Сварка в углекислом газе: высокая производительность и простота. Сварочный углекислотный полуавтомат
Что такое углекислотная сварка полуавтоматом?
Углекислотная сварка — популярный метод полуавтоматической сварки металлов с применением углекислого газа. И хотя эта технология известна меньше века, она все же смогла доказать свою необходимость при проведении современных сварочных работ.

В этой статье мы подробно расскажем, что такое углекислый газ, каковы достоинства применения углекислоты в сварке и какие особенности нужно учитывать в работе.
Содержание статьи
Общая информация
Углекислый газ (она же углекислота, СО2, двуокись углерода) — это газ без цвета и запаха, широко применяемый в полуавтоматической сварке. Углекислота поставляется в сжиженном виде в баллонах под давлением в 70 атм. Самый популярный баллон для сварки — 40 литровый, герметичный и защищенный от коррозии. Но бывают и баллоны меньших объемов, их удобно использовать в домашней сварке, когда компактность играет большую роль. Срок годности одного баллона составляет не более двух лет.
Читайте также: Оптимальный расход углекислоты при сварке полуавтоматом
Углекислый газ (СО2) — самый недорогой и при этом эффективный газ для полуавтоматической сварки. Он защищает сварочную ванну от кислорода, а металл — от окисления. С ним просто работать и его можно приобрести в любом специализированном магазине. А в связке с аргоном углекислота позволяет варить соединения высокого качества.
Особенности
Полуавтоматическая сварка в среде углекислого газа получила очень широкое распространение как на крупных заводах, так и на маленьких предприятиях. Но в чем особенности сварки в углекислоте? Почему этот метод сварки так популярен?
Все просто. При углекислотной сварке детали практически не деформируются, что крайне важно на производстве, которое не хочет терять прибыль из-за бракованных изделий. К тому же, для сварки в углекислоте не обязательно проводить тщательную подготовку металла, шов получится качественным и надежным даже если просто удалить видимую грязь и масло. Вы даже можно подгонять детали на глаз, шов все равно получится приемлемым.
Суть такой сварки тоже проста. Возбуждается электрическая дуга и с ее помощью плавится металл. В сварочную зону подается углекислота, которая выполняет защитную роль. Струя газа в прямом смысле обтекает сварочную зону, и защищает ее от окисления и негативного влияния кислорода.
Но есть одна особенность: углекислота не на 100% нейтральна. Так что ее нельзя использовать без присадочной проволоки. В данном случае проволока не даст кислороду проникнуть в сварочную ванну и окислить металл. В работе следует применять проволоку с повышенным содержанием кремния и марганца. Ниже вы можете видеть таблицу с рекомендуемыми типами проволоки.

Если выбранная вами проволока будет содержать в составе медь, то это значит, что она обладает антикоррозийными свойствами, что очень хорошо. Такую проволоку можно долго хранить, и она обеспечивает стабильное горение дуги. К тому же, шов получается качественным и без пор. Говоря о диаметре сложно давать конкретные рекомендации. Скажем одно: на наш взгляд проволока диаметром 0,8 миллиметров наиболее оптимальна для сварки большинства металлов, и к тому же она не оказывает существенных нагрузок на сварочный аппарат.
Отдельно хотим обратить ваше внимание на распространенный миф. Якобы порошковая проволока способна в полной мере заменить защитный газ при сварке полуавтоматом. Это большое заблуждение. Наш опыт показал, что при сварке в среде углекислого газа шов гарантировано получается лучше, чем при сварке без него и с применением порошковой проволоки. Но применением порошковых присадочных материалов оправдано в случаях, когда невозможно транспортировать газовый баллон на место сварки или вероятность появления дефектов не играет большой роли.
Достоинства
Полуавтоматическая сварка с углекислотой отлично зарекомендовала себя при сварке углеродистой стали малых толщин. В таких случаях классическая ручная дуговая сварка или газовая сварка недостаточно эффективны, поскольку эти методы просто деформируют металл, не позволяя сформировать качественный шов.
Также полуавтоматическая сварка с углекислотой широко применяется при ремонте кузовов. В таком случае она имеет сразу несколько преимуществ. Во-первых, проволока подается автоматически с помощью подающего механизма, сварщику не нужно следить за этим. Во-вторых, такая сварка в разы эффективнее и быстрее газовой сварки, например. В-третьих, при работе с тонкой сталью скорость сварочных работ также увеличивается, поскольку проволока быстро плавится.
Не забывайте, что при таком методе сварки металл вокруг практически не нагревается, что благоприятно сказывается на детали. При этом сварочное соединение получается не только качественным, но еще и красивым. Также этим методом можно без проблем заменить газовую ацетиленовую сварку без потери качества, еще и уменьшив себестоимость работ за счет дешевизны углекислоты.
Если сравнивать полуавтоматическую сварку в углекислоте с ручной дуговой сваркой, то и здесь у нее много преимуществ. Прежде всего, сварочная зона хорошо защищена от кислорода, чего нельзя сказать про РДС, там требуется дополнительно использовать флюс. Также можно варить в любых пространственных положениях, что очень удобно при работе в труднодоступных местах. Еще сварочный процесс лучше виден и за ним удобнее наблюдать.

Еще одно преимущество — высокая скорость сварки. Вы никогда не сможете с помощью РДС сварить огромное количество продукции, а вот с помощью углекислоты вполне. Не говоря уже о технологии. Сварка полуавтоматом несложная, а подача проволоки и вовсе автоматизирована. Это не сравнится по сложности со сваркой РДС, где сварщик все делает самостоятельно.
При сварке углекислотой дуга зажигается легко и горит стабильно, не нужно часто менять электроды и зачищать сварное соединение от шлаковой корки. Если сварщику не нужно двигаться на большие расстояния во время сварки, то данный метод просто незаменим, поскольку крайне продуктивен.
Также сварочный полуавтомат в связке с углекислотой будет незаменимым инструментом при сварке различных металлических конструкций, где необходимо сделать множество мелких швов. Например, если нужно сварить ворота, заборы, решетки и прочее. Поэтому в любой ремонтной мастерской вы встретите полуавтомат. При этом цена ремонта будет в два раза меньше, чем если бы вы варили с применением технологии РДС. Поэтому на многих промышленных предприятиях РДС сварка вытеснена полуавтоматической сваркой в среде защитных газов.
Вместо заключения
Сварочный углекислотный газ — отличная альтернатива аргону. Он стоит дешево, с ним легко работать. По этой причине углекислота часто встречается в гараже у домашних сварщиков, решивших освоить полуавтоматическую сварку. К тому же, сейчас производители предлагают огромный ассортимент полуавтоматов. Многие бюджетные модели стоят всего 100$ и позволяют выполнить большинство несложных задач. Так что рекомендуем подробно изучить тему сварки в углекислоте и применить полученные знания на практике. Желаем удачи!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Какой расход углекислоты при сварке полуавтоматом?
