Сварка своими руками. Пол автомат сварка
Сварочные автоматы — какие они бывают и где применяются?
Май 10, 2017
Сварочный аппарат-автомат представляет собой устройство, где сварочная головка объединена со специальным механизмом, который обеспечивает подачу присадочной проволоки вдоль формируемого сварного соединения. Кроме того, здесь предусмотрены конструкции, позволяющие подавать флюс, несколько выносных пультов управления, которые позволяют быстро отрегулировать скорость подачи присадки, силу тока и много других немаловажных параметров, обеспечивающих качественный шов. Мощность аппаратов может серьезно отличаться.
Разновидности автоматических аппаратов
Стоит отметить, что автоматические аппараты могут быть специализированными или универсальными. Отличаются эти устройства по ряду признаков, которые, так или иначе, характеризуют их полезные эксплуатационные свойства:
- Сварочные автоматические конструкции бывают самоходными и несамоходными, причем последние получили название «подвесные»;
- Очень важна разновидность используемых электродов. Универсальное оборудование рассчитано почти на все типы, в том числе на неплавящиеся, производимые из вольфрама. Специализированные аппараты при проведении сварки пользуются только одним из разновидностей данного расходного материала;
- Тип плавки электрода – проводной, штучный либо ленточный;
- Способ защиты участка, где производится сварочная деятельность – флюс, защитная газовая среда (углекислый газ, аргон, гелий и другие вещества), комбинированная технология, где флюс сочетается с газовой средой;
- Разновидность используемого тока: оборудование может быть рассчитано на постоянный или переменный ток. В продаже сегодня имеются установки, которые способны работать при обоих разновидностях напряжения;
- Технология подачи присадочной проволоки: регулируемая в ручном режиме, регулировка осуществляется в зависимости от того, какое напряжение подается электрическую дугу;
- Методика формирования сварного соединения – свободная или принудительная технология;
- Способ регулирования сварочного тока – плавный, ступенчатый или комбинированный.
Технология проведения работ
Если планируется использовать сварочный аппарат-автомат, то в большинстве случаев вместо электродов будет применяться специальная присадочная проволока, которая наматывается на особую катушку. Она закрепляется в подающем механизме и подается в район формирующегося шва при помощи системы роликов. Автоматическая подача производится во многом за счет электрического двигателя.
Перемещение и выпрямление производится внутри данного механизма, после чего проволока попадает в мундштук, через который и выходит к сварной дуге.
В мундштуке дополнительно устанавливается контакт, проводящий электрический ток. Он будет контактировать с присадочной проволокой, за счет чего и станет возникать сварочная дуга. Расстояние между дугой и контактами невелико, поэтому сам процесс перемещения проволоки будет очень похож на технологию работы с коротким электродом, который будет сохранять примерно одинаковую длину в течение всего периода использования.
Рабочее пространство отличается незначительными размерами, особенно у аппаратов марки Leister, поэтому даже очень высокую плотность электрического тока можно направлять на расплавление металла и при этом не опасаться, что проволока или оборудование начнет перегреваться. Главным качеством автоматических аппаратов Ляйстер, как и у большинства других марок, является равномерная подача проволоки за счет надежного механизма, поэтому не придется делать поправку на дугу, изменяющую свою длину. Стоит отметить, что в продаже имеется оборудование фирмы Твинни Т, которое может зажигать дугу самостоятельно, без контакта с соединяемыми заготовками.
- Скорость подачи присадочной проволоки находится в прямой зависимости от напряжения, под которым работает электрическая дуга, а также от ее плотности. Чем меньшей будет дуга, тем медленнее будет производиться подача расходного материала. Благодаря такому технологическому решению напряжение на дуге остается постоянным в течение всего времени проведения работ. Соответственно, расход проволоки будет оптимальным – не слишком маленьким, но и не слишком большим, что позволяет формировать наиболее качественное сварное соединение;
- Строительные и монтажные работы, осуществляемые при помощи данного оборудования, будут производиться в нормальном режиме даже в случае, если в сети возникнет короткое замыкание. Когда напряжение пропадает присадочный материал резко отводится от соединяемых заготовок. При восстановлении тока, проволока выдвигается и быстро замыкает дугу, делая ее стабильной.
Положительные и отрицательные качества автоматической сварки
Главной эксплуатационной характеристикой автоматического оборудования марок Твинни Т, Telmig 170 и других является максимально высокая производительность, которая в несколько раз выше по сравнению с ручной дуговой или полуавтоматической сваркой.
