3.3.6. Токарные автоматы и полуавтоматы. Полуавтомат станок
3.3.6. Токарные автоматы и полуавтоматы
Автоматами называются станки, на которых все основные и вспомогательные движения автоматизированы, включая подачу, установку и закрепление заготовки, освобождение и выдачу обработанного изделия. При обслуживании автомата функции оператора сводятся к периодической загрузке, выборочному контролю и общему наблюдению за работой станка (иногда с мелкой подналадкой его). Вследствие этого при организации работ на автоматах учитываются условия многостаночного обслуживания.
Полуавтоматы отличаются от автоматов тем, что при работе на них установку и закрепление заготовки, очередной пуск станка, освобождение и снятие изделия производит оператор.
Токарные прутковые автоматы предназначаются для эксплуатации их в массовом и крупносерийном производствах. Это объясняется тем, что устройство подобных автоматов предполагает применение довольно сложных инструментальных наладок, со значительными затратами подготовительного времени, рентабельность которых достигается только в условиях обработки больших партий деталей.
Автоматы и полуавтоматы токарной группы могут быть классифицированы по следующим признакам: по назначению, роду заготовок, расположению шпинделей, количеству шпинделей, режиму рабочих и холостых ходов.
По назначению различают автоматы и полуавтоматы универсальные, применяемые для выполнения разнообразных токарных и иногда других операций над различными деталями, и специализированные, предназначаемые для выполнения узкого круга операций над определенными деталями. Полуавтоматы служат для изготовления деталей только из штучных заготовок, главным образом, в патроне (патронные полуавтоматы), реже – в центрах. В прутковых автоматах пруток вводится в полый шпиндель и в дальнейшем автоматически подается и зажимается для каждой изготовляемой детали. В магазинных автоматах заготовки загружаются в магазин или бункер, откуда также автоматически подаются к зажимному приспособлению станка.
По расположению шпинделей автоматы и полуавтоматы бывают с горизонтальными и вертикальными шпинделями.
По количеству шпинделей различают одно- и многошпиндельные автоматы и полуавтоматы. Первые обрабатывают одновременно лишь одну деталь; вторые одновременно обрабатывают несколько деталей в количестве, равном числу шпинделей или числу шпинделей минус один.
Одношпиндельные автоматы имеют ряд разновидностей. Из них наиболее распространенными являются прутковые одношпиндельные автоматы, к которым относятся: фасонно-отрезные автоматы, автоматы продольного точения и токарно-револьверные автоматы.
Фасонно-отрезные автоматы предназначаются для изготовления коротких деталей малого диаметра простой формы (рис.23). Материал закрепляется во вращающемся шпинделе 1 с помощью цангового патрона. Станок имеет два-четыре суппорта 2, перемещающихся только в одном поперечном направлении и несущих фасонные и отрезные резцы. Для получения детали заданной длины станок снабжен подвижным упором 3, автоматически устанавливающимся по оси шпинделя после окончания цикла. Материал подается с помощью механизма подачи до соприкосновения с упором. Главным движением в этих станках является вращение шпинделя, движения подачи (S) – перемещения поперечных суппортов. Некоторые модели фасонно-отрезных автоматов имеют продольный суппорт, перемещающийся вдоль оси шпинделя, позволяющий производить сверление отверстий.
Рис.23. Схема работы фасонно-отрезного автомата
Автоматы продольного точения предназначены для изготовления длинных деталей малого диаметра из прутка или бунта в условиях массового производства. Эти автоматы используются на предприятиях точной индустрии, например в часовой промышленности, приборостроении и т.п. Высокие требования к точности и чистоте поверхности деталей обусловили ряд конструктивных особенностей этих автоматов. На рис.24 дана схема работы автомата. Заготовка закрепляется во вращающемся шпинделе 1 при помощи цангового патрона. Шпиндельная бабка 2 перемещается по направляющим станины, сообщая заготовке движение подачи (S1) относительно неподвижного резца 8, закрепленного в суппорте 9. Суппорт сообщает резцу установочные перемещения при переходе на обработку ступени другого диаметра и движение поперечной подачи (S2) при отрезке и фасонном обтачивании. Станок имеет два-три вертикальных суппорта и суппорт балансирного типа 4, несущий два резца и совершающий качательное движение вокруг оси 5, закрепленной в кронштейне 3. Для увеличения жесткости системы заготовка (пруток) перемещается в люнетной втулке 6. Сверление, зенкерование, развертывание, нарезание резьбы могут производиться при помощи специальных приспособлений 7, устанавливаемых напротив обрабатываемого прутка. Шпиндели этих приспособлений часто имеют независимый привод для вращательного и поступательного движений.
