Какие виды дуговой сварки существуют? Виды сварщиков
Основные виды сварки: классификация, назначение, оборудование
На сегодняшний день применяются различные виды стыковки металлов, основные различия и характеристики подразделяются на техническую, физическую, а также технологические разновидности. Технологический процесс соединения подразумевает взаимодействия материалов на межатомном уровне путем воздействия температур. Несъемные крепления используются для множества материалов, основные из них металлические детали, также свариваются стекло, пластмасса и керамика. Процесс происходит основными способами ручной, полуавтоматической или автоматической, в зависимости от характеристик механизмов.

Виды сварки
Понятие процесса сварки
Энергия подводится к электроду, материалу для сварки, путем усиления через инвертор. Определение сварки начинается с того, что воздействие электрической дуги приводит к расплавлению металла электрода, что приводит к образованию сварочной ванны. При процессе образования ванны происходит смешивание с основным материалом, шлаки всплывают на поверхность и служат как защитная пленка. Затвердевание металла после процессов называется процессом сварки.

Процесс сварки
Для определения, что такое сварка, важно знать, что существует два вида электродов – неплавящиеся и плавящиеся. Неплавящийся электрод подразумевает использование присадочной проволоки, которая вводится в сварочную ванну отдельно. Второй вариант плавит непосредственно прут электрода. Защита от окисления в процессе стыковки производится газами, подводящийся при горении головки. Существуют переменные и постоянные агрегаты, при работах с агрегатами постоянного тока происходит более качественный, равномерный шов.
Физические признаки сварки
Взаимодействие металлов или других материалов происходит путем межатомного воздействия элементов. При обычных температурных показателях материалы не взаимодействуют друг с другом вне зависимости от условий, из-за твердой структуры металлов. Загрязнение поверхностей при соединении в виде образований жира или окисей оказывает значительное влияние при процессе связки металлов.
Под действием сдавливания возможно физическое соединение на поверхности или пластическая деформация. Атомно — металлические связи происходит путем взаимодействий электронных соединений при сварке металлов, а также стыковка ковалентных металлов. Определение типа и вида сварки происходит по нескольким параметрам взаимопроникновения, например сдавливание, распайка и термомеханическое воздействие.

Расплав металла сваркой
Расплавление материала происходит без воздействия внешних механических сил, обеспечивается необходимая температура сварочными дужками, газовым пламенем, другим источникам энергии. Виды сварочных работ под давлением подразумевают деформацию металла, что придает текучесть жидким соединениям. Процесс стыковки материалов происходит за счет наплыва свежих слоев материала друг на друга.
Технологичность главное свойство сварных работ
Существует множество разновидностей способов, видов сварочных работ. Классификация имеет прямую зависимость от типа материала и оборудования. Распространенные виды сварочных работ:
- электрошлаковые;
- дуговые;
- плазменное и электронно-лучевое;
- световые, газовые;
- ультразвуковые;
- холодные, печные, контактные виды.
 Плазменная сварка
Плазменная сварка  Электрошлаковая сварка
Электрошлаковая сварка Важность технологических свойств
Бесперебойность процесса и его механизацию обеспечивают технологические свойства. Металлический компонент в сварочном шве остается защищенным в случае соблюдения требований и технологий. Виды сварки подразделяются на:
- вакуумные;
- воздушные;
- защитно — газовые;
- по флюсные;
- пенные;
- под флюсные виды.
Степень расплавленной среды материала подразделяется на атмосферную и струйную разновидность. Расплавленное вещество на дужке сварного шва характеризует струйную технологию. Характер заменимости способствует возможной замене газа на более или менее активный. Существует совокупность активных или инертных соединений газов. Степень механизации подразделяется на ручную, механизированную и полностью автоматический процесс.
Классификация способов сварки
Основными способами создания сварочных швов выделяются три основные виды сварки. Плавление элементов без прилагаемого усилия или давления применяется к оборудованию, способному работать электрической дугой или газовым пламенем. Расплавленные металлы соединяются в сварочной ванне, образуя защитный слой поверх деталей для предотвращения окислов и взаимодействия с кислородом.

Электродуговая сварка
Термомеханическим видом соединения подразумевается применение давления и тепловой энергии. Подогрев заготовок элементов осуществляется за счет тепловой энергии, механическое усилие придает нужное соединение пластичному металлу. Классификация сварки имеет третий вид, при котором производится давление на части материалов. В результате действий, материал сжижается, становится текучим, что дает возможность соединить материалы в труднодоступных местах. Загрязнённый слой отводится на поверхность текучей жидкости, в результате чего появляется обновлённый слой, чистый шов.
Термический класс сварки
Данный класс сварочных работ выполняется путем плавления кромок частей материалов. В начале процесса образуется сварочная ванна, после отвода которой производится шов. Классификация видов сварки термическим способом разделяется на основные подкатегории:
- газовая;
- электронно-лучевая;
- плазменная;
- лазерная;
- термитная;
- электрически дуговая стыковка.
Наиболее распространенным считается последний вариант т.к. не требует специализированного инструмента, приспособлений.
Дуговая сварка
Электродуговая стыковка деталей пользуется наибольшей популярностью при проведении работ. Электрическая дуга между электродами производится мощным разрядом, одним из элементов производится процесс сварки.

Схема дуговой сварки
Работа производится после обработки, заготовки материала, состоит из основных этапов.
- Производится соприкосновение электрода с металлом, что вызывает короткое замыкание, после этого, инструмент отводится на расстояние не более 5 мм. Короткое замыкание служит для достижения электродом требуемой температуры, путем интенсивной эмиссии электронов в конструкции катода. После достижения стабильной, устойчивой дуги, производятся работы.
- Устойчивый дуговой заряд производится путем ускорения электронов в электрическом поле, происходит ионизация газового соединения анода с катодом. Температура электрической дуги, как источника тепла достигает до 6000⁰. Сварочный ток при напряжении дуги до 50 В, использования покрытого специальным составов, достигает до 3 кПа.
Предназначение данного вида сварки с использованием покрытых электродов состоит в легировании состава шва, защиты расплава от окружающих воздействий путем газового и шлакового способа.
Газовая сварка
Электродуговой способ, при котором осуществляется процесс в газовой защитной среде. Подразделяются газообразные вещества на инертные и активные виды.
Методики сварки существуют МИГ и МАГ разновидностей, основное предназначение состоит в использовании универсальных материалов, различаются механическими параметрами.
Перед использованием оборудования необходимо проверить все составляющие, зачистить обрабатываемый металл от окраски и ржавчины.

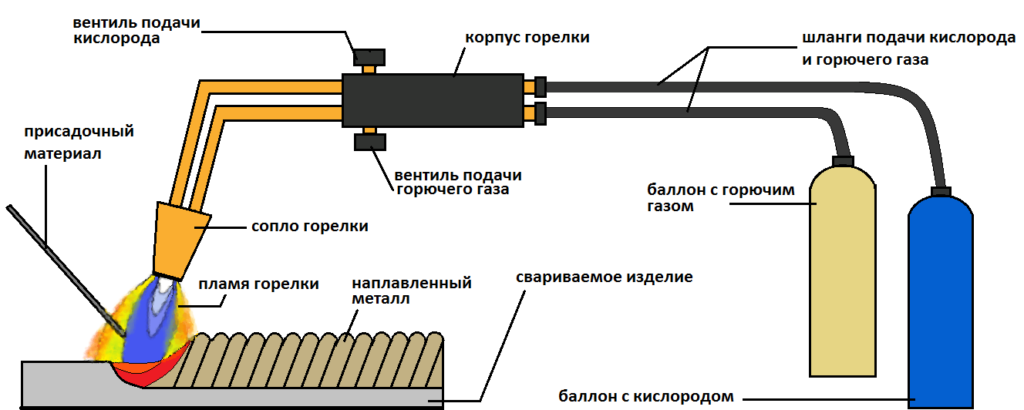
Устройство аппарата для газовой сварки
Комплект газосварочного оборудования состоит из:
- кислородный рукав номинальным давлением 0,64 МПа, используется для подачи ацетилена;
- подача кислорода производится через рукав третьей категории давлением до 2 МПА;
- два редуктора для регулировки давления;
- баллоны объемом от 40 л;
- горелка с регулировочным винтом.
Давление подачи ацетилена производится регулировкой редуктора на баллоне, специальный манометр указывает на точный параметр. Давление горючей смеси должно составлять около 0,2 МПа, кислород регулируется идентичным способом до уровня 0,5 МПа. Регулировка газовой горелки происходит путем открытия подачи ацетилена до тех пор, пока огонь не стабилизируется у основания, кислородом устанавливается мощность пламени.
Основные составляющие пламени это ядро, зона восстановления и факел. Горелка располагается под определенным градусом к основному металлу, расстояние между ядром и материалом составляет 1,5 мм. Поступательными движениями разогревается металл до температуры плавления, после изменяется градус подачи горелки, подается присадочная проволока.
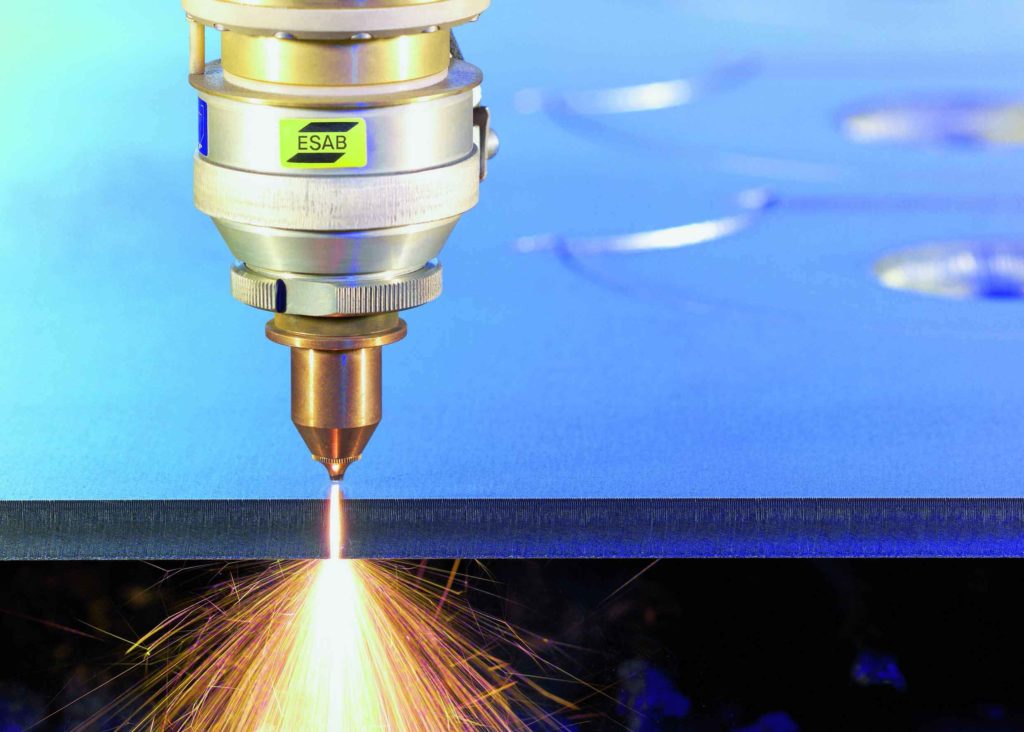
Лучевая сварка
Высокое качества шва достигается путем работы в вакууме. Процесс представляет собой передачу мощного пучка энергии к заготовке. Электроны взаимодействуют со составляющими веществами материала, что приводит к быстрому разогреву, достижению необходимой температуры плавления. Используются данная категория сварочных работ при работе с микроэлементами, т.к. луч можно регулировать до размеров микрона в диаметре.
 Установка для лучевой сварки
Установка для лучевой сварки 
Термитная сварка
Сварка происходит с использованием специального материала – термит, состоящего из соединений магния или алюминия, железной окалины. Порошкообразная смесь применятся к подготовленным в жаропрочном виде материала металлам, предварительно разжигая запалом либо электрической дугой. Результатом становится прочное соединение, основное предназначение данного вида работ состоит в стыковке труб, рельсов, наплавки массивных изделий.
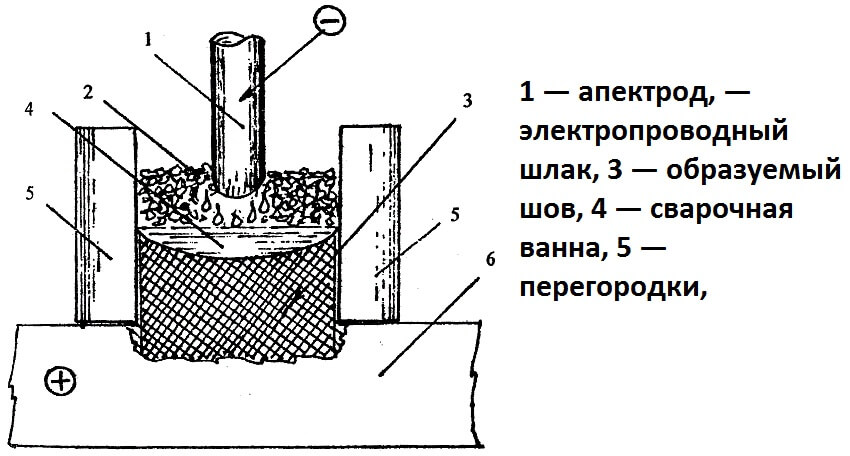
Электрошлаковая сварка
Относительно новый способ произведения сварочных работ разработан в институте им. Патона. Подготовленные детали обволакиваются шлаком, который нагрет до температур, превышающих плавление проволоки и металла. Электрошлаковая сварка позволяет заполнять большие разрывы в один проход, процесс не отличается от дугового вида стыковки металлов. Высокое качества шва достигается за счет образования защитной ванны, которая выдвигает нестабильные соединения металлов на поверхность.

