаги можно производить больший нажим на обрабатываемое изделие, и захватывать широкую площадь. КШЛ бывают разного калибра по величине применяемого абразива. Для обработки нержавейки после сварки применяют сначала «40-ку», а затем «нулевку». Так устраняются все борозды от предыдущих инструментов. Покрытие становится одноцветным и матовым.
Работы следует проводить в респираторе, поскольку пыль от абразива и частицы снятого металла парят в воздухе. Шлифовщик должен защищать и глаза, для чего надеваются прозрачные очки. Нержавейка нагревается от трения шлифовальными кругами, поэтому на руках рабочего должны быть перчатки для избежания ожогов. В качестве аналога ручного шлифования применяются пескоструйные установки, где под даванием воздуха подаются гранулы песка, счищающие верхний оксид с металла. Это используется на предприятиях с большим оборотом продукции. В домашних условиях устанавливать такое оборудование нецелесообразно.
Полировка
Следующим этапом обработки нержавеющей стали является полировка сварочного участка, и всего изделия, для придания окончательного блеска. Это еще больше зачищает поверхность, делая ее ровной и цельной, что мешает воздействию агрессивных жидкостей извне.
Вначале, сварочные швы обрабатываются диском с вулканитом. Это резиноподобный материал, круг которого насаживается на дрель. Вулканитом возможно придать шву нужную глубину и форму, «запилить» его создав вогнутую структуру. Материал действует мягко на сталь. После этого, на уже отшлифованную поверхность, наносится паста для полировки. Это может иметь алмазный состав. Подойдет обычная паста ГОИ. На дрель одевается войлочный круг и производятся продольные движения по всей поверхности. Чтобы хорошо отполировать места сварки используются маленькие круги, которыми удобно доставать участки в угловых соединениях. Работа ведется до получения зеркальной поверхности и отсутствия матовых пятен.
Кислоты и гели
Чтобы удалить все цветовые переходы после сварки, и устранить оксидный слой содействующий коррозии, используют травление нержавеющей стали. Это относится к кислотному виду обработки материала. Можно использовать серную или соляную кислоту. Подойдут и аналоги, такие как: плавиковая или азотная. Они выпускаются в виде гелей и паст. Существуют и специальные аэрозоли. Процедура происходит так:
- После сварки с поверхности удаляются окалины и мусор. Для этого используется металлическая щетка.
- Изделию дают время остыть до температуры 50 градусов.
- Состав наносится сверху или конструкция погружается в емкость с кислотным средством.
- После 30 минут кислоту смывают большим количеством воды.
Рабочему важно быть в респираторе, поскольку в воздухе будет большое количество паров, опасных для органов дыхания. Защищать требуется и кожу на руках, для чего надеваются резиновые перчатки. При попадании кислоты на открытый участок кожи необходимо быстро и тщательно промыть место большим количеством воды.
Еще одним способом обработки является электрохимическое травление. Для этого используют емкость с кислотой. От источника тока исходит два провода, которые через сопротивление помещаются в жидкость. К «плюсу», который состоит из свинцовой пластины, крепится изделие. «Минус» свинцовой пластины свободно опускается в кислоту. Замыкание напряжения в составе содействует отделению окислов с поверхности нержавейки, но предотвращает перенасыщением водорода. Процедура длится до 8 минут.
Благодаря разнообразным способам обрабатывания нержавеющей стали можно получить красивый вид в месте ведения сварки. Это кропотливый процесс, требующий усердия и настойчивости, но благодаря таким мерам создается зеркальная поверхность изделия, которая не будет ржаветь в будущем из-за слабого оксидного слоя.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Зачистка сварных швов после сварки
Январь 13, 2018
Сегодня сварка – это одна из наиболее популярных технологий соединения металлических конструкций, так как однородность материала на участках скрепления можно получить только при сваривании. Получаемые сварные швы обеспечивают надежное соединение отдельных элементов металлических конструкций, не пропускают влагу. Не малую роль для этого играет процедура зачистки сварных швов после сварки.
Следует понимать, насколько прочным ни получилось бы сварное соединение, данный участок всегда будет наиболее слабым местом металлической конструкции. Поэтому ему нужно обеспечить защиту от преждевременного разрушения.
Зачистка сварных соединений – это обязательный этап после выполнения сварочных работ, который регламентируется ГОСТом 9.402-80. Для проведения работ данного типа могут использоваться разные технологии, по-разному влияющие на обрабатываемые металлические поверхности, к примеру, шлифование механическим способом, химическое протравливание, нейтрализация.
Технологии зачистки сварных швов
Существуют три основных способа зачистки соединений после сварки:
- Обработка термическим способом. Метод позволяет удалять из материала остаточные напряжения, которые формируются в процессе проведения сварки. Термообработка бывает двух типов: местная (осуществляется нагревание/охлаждение исключительно самого сварного шва) и общая (термообработка полностью всей металлической конструкции).
- Обработка механическим способом. Осуществляется снятие с поверхности материала остаточного шлака, зачищенный шов проверяется на прочность. Например, сварочное соединение очищается от шлакообразования, простукивается молотком.