Сейчас и на маленьких, и на крупных производствах можно все чаще встретить баллоны с защитным газом. Использование защитного газа при сварке улучшает качество сварного соединения, ускоряет работу и не позволяет кислороду проникать в сварочную зону. Кроме того, баллон с газом стоит недорого и специально для домашней сварки производители выпускают компактные баллоны, которые легко помещаются в багажник машины.

Если вы домашний сварщик, то просто приобретаете компактный баллон в магазине и пользуетесь, не беспокоясь о расходе. Если газ закончится, то можно быстро докупить еще один баллон. А что делать, если вы сварщик на производстве и к вам предъявляют довольно жесткие требования по расходу газа? Как подобрать объем так, чтобы газа точно хватило на весь сварочный процесс? В этой статье мы постарались кратко рассказать вам, как вычислить оптимальный расход углекислоты при сварке полуавтоматом.
Содержание статьи
От чего зависит расход
Для начала разберемся, от чего вообще зависит расход газа или расход сварочной смеси из нескольких газов. Прежде всего, вы должны учесть металл, с которым будете работать, диаметр присадочной проволоки и силу сварочного тока. От сочетания трех этих компонентов как раз и складывается расход.
Далее мы дадим несколько рекомендаций, какой должен быть расход газа при полуавтоматической сварке, учитывая диаметр присадочной проволоки и силу сварочного тока. Учтите, что это довольно усредненные значения, от них можно отступать.
Итак, если вы используете проволоку диаметром от 0,8 до 1 сантиметра и установили силу тока от 60 до 160 Ампер, то средний расход должен быть около 8 литров в минуту.
Если вы используете проволоку диаметром 1,2 сантиметра и установили силу тока от 100 до 250 Ампер, то средний расход должен быть около 9-12 литров в минуту.
Если вы используете проволоку диаметром 1,4 сантиметра и установили силу тока от 120 до 320 Ампер, то средний расход должен быть около 12-15 литров в минуту.
Если вы используете проволоку диаметром 1,6 сантиметра и установили силу тока от 240 до 380 Ампер, то средний расход должен быть около 15-18 литров в минуту.
Если вы используете проволоку диаметром 2 сантиметра и установили силу тока от 280 до 450 Ампер, то средний расход должен быть около 18-20 литров в минуту.
Также важно качество самого газа и то, насколько хорошо он взаимодействует с металлом. Ведь если на производство поставляют некачественный разбавленный газ, вы просто не сможете сохранить показатели расхода в норме. Перерасход будет в любом случае.
Расход защитного газа
Теперь давайте более подробно разберемся с темой расхода газа на конкретном примере. В качестве примера возьмем стандартный газовый баллон 40 л, который есть на большинстве предприятий. Один такой баллон содержит около 24 килограмм чистой углекислоты, при испарении она образует до 12 тысяч кубических дециметров газовой фазы. Этой информации нам уже достаточно, чтобы примерно понимать расход.
Допустим, вы используете присадочную проволоку диаметром 1 миллиметр и установили почти минимальную силу тока. Скажем, 100 Ампер. Судя по справочной литературе, при таком режиме сварки нам хватит одного 40 литрового баллона ровно на сутки, то есть 24 часа. Но вы, естественно, не сидите на работе днями, поэтому поделим это на 6 часов работы. Получим 10 литров газа.
Также можно рассчитать расход исходя из того, сколько килограмм металла мы наплавили. Мы знаем, что на 1 килограмм наплавки мы должны тратить около 1,1 килограмм углекислоты и 1,30 килограмм присадочной проволоки. Зная эти данные несложно рассчитать, сколько газа и проволоки вы потратите. Подскажем: если вы потратили около 1,2 килограмм присадочной проволоки, значит расход газа составил около 1 килограмма.
Теперь, когда мы знаем эти значения, можно посчитать, сколько вообще металла удастся наплавить при использовании 40 литрового баллона с газом. Ответ: 29 килограмм металла. Конечно, это всегда приблизительные цифры, но наша практика доказала, что обычно расход как раз и варьируется в этих пределах. Новичкам рекомендуем использовать таблицу, приведенную ниже.

Экономия газа
Выше мы говорили, что расход газа также влияет от косвенных факторов, на которые сварщик практически не может повлиять. Но он все же может при возможности минимизировать действие этих факторов, тем самым сэкономив газ.
Самое простое, что можно сделать — производить сварку в закрытом цеху с хорошей вентиляцией. Не должно быть сквозняков и ветра. Также лучше к работе привлекать квалифицированных опытных сварщиков, которые выполняют работу быстро и четко. Ведь у новичков в любом случае расход газа будет гораздо выше.

Многие начинающие сварщики интересуются, можно ли еще какими-то методами сократить расход со2 при полуавтоматической сварке? Например, просто подавать меньше газа в сварочную зону. Наш ответ: нет. Умышленно уменьшив количество используемого газа вы ухудшите качество шва, поскольку в сварочную зону будет попадать кислород.
Но у этой проблемы все же есть решение. Опытные мастера советуют применять в своей работе многокомпонентные газовые смеси, благодаря им расход уменьшается, при этом качество сварки остается на достойном уровне. Но будьте готовы к тому, что стоимость многокомпонентных смесей куда выше, чем у стандартного газа. Так что убедитесь, что использование таких смесей экономически выгодно.
Вместо заключения
Опытные мастера зачастую даже измеряют расход во время работ, поскольку точно знают, сколько расходуют углекислоты. Чтобы новичку получить подобные навыки нужно посвятить сварке полуавтоматом огромное количество времени. Но не стоит об этом беспокоиться, ведь даже если вы редко сталкиваетесь со сваркой в среде защитного газа всегда можно посмотреть нормативные документы. Выпишите себе основные тезисы из этой статьи (а лучше запомните), чтобы потом применить их на практике.
Желаем удачи в работе!
[Всего голосов: 1 Средний: 5/5]svarkaed.ru
Углекислотная сварка
 |
| ||

Углекислотная сваркa
В последнее время в сварочном производстве получила широкое распространение полуавтоматическая сварка в среде углекислого газа, при которой: а). зона нагрева узкая, в связи с чем свариваемые детали не подвергаются значительным тепловым деформациям и получают незначительное тепловое воздействие на соседние детали; б). не требуется тепловой изоляции околосварочной зоны; в). улучшаются механические характеристики сварных швов (прочность, ударная вязкость и т.д.) при соединении деталей; г). качественный шов получается даже при сварке недостаточно тщательно очищенных и подогнанных друг к другу поверхностей свариваемых деталей, а также при сварке листов различной толщины.