Схема процесса электрошлаковой сварки
Процесс электрошлакового вида сварки происходит следующим образом:
- кромки вертикально расположенных деталей наклоняются на 20-25⁰ по отношению к размеченной части;
- устанавливается необходимый зазор для помещения порошка;
- дуга, разжигаемая между нижней пластиной и электродом, расположенным сверху расплавляет флюс;
- шлаковая ванна возникает путем плавления флюса, медных ползунов, после чего шунтируемая дуга потухает;
- происходит переход из дугового вида в шлаковую, ванная которой нагревается до 1700⁰;
- кромки металла расплавляются шлаком в сварочной ванне, после удаления электрода происходит остывание и кристаллизация металла.
Данным способом возможно работать со сложными швами, крупногабаритными деталями. Повышенное качество, отсутствие трещинообразования, позволяют стыковать шлаковой сваркой ответственные детали.
Газовые примеси и пузыри удаляются без затруднений из зоны сварки, этому способствует вертикальное расположение конструкции.
Термомеханический класс сварки
Комбинированный способ предлагает воздействие не только повышенной температурой на металл, но и механические усилия. В большинстве случаев, используется при стыковке малогабаритных частей, которые обычным способом качественно связать не представляется возможности. Процесс происходит в электродах — губках, в которых закрепляется две части деталей. Основными видами сварки называются контактная, диффузионная и кузнечные способы.
Кузнечная сварка
Качественное соединение кузнечным способом работ достигается при условиях очищенных от налетов, окислов прилагаемых поверхностей. Работа ручным инструментом осуществляется по нагретому металлу, детали нахлестываются и производятся удары молотком по поверхности.
 Способы кузнечной сварки
Способы кузнечной сварки  Кузнечная сварка
Кузнечная сварка Кузнечный вид сварки применяется далеко не ко всем материалам, имеет малую производительность, требует достаточного опыта от кузнеца.
Современные виды работ вытеснили кузнечное дело ввиду малой надежности стыкованных деталей.
Контактная сварка
Нагрев при сварке сопротивлением достигается прилеганием поверхности иглы к изделию. Электрический ток проходит через инструмент нужного диаметра, предварительно необходимо подготовить металл путем сдавливания или осадочного механического воздействия. Химическое воздействие атомов металла дает возможность сварить мелкие детали, легко поддается автоматизации и высокопроизводительна.

Контактная сварка
Различается на три основные способа, точечную, роликовую и стыковую разновидность. Широко применяется в промышленности и машиностроении, в труднодоступных местах и соединениях.
Диффузионная сварка
Основой способ является использования диффузии атомов при высоком уровне вакуума. Поверхностные слои металла нагреваются в силу высокой диффузионной способности атомов до температур, приближенной к плавлению. Контакт и надежная стыковка происходит механическим воздействием высокой силы, минимальная мощность сжатия составляет 20 МПа.
Применяется данный вид при плохо контактирующих материалах.
Процесс начинается с помещения деталей в специальную камеру, крепление и передачи усилия. Материалы выдерживаются определенной время, под воздействием электрического тока.
Механический класс сварки
Виды и способы механической сварки используют физическое воздействие на стыкуемые материалы. Основные способы имеют преимущества при отсутствии возможности до температуры плавления. Переход энергии из механической в кинетическую позволяют нагреть стыкуемые изделия до порога плавления.
Сварка трением
Основные детали, к которым применяется сварка трением, являются трубы небольшого диаметра, стержневые конструкции. Автоматизированный процесс позволяет производить различные виды сварочных работ в специальных машинах, в шпиндель которых крепятся заготовки. Машина работает посредством перемещения одной из деталей к неподвижной части. Частота вращения доводится до 1500 об/мин, в результате чего происходит нагрев деталей и оплавление.

Сварка трением
После выключения муфты вращения, машина выполняет осадку изделий. Экономичность, быстрое выполнение поставленных задач, делают вид работ трением преимущественнее дуговой, а также имеется возможность варить металлы из разных сплавов.
Холодная сварка
Заготовки стыкуются путем холодной сварки путем деформирования пластических свойств материалов. Температура при операции может достигать минусовой, поверхности должны быть зачищены от окислов и ржавчины. Соединение происходит на межатомном уровне, поэтому элементы должны быть идеально ровными и обработанными.

Холодная сварка
Применяется холодный вид при стыковке шин, проволоки или труб. Давление варьируется от 1 до 3 ГПа, данный способ требует подготовленного к высоким нагрузкам оборудования.
Сварка взрывом
Соединение деталей при сварке взрывом происходит путем синхронной пластической деформации деталей. Подвижная часть детали прикладывается параллельно к устойчиво закрепленной мишени, после чего производится контролируемый взрыв. Основное применение данный способ получил ввиду возможности стыковки разнородных металлов. Взрывные вещества применяются из состава гранулотола, аммонита, гексогена.

Сварка взрывом
Ультразвуковая сварка
Стыковка деталей происходит с применением источников энергии, выдающим на выходе ультразвуковые колебания. Применяется при шовной, точечной, контурного вида сварки механическим воздействием. Сухое трение способствует разрушению оксидных пленок, после заменяется на чистое трение, при котором происходит процесс сварки. Основными преимуществами данного способа является отсутствие предварительной очистки поверхностей, что значительно экономит время. При сварке пластмассовых деталей не допускается перегрев прилагаемых зон, т.к. контролируется температурный диапазон определенного участка. Отсутствуют вредные пары, газы при процессе, нагрев происходит за доли секунды.