- Очистка химическим способом. На участок соединения металлических элементов конструкции наносится специальный антикоррозионный материал. Например, сварочные швы обрабатываются грунтовочным лакокрасочным составом.
Важно помнить! Остатки шлака на поверхности соединения будут способствовать развитию коррозии металла.
Выбор инструмента
К зачистке сварочных швов после сварки нужно подходить индивидуально, правильно подбирать оборудование, расходные материалы.
Например, в качестве инструмента могут использоваться:
- обыкновенная щетка по металлу;
- специальная шлиф-машинка;
- угловая шлифовальная машина с абразивными кругами.
«Важно! При выборе шлифовального устройства необходимо в первую очередь исходить из показателей отдаваемой мощности, а уже затем обращать внимание на степень потребления».
Пример:
- В судостроительной промышленности эффективно используются шлифовальные машины передвижного типа, так как к металлической конструкции достаточно больших размеров намного проще подъехать, чем постоянно перемещать инструмент от одного участка к другому.
Технология механической обработки
Ручной способ механической зачистки шва сварки является самым простым. Для этого нужно иметь всего лишь обычную металлическую щетку. Но легче и эффективнее зачищать поверхности при помощи специальной шлифовальной машинки, оборудованной абразивным кругом (специальной шлифовальной насадкой). Механическая зачистка сварного шва после сварки позволяет устранять с металлических поверхностей следующие дефекты: заусеницы, окислы, окалины, следы побежалости. Среди сварщиков данная методика пользуется особой популярностью благодаря своей дешевизне.
Механическая зачистка сварного шва после сварки позволяет устранять с металлических поверхностей следующие дефекты: заусеницы, окислы, окалины, следы побежалости. Среди сварщиков данная методика пользуется особой популярностью благодаря своей дешевизне.
Но чтобы работа была выполнена качественно, важно правильно подобрать шлифовальную насадку.
Для зачистки сварочных соединений изделий из нержавеющей стали в качестве материала лучше всего подходит цирконат алюминия, так как он превосходит по своим прочностным характеристикам оксид алюминия, не подвергает металл коррозирующему воздействию.
Технология химической обработки
Самый эффективный и результативный способ зачистки сварных соединений – это использование одновременно механической, химической обработки (пассивации, травления).
Зачистка травлением
Зачистка сварочных швов травлением, как правило, осуществляется перед выполнением механической шлифовки поверхности. Для этого используется специальный состав, с помощью которого на обрабатываемой поверхности металла формируется однородный слой. Технологию травления можно применять как для зачистки непосредственно стыка сварного соединения, так и для обработки всей площади металлической заготовки. Данный способ помогает избавиться от побежалостей на поверхности металла, сформировавшихся в процессе выполнения сварочных работ.
Вывод
Для качественного производства металлических изделий с применением сварки обработка их поверхностей является неотъемлемым процессом, регламентируемым техническими условиями, ГОСТами.
electrod.biz
Обработка сварных швов нержавейки после сварки: шлифовка, паста, кислота, видео
Оглавление:
- Причины важности обработки
- Шлифовка механического характера
- Полировка нержавеющей стали после сварочных работ
- Гели и кислоты для процесса обработки
- Интересное видео
В современных условиях развития промышленного комплекса предполагается активное использование нержавеющей стали для создания трубопроводов и формирования емкостей для дальнейшего взаимодействия с агрессивными жидкостями. В повседневной жизни повсеместно встречаются изделия, изготовленные из данного металла, а именно всевозможные принадлежности в виде домашней утвари и прочих деталей обихода.

Характерной чертой нержавеющей стали является наличие привлекательной зеркальной поверхности и продолжительного срока службы. Однако следует отметить, что для создания такого эффекта первоначально нужно провести должным образом обработку шва нержавейки после сварки. В противном случае будет иметь место наличие черных и желтых пятен на сварочном месте с последующим потенциальным возникновением ржавчины.
Ввиду подобной особенности возникает вопрос, как очистить нержавейку после сварки и как правильно организовать обработку нержавейки после сварки.
Причины важности обработки
В ходе изготовления многочисленных конструкций с задействованием в качестве основного материала нержавеющей стали активно используются сварочные методы за счет функционирования электрической дуги в инертной газовой среде.
Несмотря на формирование относительно ровных и прочных швов, они отмечаются присутствием непривлекательного внешнего вида, в результате чего возникает необходимость обработки сварных швов нержавейки. Так, место сварного соединения характеризуется наличием зеркального цвета, а то время как область возле шва - желтого цвета и его многочисленных оттенков.
В случае формирования рисунка в виде чешуек в образующихся бороздках отмечается присутствие черных полосок малых размеров. По прошествии определенного периода времени может возникать риск образования ржавчины в данных местах.
Явления подобного характера являются следствием воздействия чрезмерно высокого температурного режима, в результате которого происходит, перегрев в сварочной области. В момент присутствия высоких температур происходит выгорание элементов легирования с одновременным обеднением, что имеет следствием изменение цвета и повышение степени уязвимости по отношению к факторам внешнего действия.
В завершении процесса образуется пленка, которая отмечается низким уровнем сопротивляемости к агрессивному влиянию окружающей среды, что ведет к поэтапному развитию коррозии в месте обработки.