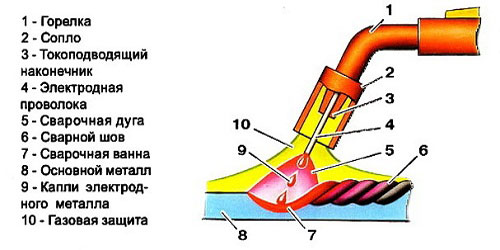
При этом виде сварки в зону дуги подают углекислый газ, выполняющий роль защитного газа, струя которого обтекая электрическую дугу в зоне сварки, предохраняет металл от воздействия атмосферного воздуха, окисления и азотирования. Углекислый газ (СО2) является наиболее дешевым и приемлимым защитным газом, хотя газовые смеси, состоящие из аргона и СО2 позволяют получить сварочный шов более высокого качества по сравнению со сваркой в среде с СО2. Поскольку углекислый газ не является абсолютно нейтральным газом, то с целью уменьшения окислительного действия свободного кислорода применяют электродную проволоку с повышенным содержанием раскисляющих присадок (марганца - Г, кремния - С) типа Св-08ГС-0 или Св-08Г2С-0. Таким образом достигают равнопрочности сварного шва и основного металла. Омеднение сварочной проволоки (индекс 0) гарантирует ее сохранность от коррозионного повреждения при хранении, обеспечивает надежный электрический контакт в токоподающем механизме авппарата, дает надежную дугу. При этом получается беспористый шов с хорошими механическими свойствами. Диаметр проволоки 0,8 мм выбран как оптимальный для сварки основных толщин металлов и нагрузок на сварочные полуавтоматы. Распространенное мнение о возможности выполнения качественной сварки с применением порошковой проволоки без СО2 ошибочно, лучшее качество шва получается при этом виде сварки в среде СО2, а сварка без СО2 применяется в основном при его дефицитности, с наличием присущих ей недостатков при производстве сварочных работ без защитного газа.
Полуавтоматическая сварка в среде углекислого газа исключительно эффективна при сварке тонколистовых углеродистых сталей, где газовая сварка и электродуговая сварка широкого применения не находят, так как получить качественный сварной шов при соединении стальных листов толщиной менее 1,0 мм не представляется возможным. При проведении сварочных работ при ремонте кузовов легковых и пассажирских автомобилей, кабин грузовых автомобилей и тракторов, с толщиной свариваемых листов стали 0,7-1,0 мм, преимущества полуавтоматической сварки в среде углекислого газа по сравнению с газовой сваркой заключаются в том, что: а). процесс подачи плавящегося электрода механизируется; б). в 5 раз возрастает скорость сварки тонколистовой стали; в). увеличивается скорость проведения сварочных работ на стали с толщиной стенки более 1,0мм, благодаря быстрому плавлению электрода; г). в 4 раза снижается зона термического влияния на свариваемые детали; д). шов получается качественнее по внешнему виду и механическим свойствам; е). карбид кальция и кислород заменяются более дешевым углекислым газом, снижается расход материалов; ж). деформация металла сведится к минимуму и поэтому упрошается обработка сварочного шва; з). снижаются вредные выделения газов при сварке.
По сравнению с ручной электродуговой сваркой, сварка в среде СО2 имеет следующие преимущества: а). высокую степень защиты расплавленного металла от воздействия воздуха; б). возможность ведения процесса во всех пространственных положениях; в). возможность визуального наблюдения за процессом формирования шва и его регулирования; г). более высокую производительность процесса, чем при ручной дуговой сварке; д). относительно низкую стоимость сварки в углекислом газе; е). сварщик может наблюдать и контролировать весь процесс формирования шва; ж). напряжение сварки очень невысокое и не представляет никакой опасности для человека; з). техника полуавтоматической сварки проста. Кроме того, что полуавтоматическая сварка обеспечивает высокое качество шва, значительно облегчается поджиг дуги, резко возрастает удобство и скорость работы — сварщик избавлен от необходимости частой смены электродов и зачистки швов от шлака.
В стационарных условиях этому виду сварки составить конкуренцию ни один другой вид сварки не может, с ее помощью сваривают сталь толщиной до 25 —30 мм. Полуавтоматическая сварка исключительно эффективна при изготовлении металлических конструкций с большим количеством швов малой длины — решеток, перил, дверей, ворот, заборов, ограждений и т. п., в мастерских при ремонте сельхозмашин и транспорта, в машино- и приборостроении.
При переходе от сварки штучным электродом к полуавтоматической сварке производительность повышается в 2—4 раза, стоимость 1 кг наплавленного металла в среде углекислого газа ниже в 2 с лишним раза по сравнению с ручной дуговой сваркой.
Преимущество полуавтоматической сварки в СО2 с точки зрения ее качества, производительности и стоимости приводит к замене ею ручной сварки во всех отраслях промышленности и сельского хозяйства.
gidro.tech-group.pro
Углекислота для сварки полуавтоматом
Сварка нержавейки полуавтоматом в среде углекислого газа
Нержавеющая сталь – это материал, представляющий собой низкоуглеродистую сталь с добавлением хрома. Полученный сплав имеет высокую стойкость к кислотной среде и повышенную антикоррозийную стойкость. Несмотря на все преимущества, такой состав имеет один недостаток – для получения качественных сварных швов нужно соблюдать все технические требования выбора материалов и технологии сварки. Сварку нержавейки можно упростить, используя полуавтоматическую сварку и подходящую для этих целей проволоку. В этой статье вы узнаете как варить нержавейку полуавтоматом. Мы рассмотрим какие нужно выбирать материалы, техническую схему, настройку аппарата и другие нюансы.
Проволока для сварки нержавейки
Первое, с чего нужно начинать это сварочная проволока. Материал должен быть идентичен свариваемому металлу, поэтому обычная проволока для полуавтомата нам не подойдет. Ее можно использовать, но такое соединение будет некачественным и легко поддающимся коррозии. Для работы со сплавом стали и хрома существуют два основных вида материала:
- сплошная проволока сварочная, нержавеющая;
- порошковая, самозащитная проволока.
Проволока для сварки нержавейки полуавтоматом без порошка, используется в стандартном наборе: проволока + газ. Для работы с таким материалом можно использовать обычную углекислоту или смесь аргона и углекислоты. Про газ мы поговорим дальше.
Второй вариант, представляет собой более дорогой материал, основное преимуществ о которого – наличие защитного слоя. Это означает, что при сваривании деталей вам не ну
жно использовать защитный газ. Порошковый слой создает барьер, который препятствует попаданию воздуха в сварной участок. Материал используется чаще всего в домашних условиях в промышленных масштабах из-за дороговизны материала предпочитают связку проволока + газ.
Рекомендуем! Виды контактной сваркиРазмеры проволоки бывают от 0.13 до 6 мм, при этом для ручной или домашней сварки используется проволока толщиной около 1 миллиметра. Более толстая проволока предназначена для работ на производстве, с использованием мощных полуавтоматических сварных систем.
Выбор газа
Работа с обычной нержавеющей проволокой подразумевает использование защитного газа. Без него сварное соединение будет окисляться, плавящийся метал начнет разбрызгиваться и получить нормальный шов будет невозможно. Существуют следующие виды газа:
- Углекислый газ. Это самый дешевый вариант из существующих. На этом преимущества заканчиваются. Сварка нержавейки полуавтоматом в среде углекислого газа, получается довольно грубой. Сильное разбрызгивание не дает положить идеально ровный шов. Однако, несмотря на этот факт, данный вариант подходит для 90% всех сварных работ с нержавейкой.