Ультразвуковая сварка
Недостатками при ультразвуковом виде можно выделить дорогостоящее оборудование, малый диапазон толщины материалов. Необходимо четко определить толщину свариваемых видов материалов, при размерах вне допуска, возможно применение акустической линзы, что дает возможность сфокусировать энергию на определенном участке детали.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Виды сварки. Сварочные работы. Практический справочник
Напомним, что получение неразъемного соединения твердых материалов в процессе их местного плавления или пластического деформирования называется сваркой. Металлы и сплавы, как уже было сказано, являются твердыми кристаллическими телами, состоящими из кристаллитов, между которыми существуют межатомные и межмолекулярные силы взаимодействия. При обычных условиях между силами отталкивания и притяжения наблюдается равновесие. Под воздействием энергии, направленной извне (это энергия активации), оно нарушается. В зависимости от того, как именно активируются межатомные связи для формирования неразъемного соединения, сварка подразделяется на:
? сварку плавлением. В соответствии со способом нагрева электросварка плавлением представлена таким видами, как электродуговая, электрошлаковая, электроконтактная, электронно-лучевая. При этом жидкий металл расплавленных кромок перемешивается с образованием общего объема (сварочной ванны), из которого образуется металл шва. Это происходит и в результате использования присадочного металла. Источники локального нагрева бывают различными. Например, это могут быть электрическая дуга, плазма, горелка, энергия электронного или плазменного излучения, печь и др.;
? сварку давлением, при которой сварное соединение образуется благодаря исключительно деформированию свариваемых частей (в некоторых случаях нагрузка может сочетаться с местным нагреванием). Это возможно за счет применения статической или ударной нагрузки, например при сварке взрывом, ультразвуком или в процессе холодной сварки. В ходе пластической деформации на участке свариваемых кромок (он называется зоной соединения) возникает трение, которое способствует формированию межатомных связей между частями.
Для соединения двух металлов в единое целое необходимо, чтобы расстояние между их атомами сократилось настолько, чтобы силы взаимного притяжения начали активизироваться. Это достижимо при условии, что промежуток между атомами составляет 4 ? 10–8 см, что возможно, если:
? не нагревая детали, сжать их с приложением больших усилий, что характерно исключительно для пластичных металлов, например для алюминия;
? одновременно нагреть и сжать детали, прикладывая умеренное усилие;
? в зоне соединения нагреть детали до расплавления, не прибегая к сжатию, что и происходит при сварке металлов и сплавов.
В соответствии с этим сварка металлов классифицируется на основе различных признаков:
? физических;
? технических;
? технологических. В основе классификации по физическим признакам лежит форма энергии, которая применяется для создания сварного соединения.
Согласно ГОСТу 19521–74 можно выделить 3 класса сварочных процессов:
1. Термический, при котором в зоне сварки под воздействием тепловой энергии рабочие части металла соединяются посредством плавления. Сюда входят следующие разновидности сварки: а) дуговая. Этот вид сварки классифицируется по различным признакам (Ручная дуговая сварка. М.: Высшая школа, 1981), представленным на рис. 1.
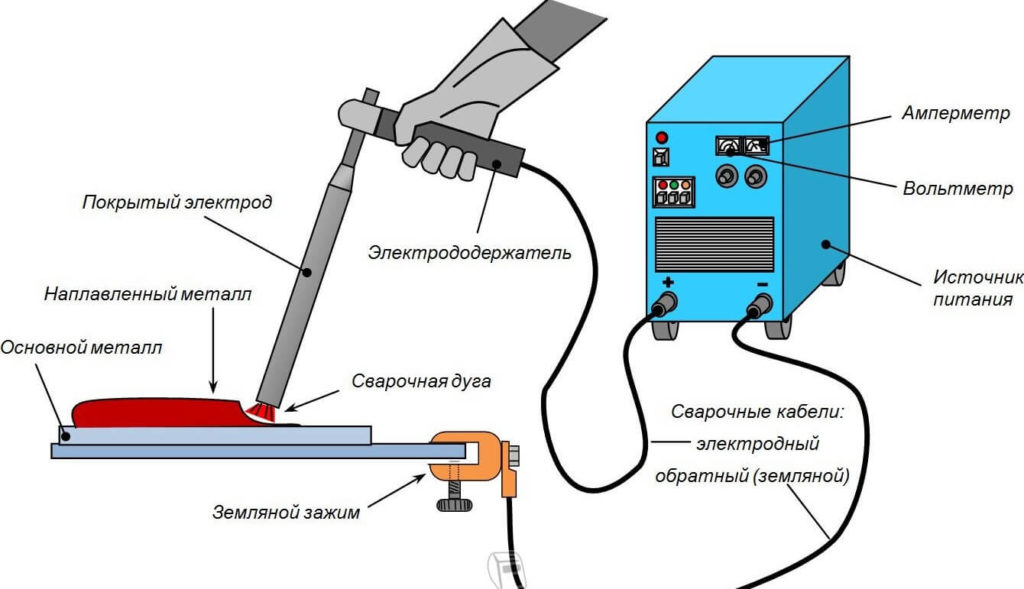
С применением электродуговой сварки осуществляется примерно 65 % сварочных работ, при которых могут использоваться как плавящиеся (металлические), так и неплавящиеся (угольные) электроды (рис. 2).
Первый способ был разработан Н. Г. Славяновым, а второй – Н. Н. Бенардосом.
Участок на границе расплавленной кромки называется зоной плавления. Ее ширина измеряется микрометрами, но несмотря на такие размеры прочность сварного соединения во многом зависит от нее.
По Славянову, кромки и электрод под воздействием сварочной дуги расплавляются одновременно. Образующаяся при этом сварочная ванна заполняет зазор между соединяемыми деталями, а после кристаллизации превращается в сварной шов.


Рис. 1. Классификация дуговой сварки
Чтобы улучшить качество наплавляемого металла, на электрод наносится особое покрытие, которое, расплавившись, превращается в слой шлака, покрывающий жидкий металл. В результате этого, во-первых, в шлак переходят вредные примеси, присутствующие в расплавленном металле, а во-вторых, шлак защищает сварочную ванну от проникновения в нее кислорода и азота из атмосферного воздуха.
К электроду, зафиксированному в электродержателе, ток (при этом способе дуговой сварки он может быть как постоянным, так и переменным) поступает по электрическому проводу, а к деталям – через второй провод, закрепленный зажимом.

Рис. 2. Электродуговая сварка: а – плавящимся электродом: 1 – деталь; 2 – сварочная дуга; 3 – зажим; 4 – электрод; 5 – электродержатель; 6 – провод; 7 – кромка; б – неплавящимся электродом: 1 – деталь; 2 – присадочный материал; 3 – электрод; 4 – электродержатель; 5, 6 – провод; 7 – сварочная дуга
В методе, разработанном Бенардосом, используется неплавящийся электрод, сварочная ванная создается за счет металлического прутка, расплавляющегося под воздействием сварочной дуги. В отличие от первого способа здесь используется постоянный ток. При сварке стали он не всегда дает результат нужного качества, поэтому в основном находит применение при сварке алюминия, меди, тонколистовой стали и наплавке твердых сплавов;
б) электронно-лучевая. Для ее осуществления необходима особая камера, в которой создается вакуум. Кромки свариваемых деталей расплавляются сфокусированным пучком электронов, которые ударяются в так называемое пятно нагрева, в результате чего кинетическая энергия их торможения переходит в теплоту. При этом температура в фокусе достигает 10 000 °C;
в) электрошлаковая, при которой основной и присадочный материалы расплавляются теплом, которое выделяется при пропускании электрического тока через расплавленный шлак на протяжении всего процесса. Этот вид сварки различается по виду и количеству электродов, наличию его колебаний и т. д. Данный способ используется для сварки крупногабаритных заготовок;
г) плазменная. При сварке в столб дуги постоянно поступает неионизированный газ. Под ее воздействием он последовательно нагревается, ионизируется и трансформируется в плазменную струю, которая уплотняется вихревым потоком газа. Образуется источник тепловой энергии, концентрация которого такова, что достаточна для сваривания металла;
д) световая, при которой сваривание деталей (металлов и отдельных неметаллических материалов) обеспечивает концентрированный луч – монохроматический (при лазерной сварке), солнечный (при гелиосварке) или искусственный полихроматический;
е) индукционная, при которой металл, нагретый токами высокой частоты, сдавливается. Данный способ практикуется при сварке труб;
ж) термитная. Для ее осуществления свариваемые части кладут в огнеупорную форму, на них ставят тигель, в который помещают термит (порошок из смеси алюминия с железной окалиной). В процессе реакции восстановления выделяется большое количество тепла (реакция относится к экзотермическим), а температура металла достигает 2000 °C. В результате этого жидкий металл оплавляет кромки частей и затекает в промежуток между ними. Кристаллизовавшись, он дает сварочный шов;
з) газовая, основанная на том, что основной и присадочный металлы свариваются с помощью высокотемпературного газокислородного пламени. Для этой цели используются различные газы – ацетилен, природный газ, водород и др. Чаще всего применяется ацетиленокислородная сварка, в которой используется пламя инжекционной горелки. Роль присадочного материала играют прутки или проволока из металла, схожего по составу с основным. По качеству этот вид сварки уступает электродуговой;
и) литейная. Этим способом сваривают изделия из благородных металлов и проч. В современном производстве к такому виду сварки прибегают редко – только для исправления чугунных отливок. Суть сварки состоит в следующем: зону сварки заливают расплавленным в тигле металлом, после чего формуют шов.
2. Термомеханический, который включает сварку и с использованием тепловой энергии, и с применением давления. Это такие виды сварки, как: а) контактная, осуществляемая тремя способами, например встык, что практикуется для соединения частей с малыми сечениями. Сначала гидравлический пресс сжимает кромки, потом с помощью электрического тока металл на кромках нагревается до пластического состояния и сваривается;
б) индукционно-прессовая, при которой под воздействием токов высокой частоты соединяемые части или детали, расположенные под определенным углом друг к другу и контактирующие на участке сварки, нагреваются, расплавляются, стягиваются обжимными роликами и осаживаются. Результат – прочное соединение;
в) диффузионная, основанная на способности атомов контактирующий деталей к диффузии. Их устанавливают встык, нагревают с помощью индуктора и сжимают. Процесс проходит либо в вакууме, либо в газовой среде (для этого используются инертные газы). При этом способе достаточно довести температуру до 750–800 °C;
г) газопрессовая, при которой кромки свариваемых частей нагревают с помощью ацетиленокислородной горелки и сжимают, применяя специальный осадочный механизм;
д) термокомпрессионная, для осуществления которой необходимость расплавления материалов отсутствует. Компонент, например проволочные выводы, и подложку покрывают ковким материалом (золотом), нагревают до 300 °C и сжимают примерно на полсекунды. В результате образуется соединение по типу диффузной сварки;
е) дугопрессовая, которая находит применение при необходимости присоединить к пластине детали вроде болтов или шпилек. Когда шпилька или болт отводится от пластины, между ними возникает дуговой разряд, из-за которого температура их торцов и металла пластины повышается, они нагреваются и расплавляются. В тот момент, когда при отключенном токе шпилька или болт ударяются о пластину, они свариваются;
ж) печная, практикующаяся, например, для приваривания фланцев к трубам. Для этого стыки покрывают специальным составом (вставка между ними латунного или бронзового кольца – еще один вариант). В таком виде все помещают в электропечь, в которой при температуре 1100–1500 °C происходит сваривание;
и) термитно-прессовая, при которой соединяемые части или детали нагревают газовым пламенем и сжимают.
3. Механический, в него входят виды сварки, для осуществления которых используется комбинация механической энергии и давления. Эту группу составляют следующие виды сварки: а) холодная, в основе которой лежит способность кристаллитов металла срастаться под воздействием высокого давления. Таким способом соединяют исключительно пластичные материалы, такие как алюминий, свинец и др.;
б) ультразвуковая, при которой свариваемые части сближают и стягивают вибрирующим зажимом, через который поступают высокочастотные колебания от магнитострикционного генератора. Благодаря колебаниям состыкованные части нагреваются, после чего свариваются в процессе диффузии атомов контактирующих материалов;
в) магнитно-импульсная, для проведения которой под воздействием импульсного тока индуктора и наведенных им вихревыми токами в соединяемых частях, деталях и ином свариваемые поверхности соударяются;
г) сварка взрывом, которая используется для соединения тонких листов с более массивными (процесс называется «плакирование»), например стали с латунью. Детали укладывают друг на друга, на поверхность помещают взрывчатое вещество, которое при детонировании взрывается и соединяет их в результате соударения;
д) сварка трением, практикуемая для соединения мелких деталей, одна из которых неподвижна, а другая вращается вокруг нее (или они вращаются в разные стороны). При трении выделяется тепло, которое нагревает и сваривает детали.
Техническими признаками, на которые опирается классификация сварки металлов, являются:
? способы защиты металла на участке сварки. Среди используемых представлена сварка в вакууме, защитных газах (в углекислом газе, водяных парах, инертных газах и др.), воздухе, пене, по флюсу и под ним. Кроме того, возможно комбинирование способов;
? степень непрерывности сварочных работ. По этому признаку различаются как прерывистые, так и непрерывные способы сварки;
? наличие механизации процесса сварки. Сюда входят ручные, автоматизированные, механизированные и автоматические способы сварки.
О технологических признаках следует сказать, что для каждого вида сварки они разрабатываются отдельно.
Поделитесь на страничкеСледующая глава >
hobby.wikireading.ru
Классификация видов сварки
Человечество очень многим обязано изобретателям сварки. Видов работ, где применяется данная технология, огромное множество: от машиностроения до строительства. Если бы не сварка, то неизвестно, на каком этапе технологического развития находились бы лидеры промышленного производства, да и вообще весь мир. Ведь не будь сварки, не было бы и крупных океанских сухогрузов и танкеров, не было бы цистерн для транспортировки наливных грузов и так далее.
С бурным развитием науки и технологий развивалась и сварка. И сегодня неразъемные соединения получают множеством всевозможных способов. Выбор конкретной технологии и оборудования зависит от множества факторов.