Шлифовка механического характера
Нержавеющая сталь характеризуется присутствием высокого уровня коррозийных свойств, которые обуславливают ее активное применение в той среде, где зачастую применяются жидкости. Хотя изделия из подобного материала активно соприкасаются с водой и подвергаются предварительному проведению сварочных работ, со временем их внешний вид существенно не изменяется. Данная особенность прослеживается в результате задействования определенных принципов обработки.
Среди основных вариантов обработки принято выделять механическую шлифовку нержавейки после сварки. В ходе данного процесса устраняется верхний слой оксидной составляющей, образующийся на месте сварки и представляющий собой слабое место во всей конструкции. Также подвергаются устранению различимые переходы цвета и присутствующие неровности в соединении сварки.
Для данного процесса характерна следующая очередность:
- устранение волн в области металлического шва посредством применения толстого шлифовального круга и болгарки, а также нивелирование присутствующих выпуклостей;
- задействование лепестковых кругов для функционирования болгарки; основная цель подобных элементов - более аккуратное проведение работ наряду с большей длительностью процесса и расходованием материалов, что особо актуально для значительных масштабов выполнения работ;
- использование специально разработанного оборудного комплекса в виде шлифовальной машины, в результате работы которой создается одноцветное матовое покрытие;
- обязательное применение респиратора для снижения риска попадания в дыхательные пути абразивной пыли и металлических частиц, которые находятся в воздушном пространстве в течение выполнения работ.
Полировка нержавеющей стали после сварочных работ
Следующим шагом в комплексе обработки, осуществляемой по отношению к области проведения сварочных работ, является полировка нержавейки после сварки. Следует отметить, что подобному процессу подвергается не только отдельные области изделия, но и вся поверхность изделия в целом, что гарантирует получение блеска окончательного вида.

Полировка обеспечивает еще больший уровень зачистки обрабатываемой поверхности за счет получения цельного и ровного участка, что впоследствии имеет результатом способность противостоять внешнему влиянию жидкостей агрессивного характера.
Поначалу область сварных швов подвергается воздействию диска с вулканитом, цель которого заключается в придании шву необходимой формы и глубины за счет формирования структуры вогнутого образца.
Следующим этапом принято считать нанесение специальной пасты, предназначенной для осуществления полировки. В большинстве случаев применяется паста ГОИ. Основная задача полировочного процесса состоит в достижении зеркальной поверхности с одномоментным отсутствием ранее присутствовавших матовых пятен.
Гели и кислоты для процесса обработки
Для того, чтобы устранить присутствие цветовых переходов, образующихся в результате сварочного процесса, а также нивелировать формирование слоя оксидного характера, способствующего протеканию процесса коррозии, широко используется травление сварных швов нержавейки. Данный способ относится к категории кислотного воздействия с целью обработки материала.
Оптимальным вариантом является использование соляной и серной кислоты для обработки сварных швов по нержавейке. В случае отсутствия возможности задействования вышеуказанных соединений можно применить азотную или плавиковую кислоту. Эти вещества предполагаются к выпуску в форме геля и пасты для травления сварных швов на нержавеющей стали.
Также в настоящий момент считается возможным приобретение для таких целей специально разработанных аэрозолей.
Интересное видео
osvarka.com
Обработка нержавейки – описание востребованных способов + Видео
Травление нержавеющей стали, а также другие виды ее обработки придают изделиям из нержавейки привлекательный вид и улучшают их качество. За счет этого они могут использоваться и в быту, и в строительной сфере, и в разнообразных промышленных отраслях.
1 Сатинирование нержавейки – популярный метод обработки
Нержавеющая сталь часто применяется для изготовления промышленных конструкторских изделий и всевозможных элементов декора. Такие детали в большинстве случаев подвергаются сатинированию (полированию, шлифованию). Этот вид обработки считается достаточно практичным и при этом гарантирующим высокий результат. Поверхность изделий из нержавейки после проведения операции приобретает "атласный" вид.
Шлифование позволяет замаскировать практически любые дефекты, имеющиеся на конструкциях из нержавеющей стали, делая изъяны малозаметными.
Сатинирование материала может выполняться пневматическими приспособлениями либо вручную. В первом случае используются следующие инструменты:
- шлифовальные ленты;
- ленточный пневмонапильник;
- барабанно-ленточная шлифмашинка.

Сатинирование материала из нержавейки
Рекомендуем ознакомиться
Вручную полирование выполняется при помощи шлифовальных листов и специального шлифка.
На крупных производствах шлифование почти всегда производится посредством специальных агрегатов. А частные мастерские при изготовлении изделий и конструкций из нержавейки используют шлифок. Обработка стали с его помощью выглядит так:
- С поверхности изделия удаляют прижоги и сварной шов.
- Разметывают стыковочные риски на конструкции специальной защитной лентой, сделанной из алюминия. Ее необходимо наклеить на полируемую деталь в 2–3 слоя.
- Затем осуществляется обработка части изделия ручным шлифком посредством движений возвратно-поступательного характера. Обратите внимание! Нельзя чересчур сильно давить на шлифок.