- Аргон. Данный газ идеально подходит для сварки нержавейки. При соответствующих навыках сварщика, сварное соединение обладает высокой прочностью, и идеальными формами. Но высокая стоимость газа сильно увеличивает цену 1 сантиметра сварного соединения. Такой вариант подходит для специфических работ, где в первую очередь, важен внешний вид сварного шва.
- Углекислота + аргон. Оптимальный вариант, сочетающий в себе все преимущества двух предыдущих газов. Такая смесь позволяет снизить стоимость одного сантиметра сварного шва и достичь высокой точности и качества соединения. Соотношение газов сварщик выбирает самостоятельно, исходя из толщины материала, его типа и других параметров.
Технология сварки нержавеющей стали в среде углекислого газа
Далее, рассмотрим принципы работы связки – полуавтомат, нержавеющая проволока и углекислый газ, как самый распространенный вариант из существующих. Процесс состоит из нескольких этапов: предварительная подготовка, сам процесс сваривания и пост обработка.
Подготовка металла
Сварка нержавеющих металлов может быть выполнена следующими способами:
- Для соединения тонкого листового металла используют метод короткой дуги;
- Толстые куски свариваются с помощью метода струйного переноса;
- Импульсный метод считается универсальным, он позволяет экономить расходные материалы и добиваться высокой скорости работы.
Перед тем, как варить нержавейку, ее нужно тщательно подготовить, в противном случае можно не рассчитывать на качественное и ровное соединение. Сварные участки нужно:
- обезжирить и снять оксидную пленку. Это можно сделать двумя способами: механическая зачистка или кислотная обработка.
- сделать кромки для наваривания металла.
- провести обезвоживание. Данный процесс подразумевает прогрев металла до 100 градусов, для удаления влаги.
- дополнительно прогреть (для высоколегированной стали). Чтобы снизить воздействие высоких температур при сваривании металл нужно прогреть дополнительно до 200 градусов. Для низколегированной стали подобную процедуру проделывать не нужно.
Техническая схема сварки
После первичной подготовки металла нужно определиться с выставлением зазоров и настройкой полуавтомата. В представленной ниже таблице, вы найдете подходящие настройки для вашего типа соединения, толщины металла и диаметра проволоки.
Режимы полуавтоматической сварки в среде защитных газовПростейшие сварочные полуавтоматы имеют следующие настройки: скорость подачи проволоки, сварочное напряжение и регулировку индуктивности. Напряжение мы выбираем исходя из представленных показателей, скорость подачи проволоки позволяет регулировать образование шва, исходя из ваших способностей. Индуктивность влияет сразу на несколько параметров, изменяя этот показатель мы можем регулировать глубину провара, жесткость дуги и форму шва. Чем меньше индуктивность, тем дуга холодней, провар получается более глубоким, а валик маленьким и наоборот. Чем выше индуктивность, тем более широким становится валик и провар уменьшается.
Чтобы в процессе сваривания нержавейки не возникло трудностей, следуйте этим советам:
- Выставите обратную полярность на аппарате;
- Наклоняйте электрод от свариваемого шва на угол 20 – 60 градусов. Таким образом, вы будете видеть свариваемые детали и сможете равномерно располагать шов по всему соединению;
- Ограничьте вылет проволоки на уровне 12 миллиметров, не более;
- Тщательно следите за уровнем расхода газа. Нормальные показания, для сваривания нержавеющей стали 6 -12 м3/мин. При увеличении или уменьшении рекомендуемого расхода газа качество сварного соединения может значительно ухудшится.
- Используйте осушитель, чтобы удалить образовавшуюся в баллоне жидкость и не допустить окисления сварного шва;
- Делайте технологические отступы от краев соединений, для избегания водородных трещин.
- Перед началом работы откусите шарик, образовавшийся на окончании вылета проволоки.
Исправление дефектов
При сварке нержавеющей стали полуавтоматом на шве могут появиться всевозможные дефекты, поэтому деталь можно дополнительно обработать. Для этого нужно воспользоваться молотком и гладилкой. Чаще всего дефектами являются пузыри. Их можно удалить постукивая по нему от края детали в сторону пузыря. Если такой способ не помог, можно попробовать нагреть участок с пузырем и постукивая от его края, выпрямить выпуклую часть шва.
svarkagid.ru
Полуавтоматическая сварка в среде углекислого газа
Существует много различных способов сварки металла. Использование полуавтомата для этого является одним из лучших вариантов получить действительно качественный шов с минимальной вероятностью появления брака. Полуавтоматическая сварка в среде углекислого газа является не только качественным, но и относительно дешевым процессом. Использование профессионального оборудования позволяет добиться надежной защиты для сварочной ванны, и как следствие, получить отличный шов. Здесь соблюден принцип, который используется во всех полуавтоматических аппаратах. Главной особенностью данного процесса является автоматическая подача проволоки в сварочную ванну.
Процесс полуавтоматической сварки в среде углекислого газа
Сварка полуавтоматом в среде углекислого газа производится на постоянном токе, полярность которого является обратной, так как при прямой полярности дуга оказывается излишне нестабильной. При наплавке металла лучше использовать как раз прямую полярность, так как коэффициент наплавки при этом будет значительно больше, чем при других параметрах.
Область применения
Применяется такой тип сварки преимущественно для простых соединений. Углекислота уступает аргону по защитным свойствам, но для стандартных видов металла, которых используется в промышленности большинство, он отлично подходит. Это как бюджетная замена другим газам, обладающая более безопасными свойствами хранения и использования. Углекислый газ для полуавтоматической сварки не рекомендуется использовать в закрытых и плохо проветриваемых помещениях, так как он вызывает удушье.
Данная технология находит применение в строительстве, когда делаются каркасы для металлоконструкций. Заводы по производству металлических изделий, а также предприятия, где возникает потребность в ремонте, часто используют полуавтоматы с углекислым газом. Это легкодоступный и освоенный в газ, который может применяться практически везде, где возникает необходимость в соединении металлических изделий
Преимущества
Преимущества полуавтоматической сварки в углекислом газе состоят в следующих основных факторах:
- Обеспечивается высокое качество соединения, в котором минимизируется появление бракованных изделий;
- Защитный газ обладает относительно низкой стоимостью;
- Сварочный процесс можно проводить даже на весу без подкладки;
- Здесь не возникает проблем со сваркой металла на малых толщинах, а также при сварке электрозаклепками;
- Соединение металла может осуществляться практически в любом пространственном положении, если правильно подобраны режимы;
- Рационально используется тепло сварочной дуги, что дает высокую производительность сварки.
Недостатки
Помимо преимуществ, здесь присутствуют и недостатки:
- Сварка металлов, которые трудно поддаются соединению, здесь может происходить с проблемами, одной из которых является пористость шва;
- Здесь не рекомендуется проводить многослойную сварку, так как специалисты в большинстве случаев проводят полуавтоматом только первый корневой слой;
- При использовании в плохо проветриваемом помещении углекислота может вызывать удушье;
- Не совсем удобно применять данный способ, если нужно сварить что-либо по-быстрому, так как процесс подготовки самого оборудования занимает много места.