Классификация видов сварки
Существует огромное количество всевозможных способов осуществить соединение двух стальных изделий. Современные технологии позволяют надежно скреплять не только стальные и металлические материалы, но даже пластик. Однако существует ряд видов сварки (газовой и не только), которые нашли широкое применение и используются чуть ли не повсеместно. Критериями классификации сварки могут служить защитные среды, в которых осуществляется процесс плавления, степень механизации и автоматизации сварочных работ, по температурным параметрам соединяемых поверхностей и другие.

В соответствии с общепринятой классификацией видов сварки, все сварочные процессы можно поделить на сварку плавлением и сварку давлением. Каждая из этих двух больших групп включает целый ряд подгрупп.
Виды сварки плавлением следующие: электрошлаковая, газовая, индукционная, лазерная, дуговая (электрод может плавиться, а может и не плавиться) и ионно-плазменная. Каждый из перечисленных видов имеет свои преимущества и недостатки и имеет показания для применения в конкретной отрасли промышленности.
Виды сварки давлением: холодная и термомеханическая. К холодной сварке относится сварка трением, ультразвуковая сварка, сварка взрывом и так называемое вакуумное схватывание. Термомеханическая в свою очередь включает в себя диффузионную сварку, прессовую сварку (газо- и дуго-), термитную под давлением, термокомпрессионную и контактную (стыковая, точечная, роликовая).
Каждый из перечисленных видов сварки металла имеет свои особенности. Опытный инженер в области сварочных технологий способен по виду сварного шва определить технологию, по которой он был произведен.

Особенности сварки плавлением
Соединение формируется исключительно за счет оплавление материала электрода со свариваемыми изделиями. При этом на изделие не оказывается давление извне. Источником тепловой энергии может быть электрический разряд (дуга), а также горение газа. Соединяемые изделия частично оплавляются и образуют общий расплав. С понижением температуры возникает огромное количество центров кристаллизации и раствор затвердевает. Таким образом, изделия надежно соединяются в единую неразъемную конструкцию.

Некоторые особенности термомеханической
Данный вид сварки осуществляется за счет высокого давления, сообщаемого изделиям. При этом за счет сил трения, возникающих в результате перемещения одной детали относительно другой, контактирующие поверхности разогреваются до очень высоких температур. Активизируются диффузионные процессы, и атомы одного изделия начинают проникать в другое изделие, в результате чего образуется неразъемное сварное соединение.
Особенности сварки давлением
В последнее время данный вид сварки металла становится популярным. Главным образом благодаря своим широким возможностям. В частности, благодаря сварке давлением можно получить прочное соединение металла с пластиком. Да и вообще можно варить, казалось бы, совершенно несовместимые материалы (например, алюминий с медью и другие).
Это чрезвычайно высокотехнологичный вид сварки. Сварные соединения, полученные данным методом, являются довольно надежными и прочными.

Свариваемость материалов
Сварное соединение можно получить далеко не для каждой пары материалов. Предъявляются требования к химическому составу свариваемых изделий. Так, например, с ростом содержания углерода в качественных конструкционных сталях, способность к свариванию данного материала резко падает. Считается, что хорошей свариваемостью обладают стали с содержанием углерода до 0,3 % включительно. Если данное условие не выполняется, то сварной шов будет иметь множество дефектов как внутри, так и снаружи. Такое соединение будет иметь низкий комплект физических и механических свойств.
При сваривании изделий из углеродистой стали основной проблемой являются опускные и закалочные процессы, происходящие в зоне сварного шва. Также после сварки наблюдаются значительные остаточные деформации. Чтобы минимизировать вероятность растрескивания поверхности сварного шва, технология предусматривает предварительный нагрев свариваемых изделий до температур от 100 до 300 градусов. Уменьшить степень деформации позволит замена одного прохода сварного шва на несколько проходов. Для уменьшения остаточных напряжений и нормализации структуры рекомендуется производить средний отпуск изделий при температуре 300 градусов в течение нескольких часов. Точное время, необходимое для сквозного прогрева изделий, должно вычисляться по специальной методике, и зависеть от массы и габаритов самого изделия, типов нагревательных элементов в самой печи.
Стали, содержащие 13 % и более хрома, хорошо противостоят коррозии в обычных атмосферных условиях. Также такие стали сохраняют высокие механические свойства при нагреве до высоких температур.
Материал очень ценный. Особенно широко применяется в химическом машиностроении и других отраслях промышленности, где очень важны коррозионная и жаростойкость. Но высокохромистые стали, к сожалению, обладают плохой свариваемостью, так при охлаждении на воздухе в районе 1000 градусов, по границам зерен выпадает карбид хрома, что приводит к охрупчиванию материала в зоне сварного соединения. Для борьбы с этим негативным явлением можно воспользоваться следующими приемами: модификация стали титаном, ванадием (эти элементы препятствуют диффузионной подвижности атомов хрома и удерживают их внутри зерна), отжиг изделия при высоких температурах (900 градусов) с целью выравнивания структуры стали по химсоставу, ускоренное охлаждение в области сварного шва.
Алюминий также относится к типу материалов с низким показателем свариваемости. Протеканию процессов препятствует тонкая оксидная пленка, которая мгновенно покрывает всю поверхность при контакте алюминия с воздухом. Поэтому такой вид сварки осуществляется исключительно под флюсом. Расплав флюса растворяет окисную пленку, препятствующую протеканию сварных процессов.