- После того как обработка одной части детали завершается, на нее размещается алюминиевая лента. После этого шлифуется соседняя зона.
Шлифовальные листы используются в ситуациях, когда применение шлифка является нецелесообразным, а также при необходимости восстановления поврежденной при сатинировании поверхности. В этом случае следует правильно подобрать зернистость инструмента. Делается это, как правило, на черновой детали.
2 Травление – отлично скрывает следы после сварки нержавейки
Травильная процедура нержавейки также выполняется достаточно часто. Ее используют после термообработки, холодной и горячей деформации стали. Эта операция удаляет дефекты, образующиеся на поверхности нержавейки при разных видах термообработки и применения сварочного аппарата. Травление убирает следы окалины и цвет побежалости. Кроме того, оно способствует обновлению на стальных изделиях пассивного слоя, защищающего металл от негативного воздействия повышенных температур.
В промышленных условиях травление осуществляется с помощью расплавленных щелочных составов либо растворов (водных) кислот без воздействия электролиза или с таковым. Если используется кислота, операция производится в два этапа. Сначала нержавейку помещают в ванну с сернокислым раствором, затем – в азотнокислую среду. Щелочное травление подразумевает обработку стали расплавом каустической соды. Она не изменяет структуру металла и при этом отлично разрушает оксидную пленку на его поверхности.
В быту и в небольших частных мастерских травление выполняется с помощью специальных пастоподобных составов. Процедура может осуществляться даже неподготовленным человеком. Травильная паста представляет собой желеобразную прозрачную жидкость. Ее делают из плавиковой и азотной кислоты. В подобных составах отсутствует потенциально небезопасная соляная кислота и вредные для здоровья человека хлориды.

Травильная паста для нержавеющей стали
Травильная паста наносится на очищенное изделие (его следует помыть и качественно обезжирить любым подходящим средством) и оставляется на поверхности на определенное время (оно указывается на упаковке). В большинстве случаев обработка нержавейки происходит на протяжении 10–60 минут. После этого травильная паста смывается. Для этих целей используют большое количество обыкновенной воды.
Травильная паста изготавливается разными фирмами. На отечественном рынке популярностью пользуются далее указанные составы:
- SAROX TS-K 2000 – паста, которую можно использовать на любых нержавеющих поверхностях (в том числе и на вертикальных). Она гарантирует получение привлекательно вида сварного шва и надежную защиту металла от температурных воздействий. Эта травильная паста очищает нержавейку всего за 10 минут.
- Avesta BlueOne – состав для эффективного восстановления нержавеющих поверхностей, удаления с них следов коррозии и сварочных мероприятий, придания изделиям блеска. Обработка стали такой пастой должна продолжаться около 45 минут. При этом температура окружающей среды не может быть меньше +5°.
- Stain Clean от ESAB – паста с замечательным травильным эффектом. Ее не требуется каким-либо образом подготавливать, состав готов к использованию прямо из бутылки.
Важно! Любая паста наносится на очищенную заранее поверхность посредством кислотостойкой кисти и пластиковой лопатки.
3 Воронение и другие способы обработки нержавеющей стали – короткий обзор
Декоративные изделия из нержавейки нередко хромируют, чтобы придать им красивый вид и защитить от износа и коррозии. Хромирование рекомендовано для увеличения стойкости против механических воздействий на трущиеся части машин и различных приборов из нержавеющей стали, на режущий и мерительный инструмент.
Теоретически можно выполнять декоративное хромирование в домашних условиях. Но эта процедура требует от человека определенных знаний и умений. Поэтому лучше доверять хромирование мастерам специализированных центров. Тогда вы получите по-настоящему качественную и красивую поверхность изделий из нержавейки.
Популярно среди бытовых пользователей и воронение (чернение) стали. Эта технология применяется для декоративной отделки нержавеющих поверхностей. Воронение выполняется по трем методикам:
- кислотной;
- щелочной;
- тепловой.

Воронение стального нержавеющего сплава
Кислотное воронение выполняется электрохимическим либо химико-физическим способом в растворах кислот, щелочное – в растворах щелочей. При тепловой операции нержавейка обрабатывается в одной из следующих сред:
- растопленные соли;
- раствор спирта и аммиака в парообразном виде;
- в пароперегретой атмосфере.
Тепловое воронение осуществляется при высоких температурах (от 250 до 850 °С) в особых установках. Понятно, что таковые имеются только в специальных мастерских. Именно в них и следует заказывать декоративное воронение изделий из нержавеющей стали, используемых в быту. А вот холодное чернение может выполняться и дома.
Еще один способ обработки нержавейки – ее покраска. Такая операция может производиться порошковыми или жидкими составами. Первые считаются более предпочтительными, так как они обеспечивают получение на поверхности окрашенных изделий высокопрочной пленки, которая защищает металл от химических, температурных, механических и коррозионных воздействий.
tutmet.ru
Зачистка сварных швов после сварки по ГОСТ: способы
В скреплении металлических конструкций и разнообразных деталей сварка наиболее распространённый и приемлемый в экономическом плане метод.
Соединяя поверхности в итоге можно добиться однородного соединения, которое обеспечивает прочное скрепление отдельно взятых элементов.