Рис.24. Схема работы автомата фасонно-продольного точения
Токарно-револьверные автоматы представляют собой автоматизированные токарно-револьверные станки и предназначаются для изготовления деталей сложной формы. Большинство этих автоматов рассчитано на выполнение работ из прутка, но в некоторых моделях имеется возможность загрузки и штучных заготовок. Пруток (заготовка) крепится во вращающемся шпинделе. Автоматические перемещения, связанные с продольной подачей, включая и автоматические повороты для смены инструмента, совершает револьверная головка. Поперечная подача осуществляется двумя-тремя суппортами. Конструкция и принцип работы такого автомата изучаются при выполнении лабораторной работы.
Многошпиндельные автоматы производятся двух разновидностей: автоматы последовательного действия и автоматы параллельного действия.
Характерной деталью в токарных автоматах и полуавтоматах является распределительный вал. На распределительном валу монтируются различной конструкции и формы (в зависимости от назначения) кулачки, которые через систему механических или других связей управляют всеми рабочими и вспомогательными движениями станков.
Ниже приводятся наиболее употребительные исполнения кулачков и указывается их назначение.
Барабанные кулачки предназначаются для управления рабочими и вспомогательными движениями станков. Барабанный кулачок представляет собой цилиндр, снабженный выфрезерованными фасонными канавками или накладными кулачками (рис.25, а и б).
Дисковые кулачки – применяются главным образом для приведения в движение рабочих органов автоматов и полуавтоматов – револьверных головок и суппортов (рис.25, в).
Диски с накладными торцевыми кулачками применяются исключительно для включения вспомогательных движений, например, движения и зажима прутка, поворотов револьверной головки и т.д. Диски имеют разделенную, чаще всего на сотые доли оборота, шкалу, которая необходима для установки кулачков в нужном месте (рис.25, г).
| а) | б) | в) | г) |
Рис.25. Типы кулачков токарных автоматов
Горизонтальные многошпиндельные прутковые автоматы предназначены для обработки деталей из калиброванных прутков круглого, квадратного и шестигранного профилей, а также из труб в условиях крупносерийного и массового производств разных отраслей машиностроения.
К основным технологическим операциям, выполняемым на станке, следует отнести: обтачивание, сверление, развертывание, нарезание резьбы, отрезку, накатывание резьб и фасонное обтачивание. Все необходимые движения в станке осуществляются автоматически с помощью кулачков, расположенных на распределительном валу. За один его оборот осуществляется полный комплекс движений механизмов автомата, необходимых для изготовления одной обрабатываемой детали. Этот комплекс определяет цикл обработки, а время, за которое совершается один оборот распределительного вала, – время цикла.
Схема работы многошпиндельного горизонтального пруткового автомата приведена на рис.26. Шпиндели 6 расположены по окружности в шпиндельном блоке 1. С торца шпиндельного блока расположены поперечные суппорты 2, а на центральной гильзе 4 может перемещаться продольный суппорт 5. Шпиндели автомата получают вращение от центрального вала 3 через зубчатые колеса 7 и 8. После отрезки готовой детали шпиндельный блок поворачивается на угол, соответствующий количеству шпинделей.