Режимы сварки
Режимы полуавтоматической сварки в среде защитных газов определяются тем, какова толщина металла заготовки. Здесь можно проводит соединение как самых тонких деталей, данный параметр которых составляет 1-2 мм, так и более толстых, более 6 мм. В среднем же толщина основного металла колеблется в пределах от 3 до 5 мм, если речь идет о стандартных заготовках. От этого значения металла зависит диаметр используемой проволоки или непокрытого электрода, сила тока и напряжения, скорость подачи расходного материала и сколько газа будет затрачено при данном процессе. В среднем, параметры режима для толщины выглядят следующим образом:
Толщина, мм | Диаметр проволоки, мм | Величина тока, А | Напряжение, В | Скорость подачи проволоки, м/ч | Расход газа |
1,5 | 0,8 | 120 | 19 | 150 | 6 |
| 1,7 | 1 | 150 | 20 | 200 | 7 |
2 | 1,2 | 170 | 21 | 250 | 10 |
| 3 | 1,4 | 200 | 22 | 490 | 12 |
4-5 | 1,6 | 250 | 25 | 680 | 14 |
| 6 и более | 1,6 | 300 | 30 | 700 | 16 |
Размеры зазоров в зависимости от положения детали
Принцип работы
В основе принципа работы данной методики лежит электродуговая сварка. Она является основной температурной силой, которая служит для расплавления присадочного материала и заготовки. В отличие от ручной дуговой, здесь нет плавкого электрода, который расплавляется в сварочной ванне, образуя тем самым шов соединения. Здесь применяется неплавкий электрод из вольфрама, благодаря которому и зажигается дуга. Из-за того, что он не расплавляется, сварочная ванна может поддерживаться беспрерывно в течение длительного периода времени.
Сварочная проволока подается отдельно, так как она не участвует в процессе передачи тока и служит просто для наплавки. Она подается через специальное устройство подачи. Естественно, что в проволоке нет защитной обмазки, которая существует в стандартных сварочных электродах. Чтобы обеспечить достаточный уровень защиты, требуется использовать защитный газ, которым здесь выступает углекислота. Она обволакивает сварочную ванну, что дает надежную защиту от проникновения посторонних элементов.
Технология
Сам процесс сваривания в среде углекислого газа является относительно простым и не требует от сварщика каких-то особых усилий. От мастера требуется всего лишь выдержать вылет проволоки, который определяется режимом сварки. Также требуется равномерно с одинаковой скоростью перемещать горелку. Существует ряд рекомендаций, которые относятся к работе с углекислотой на полуавтомате. Для данного процесса следует выполнять следующие правила:
- Перед тем как начать сам процесс, нужно убедиться, что углекислота выходит из горелки и сам инструмент является исправным. Давление газа во время сваривания должно составлять 0,02 кПа. Это не постоянный показатель, так как при сквозняке и ветре, которые сдувают часть расходного материала, расход становится больше, а соответственно и подачу нужно осуществлять при большем давлении.
- Горелка должна работать под особым углом. В среднем, данный параметр лежит в пределах от 65 до 75 градусов. Шов желательно вести справ налево. Это обеспечивает лучший просмотр для свариваемых кромок.
- Если шов получается не соответствующим требуемому качеству, то следует сразу поменять режимы сварки, отрегулировав ток, скорость подачи проволоки, напряжение дуги или прочие значения.
Схема полуавтоматической сварки в среде углекислого газа
Используемые материалы
Здесь применяется два основных вида расходных материалов. Первым является сама углекислота. Она не горючая, так что не вызывает опасности взрыва, но обеспечивает достаточный уровень защиты. Вторым является сварочная проволока, которая подбирается в соответствии с металлом, который будет свариваться. Дополнительно может использоваться флюс, но это зависит от требований сварки.
Заключение
Сварка полуавтоматом с использованием углекислоты является бюджетным вариантом профессионального соединения, уровень которого значительно превосходит газовый и электрический методы соединения.
svarkaipayka.ru
Можно ли варить полуавтоматом без применения углекислоты?
Комментариев:
Рейтинг: 87
Многие сталкиваются с такой проблемой, и вопрос о том, можно ли сварить полуавтоматом без углекислоты какие-либо детали, зачастую задают начинающие сварщики. Приобретя такой аппарат для бытового использования, они стараются найти альтернативу газу, чтобы не покупать баллон. Выход из данной ситуации есть: можно воспользоваться флюсовой сварочной проволокой. Представляет она собой пустотелую стальную трубку, внутри которой находится флюс. Во время плавления проволоки он сгорает и образует в месте сваривания деталей облачко газа.
Еще можно применить порошковую проволоку, в этом случае в состав металла уже включены компоненты флюса.
Во время плавления облачко образуется в сварочной ванне. При проведении сварочных работ данное облачко практически заменяет газ, в этом случае применение полуавтомата становится более практичным.
Так как вы собираетесь варить листовой металл, то необходимо знать, что вертикальный шов желательно вести сверху вниз. По законам физики тепло всегда поднимается, поэтому облако газа будет стремительно подниматься. Если листовой металл довольно тонкий, то горелку рекомендуется передвигать быстрее. Чтобы облачко с газом как можно лучше удерживалось в сварочной ванне, рабочую горелку необходимо держать под небольшим уклоном вверх. Следите, чтобы проволока шла по краю сварочной ванны.
Использование порошковой проволоки чем-то напоминает сварку обыкновенными электродами, поэтому шлак, образовавшийся в процессе работы, может попадать в сварочную ванну, что сделает шов некачественным. В результате этого поверхность получившегося шва необходимо очистить от шлаков и дополнительно наложить еще один сварной шов. Данная проволока довольно хрупкая, поэтому, используя ее, не стоит делать резких поворотов, а также загибов шланга. Если вам нужно выполнить потолочные швы, то без использования газа это не получится, потому как углекислота, получившаяся от сгорания флюса, от воздействия силы тяжести будет покидать сварочную ванну.
moyakovka.ru
ИНСТРУМЕНТ — Полуавтомат — DRIVE2
ВведениеДанной записью начинаю делится своим опытом по покупке инструмента.Возможно кому то пригодится…
Здесь я хотел бы поделиться опытом по приобретению оборудования для полуавтоматической сварки.
Сварочный аппарат.Для сварки тонкого листового металла как правило используются сварочные полуавтоматы.
Принцип работы такого сварочного аппарата основан на том, что сварка осуществляется с помощью проволоки подаваемой по рукаву к месту сварки. Защита шва от окисления осуществляется с помощью газа – как правило, это углекислота, подаваемая по тому же рукаву, что и сварочная проволока (основной способ).