Соединение – это слабое звено любого метода сварки. Поэтому зачистка сварных швов является необходимостью.

Не зачищенный сварной шов после сварки
Не зря зачистку сварных швов после сварки регламентируют ГОСТом 9.402-80.
Для очистки используется различный инструмент, задействуют определённые технологии. Это может быть:
- Очистка сварного шва механической шлифовкой.
- Протравливание с использованием химических материалов.
- Метод нейтрализации.
Понятно, что отдельно взятая технология имеет свои нюансы и рекомендации к применению в той или иной ситуации.
Оборудования для зачистки 
К выбору техники нужно подходить взвешенно. Нужно правильно подбирать расходные материалы и рабочее оборудование.
Это может быть металлическая щётка, угловая шлиф/машинка с абразивными кругами или шлифовальный станок.
«Важно!
Выбирая шлифовальную технику, следует ориентироваться в первую очередь на отдаваемую мощность. И только потом смотреть на показатели потребления.»
К примеру, в судостроительной отрасли успешно используются передвижные шлифовальные машинки. Проще подъехать к заготовке больших размеров, нежели пытаться перемещать её на новое место.

Передвижная шлифовальная машина
Необходимость зачистки сварных швов
Заключительный этап сварки включает в себя очистку места соединения от шлака и окалины. Зачистка сварных швов после сварки проводится в три этапа:
- обрабатывается место вокруг сварочного соединения;
- полировка после обработки антиоксидом;
- лужение места соединения.
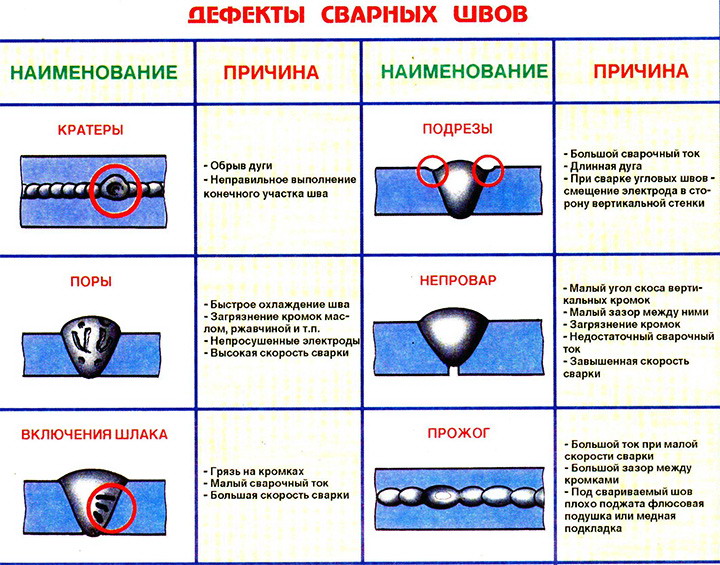
Зачистка сварных швов регламентируется ГОСТ 9.402-80 и выполняется для устранения, в том числе, дефектов рабочей поверхности. Согласно утверждённым стандартам это могут быть:
- Лунки.
- Кратеры.
- Свищи.
- Трещины в швах.
Важно рабочий процесс выполнять в соответствии с принятыми нормами. Нельзя допускать нарушения установленных стандартов. Необходимо в полном объёме использовать возможности шлифовальной техники и других механизмов зачистки.
Механическая чистка стыковочного места
Как зачищать сварочные швы болгаркой? Самый простой способ механического воздействия – это ручная зачистка болгаркой. В этом случае можно избавиться от дефектов, которые неизбежны при сварке:
- От окалины.
- Заусениц и окиси.
- А также следов побежалости.

Зачистка сварного шва болгаркой
Многие отмечают экономичность данного метода, и это подтверждённый факт.
«К сведению!
Зачистка сварных швов будет выполнена профессионально, если правильно подобрать шлифовальный круг.»
Химическая чистка соединения
Как показывает практика взаимодействие двух способов: механического и химического воздействия – это наиболее эффективный и действенный вариант. Зачистка сварных швов может выполняться:
- методом травления;
- методом пассивации.
Давайте рассмотрим оба варианта. Определим отличия и выясним, в чём заключается каждый из вышеуказанных методов.
- Зачистка сварных швов методом травления.
Это одна из стадий обработки сварного соединения, которая выполняется перед механической шлифовкой.
Работа проводится с использованием специального состава, позволяющего создать на рабочей (обрабатываемой) поверхности однородный слой.
Используя метод травления можно удалить участки с побежалостью. Травление допускается как отдельно взятых участков, так и полной заготовки.

Метод травления заготовки
В последнем случае материал лучше всего поместить полностью в ёмкость с травильным раствором. Нет чёткого регламента и времени на процесс травления при полном погружении.
Время в этом случае определяется в индивидуальном порядке. Зачистка сварных швов после сварки будет более эффективной, если после травления выполнить пассивацию. Это придаст месту соединения бонус в виде дополнительной прочности.
Обработка сварных швов после сварки может выполняться методом пассивации. Процесс выглядит следующим образом. Обработка поверхности проводится специальным составом.