Прутковый материал через направляющие трубы вводят в отверстия шпинделей и закрепляют в цанговых патронах автомата. Обработка каждой детали осуществляется последовательно на каждой позиций. В обработке одновременно находятся все заготовки. Отрезку готовой детали производят на последней позиции. Каждую позицию обслуживают поперечные суппорты. Продольный суппорт 5 может обслуживать все позиции. На нем могут быть установлены скользящие державки с независимым от продольного суппорта и друг от друга приводом продольной подачи. Кроме того, на нем могут быть размещены инструментальные шпиндели для сверлильного инструмента с независимой от рабочих шпинделей скоростью вращения. Регулирование величины рабочих ходов как продольного, так и поперечных суппортов осуществляют бесступенчато.
Рис.26. Схема работы многошпиндельного горизонтального автомата
Рассмотрим компоновку горизонтального автомата (рис.27). На станине 23 размещены шпиндельный блок 21 и коробка передач 13. В шпиндельном блоке смонтированы шпиндельный барабан 7, механизмы поворота, фиксации и подъема, механизм зажима и подачи прутка, приводы нижних и средних суппортов, упоров суппортов и упора 9 подачи материала. На корпусе шпиндельного блока расположены четыре поперечных суппорта: отрезной 20, нижний передний 19, нижний задний и задний средний. В коробке скоростей 13 расположены привод главного движения, приводы рабочего, быстрого и наладочного вращения распределительного вала, устройства для нарезания резьбы, развертывания, а также для смазки автомата. Два верхних поперечных суппорта 8 расположены на траверсе 2. Внутри станины находятся главный электродвигатель 16, насос 24 охлаждения, резервуар для масла и охлаждающей жидкости. Внутри траверсы 2 расположены распределительный вал, командоаппарат, наладочный электродвигатель 12, лубрикатор 10. Слева от станка имеется стойка с направляющими трубами 1, ящик 26 для стружки и шнековый транспортер 25, справа – шкаф 14 с электроаппаратурой. Для обеспечения подачи державок с инструментом используют продольный суппорт 18 и рычаги 11 независимой подачи. В шпиндельном блоке также находятся механизм 4 регулировки длины подачи прутка и индикатор 6 контроля подъема барабана. Кнопкой 22 осуществляют толчковое вращение шпинделей при наладке. Счетчик 15 показывает число обработанных деталей. Рукояткой 5 вручную зажимают пруток. Автомат имеет два пульта управления: передний 17 и задний (на рисунке не показан).
Многошпиндельные токарные полуавтоматы изготавливают в горизонтальном и вертикальном исполнениях. Их создают на базе аналогичных моделей многошпиндельных автоматов. Основное отличие многошпиндельных горизонтальных полуавтомотов от многошпиндельных автоматов заключается в том, что на них обрабатывают штучные заготовки в патронах, загрузку заготовок производят вручную или с помощью загрузочного устройства. Кроме этого многошпиндельные полуавтоматы имеют гидропривод, служащий для зажима заготовок в патронах. В шести- и восьмишпиндельных полуавтоматах установлено только пять поперечных суппортов, отсутствуют суппорты на загрузочных позициях. В загрузочных позициях установлены устройства для включения и выключения вращения шпинделя и зажима заготовки в патроне. У многошпиндельных горизонтальных полуавтоматов отсутствуют механизмы подачи и зажима прутка.
Рис.27. Горизонтальный многошпиндельный автомат
Вертикальные многошпиндельные полуавтоматы служат для обработки в патронах, реже в центрах, деталей сравнительно больших размеров в условиях массового производства. По принципу своей работы вертикальные многошпиндельные полуавтоматы могут быть последовательного и параллельного действия.
На рис.28, а показана схема шестишпиндельных полуавтоматов последовательного действия. На основании 1 установлена колонна 4, вокруг которой периодически поворачивается стол 2 с шестью шпинделями 3. Пять суппортов 5 с режущими инструментами обслуживают одновременно пять шпинделей. В загрузочной позиции I снимают готовую деталь и устанавливают новую заготовку. После поворота стола на 1/6 оборота шпиндели получают вращение, а на позиции I снова снимают готовую деталь и устанавливают новую заготовку и т.д. Время одного цикла работы таких полуавтоматов складывается из времени обработки наиболее трудоемкой позиции и времени, необходимого для выполнения холостых ходов (поворот, фиксация стола, детали и установка новой заготовки).