Кроме того, здесь к минимуму сведена вероятность влияния человеческого фактора. За счет этой особенности сварное соединение получается максимально ровным как в ширину, так и по толщине. Такую сварку очень удобно применять для работы в труднодоступных местах. Не приходится производить регулировку подаваемого на электрод напряжения и скорости его подачи к свариваемым элементам.
Человеку в процессе выполнения сварочных работ не приходится находиться в непосредственном контакте с отравляющими веществами, которые выделяются в процессе сварки, поэтому состояние его здоровья находится вне опасности.Главным отрицательным моментом при использовании такой технологии являются довольно большие затраты времени, направленные на организацию процесса. Кроме того, шов при его формировании подкорректировать не представляется возможным, так как все основные его качества определяются устройством еще перед началом проведения работ.
electrod.biz
Видео сварка автоматом
Новости
Где купить объектив на телефон
Многие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
 В промышленности в основном применяются дизель генераторы 30 кВт и выше. Они обеспечивают защиту от скачков напряжения в электросети, защищают оборудование от неожиданных сбоев. Дизель-генераторыДвери от компании Тескона
В промышленности в основном применяются дизель генераторы 30 кВт и выше. Они обеспечивают защиту от скачков напряжения в электросети, защищают оборудование от неожиданных сбоев. Дизель-генераторыДвери от компании Тескона Для создания у себя дома неповторимого прекрасного интерьера люди готовы на многое. именно для этого делаются ремонты, для этого заменяются покрытия стен или потолка, для этого приобретается новая дизайнерскаяВыплаты выходного пособия
Для создания у себя дома неповторимого прекрасного интерьера люди готовы на многое. именно для этого делаются ремонты, для этого заменяются покрытия стен или потолка, для этого приобретается новая дизайнерскаяВыплаты выходного пособия Итак, Вы владелец малого бизнеса, трудовые договора заключены, на Вас работают наемные работники. Но в жизни каждого работодателя наступает момент, когда кто-то из сотрудников увольняется со своей должностиРемонт холодильников в Колпино
Итак, Вы владелец малого бизнеса, трудовые договора заключены, на Вас работают наемные работники. Но в жизни каждого работодателя наступает момент, когда кто-то из сотрудников увольняется со своей должностиРемонт холодильников в Колпино Каждый сталкивался с проблемами возникающими при эксплуатации холодильника. Может просто отключиться морозильная камера или наоборот начинает работать не переставая. Может начать отходить дверка холодильникаПеревод в нежилое помещение
Каждый сталкивался с проблемами возникающими при эксплуатации холодильника. Может просто отключиться морозильная камера или наоборот начинает работать не переставая. Может начать отходить дверка холодильникаПеревод в нежилое помещение
 Вокруг себя всегда хочется создать комфортную и неповторимую атмосферу. В этом случае большую роль играет мебель. Мы часто сталкиваемся с выбором и покупкой мебели – для дома, для офиса, для дачи. ВсегдаГде купить обои в Москве
Вокруг себя всегда хочется создать комфортную и неповторимую атмосферу. В этом случае большую роль играет мебель. Мы часто сталкиваемся с выбором и покупкой мебели – для дома, для офиса, для дачи. ВсегдаГде купить обои в Москве Каждый из нас хочет, что бы его дом был максимально красив и максимально уютен и если дело доходит до ремонта, то мы всегда очень трепетно относимся к выбору материалов для отделки. Ведь очень важно,Стол из натурального дуба в спб
Каждый из нас хочет, что бы его дом был максимально красив и максимально уютен и если дело доходит до ремонта, то мы всегда очень трепетно относимся к выбору материалов для отделки. Ведь очень важно,Стол из натурального дуба в спб Если вы решили сделать стол из досок своими руками, то надо разобраться, какие виды столов бывают, и определиться, что именно вам нужно. Самый простой – обычный стол с четырьмя ножками, столешницей иЗаточка ножей гильотины
Если вы решили сделать стол из досок своими руками, то надо разобраться, какие виды столов бывают, и определиться, что именно вам нужно. Самый простой – обычный стол с четырьмя ножками, столешницей иЗаточка ножей гильотины
k-svarka.com
Сварочный автомат. Сварочный аппарат автомат своими руками. Как выбрать удлинитель для сварочного инвертора
Сварочный автомат
Сварка используется во всех отраслях промышленности, кроме как в возведении крупных строений. Стоит вспомнить, что эта станция производящая электроток для электродуговой резки и сварки, может включать в себя и дополняющие узлы. К таким узелкам распределяют генератор запитки устройств, устройство занижения электро нагрузки свободного хода, метод контроля тока, устройство прогревания бетона, аппарат обогрева мёрзлого грунта, блок обогрева льда на водохранилищах и озёрах, а также приспособление ВПР (воздушно-плазменной резки).