Электродуговая сварка
Ручная электродуговая сварка является, пожалуй, самым распространенным видом дуговой сварки. Одновременно данная технология является самой популярной и активно применяется во всех отраслях промышленности и народного хозяйства.
Сущность процесса сварки данным способом состоит в следующем. Свариваемые изделия подключаются к электросети и выступают анодом. Электрод является катодом. Когда электрод подводится на близкое расстояние к металлическому изделию, то воздух пробивает электрическая дуга. Это сопровождается выделением большого количества энергии (тепловой) и электрод начинает плавиться.
Зажигание дуги электрического разряда протекает следующим образом. Сначала сварщик быстрым и отточенным движением касается электродом заготовки, а затем отводит электрод на небольшое расстояние (не более 5 миллиметров) от металлической поверхности. Высвобожденные электроны ускоряются в магнитном поле, и сталкиваясь с атомами газа в межэлектродном пространстве, инициируют отрыв электронов (вторичная эмиссия). Лавинообразный рост носителей заряда приводи к возникновению устойчивой электрической дуги.
Температура в месте входа разряда достигает шести тысяч градусов по Цельсию. Сила тока может регулироваться в зависимости от толщины и материала электрода и составляет 2-3 тысячи Ампер при напряжении максиму 50 Вольт. Столь выгодные условия протекания процесса вывели данную технологию в бесспорные фавориты и превратили ее в основной вид ручной дуговой сварки, используемый на производстве и в строительстве.
Как правило, используются электроды, покрытые специальным составом. Покрытие при нагреве выделяет газы, образующие защитную среду сварного шва. Также элементы покрытия легируют расплав, улучшая комплекс физико-механических свойств сварного шва.
Сварка под флюсом
Данная технология является основным видом сварки, применяемым на производстве при необходимости получать сварные швы идеального качества и большой длины. Даже самый опытный сварщик не способен варить ровные швы большой протяженностью.
Для защиты расплава от окислительного воздействия окружающей среды, на стык свариваемых изделий насыпается порошок специального состава (флюс). При нагреве до высоких температур, запускается процесс образования защитных газов, исключающих контакт металла, нагретого до высоких температур, с воздухом.
Защита флюсом позволяет применять более высокие токи по сравнению с ручной электродуговой сваркой, исключая возможность попадания на сварщика капель жидкого металла. Теоретические расчеты показали, что ток может быть увеличен до 8 раз. Таким образом, можно добиться впечатляющей производительности без ущерба качеству сварного шва.
При ручной сварке шов состоит, в основном, из расплава электрода. Шов, получаемый автоматической сваркой под флюсом, выглядит более презентабельно и состоит из материала электрода лишь на 1/3. Весь остальной объем занимает оплавленный материал свариваемых изделий. Таким образом, по сравнению со всеми видами ручной сварки, автоматическая сварка под флюсом является более экономичной (с точки зрения экономии расходных материалов) и чуть ли не в разы боле производительной.
Вместо электродов используется специальная проволока, смотанная в катушки. Стоимость проволоки значительно ниже стоимости электродов. Проволока разматывается по мере движения сварного автомата по линии сваривания и подается в зону резания специальным дозирующим устройством. По мере продвижения сварочного робота, сварной шов посыпается флюсом.
Особенности электрошлаковой сварки
Все другие виды сварки и их характеристики во многом уступают этой, возникшей сравнительно недавно, технологии. Сущность данного метода состоит в следующем. На свариваемые поверхности наносится слой шлака, предварительно нагретого до температуры выше значений, при которых происходит оплавление металла.
Поначалу процесс идет так же, как и при сварке под флюсом. Но когда образуется жидкая ванна из расплавленного шлака, то дуга гасится, а плавка кромок свариваемых изделий протекает за счет теплоты, которая выделяется при пропускании через изделия тока. Технология позволяет получать качественные и надежные соединения габаритных стальных изделий за очень короткие промежутки времени.
В ходе данного процесса поверхности изделий, которые необходимо соединить сваркой, должны располагаться в вертикальной плоскости. При этом не допускается плотный контакт поверхностей: необходимо оставить небольшой зазор, который заполняется шлаком.
К преимуществам электрошлаковой сварки можно отнести большую чистоту сварного шва по всевозможным включениям и микропорам и высокую производительность метода, возможность получать сварные швы любой конфигурации и пространственной формы. По заверениям специалистов в области сварки, скорость, по крайней мере, в 20 раз превышает скорость сварки под флюсом.
Особенности электронно-лучевой сварки
Поверхность стали разогревается за счет интенсивного бомбардирования электронами, испускаемыми мощной пушкой. Сварочные процессы происходят в откачной вакуумной камере, что положительно сказывается на качестве сварных швов.
Данная технология нашла применение при проведении прецизионных сварочных работ (например при производстве интегральных микросхем и т. д.) Пучок электронов можно фокусировать на невероятно малую площадь (до 1 микрона), что позволяет проводить сварку на микро- и даже нано- уровнях.
Плазменная сварка
Данный вид сварки, ввиду дороговизны оборудования и сложности реализации, применяется исключительно в научно-исследовательских целях. Гораздо большее распространение плазменные технологии получили в области термодиффузионного насыщения поверхностей металлов и сплавов.
Положительные заряды плазмы (ионизированного газа) ускоряются в магнитном поле и бомбардируют металлическую поверхность, разогревая ее до заданной температуры. Энергия ускорения иона в магнитном поле сопоставима с энергией, которой обладает частица при нагреве до 20 тысяч градусов. Низкотемпературная плазма вырабатывается специальным плазмотроном.

Особенности точечной контактной сварки
Для осуществления такой сварки необходимо разместить свариваемые листовые материалы внахлест, и прижать их двумя электродами с одной и с другой стороны. Сила прижима должна быть значительной, чтобы исключить дребезжание изделий. Затем через электроды пропускается ток. Электрическое сопротивление стальных изделий приводит к тому, что поверхность под электродами разогревается за считанные доли секунды до температур оплавления стали. Площадь сварной поверхности, как правило, равна площади электрических контактов.
Особенности холодной сварки
Данный вид сварки не требует разогрева поверхности и оплавления изделий. Холодая сварка осуществляется за счет деформаций в нормальных условиях, и даже в условиях минусовых температур.
Необходимо достичь возникновения металлической связи между атомами двух свариваемых изделий.
На качество сварного соединения в наибольшей степени влияет чистота поверхностей. Поэтому перед началом работ поверхности необходимо тщательно очистить от окислов и следов жира.
Процесс холодной сварки осуществляется в следующей последовательности: два металлических листа кладутся на приспособление, зачищенные участки поверхности необходимо поместить на оси пуансонов, пуансоны из износостойкой инструментальной стали сжимаются со значительным усилием, в результате чего образуется сварное соединение.
www.nastroy.net
Виды и способы сварки: классификация технологий
Для получения соединений материалов неразъемного типа используется сварка. Она использует принцип расплавления граней свариваемых поверхностей путем теплового воздействия. Помимо металлических изделий, ее применяют и для прочих материалов, включая пластмассу. Сварное соединение получается при плавлении или же используя воздействие давлением. Сваривание выполняется множеством методов, однако наиболее массово используются лишь некоторые из них. Многочисленные виды сварки применяются в общепромышленном производстве, при ремонте металлоконструкций, в судостроении, самолетостроении, в самых различных областях народного хозяйства, космическом и военно-промышленном комплексе. Для ознакомления с различными видами сварных процессов посмотрите соответствующие представленные видео.

Физико-химические процессы, возникающие при сварке
При сварочной плавке металлических изделий в рабочей шовной зоне получается соединение, которое структурно отличается от обрабатываемого металла. Это происходит из-за весьма сложных химико-физических процессов.
При сварном воздействии по месту соединения проходит электроток, и кристаллическая структура материала начинает колебаться с выделением тепловой энергии. Выполняется переход электродного вещества и свариваемой массы из твердого типа в жидкий, перемешиваясь и кристаллизуясь. В процессе сваривания в кристаллической структуре шва, а также прилегающего участка возникают деформации, внутренние напряжения.
Процессы химического типа при различных способах сваривания изменяют характеристики материала, при которых возникают новые соединения с другими параметрами. К ним относятся химические реакции, появляющиеся в жидкой или газовой фазе, а также на их периферии. При этом образуются шлаки, окислы и прочие соединения, имеющие отличия от главного материала в химическом составе.
Плавка присадочного и свариваемого изделия выполняется с помощью направленной концентрированной энергии. Для этого применяется пламя газовой горелки, сварная дуга или же прочие способы воздействия. Сварочная ванна может создаваться дополнительным металлом, а также основным соединяемым материалом. В основном она образуется путем смешивания присадочного элемента с главным. При этом дополнительный материал подается в сварную область специальная проволока, электродом или же прочим способом. Сплавляясь и перемешиваясь, эти элементы создают общую сварочную ванночку, ограничивающуюся оплавленными границами.
Металлическая масса, расплавленная под воздействием направленной энергии, проходит стадию кристаллизации и получается прочный соединительный шов. Кристаллизация – это фаза затвердевания расплавленного материала. В процессе сваривания основной металл, а также электродный полностью перемешиваются под воздействием высокой температуры и образуют единую кристаллическую структуру при охлаждении. Это позволяет получить монолитность соединения с весьма высокой прочностью.

Классификация сварки металлов
Сваривание разнообразных изделий выполняется огромным числом методов. Их количество доходит до 200, что далеко не является пределом при постоянном развитии технологий. Виды сварки, классификация способов сварки весьма разнообразны. Их отличие заключается в физических, технологических, а также технических признаках. Классификация методов сваривания по физическим свойствам представлена тремя основными группами:
- термическая;
- механическая;
- термомеханическая.
При термическом методе обработки применяется тепловая энергия. К данной группе относится дуговая, газовая, лазерная и прочие сварки. Механические соединения используют соответствующий тип энергии. К наиболее применяемым относят сваривание трением, взрывом, холодную. Каждый из данных типов отличается по энергетическим затратам, используемому специальному оборудованию, экологичностью. Термомеханическая группа применяет как тепловую энергию, так и дополнительное воздействие давлением. К этому сварному виду относится кузнечное соединение, диффузионное, контактное.
Основные виды
Разнообразные виды сваривания металлических предметов состоят из порядка двадцати способов. Их объединяет единый физический процесс, заключающийся в нагреве и плавлении металла в соединяемой зоне. Ознакомиться с многочисленным сварочным оборудованием можно на соответствующих фото.
Электродуговая
При использовании данного вида воздействия сварочная дуга образуется под слоем флюса между электродным элементом и свариваемым материалом. Металлическая масса начинает плавиться от выделяемого тепла, переходит в жидкое состояние. Высокая температура образуется в сварной дуге на небольшом разрыве между электродным стержнем и обрабатываемым материалом. Температурное значение может достигать 6000 °С, чего вполне достаточно, чтобы плавить изделие в месте соединения.
По окончании остывания получается шов, практически не уступающий по прочности обрабатываемому материалу. К разновидности этого типа относится контактный способ, при котором сварку осуществляют методом создания прерывистого оплавления. Используемые электроды имеют специальную маркировку под каждый тип материала. К наиболее удобным аппаратам для этой технологии относятся инверторы. Особой разновидностью дуговой электросварки является плазменная. Способы сварки и виды сварных соединений при электродуговом методе можно посмотреть на видео.
Электрошлаковая
Этот вид процесса использует шлаковую ванночку, разогреваемую действием электротока, для создания области плавления. При этом происходит защита участка кристаллизации от водородного насыщения, а также окисления. Теплота для плавки образуется при прохождении сварного электротока через расплавленный шлак (флюс), имеющий хорошую электропроводность.
После погружения электрода в шлаковую ванну, электрическая дуга гаснет, а ток начинает идти по жидкой шлаковой массе. Соединение выполняется движением внизу вверх на вертикальных швах с небольшим зазором по кромкам деталей. Этот тип сваривания применяется для изделий с толщиной от 15 мм и до целых 600 мм. Помимо этого, данную технологию используют для получения отливок, а также переплавки стали из различных отходов.
Газопламенная
Главным тепловым источником при этом виде обработки служит пламя горелки. Для его образования используют газовую смесь с кислородом. К наиболее применяемым газам относится бутан, ацетилен, пропан, МАФ. Обрабатываемые поверхности плавятся одновременно с присадочным элементом. Мощность пламени регулируется оператором и зависит от количества кислорода в газовой смеси. Оно может иметь восстановительный характер, нейтральный или же окислительный.
Повышенная скорость сваривания, а также превосходное качество шовного соединения получается при использовании МАФ. Это название обозначает метил-ацетиленовую фракцию. Однако, она требует наличия специальной проволоки с большим количеством кремния и марганца, что значительно удорожает процесс. Виды сварки и их краткая характеристика при газопламенном методе показаны на соответствующем видео.
Плазменная
Энергия для этого типа обработки получается за счет ионизированного газа – плазмы. Это нестандартная форма выполнения сварочных работ. Плазменная технология использует особые аппараты – плазмотроны высокочастотного, а также дугового вида. Для металлических и стальных сплавов применяют агрегаты прямого действия, а полупроводники и диэлектрики свариваются приборами косвенного воздействия. В специальной камере плазмотронного агрегата рабочий газ разогревается особыми вихревыми токами, которые создаются высокочастотным индуктором. Отсутствие электродов предоставляет возможность использования факела плазмы высокой чистоты.