На рис.28, б показана принципиальная схема шестишпиндельных полуавтоматов параллельного действия. Эти полуавтоматы представляют собой как бы блок нескольких одношпиндельных полуавтоматов. На основании 1 установлена неподвижная вертикальная колонна 5, вокруг которой непрерывно вращается стол, несущий шпиндели 2, и шестигранная гильза 3 с шестью суппортами 4, представляющая собой единое целое – карусель. При повороте гильзы 3 суппорты перемещаются по вертикальным направляющим от неподвижного барабана 7, с которым они связаны тягами 6. За один полный оборот карусели 3 на каждом шпинделе, проходящем загрузочную зону 8, заканчивается обработка детали, в этой зоне автоматически выключается вращение шпинделя, освобождается от зажима деталь, суппорт отходит в верхнее положение, снимают готовую деталь и устанавливают новую заготовку. Затем заготовка зажимается, шпиндель получает вращение, суппорт подводится к заготовке и начинает обработку.
По сравнению с полуавтоматами последовательного действия эти полуавтоматы имеют меньшие технологические возможности.
Рис.28. Принципиальные схемы вертикальных многошпиндельных автоматов
studfiles.net
полуавтомат - это... Что такое станок-полуавтомат?
стано/к-полуавтома/т, станка/-полуавтома/та
Слитно. Раздельно. Через дефис.. Б. З. Букчина.
- станок-комбайн
- станция-автомат
Смотреть что такое "станок-полуавтомат" в других словарях:
станок-полуавтомат — станок полуавтомат, станка полуавтомата … Орфографический словарь-справочник
Полуавтомат — Полуавтомат механизм с неполным циклом автоматики К примеру: Станок полуавтомат Полуавтоматические КПП В оружейном деле: Полуавтоматическое оружие огнестрельное оружие, в котором автоматизирована только часть операций по перезарядке… … Википедия
ПОЛУАВТОМАТ — машина, агрегат, самостоятельно совершающий один полный рабочий цикл и требующий внеш. вмешательства лишь для повторения цикла. Напр., металлореж. станок полуавтомат выполняет весь цикл обработки заготовки и возвращает механизмы станка в исходное … Большой энциклопедический политехнический словарь
станок — машина, механизм, устройство; основание, уставка, мольберт, станина, подставка, беннер, стойло, опора, девушка, лафет, станочек, триммер, станция; гениталии, жопа, задница; кровать Словарь русских синонимов. станок см. лафет Словарь синонимов… … Словарь синонимов
полуавтомат — сущ., кол во синонимов: 3 • автомат (43) • аппарат (109) • станок (56) Словарь синонимов ASIS … Словарь синонимов
Полуавтомат — станок (машина), рабочий цикл которых автоматизирован, за исключением установки заготовки, пуска станка и снятия обработанного изделия. Применением дополнительных специальных устройств можно полностью автоматизировать П.… … Большая советская энциклопедия
полуавтомат или одноцикловой станок — 3.5 полуавтомат или одноцикловой станок (semi automatic or single cycle machine): Станок, который полностью автоматически выполняет один технологический цикл, включаемый оператором. Примечание Пример типичного цикла работы станка полуавтомата:… … Словарь-справочник терминов нормативно-технической документации
полуавтомат — а; м. 1. Механизм (аппарат, прибор), автоматически совершающий один рабочий цикл, но требующий вмешательства человека для повторения цикла. Токарный п. Стиральная машина п. Станки полуавтоматы. Работа на полуавтоматах. 2. Оружие с таким… … Энциклопедический словарь
Полуавтомат — м. Механизм (аппарат, станок), самостоятельно совершающий один цикл работы, но требующий вмешательства для повторения или совершения другого цикла. Толковый словарь Ефремовой. Т. Ф. Ефремова. 2000 … Современный толковый словарь русского языка Ефремовой
МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ ПОЛУАВТОМАТ — станок, производящий обработку заготовки неск. одновременно работающими резцами, установленными на продольном и поперечном суппортах. Каждый из резцов обрабатывает свой участок детали, что значительно упрощает и сокращает цикл работы суппорта … Большой энциклопедический политехнический словарь
orthography.academic.ru
полуавтомат - это... Что такое станок-полуавтомат?