Очень часто, пользователи путают генераторные установки, которые имеют привод от коробки выбора мощи или от вала отбора мощности со сварочным автоматом, который имеет пригон от автономного двигателя внутреннего сгорания. Нужно точнее называть генераторные установки сварочной приставкой, потому как нет никакой автономности.
Сварочные автоматы разделяют на разные виды. Для спайки разных металлов нужны разные виды аппаратов. К примеру, для нержавеющих сталей используется автомат с отлично уравненным током ну или же вмонтированным осциллятором, чем могут быть выравниватель или электронный усилитель. Потому, и о таком виде сварки должно быть приведено на шильдике или в паспорте и также обязательно указан тип электрического проводника.

Сварочный аппарат автомат своими руками
То, что исковой генератор, выделяющий ток, незаменим в нашей жизни, мы уже определились, но вот не у всех есть возможность приобрести его. Поэтому сейчас рассмотрим, как самостоятельно собрать инверторный аппарат для сварки. Почему инверторный? Потому, что инверторные автоматы имеют наибольший спрос, но также и высокую стоимость.
Для инверторного нужно найти электросхему, которая базируется на величине нужного тока для сварки, распространённости её комплектующих и реальности воспроизведения дома.
В стандарте max. уровень устанавливается в периоде от 40 до 130 А., это разрешает варить электродом в диаметре до 3 мм. Можно, и что говорит практика, нужно использовать для изготовления данного сварочного аппарата детали ненужных телевизоров.
Дальше учитываем, нужно ли устанавливать выходной трансформатор и вентилятор. Корпус, чаще всего, изготавливают из листовой стали. Дальше на верхнюю часть закрепляем тумблер и индикатор включения, чаще всего светодиодный, сопротивление переменное. На корпусе закрепляем зажимы для кабелей.

Но не стоит путать аппарат автомат с полуавтоматом для сварки, так как есть большое отличие, это выполнение сварки в инертном газе, что исключает окисление в зоне сварки. В итоге, на шве сварки нет грязи, шов ровный и эстетичный, не требующий дальнейшей обработки.Дополнительную информацию по изготовлению дома автомата сварки смотрите в видео в соседней вкладке.
Как выбрать удлинитель для сварочного инвертора
Сначала рассмотрим, что же такое инвертор.Итак, инвертор это аппарат неизменного тока. Поступающее напряжение на входе выравнивается, затем перевоплощается в переменное напряжение, подающееся в трансформатор.
Инверторы различны. Они различаются весом, который обычно от 3 кг, габаритами и маленькой зависимостью от напряжения, входящего в инвертор. Как раз благодаря размерам, достоинством инвертора и есть мобильность.
Инверторы используют при нужде сварочных работ в полевых условиях или высотных работах. Для удобства в работе часто нужен удлинитель для инвертора.

Как же выбрать удлинитель для инвертора?
Итак, удлинитель – это шнур, который передает электрический ток. Если говорить точнее, то это часть техники безопасности, ведь для сварочных работ устройство обязано находиться на удалённости 2 м. Часто нужен такой аппарат, который будет достигать 20-30 м. И вспоминая закон Ома, если противодействие возрастает, то нагрузка снижается. Нужно выбирать такой удлиняющий элемент, который min имеет влияние на напряжение в электрической сети. Но, проще говоря, посмотрите на калибр проводки в месте, где будет использоваться удлинитель, и выбирайте его не меньшего диаметра, чем проводка.
Сварщики советуют не наматывать кабеля на катушки, так как создаётся явление возникновения электрического тока в закрытом контуре, в результате изменения магнитного тока, который проходит через него. В результате чего происходит перегревания кабеля и часто плавиться изоляция.

Нужно оставлять между частями складывающегося кабеля расстояния. Часто перегрев провода достигает до 70ºС при работе. Если перегрев больше, то нужно отложить работу на некоторое время. Если при повышении температуры провода выключился и сам прибор, то может быть причина в низком напряжении тока в сети.