Электронно-лучевая
При электронно-лучевом сваривании тепло создается мощным потоком, который бывает электронным или фотонным. Он имеет энергию огромных значений. На высокой скорости частицы попадают на изделие и передают его атомам свою энергетическую мощь. При этом выполняется интенсивное нагревание стыка свариваемых элементов. Процедура выполняется в вакуумной области, что повышает качество сварного стыка. Электронный пучок можно сформировать до микроскопических размеров, доходящих до нескольких микрон. Выполнение сваривания микродеталей возможно с использованием исключительно данной технологии.
Лазерная
Процессы с применением лазерного оборудования отличаются легкостью управления, простотой осуществления, полным контролем над локализованной областью обработки, а также отсутствием механического воздействия. Маленький пучок лазера предоставляет возможность реализовать многие операции на деталях из легкодеформируемых материалов, а также вблизи элементов с высокой чувствительностью к тепловому воздействию. Соединение при этом методе получается путем местного расплавления участков изделий. К недостаткам данного процесса относится необходимость использования специальной системы управления и технологические особенности, что весьма снижает КПД, а также чистоту сваривания при обработке энергоемких изделий.
Автоматизация процесса
Некоторые разновидности работ, сварка которых выполняется в больших масштабах, требуют наличия автоматической установки. Она подает чистую электродную проволоку, а также флюс гранулированного вида на свариваемый участок. При этом осуществляется перемещение дуги по длине сварного стыка, в автоматическом режиме поддерживается стабильное дуговое горение. Сваривание под флюсом в автоматическом режиме используется для металлов ответственных узлов при толщине до 10 мм. Кроме того, автоматические устройства применяются на производстве при выпуске однотипных элементов крупными партиями.
Производительность данного процесса намного превышает использование ручного сваривания. Данная технология предоставляет возможность обрабатывать металлические предметы с размером стыка соединяемых элементов до 20 мм без предварительной разделки граней. При этом существует и недостаток, заключающийся в ограниченной маневренности агрегатов, при которой сварная обработка поверхностей производится в нижнем положении.
Использование полуавтоматов для сваривания под флюсом оптимально для изделий с небольшим радиусом закруглений, малой длиной стыков, а также для труднодоступных участков. При этом процессе устройство выполняет исключительно подачу электродной сварной проволоки в область работы. Перемещение дуги по соединительному шву производит сам сварщик, используя особый электрододержатель. Полуавтоматические аппараты применяются при мелкосерийном производстве и индивидуальном изготовлении деталей.