Большой англо-русский и русско-английский словарь. 2001.
- станок-качалка нормального ряда
- станок-приспособление-инструмент-деталь
Смотреть что такое "станок-полуавтомат" в других словарях:
станок-полуавтомат — станок полуавтомат, станка полуавтомата … Орфографический словарь-справочник
станок-полуавтомат — стано/к полуавтома/т, станка/ полуавтома/та … Слитно. Раздельно. Через дефис.
Полуавтомат — Полуавтомат механизм с неполным циклом автоматики К примеру: Станок полуавтомат Полуавтоматические КПП В оружейном деле: Полуавтоматическое оружие огнестрельное оружие, в котором автоматизирована только часть операций по перезарядке… … Википедия
ПОЛУАВТОМАТ — машина, агрегат, самостоятельно совершающий один полный рабочий цикл и требующий внеш. вмешательства лишь для повторения цикла. Напр., металлореж. станок полуавтомат выполняет весь цикл обработки заготовки и возвращает механизмы станка в исходное … Большой энциклопедический политехнический словарь
станок — машина, механизм, устройство; основание, уставка, мольберт, станина, подставка, беннер, стойло, опора, девушка, лафет, станочек, триммер, станция; гениталии, жопа, задница; кровать Словарь русских синонимов. станок см. лафет Словарь синонимов… … Словарь синонимов
полуавтомат — сущ., кол во синонимов: 3 • автомат (43) • аппарат (109) • станок (56) Словарь синонимов ASIS … Словарь синонимов
Полуавтомат — станок (машина), рабочий цикл которых автоматизирован, за исключением установки заготовки, пуска станка и снятия обработанного изделия. Применением дополнительных специальных устройств можно полностью автоматизировать П.… … Большая советская энциклопедия
полуавтомат или одноцикловой станок — 3.5 полуавтомат или одноцикловой станок (semi automatic or single cycle machine): Станок, который полностью автоматически выполняет один технологический цикл, включаемый оператором. Примечание Пример типичного цикла работы станка полуавтомата:… … Словарь-справочник терминов нормативно-технической документации
полуавтомат — а; м. 1. Механизм (аппарат, прибор), автоматически совершающий один рабочий цикл, но требующий вмешательства человека для повторения цикла. Токарный п. Стиральная машина п. Станки полуавтоматы. Работа на полуавтоматах. 2. Оружие с таким… … Энциклопедический словарь
Полуавтомат — м. Механизм (аппарат, станок), самостоятельно совершающий один цикл работы, но требующий вмешательства для повторения или совершения другого цикла. Толковый словарь Ефремовой. Т. Ф. Ефремова. 2000 … Современный толковый словарь русского языка Ефремовой
МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ ПОЛУАВТОМАТ — станок, производящий обработку заготовки неск. одновременно работающими резцами, установленными на продольном и поперечном суппортах. Каждый из резцов обрабатывает свой участок детали, что значительно упрощает и сокращает цикл работы суппорта … Большой энциклопедический политехнический словарь
dic.academic.ru
станок полуавтомат - это... Что такое станок полуавтомат?
жартылай автомат білдек
Русско-казахский терминологический словарь "Машиностроение". - Академия Педагогических Наук Казахстана . 2014.
- станок полированный
- станок поперечно-строгальный
Смотреть что такое "станок полуавтомат" в других словарях:
станок-полуавтомат — станок полуавтомат, станка полуавтомата … Орфографический словарь-справочник
станок-полуавтомат — стано/к полуавтома/т, станка/ полуавтома/та … Слитно. Раздельно. Через дефис.