Выбирая сварочный аппарат, основной выбор зависит от финансовых возможностей, что определяет конструкцию сварочника. Возможны два варианта: трансформаторный сварочник – подешевле и инверторный – подороже.Трансформаторный.Плюсы:+ цена – как правило в два раза дешевле оппонента;+ простота конструкции – без электроники;+ надежность – меньше электроники, пайки.Минусы:— габариты и все – раза в два больше и тяжелее оппонента;— требователен к питанию – на сети с низким напряжением могут быть проблемы с работой;
— регулировка – не такая точная регулировка по сравнению с оппонентом.
ИнверторныйПлюсы:+ вес и габариты – он просто «пушок» по сравнению с трансформаторным;+ не требователен к питанию – может работать на низких напряжениях;+ регулировка – возможная точна регулировка параметров.Минусы:— цена – дороже оппонента;— много электроники – аналог блока компьютера;
— надежность – требователен к температурному режиму, требует обслуживания (чистки).
Учитывая все плюсы, а именно то, что нужен мобильный, а значит легкий, работающий в сетях с низким напряжением я выбрал инверторный сварочник.Выбор модели (производителя) зависит от возможностей – на рынке сейчас множество вариант, от дешевых по цене трансформаторного, до супер умных, которые все за тебя сделают сами (KEMPPI) – только горелку наводи…
Отметя Китай, смотрел на отечественные конструкции (Контур 150) и что поближе и выбрал в 2011 году SSVA-180P (Харьков, Украина). По сравнению с аналогичными аппаратами отзывы о нем были только положительные. Что подтвердилось и в моей эксплуатации – за 2 года использования замечаний к нему не было, хотя ему приходилось работать и зимой (температура около – 10 градусов). В 2011 году он стоил 21800 рублей в комплекте с горелкой BINZEL (рукав 3 метра). Длины рукава 3 метра для меня достаточно, при условии перемещении сварочника по гаражу.
Сварочная проволока.Основной расходный материал при сварке – сварочная проволока. Как правило это омедненная стальная проволока. Бывает различных диаметров – самый распространенный – 0,8 мм. Как правило подойдет для сварки металла около 1 мм. Есть рекомендация при сварке более тонких металлов, например иномарок, использовать проволоку тоньше – 0,6 мм.
Продается проволока катушками 1 кг, 5 кг… Небольшие сварочники рассчитаны как правило на катушку 5 кг. Простая омедненная проволока 0,8 мм 5 кг стоила около 600 рублей.
Кроме омедненной стальной проволоки бывает порошковая сварочная проволока. Она представляет собой трубчатую проволоку, заполненную порошкообразным наполнителем. Этот наполнитель защищает при сварке сварочный шов, что позволяет сваривать без защитного газа.Это значительно упрощает процесс – не нужно оборудование для подачи газа, но в то же время качества шва хуже чем при сварке с газом, аналогично сварке электродом и эта проволока стоит дороже обычной.
Газ.При сварке полуавтоматом пользуются либо углекислотой либо смесью с аргоном. Я пользуюсь углекислотой – в силу ее доступности. Обмен 10 литрового баллона углекислоты обходился порядка 300 рублей.
Баллон.Наиболее подходит 10 литровый баллон – объем достаточный для продолжительной работы (при правильной настройке расхода), а габариты позволяют перевозить его в багажнике. Но 10 литровые бывают разной длины — бывает чуть, длиннее и уже.Характеристики для инфо:— емкость, л 10;— высота, 870 мм;— диаметр цилиндра, 140 мм;
— вес баллона, 15,1 кг.
Есть еще 20 литровые баллоны, сделанные из 40 литровых – половина баллона. Тоже удобные по габаритам баллоны, но есть недостаток – их мало и тяжело обменять.Стоил 10 литровый баллон от 2500 – 3000 рублей. После окончания газа, баллон можно обменять на заправленный – стоит это около 300 рублей. Поэтому покупать новый баллон не стоит, поскольку при обмене вам все равно дадут «бушный».
Баллон должен быть аттестован, о чем на баллоне около вентиля должна стоять отметка – см. позицию 7 и 6 на рисунке и описании ниже. Проверяйте сами, или попросите показать даты аттестации, что бы исключить «просрочку», иначе при замене такого баллона вас заставят оплатить еще и переаттестацию около 500 рублей.
Вентиль баллона.При работе вентиль баллона нужно открывать до конца – в промежуточных положениях может травить. Это можно заметить на слух или с помощью мыльного раствора.Столкнулся с ситуацией, когда зимой вентиль перестал работать – не исключаю, что замерз. При замене баллона мастер сказал, что подмерзает шарик в вентиле и что вентиль, рассчитанный на медицинскую углекислоту с меньшим содержанием влаги.
Часто у малых баллонов, точнее их вентилей присоединительная резьба особая СП21,8. Для подсоединяя стандартного редуктора требуется переходник СП21,8-G3/4. Приобрел его на рынке за 200 рублей. Иногда попадаются баллоны с нормальной резьбой.
Редуктор.Редуктор используется специальный – для углекислоты. Основное назначение – регулировка расхода газа. Контролируется расход по манометру. Рекомендуемый расход газа указан в таблице ниже. Натренировавшись можно регулировать, по ощущениям… на слух. Но нужно найти золотую середину – малый расход газа отразится на качестве шва, большой расход – так же влияет на качество и газ быстро закончится.
Я использую редуктор У-30П-2МГ – цена была около 1600 рублей. Замечаний к редуктору нет. Редуктор шел с подогревателем с питанием на 36В.
Подогреватель может пригодиться при сварке при температуре от +10 и ниже – он предотвращает замерзание редуктора. Не найдя питания 36В, я использую альтернативный метод – прикрепил к редуктору лампу накаливания мощностью 60Вт – замерзания редуктора не было.
При установке редуктора нужно ставить прокладки (паронитовые, пластиковые и т.п.) – иначе газ будет травить по резьбе. Как вариант можно герметизировать резьбу лентой ФУМ.
Шланг.Диаметр шланга должен подходить к штуцеру редуктора и сварочника. Длина шланга зависит от способа размещения баллона и сварочника. Если нет единой станции/тележки на которой закреплен баллон и сварочник, то длинна шланга должна позволять переносить сварочник ближе к месту сварки. У меня баллон и сварочник отдельно — я приобрел кислородный шланг внутренним диаметром 9 мм и длинной 6 метров – цена около 210 рублей.
И не забудьте про хомуты, что бы закрепить шланг на редукторе и сварочнике.
Расходники.При работе полуавтомата капли сварки засоряют проточную часть горелки, что ухудшает поступление газа, может привести к замыканию центрального электрода – токопроводящего наконечника с газовым соплом. Для предотвращения налипания сварки рекомендуется использовать спрей против залипания – его цена около 200 рублей.
Кроме того в случае загрязнения необходимо чистить горелку – хорошо бы иметь под рукой подходящее инструмент.Со временем токопроводящий наконечник и изнашивается – оплавляются. Рекомендуется держать про запас – наконечник стоит около 70 рублей, сопло около 200 рублей.