Требования к сварочным швам
Соединения материалов, которые получаются с использованием сваривания, обязаны обеспечить надежность, а также работоспособность конструкции. Прочность и выносливость не должны снизиться со временем и гарантировать безопасное применение деталей, конструкций. По этим причинам к качеству сварных стыков предъявляются требования, напрямую зависящие от предназначения деталей. Помимо общих положений, используются специальные стандарты, устанавливающие конкретные параметры сварочных стыков.
Повышенные требования предъявляются к швам, постоянно находящимся под воздействием больших напряжений на растяжение (балки, стены, фермы). Показатели среднего уровня относятся к стыковым соединениям, противостоящим сдвигам, растяжениям, а также угловым при сваривании основных конструкционных деталей. Невысокие требования возлагаются на швы углового и стыкового типа вспомогательных конструктивных элементов.
oxmetall.ru
Классификация видов сварки :: SYL.ru
Человечество очень многим обязано изобретателям сварки. Видов работ, где применяется данная технология, огромное множество: от машиностроения до строительства. Если бы не сварка, то неизвестно, на каком этапе технологического развития находились бы лидеры промышленного производства, да и вообще весь мир. Ведь не будь сварки, не было бы и крупных океанских сухогрузов и танкеров, не было бы цистерн для транспортировки наливных грузов и так далее.
С бурным развитием науки и технологий развивалась и сварка. И сегодня неразъемные соединения получают множеством всевозможных способов. Выбор конкретной технологии и оборудования зависит от множества факторов.
Классификация видов сварки
Существует огромное количество всевозможных способов осуществить соединение двух стальных изделий. Современные технологии позволяют надежно скреплять не только стальные и металлические материалы, но даже пластик. Однако существует ряд видов сварки (газовой и не только), которые нашли широкое применение и используются чуть ли не повсеместно. Критериями классификации сварки могут служить защитные среды, в которых осуществляется процесс плавления, степень механизации и автоматизации сварочных работ, по температурным параметрам соединяемых поверхностей и другие.
В соответствии с общепринятой классификацией видов сварки, все сварочные процессы можно поделить на сварку плавлением и сварку давлением. Каждая из этих двух больших групп включает целый ряд подгрупп.
Виды сварки плавлением следующие: электрошлаковая, газовая, индукционная, лазерная, дуговая (электрод может плавиться, а может и не плавиться) и ионно-плазменная. Каждый из перечисленных видов имеет свои преимущества и недостатки и имеет показания для применения в конкретной отрасли промышленности.
Виды сварки давлением: холодная и термомеханическая. К холодной сварке относится сварка трением, ультразвуковая сварка, сварка взрывом и так называемое вакуумное схватывание. Термомеханическая в свою очередь включает в себя диффузионную сварку, прессовую сварку (газо- и дуго-), термитную под давлением, термокомпрессионную и контактную (стыковая, точечная, роликовая).
Каждый из перечисленных видов сварки металла имеет свои особенности. Опытный инженер в области сварочных технологий способен по виду сварного шва определить технологию, по которой он был произведен.
Особенности сварки плавлением
Соединение формируется исключительно за счет оплавление материала электрода со свариваемыми изделиями. При этом на изделие не оказывается давление извне. Источником тепловой энергии может быть электрический разряд (дуга), а также горение газа. Соединяемые изделия частично оплавляются и образуют общий расплав. С понижением температуры возникает огромное количество центров кристаллизации и раствор затвердевает. Таким образом, изделия надежно соединяются в единую неразъемную конструкцию.
Некоторые особенности термомеханической
Данный вид сварки осуществляется за счет высокого давления, сообщаемого изделиям. При этом за счет сил трения, возникающих в результате перемещения одной детали относительно другой, контактирующие поверхности разогреваются до очень высоких температур. Активизируются диффузионные процессы, и атомы одного изделия начинают проникать в другое изделие, в результате чего образуется неразъемное сварное соединение.
Особенности сварки давлением
В последнее время данный вид сварки металла становится популярным. Главным образом благодаря своим широким возможностям. В частности, благодаря сварке давлением можно получить прочное соединение металла с пластиком. Да и вообще можно варить, казалось бы, совершенно несовместимые материалы (например, алюминий с медью и другие).
Это чрезвычайно высокотехнологичный вид сварки. Сварные соединения, полученные данным методом, являются довольно надежными и прочными.
Свариваемость материалов
Сварное соединение можно получить далеко не для каждой пары материалов. Предъявляются требования к химическому составу свариваемых изделий. Так, например, с ростом содержания углерода в качественных конструкционных сталях, способность к свариванию данного материала резко падает. Считается, что хорошей свариваемостью обладают стали с содержанием углерода до 0,3 % включительно. Если данное условие не выполняется, то сварной шов будет иметь множество дефектов как внутри, так и снаружи. Такое соединение будет иметь низкий комплект физических и механических свойств.
При сваривании изделий из углеродистой стали основной проблемой являются опускные и закалочные процессы, происходящие в зоне сварного шва. Также после сварки наблюдаются значительные остаточные деформации. Чтобы минимизировать вероятность растрескивания поверхности сварного шва, технология предусматривает предварительный нагрев свариваемых изделий до температур от 100 до 300 градусов. Уменьшить степень деформации позволит замена одного прохода сварного шва на несколько проходов. Для уменьшения остаточных напряжений и нормализации структуры рекомендуется производить средний отпуск изделий при температуре 300 градусов в течение нескольких часов. Точное время, необходимое для сквозного прогрева изделий, должно вычисляться по специальной методике, и зависеть от массы и габаритов самого изделия, типов нагревательных элементов в самой печи.
Стали, содержащие 13 % и более хрома, хорошо противостоят коррозии в обычных атмосферных условиях. Также такие стали сохраняют высокие механические свойства при нагреве до высоких температур.
Материал очень ценный. Особенно широко применяется в химическом машиностроении и других отраслях промышленности, где очень важны коррозионная и жаростойкость. Но высокохромистые стали, к сожалению, обладают плохой свариваемостью, так при охлаждении на воздухе в районе 1000 градусов, по границам зерен выпадает карбид хрома, что приводит к охрупчиванию материала в зоне сварного соединения. Для борьбы с этим негативным явлением можно воспользоваться следующими приемами: модификация стали титаном, ванадием (эти элементы препятствуют диффузионной подвижности атомов хрома и удерживают их внутри зерна), отжиг изделия при высоких температурах (900 градусов) с целью выравнивания структуры стали по химсоставу, ускоренное охлаждение в области сварного шва.
Алюминий также относится к типу материалов с низким показателем свариваемости. Протеканию процессов препятствует тонкая оксидная пленка, которая мгновенно покрывает всю поверхность при контакте алюминия с воздухом. Поэтому такой вид сварки осуществляется исключительно под флюсом. Расплав флюса растворяет окисную пленку, препятствующую протеканию сварных процессов.
Электродуговая сварка
Ручная электродуговая сварка является, пожалуй, самым распространенным видом дуговой сварки. Одновременно данная технология является самой популярной и активно применяется во всех отраслях промышленности и народного хозяйства.
Сущность процесса сварки данным способом состоит в следующем. Свариваемые изделия подключаются к электросети и выступают анодом. Электрод является катодом. Когда электрод подводится на близкое расстояние к металлическому изделию, то воздух пробивает электрическая дуга. Это сопровождается выделением большого количества энергии (тепловой) и электрод начинает плавиться.
Зажигание дуги электрического разряда протекает следующим образом. Сначала сварщик быстрым и отточенным движением касается электродом заготовки, а затем отводит электрод на небольшое расстояние (не более 5 миллиметров) от металлической поверхности. Высвобожденные электроны ускоряются в магнитном поле, и сталкиваясь с атомами газа в межэлектродном пространстве, инициируют отрыв электронов (вторичная эмиссия). Лавинообразный рост носителей заряда приводи к возникновению устойчивой электрической дуги.
Температура в месте входа разряда достигает шести тысяч градусов по Цельсию. Сила тока может регулироваться в зависимости от толщины и материала электрода и составляет 2-3 тысячи Ампер при напряжении максиму 50 Вольт. Столь выгодные условия протекания процесса вывели данную технологию в бесспорные фавориты и превратили ее в основной вид ручной дуговой сварки, используемый на производстве и в строительстве.
Как правило, используются электроды, покрытые специальным составом. Покрытие при нагреве выделяет газы, образующие защитную среду сварного шва. Также элементы покрытия легируют расплав, улучшая комплекс физико-механических свойств сварного шва.
Сварка под флюсом
Данная технология является основным видом сварки, применяемым на производстве при необходимости получать сварные швы идеального качества и большой длины. Даже самый опытный сварщик не способен варить ровные швы большой протяженностью.
Для защиты расплава от окислительного воздействия окружающей среды, на стык свариваемых изделий насыпается порошок специального состава (флюс). При нагреве до высоких температур, запускается процесс образования защитных газов, исключающих контакт металла, нагретого до высоких температур, с воздухом.
Защита флюсом позволяет применять более высокие токи по сравнению с ручной электродуговой сваркой, исключая возможность попадания на сварщика капель жидкого металла. Теоретические расчеты показали, что ток может быть увеличен до 8 раз. Таким образом, можно добиться впечатляющей производительности без ущерба качеству сварного шва.
При ручной сварке шов состоит, в основном, из расплава электрода. Шов, получаемый автоматической сваркой под флюсом, выглядит более презентабельно и состоит из материала электрода лишь на 1/3. Весь остальной объем занимает оплавленный материал свариваемых изделий. Таким образом, по сравнению со всеми видами ручной сварки, автоматическая сварка под флюсом является более экономичной (с точки зрения экономии расходных материалов) и чуть ли не в разы боле производительной.
Вместо электродов используется специальная проволока, смотанная в катушки. Стоимость проволоки значительно ниже стоимости электродов. Проволока разматывается по мере движения сварного автомата по линии сваривания и подается в зону резания специальным дозирующим устройством. По мере продвижения сварочного робота, сварной шов посыпается флюсом.
Особенности электрошлаковой сварки
Все другие виды сварки и их характеристики во многом уступают этой, возникшей сравнительно недавно, технологии. Сущность данного метода состоит в следующем. На свариваемые поверхности наносится слой шлака, предварительно нагретого до температуры выше значений, при которых происходит оплавление металла.
Поначалу процесс идет так же, как и при сварке под флюсом. Но когда образуется жидкая ванна из расплавленного шлака, то дуга гасится, а плавка кромок свариваемых изделий протекает за счет теплоты, которая выделяется при пропускании через изделия тока. Технология позволяет получать качественные и надежные соединения габаритных стальных изделий за очень короткие промежутки времени.
В ходе данного процесса поверхности изделий, которые необходимо соединить сваркой, должны располагаться в вертикальной плоскости. При этом не допускается плотный контакт поверхностей: необходимо оставить небольшой зазор, который заполняется шлаком.
К преимуществам электрошлаковой сварки можно отнести большую чистоту сварного шва по всевозможным включениям и микропорам и высокую производительность метода, возможность получать сварные швы любой конфигурации и пространственной формы. По заверениям специалистов в области сварки, скорость, по крайней мере, в 20 раз превышает скорость сварки под флюсом.
Особенности электронно-лучевой сварки
Поверхность стали разогревается за счет интенсивного бомбардирования электронами, испускаемыми мощной пушкой. Сварочные процессы происходят в откачной вакуумной камере, что положительно сказывается на качестве сварных швов.
Данная технология нашла применение при проведении прецизионных сварочных работ (например при производстве интегральных микросхем и т. д.) Пучок электронов можно фокусировать на невероятно малую площадь (до 1 микрона), что позволяет проводить сварку на микро- и даже нано- уровнях.
Плазменная сварка
Данный вид сварки, ввиду дороговизны оборудования и сложности реализации, применяется исключительно в научно-исследовательских целях. Гораздо большее распространение плазменные технологии получили в области термодиффузионного насыщения поверхностей металлов и сплавов.
Положительные заряды плазмы (ионизированного газа) ускоряются в магнитном поле и бомбардируют металлическую поверхность, разогревая ее до заданной температуры. Энергия ускорения иона в магнитном поле сопоставима с энергией, которой обладает частица при нагреве до 20 тысяч градусов. Низкотемпературная плазма вырабатывается специальным плазмотроном.
Особенности точечной контактной сварки
Для осуществления такой сварки необходимо разместить свариваемые листовые материалы внахлест, и прижать их двумя электродами с одной и с другой стороны. Сила прижима должна быть значительной, чтобы исключить дребезжание изделий. Затем через электроды пропускается ток. Электрическое сопротивление стальных изделий приводит к тому, что поверхность под электродами разогревается за считанные доли секунды до температур оплавления стали. Площадь сварной поверхности, как правило, равна площади электрических контактов.
Особенности холодной сварки
Данный вид сварки не требует разогрева поверхности и оплавления изделий. Холодая сварка осуществляется за счет деформаций в нормальных условиях, и даже в условиях минусовых температур.
Необходимо достичь возникновения металлической связи между атомами двух свариваемых изделий.
На качество сварного соединения в наибольшей степени влияет чистота поверхностей. Поэтому перед началом работ поверхности необходимо тщательно очистить от окислов и следов жира.
Процесс холодной сварки осуществляется в следующей последовательности: два металлических листа кладутся на приспособление, зачищенные участки поверхности необходимо поместить на оси пуансонов, пуансоны из износостойкой инструментальной стали сжимаются со значительным усилием, в результате чего образуется сварное соединение.
www.syl.ru
Сварка металла: виды и технология
Технологический процесс создания неразъемного соединения однородных материалов за счет образования атомных связей называется сваркой. При этом в месте контакта происходит плотное сплавление двух материалов в один. Несмотря на то что такое соединение используется уже длительное время, современная сварка металлов, виды и технология ее выполнения совершенствуются постоянно, что позволяет производить стыковку различных изделий с повышенной надежностью и качеством.
Особенности сваривания поверхностей
Весь процесс сварки металлов протекает в две стадии. Сначала поверхности материалов необходимо приблизить друг к другу на расстояние сил межатомного сцепления. При комнатной температуре стандартные металлы не способны соединиться даже при сжатии со значительным усилием. Виной этому служит их физическая твердость, поэтому контакт при сближении таких материалов происходит лишь в некоторых точках, независимо от качества обработки поверхностей. Именно загрязнение поверхности существенно влияет на возможность сцепления материалов, ведь пленки, окислы, а также слои примесных атомов всегда присутствуют в естественных условиях.
Поэтому создание контакта между кромками деталей может достигаться либо за счет пластических деформаций, которые возникают в результате приложенного давления, либо в случае расплавления материала.
На следующей стадии сварки металла осуществляется электронная диффузия между атомами соединяемых поверхностей. Поэтому поверхность раздела между кромками исчезает и получается или металлическая атомная связь, или ионная и ковалентная связи (в случае полупроводников или диэлектриков).
Классификация видов сварки
Технология проведения сварочных работ постоянно совершенствуется и становится разнообразнее. На сегодняшний день существует около 20 видов сварки металла, которые классифицируются на три группы:
- Сварка давлением осуществляется приложением механической энергии, когда связи между кристаллами получаются методом пластической деформации материала. В результате металл начинает течь, перемещаясь вдоль линии стыковки деталей, унося с собой слой загрязненных примесей. Процесс деформирования и соединения поверхностей без предварительного подогрева называется холодной сваркой для металла. В этом случае образуются межатомные связи, что приводит к плотной стыковке деталей.
- Сварка плавлением осуществляется путем соединения изделий без применения давления. Источниками тепла при такой сварке металла являются газовое пламя, электрическая дуга, энергия лучевого типа. При сваривании поверхности нагреваются и расплавляются, образуя межатомные связи между двумя металлами и электродом, объединяясь в общую сварочную ванну. После охлаждения и затвердевания состава образуется сплошной литой шов.
- Термомеханическая сварка металла осуществляется с использованием нагрева и давления. Место стыковки материала сначала разогревается, а затем прессуется. Подогрев детали придает ей необходимую пластичность, а механическое воздействие объединяет части изделия в монолитное соединение.
Сварка плавлением
Этот вид сварочных работ находит широкое применение, как в промышленных условиях, так и в быту. К соединению металлов плавлением относятся:
- Электродуговая сварка. Производится созданием между металлом и электродом высокотемпературной электрической дуги.
- При плазменном соединении источником тепла служит ионизированный газ, который проходит с высокой скоростью через электрическую дугу.
- Шлаковая сварка осуществляется благодаря нагреву расплавленного флюса (шлака) электрическим током.
- Лазерное соединение происходит благодаря обработке металлической поверхности лазерным лучом.
- При электронно-лучевой сварке нагревание места стыка осуществляется за счет кинетической энергии движущихся электронов в вакууме под воздействием электрического поля.
- Газовая сварка металлов основана на нагревании точки соединения потоком огня, который образуется при сгорании кислорода и газа.
Электродуговое сварочное соединение
Дуговая сварка предполагает использование источника тока с большим номинальным значением, при этом аппарат имеет небольшое напряжение. Подключение трансформатора происходит одновременно на металлическую заготовку и сварочный электрод.
В результате сварки металла электродом образуется электрическая дуга, за счет которой происходит расплавление кромок соединяемых заготовок. В зоне действия дуги создается температура около пяти тысяч градусов. Такого нагрева вполне достаточно для расплавления любых металлов.