Нанесённый ровный слой на рабочей поверхности образует плёнку. Это необходимо для предотвращения старения металла, точнее, коррозии.

Использование метода пассивации
С химической точки это выглядит так: оксиданты, с размягчённой поверхности детали или заготовки, взаимодействуя с нержавеющей сталью, ликвидируют образовавшиеся свободные излишки.
А также активизируют образование плёнки для защиты рабочего объекта.
Зачистка угловых сварных швов выполняется в соответствии с установленными правилами государственного технического надзора. За качество зачистки отвечает сменный мастер. Результаты работы заносятся в технологическую карту ремонта сварных швов.
Техника безопасности
Выполняя сварочные работы независимо от способа необходимо изначально подготовить рабочее место и проверить оборудование.
Процесс подразумевает использование специальных защитных средств и рабочей одежды для сварщика. В том числе, необходимость проведения инструктажа и соблюдения норм противопожарной безопасности.
Перед началом сварки проводится инструктаж, результат которого заносится в рабочий журнал. Допуск имеют лица не моложе 18 лет прошедшие специальное обучение.
Заключение
Для качественного изготовления продукции с использованием сварочных работ обязательным условием является обработка поверхности. Обработка может выполняться разными способами.
Но цель одна: привести рабочий элемент в состояние полной готовности. Важность этого процесса регламентируется положениями ГОСТ и другими документами на государственном уровне.
Можно сделать вывод, что обработка поверхности и удаление остатков сварки – это важный и неотъемлемый процесс, позволяющий в итоге получить желаемый результат.
svarkaipayka.ru
Чем зачищать сварные швы по нержавейке
беглый поиск по интернетам выдаёт такой текст, который встречается в нескольких местах - явно стыренная где-то копипаста:
Нужно провести тщательную зачистку и полировку, для того, чтобы изделие имело привлекательный товарный вид и долго служило в эксплуатации. Шлифовка и полировка сварных швов в изделиях из нержавеющей стали должна производиться абразивными материалами, изготовленными на основе оксида алюминия, циркония или керамического искусственного минерала. Эти материалы специально применяются для обработки нержавеющей стали. После такой обработки сварных соединений изделия из нержавеющей стали не требуют сложного санитарного ухода.
Опасно обрабатывать сварные швы абразивами, содержащими корунд, это приводит к коррозии сварного соединения, а, следовательно, сокращает срок службы изделия
Менеджер-ленточник 30-08-2012 10:55Могу прокомментировать.В составе абразива и его связке не должно быть железа и серы.Эти элементы при взаимодействии с внешней средой ,даже в микро количествах,создают очаги коррозии.Во всех абразивных продуктах компании 3М для обработки нержи оксид алюминия.За консультациями прошу обращаться. Сегодня вернусь в офис во вт.половине дня.
Yep 30-08-2012 11:16quote:Originally posted by Менеджер-ленточник:Во всех абразивных продуктах компании 3М для обработки нержи оксид алюминия.О КАК!Посоветуйтесь всё же с головным офисом, поскольку информация противоречиваяМенеджер-ленточник 30-08-2012 17:05quote:Originally posted by Yep:Посоветуйтесь всё же с головным офисом, поскольку информация противоречивая Вам шашечки или ехать?Что главное -найти разночтение в словах или подобрать правильный материал?Yep 30-08-2012 17:21а ссылки на сайт 3М где это написано - есть?
max12312 30-08-2012 18:50quote:Опасно обрабатывать сварные швы абразивами, содержащими корунд, это приводит к коррозии сварного соединения, а, следовательно, сокращает срок службы изделия Дело я думаю не в абразиве. А в скорости резания . Дело в том что сварку легированных сталей рекомендуют(и правильно рекомендуют ,я помнится по юности не поверил.. и получил интересный но печальный опыт,хорошо что исправимый!!!) проводить при минимальных режимах тока,во-избежание выгорания лигатуры.Так и тут ,таже самая фишка,скорее всего. Yep 30-08-2012 19:23quote:Originally posted by max12312:во-избежание выгорания лигатурытам в сварном шве хоть как хрома меньше.Mazak 30-08-2012 19:40Чтой то не замечал, что б у нас на работе сварные швы обрабатывали чем то особенным. Ежели интересно - сфоткаю б/у абразивные материалы. Скотч-Брайт точно белоруский))).
quote:Менеджер-ленточник и quote:max12312на мой взгляд дело говорят. Назовите хотя бы марку нержи и способ сварки, и что за изделие, и где и в какой среде будет эксплуатироваться, а там уж и о методах обработки можно порассуждать)))).Есть ли жизнь на марсе?(с))))))Yep 30-08-2012 19:57quote:Originally posted by Mazak:Назовите хотя бы марку нержи и способ сварки14Х17Н2, способ сварки:" автоматической, проволокойС точки зрения свариваемости мартенситно-ферритные стали являются "неудобным" материалом. В связи с высокой склонностью к подкалке в сварных соединениях возможно образование холодных трещин. Из-за опасности образования холодных трещин и хрупкого разрушения вследствие резкого снижения ударной вязкости металла околошовной зоны сварку этих сталей нужно вести с предварительным и сопутствующим подогревом, а также подвергать сварные соединения термическому отпуску. Сталь 08X13 подогревают до температуры 150...200 .С, а отпускают при температуре 680...700 .С. Сталь 14Х17Н2 подогревают так же, а отпуск производят при температуре 620...640 .С. Время между сваркой и отпуском для этих сталей не ограничивается. Стали 12X13 и 20X13 подогревают перед сваркой до температуры 300 .С и не позже чем через 2 ч после сварки производят отпуск при температуре 620...640 .С."