Поэтому, при выборе удлинителя стоит учитывать все его характеристики и возможности. Помните, от его работы зависит ваша безопасность и безопасность окружающих.
ogodom.ru
Автоматическая и полуавтоматическая сварка под флюсом
Автоматическая и полуавтоматическая сварка под флюсом
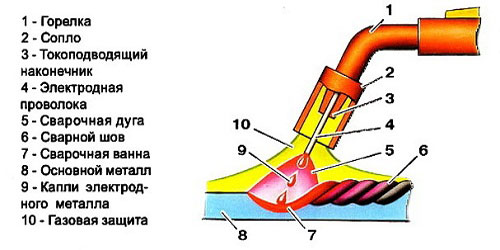
Автоматическая и полуавтоматическая сварка под флюсом является высокопроизводительным сварочным процессом при изготовлении технологических трубопроводов. При сварке под флюсом сварочная дуга горит между голой электродной проволокой и свариваемым изделием под слоем сыпучего материала, называемого флюсом. Флюс в основном играет такую же роль, как и покрытие электрода при ручной дуговой сварке и, кроме того, закрывает дугу, вследствие чего при этой сварке не требуется защищать глаза специальными стеклами.
Сварку под флюсом осуществляют с помощью сварочной головки.
Полуавтоматическая сварка отличается от автоматической тем, что сварочную головку перемещают вдоль шва вручную.
Подготовляют кромки свариваемых труб и деталей и собирают их для автоматической и полуавтоматической сварки более тщательно, чем для ручной. Глубокий провар и жидкотекучесть расплавленного металла требуют выдерживать при сборке одинаковые размеры зазоров и разделок фасок, что обеспечивает получение высокого качества сварных швов и высокую производительность процесса.
Производительность автоматической и полуавтоматической сварки под слоем флюса в 2—5 раз выше по сравнению с ручной и достигается за счет увеличения плотности тока, увеличения скорости сварки и повышения коэффициента наплавки.
Эксплуатационные преимущества заключаются в полной или частичной автоматизации процесса сварки и, как следствие, улучшении условий труда сварщика.
При автоматической и полуавтоматической сварке труб из малоуглеродистой и низколегированной стали применяют плавленые флюсы АН-348А, ОСЦ-45, ФЦ-9, а из высоколегированной стали аустенитного класса флюс ФЦЛ-2. Неплавленые керамические флюсы К-2 и КВС-19 применяют для сварки легированных и углеродистых сталей.
Для сварки под флюсом стальных труб в основном используют калиброванную холоднотянутую сварочную проволоку круглого сечения. Сварочную проволоку изготовляют диаметром от 0,3 до 12 мм из стали различного химического состава. Наиболее часто применяют проволоку диаметром от 0,8 до 5 мм.
Для сварки труб из малоуглеродистой и низколегированной стали применяют сварочную проволоку Св-08, Св-08ГА, Св-20Г2 и др. Для сварки труб из легированной и высоколегированной стали используют сварочную проволоку из сталей тех же классов (аустенитную, перлитную).
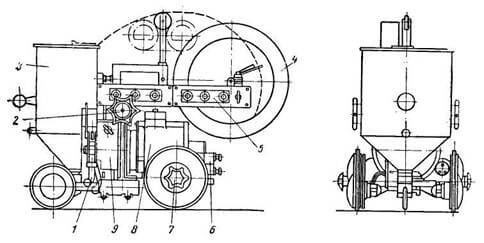
Рис. 80. Трактор ТС-17М:
1 — механизм подачи проволоки, 2 — механизм поперечной корректировки, 3 — бункер для флюса, 4 — кассета, 5 — пульт управления, 6 — коробка скоростей сварки, 7 — механизм включения передвижения трактора, 8 — электродвигатель, 9 — коробка скоростей подачи проволоки
Сварочный дуговой автомат состоит из трех основных частей: сварочной головки, источника питания сварочной дуги и аппаратного ящика с пультом управления. Для автоматической и полуавтоматической сварки под флюсом труб, узлов и деталей трубопроводов наибольшее применение нашли сварочные тракторы ТС-17М, АДС-500, АДС-1000-2, сварочные головки типа ПТ-56, ПТ-1000 и полуавтоматы ПШ-5, ПШ-54, ПДШМ-500. Сварочными тракторами называют аппараты, перемещающиеся непосредственно по свариваемому изделию.