Во время плавления металла соединяемых деталей и электрода формируется сварочная ванна, в которой и происходят все процессы сцепления. Шлак поднимается на поверхность расплавленного состава и формирует специальную защитную пленку. В процессе дуговой сварки металла применяются электроды двух типов:
- неплавящиеся;
- плавящиеся.
При использовании неплавящегося электрода необходимо в зону действия электрической дуги вводить специальную проволоку. Плавящиеся электроды сварной шов формируют самостоятельно. В состав таких электродов добавляются специальные присадки, которые не позволяют дуге гаснуть и увеличивают ее устойчивость. Это могут быть элементы с высокой степенью ионизации (калий, натрий).
Способы соединения дугой
Электродуговая сварка осуществляется тремя способами:
- Ручным методом. В этом случае все этапы соединения выполняются вручную, с применением простой электродуговой сварки.
- Более производительной является сварка металла полуавтоматом. При таком способе сварной шов делается вручную, а присадочная проволока подается в автоматическом режиме.
- Автоматическая сварка производится под наблюдением оператора, а вся работа делается сварочным станком.

Технология газосварки
Этот вид сварочных работ позволяет соединять различные металлические конструкции не только на промышленных предприятиях, но и в бытовых условиях. Технология сварки металла не очень сложная, газовая смесь при горении расплавляет кромки поверхности, которые заполняются присадочной проволокой. При остывании шов кристаллизуется и создает прочное и надежное соединение материалов.

Газовая сварка имеет много положительных аспектов:
- Возможность соединять различные детали в автономном режиме. Причем для этой работы не требуется мощный источник энергии.
- Простое и надежное оборудование газосварки легко поддается транспортировке.
- Возможность осуществлять регулируемый процесс сварки, так как легко вручную изменять угол наклона огня и скорость нагрева поверхности.
Но есть и недостатки применения такого оборудования:
- Место нагрева имеет большую площадь, что отрицательно сказывается на соседних элементах детали.
- Отсутствие возможности автоматизировать процесс сварки.
- Необходимость строго соблюдать меры безопасности. Работа с газовой смесью имеет высокую степень взрывоопасности.
- Толщина металла для качественного соединения должна быть не более 5 мм.

Шлаковая сварка
Такой вид соединения считается принципиально новым способом получения сварного шва. Поверхности свариваемых деталей покрываются шлаком, который нагревается до температуры, превышающей плавление проволоки и основного металла.

На начальной стадии сварка аналогична дуговому соединению под флюсом. Затем, после образования сварочной ванны из жидкого шлака, дуга прекращает свое горение. Дальнейшее расплавление кромок детали осуществляется за счет тепла, которое выделяется при протекании тока. Особенностью этого вида сварки металла является высокая производительность процесса и качество сварочного шва.
Сварочное соединение давлением
Соединение металлических поверхностей посредством механического деформирования чаще всего производится в условиях промышленного производства, так как для выполнения такой технологии требуется дорогостоящее оборудование.
К сварке давлением относятся:
- Ультразвуковая стыковка частей металла. Выполняется благодаря колебаниям ультразвуковой частоты.
- Холодная сварка. Осуществляется на основе межатомного соединения двух деталей путем создания большого давления.
- Кузнечно-горновой метод. Известен с давних времен. Материал нагревается в горне, а затем сваривается механической или ручной проковкой.
- Газовая с прессовкой сварка. Очень похожа на кузнечный метод, только для нагрева применяется газовое оборудование.
- Контактное электрическое соединение. Считается одним из самых популярных видов. При такой сварке нагрев металла осуществляется прохождением по нему электрического тока.
- При диффузионной сварке сила давления на металл невысокая, но зато необходима большая температура нагрева места соединения.
Точечная контактная сварка
Соединяемые поверхности при такой сварке находятся между двумя электродами. Под действием пресса электроды сжимают детали, после чего подается напряжение. Нагрев места сварки происходит за счет прохождения тока. От размера контактной площадки электрода полностью зависит диаметр места сварки.

От того, как расположены электроды по отношению к соединяемым деталям, контактная сварка может быть односторонней или двусторонней.
Существует много видов контактной сварки, работающих по аналогичному принципу. К ним можно отнести: стыковую сварку, шовную, конденсаторную.
Техника безопасности
Работа со сварочным оборудованием сопряжена со многими опасными для здоровья оператора факторами. Высокая температура, взрывоопасная среда и вредные химические испарения требуют от человека строгого соблюдения мер безопасности:
- Все электрические агрегаты и устройства должны быть надежно заземлены и заизолированы.
- Работать необходимо в сухой спецодежде и рукавицах. Для защиты кожи лица и глаз обязательно нужно применять маску с темным стеклом.

- Обязательно должна находиться на рабочем месте сварщика аптечка и огнетушитель.
- Помещение, где проводятся сварочные работы, должно иметь хорошую вентиляцию.
- Работы запрещено проводить в непосредственной близости к легковоспламеняющимся предметам.
- Запрещено оставлять газовые баллоны без присмотра.
Существует большое количество видов сварки металла, какой из них выбрать решает сам сварщик, исходя из наличия оборудования и способности достичь требуемого результата работы. Сварщик должен знать устройство и принципы работы на определенном оборудовании.
fb.ru
Виды дуговой сварки и технология сваривания металла
Дуговая сварка — это процесс плавления, в ходе которого под воздействием тепла электрической дуги свариваемые кромки начинают нагреваться. Температура при таком нагреве достигает 5000°С. Виды сварки дуговой классифицируют по нескольким аспектам: виду электрода и дуги, а также характеру влияния дуги на поверхность металлического изделия. Электроды могут быть плавящиеся и неплавящиеся. Плавящиеся разделяют на ленточные, штучные и проволочные, а неплавящиеся — на графитовые, вольфрамовые и угольные. Следует отметить, что выбор технологии зависит от определенного случая, ведь только так можно создать надежные соединения металла.

Процесс дуговой сварки заключается в нагреве и плавлении металлов под действием дугового разряда, который также называют вольтовой или электрической дугой.
Процесс дуговой сварки осуществляется посредством тока: постоянного (с полярностью прямой и обратной), пульсирующего или переменного (повышенной и промышленной частоты). Технология сваривания допускает использование как 1-2 дуги, так и большее количество, но при этом каждая должна иметь свой источник питания. Это позволит увеличить эффективность работы и улучшит ее качество. Что касается электродной сварки, то дуг тоже может быть много, но в таком случае необходимо обеспечить подвод сварочного тока общего типа.
Разновидности дугового сваривания
Во многих сферах требуется применение сварочного аппарата, чтобы соединить различные виды металлов между собой. Это могут быть коммуникационные системы, мебель, предметы быта и т.д.
В строительной и промышленной сфере применяют несколько видов сварки дуговой:
- ручная;
- электродная;
- автоматическая под флюсом;
- сваривание в защитном газе.

Схема ручной дуговой сварки металлическим электродом.
Ручную дуговую сварку можно выполнить несколькими способами — плавящимся и неплавящимся электродом. Технологический процесс подбирается индивидуально для каждого металла и, исходя из его особенностей и свойств. Довольно часто применяется сварка, выполняемая при помощи плавящегося элемента посредством постоянного и переменного тока. Его процесс заключается в следующем:
- Между кромками, которые поддаются свариванию и плавящимся стержневым элементом возникает процесс возбуждения электрической дуги.
- Под воздействием тепла дуги начинают плавиться кромки металлического изделия и электрод.
- В итоге образуется расплавленный участок железа, который при охлаждении формирует шов.
Следующим, не менее популярным способом является дуговое сваривание неплавящимися электродами. Для данной технологии применяются вольфрамовые, угольные и графитовые электроды. Технология с неплавящимися стержневыми элементами имеет некоторые отличия, а именно:
- Высокая температура плавления, т.е. для соединения элементов потребуется гораздо больше энергии, но такие швы будут очень надежными.
- Неплавящиеся электроды не принимают никакого участия в формировании шва.
Автоматический и ручной процесс

Схема автоматической сварки под флюсом.
Сваривание автоматическое под флюсом — это технологический процесс с проволочным сварным элементом под слоем флюса. При дуговом сваривании, выполняемом вручную, все движения сварщика механизированы, подача электродов поступает в зону дуги, а также вдоль кромок изделия, которые подвергаются свариванию. Кроме того, нередко применяется полуавтоматическая сварка. Процесс полуавтоматического сваривания отличается тем, что сварщик должен вручную перемещать стержневой элемент по длине соединяемого металлического изделия. При сварке «полуавтомат» нужно избегать попадания углекислого газа или инертного газа на расплавленный металл. После того как металл остывает, образуется шов. Благодаря автоматической и полуавтоматической сварке получают надежные швы, которые с течением времени не разойдутся.
При выполнении дуговой сварки при помощи защитного газа можно соединять металлы без применения электродных покрытий и флюсов. Такой способ сваривания выполняется как с плавящимися, так и неплавящимися электродами. С плавящимися шов образуется за счет кромок металлического изделия, которые поддаются плавлению, а с неплавящимися электродами — за счет электродной проволоки, которая попадает в зону дуги и расплавляется. Расплавленный металл необходимо защитить от азотирования и окисления посредством обработки его поверхности газом. Только так металлическое изделие будет надежно защищено от внешнего негативного воздействия и швы смогут прослужить долгое время.
Вне зависимости от того, каким способом выполняются сварные швы металла, их необходимо производить профессиональным оборудованием. К тому же мастер должен обладать соответствующими знаниями, иначе вся работа будет выполнена напрасно. Приступая к работе, следует в первую очередь позаботиться о своей безопасности, а именно одеть спецодежду, щиток, защитные перчатки и обувь.
moyasvarka.ru