Полуавтомат — Полуавтомат механизм с неполным циклом автоматики К примеру: Станок полуавтомат Полуавтоматические КПП В оружейном деле: Полуавтоматическое оружие огнестрельное оружие, в котором автоматизирована только часть операций по перезарядке… … Википедия
ПОЛУАВТОМАТ — машина, агрегат, самостоятельно совершающий один полный рабочий цикл и требующий внеш. вмешательства лишь для повторения цикла. Напр., металлореж. станок полуавтомат выполняет весь цикл обработки заготовки и возвращает механизмы станка в исходное … Большой энциклопедический политехнический словарь
станок — машина, механизм, устройство; основание, уставка, мольберт, станина, подставка, беннер, стойло, опора, девушка, лафет, станочек, триммер, станция; гениталии, жопа, задница; кровать Словарь русских синонимов. станок см. лафет Словарь синонимов… … Словарь синонимов
полуавтомат — сущ., кол во синонимов: 3 • автомат (43) • аппарат (109) • станок (56) Словарь синонимов ASIS … Словарь синонимов
Полуавтомат — станок (машина), рабочий цикл которых автоматизирован, за исключением установки заготовки, пуска станка и снятия обработанного изделия. Применением дополнительных специальных устройств можно полностью автоматизировать П.… … Большая советская энциклопедия
полуавтомат или одноцикловой станок — 3.5 полуавтомат или одноцикловой станок (semi automatic or single cycle machine): Станок, который полностью автоматически выполняет один технологический цикл, включаемый оператором. Примечание Пример типичного цикла работы станка полуавтомата:… … Словарь-справочник терминов нормативно-технической документации
полуавтомат — а; м. 1. Механизм (аппарат, прибор), автоматически совершающий один рабочий цикл, но требующий вмешательства человека для повторения цикла. Токарный п. Стиральная машина п. Станки полуавтоматы. Работа на полуавтоматах. 2. Оружие с таким… … Энциклопедический словарь
Полуавтомат — м. Механизм (аппарат, станок), самостоятельно совершающий один цикл работы, но требующий вмешательства для повторения или совершения другого цикла. Толковый словарь Ефремовой. Т. Ф. Ефремова. 2000 … Современный толковый словарь русского языка Ефремовой
МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ ПОЛУАВТОМАТ — станок, производящий обработку заготовки неск. одновременно работающими резцами, установленными на продольном и поперечном суппортах. Каждый из резцов обрабатывает свой участок детали, что значительно упрощает и сокращает цикл работы суппорта … Большой энциклопедический политехнический словарь
machinery_rus_kaz.academic.ru
Специализированные станки-полуавтоматы и автоматы
Для массового и серийного производства однотипных деталей сложной формы целесообразно применять специализированные полуавтоматы и автоматы, обладающие высокой производительностью. Например, токарные автоматы и полуавтоматы используют при массовом производстве деталей сложной формы из прутка и штучных заготовок. Обработку деталей на этих станках производят несколькими инструментами, которые устанавливают в сверлильных, резьбонарезных и других приспособлениях. Основной недостаток этих автоматов — длительная наладка оборудования при переходе на новый тип детали, при этом требуется переделка основных узлов.
Классический пример специального станочного оборудования — агрегатный станок-полуавтомат и автомат, в которых применение многоинструментальной и многопозиционной обработки позволяет повысить производительность в десятки раз по сравнению с универсальным оборудованием, в том числе и с ЧПУ.
Чтобы сократить затраты, специальные автоматы не проектируют каждый раз заново, а компонуют из готовых функциональных элементов широкого назначения.
В многопозиционных агрегатных станках-полуавтоматах нормализованы силовые головки и силовые столы, направляющие, поворотные столы со станинами и приводом периодического поворота, боковые станины и вертикальные стойки, блоки аппаратуры управления и приводы. Проектируют лишь шпиндельные коробки, приспособления для закрепления деталей. Остальные части подбирают по каталогам, подобно тому как подбирают подшипники, двигатели, крепеж и т. д.
Схема компоновки многошпиндельных станков-полуавтоматов приведена на рис. 114.