но без отпуска.
quote:Originally posted by Mazak:что за изделие, и где и в какой среде будет эксплуатироватьсяагрессивная среда(нефть с сероводородом в наличии) под давлением 150-300 атмосфер, мощная кавитацияолег ан 30-08-2012 20:34Не стальная карцовка и пассивировка шва азоткой.
Yep 30-08-2012 20:38quote:Originally posted by олег ан:Не стальная карцовка и пассивировка шва азоткой.вот и я думал что-то в этом роде... сначала травление, потом действительно, пассивировать.а что такое карцовка? типа зачисткиsuhai123 30-08-2012 20:42quote:вот и я думал что-то в этом роде... сначала травление, потом действительно, пассивировать.а что такое карцовка? типа зачисткиОшибся он правильное название - крацовка. Щетка проволочкая.Mazak 30-08-2012 20:46quote:агрессивная среда(нефть с сероводородом в наличии) под давлением 150-300 атмосфер, мощная кавитацияууууууу, мы для пищевиков оборудование делаем))). AISI 304 и 430 с 201 в основном используем. На 430 и 201, на шве ещё может ржавчинка иногда проступать, а вот на 304-й чистенько всегда.Yep 30-08-2012 20:48quote:Originally posted by Mazak:на швеа каким методом варите - аргон?Singulus 30-08-2012 21:48Странная копипаста. Оксид алюминия можно, а корунд нельзя. Правда корунд и есть оксид алюминия.
Dimon Hell 31-08-2012 12:28Я не бог весть какой сварщик и варю чисто для себя в основном, но на нержавейке при сварке аргоннодуговой сваркой швы сначала мажу ANTOX 71E, потом смываю водой при помощи скотчбрайта.
Yep 31-08-2012 05:33quote:Originally posted by Singulus:Странная копипаста. Оксид алюминия можно, а корунд нельзя. Правда корунд и есть оксид алюминия.конечно, поэтому я и выделил.эта копипаста есть на нескольких сайтах, занимающихся перилами из нержавейкиMazak 31-08-2012 08:40quote:а каким методом варите - аргон?Варят методом TIG http://selma.ua/images/stories/welding-process/tig/tig.jpgНикакой предварительной подготовки, состыковали и сварили. Только про режимы сказать не могу, бо не сварщик.Yep 31-08-2012 08:44quote:Originally posted by Mazak:Никакой предварительной подготовки, состыковали и сварили. Мы раньше тоже не парились, просто в данном случае условия уж больно экстремальные.Yep 31-08-2012 08:48quote:Originally posted by suhai123:Щетка проволочкая.да кстати, рекомендуют щётки тоже только из нержи(понятно что латунь нельзя - она намажется на нержу и создаст гальваническую пару), дробь из нержи, и тдguns.allzip.org
Как выполняется шлифовка нержавейки после сварки?
Многих новичков удивляет, что со временем на поверхности нержавеющей стали начинают появляться следы коррозии. Как так, ведь по всем параметрам нержавейка должна служить долго, не меняя своих эксплуатационных характеристик? Все дело не в стали, как таковой, а в том, что ее неправильно обработали, либо не обрабатывали вовсе.

На маленьких производствах часто берут на работу неквалифицированных сварщиков, которые не знают элементарных методов обработка шва. А из-за отсутствия контроля качества (даже визуального) в продажу поступает некачественная продукция, которая с виду может ничем не отличаться от других изделий, разве что шов будет виден. Конечно, эти проблемы не встречаются на крупном производстве, но все же важно знать, что такое шлифовка (она же полировка) и травление сварных швов нержавейки.
Содержание статьи
Шлифовка
Шлифовка, она же полировка нержавейки после сварки — один из основных методов обработки шва. На картинке ниже вы можете видеть результат до и после шлифовки. Согласитесь, после шлифовки металл стал выглядеть гораздо привлекательнее. Он приобрел законченный вид, а его зеркальный блеск кажется чем-то само-собой разумеющимся. Помимо эстетических качеств полированная нержавейка становится прочнее и долговечнее, увеличивается ее срок службы.

Существует множество способов полировки: от классических до современных. Каждый имеет свои достоинства и недостатки. Какие-то позволяют получить лучшее качество, а какие-то ускоряют процесс. В рамках этой статьи мы не будем подробно разбирать каждый метод полировки, поскольку все они применимы в разных случаях. Расскажем лишь основы.
Вне зависимости от метода, который вы будете использовать, полировка — это всегда использование некого инструмента в связке со шлифовальным кругом, наждачной бумагой, шлифовальным диском или напильником. В качества инструмента может выступать шлифмашинка или ваши собственные руки. Со шлифмашинкой работать удобнее и быстрее, но для обработки в домашних условиях можно просто взять в руки наждачку и отполировать поверхность.