Средства защиты.Сварка полуавтоматом может показаться не такой жесткой по сравнению с «обычной» сваркой. Но пусть вас это не обманывает. Лично я столкнулся со всеми прелестями – «нажигал» лоб – ультрафиолетовый ожог кожи, «ловил» каплю глазом, не говоря про термические ожоги от капель и хватания за свариваемые элементы…Поэтом одновременно с покупкой сварочника, настоятельно рекомендую купить средства защиты:— перчатки спилковые;— маску сварочную;
— плотный костюм.
Сварочная маска.Признаюсь варить без маски во многих случаях удобней, чем в ней, но не безопасно это точно.Поэтому сварочная маска нужна. Ассортимент сейчас большой – от раритетных из картона, до современных «хамелеонов» – со стеклами автоматически затемняющимися при вспышке. Я остановился на «хамелеоне» – с ним проще намечать сварку и варить.
Ассортимент масок хамелеонов так же разнообразен. Я остановился на ELITECH МС 777К ценой 2500 рублей. Из плюсов – хорошая конструкция и большое стекло (больше чем у похожих аппаратов).
P.S. Цены и оборудование указаны по состоянию на 2011 — 2012 — для информации.
www.drive2.ru
www.samsvar.ru
Углекислотный сварочный полуавтомат
 Пластичное соединение металлических конструкций издавна называют сваркой. Воздействуя на металлические поверхности высокой температурой, материал становится жидким, он расплавляется и закипает, начинает вариться. Воздействие на соединяемую поверхность оказывает углекислотный сварочный полуавтомат. Способ такого соединения предполагает применение газовых составляющих параллельно процессу воздействия теплового эффекта. Газы могут быть инертными и активными, они выступают некоторой защитной оболочкой при воздействии на металл.
Пластичное соединение металлических конструкций издавна называют сваркой. Воздействуя на металлические поверхности высокой температурой, материал становится жидким, он расплавляется и закипает, начинает вариться. Воздействие на соединяемую поверхность оказывает углекислотный сварочный полуавтомат. Способ такого соединения предполагает применение газовых составляющих параллельно процессу воздействия теплового эффекта. Газы могут быть инертными и активными, они выступают некоторой защитной оболочкой при воздействии на металл.
Какую роль выполняет газ при сварке металлов? Защитная газовая оболочка сопровождает сварочную дугу и защищает соединяемый материал от окисления и воздействия азота. Без такого защитного поля соединение металла с составляющими воздуха (азотом и кислородом) исключить нельзя.
Углекислотный сварочный полуавтомат
В последнее время большой популярностью в промышленном строительстве и производстве пользуется углекислотный сварочный полуавтомат.
Его использование сопряжено с рядом особенностей и преимуществ:
- Такое сварочное оборудование используется там, где соединяются металлические части различной толщины.
- В условиях, когда невозможно провести качественную зачистку соединяемых деталей.
При соединении таким методом происходит минимальная тепловая нагрузка на металл и он не меняет свои физические свойства. Минимальная нагрузка обусловлена узким радиусом действия аппарата, поэтому проводить дополнительную изоляцию соседних поверхностей не нужно.
Но при этом отмечаются высокие эксплуатационные характеристики аппарата:
 Высокое качество соединительного шва.
Высокое качество соединительного шва.- Низкая себестоимость проведения работ из-за невысокой стоимости газа.
- Незначительная тепловая нагрузка на соседние поверхности.
- Быстрое завершение работ и возможность скорой эксплуатации сваренных изделий.
- Минимальные вредные испарения для человеческого организма.
- Равные эксплуатационные характеристики прочности соединительного шва и прочей стальной конструкции.
Такие условия достигаются благодаря применению электродной проволоки, содержащей элементы кремния и марганца. Сочетание этих двух компонентов уменьшают действие кислорода.
Сфера применения углекислотных сварочных полуавтоматов
Особенности аппарата обусловили и специфическую сферу применения. Выполняют сварочные работы такими полуавтоматами в области машино – и приборостроения , обслуживания и ремонта автомобилей.
Хорошо они себя зарекомендовали при изготовлении конструкций с нанесением большого количества швов на один квадратный метр: калитки, перила, ворота и прочие бытовые конструкции. Отлично соединяют они и стальные листы из углеродистой стали различной толщины.
Преимущества перед другими видами сварки
При использовании полуавтоматов углекислотных необходимо выделить и некоторые преимущества перед ручной сваркой электродуговым методом:
- Высокая производительность работ.
- Низкие трудозатраты.
- Простота и легкость технологии.
- Низкая себестоимость сварочных работ.
- Высокая эффективность защиты свариваемого материала от окисления.
- Простой контроль и возможность регулирования рабочим процессом.
- Небольшие размеры сварного аппарата повышают маневренность и обеспечивают легкий доступ в тяжелодоступные места.
- Низкое напряжение повышает безопасность оператора во время выполнения сварных работ.
Углекислотные сварочные полуавтоматы гарантируют высокое качество соединения, при этом нет необходимости на трату времени для очистки сварного шва, зачистку его от шлака и иных продуктов горения, а простота использования обеспечивает удобство в работе, снижается расходный материал – электродная проволока.
steelguide.ru
Сварка в углекислом газе: высокая производительность и простота
Сварка в углекислом газе является разновидностью сварки под флюсом. Она производится плавящимся электродом и широко применяется для монтажных работ, ремонта и восстановления тонкостенных деталей.
Применение сварки в среде углекислого газа
Простота процесса, малый расход материалов и доступность сварки в двуокиси углерода позволяет использовать ее во многих отраслях. Наибольшее распространение сварка и наплавка в среде углекислого газа получила в таких направлениях:
- судостроение;
- машиностроение;
- строительство и ремонт трубопроводов;
- монтажные работы;
- производство котлов и аппаратуры;
- заварка повреждений стального литья и других.
Сварочные работы в среде углекислого газа применяются, в частности, для восстановления тонкостенных деталей кузова автомобиля.
Преимущества сварки в углекислом газе
Сварочные работы в среде углекислоты имеют ряд преимуществ по сравнению с другими видами сварки:
- Видимость процесса сварки и горения дуги для сварщика.
- Отсутствие необходимости в приспособлениях для подачи и отвода флюса.
- Хорошее качество швов. Сварные швы не требуют последующей очистки от остатков флюсов и шлака.
- Увеличенная производительность сварки в углекислом газе, вследствие качественного использования тепла дуги.
- Возможность проведения работ в разных пространственных положениях в режимах автоматической и полуавтоматической сварки.
- Низкая стоимость углекислого газа.
- Использование для сварки электрозаклепками и металлов небольших толщин.
- Доступность сварочных работ на весу без использования подкладки.
Сущность процесса сварки в углекислом газе
Углекислый газ препятствует негативному воздействию атмосферы на процесс сварки.Высокая температура дуги частично разлагает углекислый газ на окись углерода и кислород. В результате образуется смесь из трех газов в зоне дуги: кислорода, углекислого газа и окиси углерода.