Рассмотрим подробнее схему работы шестишпиндельного автомата последовательного действия (рис. 115, а). В автомате шесть шпинделей 6, расположенных через равные расстояния по дуге окружности в одном шпиндельном блоке 1. Вокруг блока расположено шесть поперечных суппортов 2, а на центральной гильзе 4 перемещается общий для всех шпинделей продольный суппорт 5. Он выполнен в виде шестигранника, на каждой грани которого устанавливают державки с инструментом. Поперечные суппорты получают подачу от индивидуальных кулачков, а продольный суппорт — от одного общего кулачка. В случае необходимости на продольном суппорте могут быть установлены скользящие державки с режущим инструментом, получающие подачу от индивидуальных кулачков, а рядом — инструментальные шпиндели с независимым приводом вращения. Шпиндели автомата получают вращение от приводного вала 3 через общее центральное зубчатое колесо 7 и поэтому имеют одинаковое число оборотов.

Рис. 114. Схема компоновки многопозиционных станков-полуавтоматов из нормализованных элементов
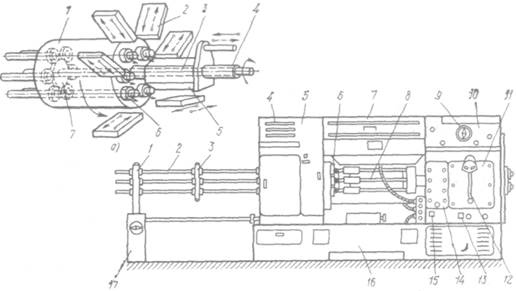
Рис. 115. Схема шестишпиндельного автомата мод. 1А225-6:
а — схема обработки заготовки; б — компоновка автомата
Многошпиндельные прутковые автоматы мод. 1А225-6 и МР-32 предназначены для сверления, зенкерования, нарезания резьбы, накатывания и отрезки деталей из пруткового материала круглого и многогранного сечения. Высокая жесткость конструкции автомата позволяет обрабатывать на них заготовки на повышенных режимах резания инструментом с твердосплавными пластинками.
Автомат (рис. 115, б) состоит из станины 16, на которой закреплены все агрегаты. Внутри станины установлены электродвигатели главного привода, насос системы охлаждения и шнековый транспортер для удаления стружки, коробка передач 11, корпус 5 шпиндельного блока, поперечный 6 и продольный 8 суппорты, привод продольного суппорта и приспособления, рукоятка включения автоматического цикла 12.
В орган управления входят пульт управления 14, квадрат 15 для выключения и включения транспортера, квадрат 13 для переключения скоростей, циклоуказатель 9 на корпусе 10. Заготовки вставляют в направляющие трубы 2, которые крепят в установленном на стойке 17 заднем диске 1 и среднем диске 3.
Обработку заготовки в автомате ведут автоматически в шести шпинделях, помещенных в одном, периодически поворачивающемся шпиндельном блоке, расположенном в корпусе 5 с ребрами 4. Режущие инструменты устанавливают в нескольких поперечных суппортах 6, расположенных по окружности шпиндельного блока и на общем для всех рабочих шпинделей продольном суппорте 8.
Автоматом управляет распределительный вал, расположенный в траверсе 7. Кнопочное управление расположено на пульте управления 14. Автоматический цикл работы станка включается рукояткой 12, а скорость вращения шпинделей изменяется квадратом 13. Уборку стружки производит шнековый транспортер, который включается квадратом 15.
В автомате есть механизм автоматической остановки движения прутка, счетчик обработанных деталей, шнековый транспортер для удаления стружки, что обеспечивает безаварийную работу и облегчает обслуживание автомата. Он снабжен также наладочным приводом распределительного вала быстрой наладки.
Большое применение нашли агрегатные станки из нормализованных узлов. В агрегатных станках применяют различные схемы обработки деталей.