В любом случае полировка проводится в два прохода. При первом проходе выполняется так называемая грубая полировка, когда поверхность шва нужно сделать наиболее однородной и ровной. Если используете шлифмашинку, то наденьте на нее диск и тщательно отшлифуйте поверхность. Это общие рекомендации, далее мы более подробно разберем процесс шлифовки.
Особенности шлифовки
Давайте подробнее разберем, как проводится шлифовка швов, поскольку это довольно обширная тема, в ней есть свои нюансы. Для начала не забудьте о технике безопасности, наденьте защитную одежду, очки и маску, чтобы металлическая пыль не попала в глаза и дыхательные пути.
Также учтите, что шлифовка нужна не всегда. Если на поверхности металла есть видимые дефекты (например, царапины) или шов недостаточно эстетичный, тогда можно шлифовать. А если с виду все хорошо, то не нужно тратить время на дополнительную полировку.
Чтобы убрать глубокие царапины или любые другие подобные дефекты используйте шлифовальные головки с абразивными лентами. Ширина ленты подбирается исходя из площади металла, который нужно обработать. Чем больше деталь, тем шире лента.
Как мы говорили выше, сталь нужно шлифовать в несколько проходов. Два прохода — это минимум. Зачастую на крупном производстве со строгим контролем качества шлифуют и в четыре, и в пять заходов. В любом случае, вашу работу ускорят профессиональные инструменты и сноровка.
Читайте также: СНИП и контроль качества
Теперь немного поговорим про абразивные ленты. У них может быть бумажная или тканевая основа, тканевая лучше. Зернистость может быть разной, здесь нет единой рекомендации, нужно учитывать особенности самого металла. Иногда есть необходимости в мокрой шлифовке, в таких случаях применяются водостойкие ленты.
Также для профессиональной шлифовки вам понадобится болгарка. С ее помощью вы удалите наплывы со сварного соединения, если это необходимо. Неплохо иметь под рукой столярный клей. Его можно нанести на поверхность шва и сверху пройтись абразивной лентой.

После этого нужно еще пару раз отшлифовать поверхность. И после каждой шлифовки обязательно очищайте поверхность металла от остатков клея и металлической пыли. В конечном итоге вы должны получить идеально ровную, блестящую поверхность. Постарайтесь, чтобы не оставалось никаких шероховатых участков.
Теперь можно нанести на металл полировочную пасту и пройтись мягким шлифовальным кругом. Круг может быть изготовлен из войлока, это один из лучших материалов для качественной полировки. Состав пасты не так важен. Если вы выполняете полировку впервые, то сгодится и недорогая паста. Кстати, полировочную пасту можно сделать своими руками. В интернете полно инструкций.
Обработка нержавеющей стали
Самый распространенный метод обработки шва — травление. Чтобы выполнить травление можно использовать серную или соляную кислоту. Иногда используется азотная кислота. При этом не обязательно использовать кислоту в жидком виде, можно приобрести пасту или спрей, что достаточно удобно. В нашей практике чаще всего используется густая паста для травления, мы наносим ее толстым слоем на шов с помощью кисти. В цеху должна быть хорошая вентиляция, потому что зачастую пасты имеют очень неприятный запах.
Если вы будете использовать жидкую кислоту, то здесь нужно внимательно соблюдать технику безопасности и не нарушать технологию травления. Сначала промойте деталь под проточной водой, затем погрузите деталь в емкость с кислотой. Можно использовать смесь из двух и более кислот для более эффективной обработки. Достаньте деталь из кислоты и снова промойте ее. Время погружения в емкость зависит от детали, состава кислот и многих других факторов. Так что читайте инструкцию.

Для обработки сварных швов по общепринятой технологии нужно использовать средства индивидуальной защиты. Ни в коем случае не обрабатывайте металл без маски и костюма. При использовании кислот выделяются пары, опасные для здоровья человека. А кожа очень восприимчива, так что защитите ее от прямого попадания кислоты.
Также для травления сварных швов на нержавеющей стали можно использовать электролитический метод. Он сложнее и стоит недешево, но все же достаточно эффективен. В емкость с жидкой кислотой и погруженной в нее деталью помещают источник тока. Ток может быть как переменным, так и постоянным.
Еще можно использовать пассиватор для обработки готовых сварных соединений. Пассиватор — это вещество, обладающее особыми свойствами, которые способны вводить металл в пассивное состояние (отсюда и название). Использование пассиваторов — это недорогой способ очистки швов, вещество можно наносить прямо на соединение либо окунать деталь в емкость (по аналогии с кислотами).
Вместо заключения
Теперь вы знаете, как очистить нержавейку после сварки и отполировать ее до зеркального блеска. Именно правильная обработка нержавейки отличает профессионала от дилетанта. Профессионал смотрит комплексно на все сварочные работы, а дилетант зацикливается только на формировании шва, забывая о подготовительных и завершающих процессах. Расскажите в комментариях о своем опыте шлифовки и обработки швов у изделий из нержавеющей стали. Желаем удачи в работе!
[Всего голосов: 1 Средний: 5/5]svarkaed.ru