Кислород вступает в реакцию окисления с металлом. Температура электрической дуги значительно выше, чем температура сварочной ванны, поэтому выгорание (дополнительный расход) металла происходит, в первую очередь, в сварочной проволоке. Основной металл в сварочной ванне окисляется не так интенсивно.
Для снижения негативных последствий выгорания, сварочная проволока изготавливается с добавлением легирующих добавок. Повышенное содержание марганца, титана и кремния уменьшает количество окиси углерода и препятствует образованию пор в сварочном шве. Степень окисления увеличивается при возрастании расхода потребляемого напряжения. Уменьшение интенсивности окисления происходит при увеличении плотности тока. Прямая полярность тока при сварке углекислым газом приводит к большему окислению, чем обратная.
Технология сварки в углекислом газе
Перед сваркой поверхность кромок очищают от ржавчины, загрязнений, окалины и шлака. Потолочные и вертикальные швы выполняют проволоками малого диаметра и на небольших токах.Проведение сварочных работ в двуокиси углерода может происходить с использованием следующих процессов:
- с частыми принудительными короткими замыканиями;
- с крупнокапельным переносом;
- с непрерывным горением дуги.
Выбор процесса переноса электродного металла зависит от типа сварочной проволоки. Обычно сварочные работы в среде углекислого газа проводят на переменном токе. Реже применяется постоянный ток. Диаметр сварочной проволоки и величина тока зависят от размещения шва в пространстве и толщины свариваемого металла.
Материалы для сварки в среде углекислого газа
Сварочные работы двуокисью углерода производится в полуавтоматическом или автоматическом режиме. Выбор материалов для сварки в среде углекислого газа определяется особенностями этого метода работ. Для их выполнения используют:

- специальную сварочную проволоку;
- сжиженный углекислый газ.
Сварочная проволока
Электроды, применяемые для сварочных работ полуавтоматом в углекислом газе, имеют свои особенности. Сварочная проволока, применяемая для сварки под флюсом, в основном, не подходит при работах в среде двуокиси углерода.Для сварки в углекислом газе используют электроды с повышенным содержанием легирующих добавок из марганца и кремния. Диаметр проволоки зависит от типа сварочного полуавтомата и толщины основного свариваемого металла. Поверхность электродов должна быть чистой, без следов ржавчины, окалины и органических загрязнений. Наличие посторонних примесей способствует увеличению пористости шва и разбрызгиванию металла. Для очистки электродов производится их травление в слабом (20%) растворе серной кислоты и последующая прокалка в печи.
Углекислый газ для сварки
Углекислый газ нетоксичен и не имеет цвета. В сварочных работах используются баллоны сжиженного углекислого газа черного цвета. Рабочее давление баллонов — 60-70 кгс/см². На их поверхность нанесена надпись желтого цвета «Углекислота». Объем стандартного баллона составляет 40 литров. В нем содержится примерно 25 кг жидкой углекислоты, которая занимает 60-80% объема. Остальную часть емкости занимает углекислый газ.
Для сварки применяется углекислый газ с концентрацией выше 98%, а при выполнении наиболее ответственных работ — свыше 99%. Повышенное содержание влаги в углекислоте ведет к большому разбрызгиванию металла в процессе сварочных работ. Использование специального осушителя, на основе силикагеля, медного купороса или алюминия, способствует удалению избытка влаги.
Объем углекислого газа, который содержится в стандартных баллонах, обеспечивает производство работ в течение 15-20 часов, расход газа зависит от интенсивности работ. Перед применением, баллон необходимо установить и выдержать в вертикальном положении, для оседания избытка влаги на дно.Важно следить за тем, чтобы давление в баллонах не опускалось ниже 4 кгс/см². При достижении этого значения, углекислый газ содержит большое количество влаги, поэтому использование баллона прекращают.
Расход углекислого газа контролируется с помощью специального понижающего редуктора, который устанавливается на выходе газа из баллона. Редуктор снижает давление до нормы в 0,5 атмосферы и обеспечивает оптимальный расход углекислоты.При выходе газа из баллона происходит быстрое его охлаждение, вследствие испарения жидкой углекислоты. Это может привести к закупорке редуктора. Чтобы предотвратить замерзание влаги, используют обогреватель.
Особенности сварочных работ в среде углекислого газа
Полуавтоматы или автоматы для сварочных работ в среде двуокиси углерода должны иметь горелки, которые обеспечивают ламинарное выделение газа из сопла. При применении нестандартных держателей стоит учитывать, что они должны гарантировать радиальное по отношению к оси электрода истечение газа.
Перед пропусканием проволоки в шланг, ее конец нужно завальцевать, дополнительно, наконечник с мундштука снять, а шланг проверить на отсутствие перегибов. Эти нормы должны соблюдаться постоянно. Несоответствие правилам может вызвать деформацию проволоки в роликах, износу деталей держателя и шланга.
Перед сварочными работами нужно установить необходимый для данного типа сварного соединения, диаметра используемой проволоки и толщины металла, режим сварки. В соответствии с режимом, выставить расход газа и выждать некоторое время для полного выхода воздуха из шлангов. Нормы расхода проволоки — 35—40 мм, с таким условием, чтобы промежуток от конца проволоки до сопла находился в пределах 15—25 мм. Проверить давление в баллоне.
Возбуждение электрической дуги производится касанием конца сварочной проволоки поверхности изделия, а выпуск проволоки — нажатием пусковой кнопки на держателе.
От перемещения и расположения горелки относительно изделия, зависят в большой степени устойчивость дуги, стойкость газовой защиты дуги от воздействия воздуха, быстрота охлаждения металла, форма сварочного шва, возможность визуального наблюдения за зоной работ.
Приближение горелки к поверхности изделия затрудняет слежение за процессом сварки и вызывает загрязнение горелки брызгами, а слишком большое удаление приводит к дефектам в сварочных швах, по причине снижения надежности защиты металла углекислотой.
Сборка соединений при сварочных работах в среде двуокиси углерода
При сборке свариваемых кромок соблюдают определенные нормы, смещение кромок не должно превышать 1 мм для металла толщиной 4—10 мм и 10 % для толщин более 10 мм.Сборка соединений под сварку в двуокиси углерода зависит от:
- расположения шва в пространстве;
- типа соединения;
- толщины металла;
- способа сварки (полуавтоматом или автоматическая).
Чем ниже качество сборки соединения, тем меньше производительность сварочных работ, увеличивается расход проволоки. Рекомендуется сваривать и собирать соединения без прихваток. При сборке на прихватках, их следует располагать с противоположной стороны соединения. Прихватку можно проводить неплавящимся электродом, контактной сваркой и сваркой проволокой в углекислом газе. Расположение прихваток и их размеры должны соответствовать типу свариваемого соединения и толщине металла.
Сварка в углекислом газе является распространенным видом работ. Соблюдение технологических норм процесса сварки и использование оптимальных материалов, позволяет быстро получать сварочные швы высокого качества и обеспечивает надежность соединений на долгие годы.
Похожие статьиgoodsvarka.ru