Сварочный трактор представляет собой самоходную тележку, на которой установлены механизм подачи электродной проволоки с токоподводящим мундштуком, бункер для флюса, кассета с электродной проволокой и пульт управления. Наиболее простым, малогабаритным и легким из всех существующих в настоящее время сварочных тракторов является сварочный трактор ТС-17М (рис. 80). Поскольку этот трактор небольших габаритных размеров, его можно применять при сварке внутренних швов цилиндрических изделий диаметром от 1 м и выше. Трактор рассчитан на сварку электродной проволокой диаметром от 1,6 до 5 мм при сварочном токе 200—1000 а. Им можно сваривать любые швы в нижнем и близком к нижнему положениях.

Рис. 81. Универсальный держатель ДШ-5:
1 — бункер для флюса, 2 — щиток для регулирования подачи флюса, 3— шланг, 4 — кнопка управления, 5 — упор, 6 — электродная проволока, 7 —трубчатый наконечник
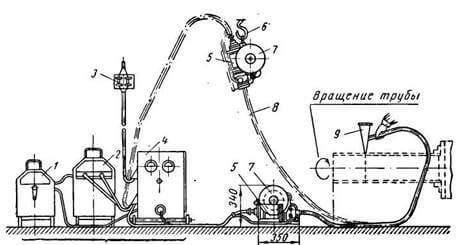
Рис. 82. схема установки для шланговой полуавтоматической сварки труб под флюсом с помощью полуавтомата ПШ-54:
1 — дроссель, 2— сварочный трансформатор, 3 — щиток, 4 — аппаратный шкаф, 5 — подающий механизм полуавтомата, 6 — крюк для подвешивания подающего механизма. 7 — кассеты для электродной проволоки, 8 — гибкий шланг, 9 —держатель
Шланговые полуавтоматы ПШ-5, ПШ-54 и ПДШМ-500 благодаря своей простоте и надежности в работе получили широкое применение в трубозаготовительных цехах и заводах. Полуавтоматы предназначены для дуговой сварки под флюсом переменным или постоянным током сплошных и прерывистых прямолинейных, круговых и криволинейных швов, угловых, стыковых и нахлесточных соединений. Полуавтоматами сваривают изделия из малоуглеродистой стали толщиной 3—20 мм и швы, расположенные на горизонтальных и наклонных (до 15°) плоскостях и в труднодоступных местах. Полуавтомат ПШ-5 работает по принципу постоянной подачи проволоки. Скорость подачи проволоки изменяется сменными шестернями. Полуавтомат рассчитан на сварку электродной проволокой диаметром 1,2— 2,5 мм при силе тока до 600 а. Область применения полуавтомата значительно расширяется с применением сменных специализированных держателей (ДШ-5, ДШ-7, ДШ-16, ДШ-17). Наибольшее применение нашел универсальный держатель ДШ-5 (рис. 81).
Полуавтомат ПШ-54 (рис. 82) комплектуется из тех же узлов, что и полуавтомат ПШ-5, но в отличие от него имеет ряд усовершенствований. В частности, вместо сменных шестерен подающий механизм 5 снабжен легкой коробкой скоростей. Держатель 9 полуавтомата ДШ-54 имеет то же устройство, что и держатель ДШ-5.
1. В чем преимущества автоматической и полуавтоматической сварки перед ручной?
2. Объясните назначение флюса при сварке?
3. Назовите основные марки сварочной проволоки.
4. Какое основное оборудование применяют для автоматической и полуавтоматической сварки под флюсом?
5. В чем отличие шланговых полуавтоматов от сварочного трактора?
Все материалы раздела «Сварка труб» :
● Способы сварки трубопроводов и виды сварных соединений
● Подготовка труб под сварку
● Технология газовой сварки и резки
● Кислородно-флюсовая и дуговая резка
● Технология ручной электродуговой сварки, электроды
● Источники питания сварочной дуги
● Автоматическая и полуавтоматическая сварка под флюсом
● Автоматическая и полуавтоматическая сварка в защитных газах
● Сварка трубопроводов из легированной стали
● Сварка трубопроводов высокого давления, термообработка сварных соединений
● Сварка трубопроводов из алюминия и его сплавов, из меди и ее сплавов
● Пайка трубопроводов, дефекты сварных швов
● Контроль качества сварных швов
● Виды сварки и применяемое оборудование
● Сварка и склеивание винипластовых труб
● Сварка полиэтиленовых трубопроводов
● Правила техники безопасности при резке и сварке трубопроводов
shkval-antikor.ru