На рис. 116 показаны схемы расположения агрегатных головок для случая, когда деталь неподвижна, а ее обработка происходит за одну-две установки комбинированным режущим инструментом. Применяют двустороннее угловое (а)расположение силовых головок, трехстороннее (б),четырехстороннее (в) и круговое (г). При трех первых вариантах заготовка может подаваться в той же плоскости силовых головок, а при круговом расположении заготовка может подаваться сверху кран-балкой или из наклонного магазина.
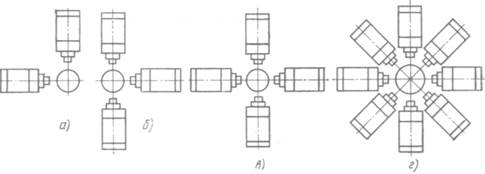
Рис. 116. Схема расположения агрегатных силовых головок:
а — угловое; б — трехстороннее; в — четырехстороннее; г — круговое
Если при обработке заготовка занимает ряд последовательных положений, то применяют рядное (рис. 117) расположение силовых головок. Бывают агрегатные станки с односторонним (а) и двусторонним (б) расположением силовых головок, укомплектованными транспортной системой с поворотными столами.
Схема обработки детали типа корпусной показана на рис. 118. Деталь неподвижна и обрабатывается за один установ.
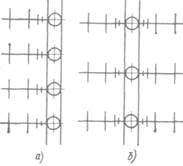
Рис. 117. Расположение агрегатных головок:
а — одностороннее; б — двустороннее
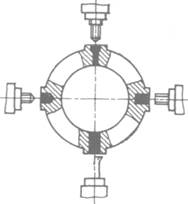
Рис. 118. Обработка деталей типа корпусных
Рассмотрим применение этой схемы на примере типовой компоновки специализированного агрегатного станка для обработки кронштейнов (рис. 119). Все узлы и элементы агрегата можно разделить на: группу опорных элементов — станина 1; кронштейны горизонтальные 13, 14, 15, 16 и вертикальные 5, 7; стол делительный поворотный 2, группу элементов передач — силовые головки 4, 6, 8 типа ГС-5; силовые головки 10, 13' типа ГС-7; редукторы 11, 14', 9 и редуктор привода стола; группу элементов управления — упоры и пульт 3. Обычно в компоновку агрегата входит загрузочное и разгрузочное устройства, транспортер для стружки и система охлаждения.
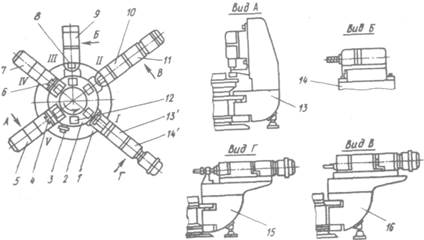
Рис. 119. Типовая схема компоновки агрегатного станка для обработки кронштейна
Обрабатываемую деталь-кронштейн устанавливают на загрузочную позицию 12 делительного поворотного стола 2 и крепят в приспособлении. Цикл работы станка автоматический. Делительный стол поворачивается и заготовка устанавливается на рабочую позицию I. На этой позиции происходит сверление отверстий на одной плоскости, далее деталь переходит в рабочую позицию II, где происходит зенкование просверленных отверстий. При поступлении детали на позицию III сверлится вторая группа отверстий, а на позиции IV происходит сверление отверстий на плоскости, перпендикулярной первой. На V позиции происходит зенкование просверленных на позиции IV отверстий.
Как правило, производительность агрегатных станков высокая, а их исполнение позволяет обрабатывать детали сложной формы типа корпусных. На агрегатных станках устанавливают силовые многошпиндельные головки. Станок по компоновке, схожий со станком на рис. 119, — агрегатный пятисторонний 20-шпиндельный горизонтально сверлильный станок. Этот агрегат выполняет операции сверления, зенкования, подреза торцов и развертывания отверстий в тягах трапеций и наконечниках рулевой трапеции.
В компоновку стола входит семипозиционный поворотный делительный стол, на котором установлены семь приспособлений для зажима четырех деталей. Пять силовых горизонтальных головок, установленных на станине, обеспечивают обработку деталей. Разгружают детали механизмом, зажим деталей гидравлический, удаление стружки — транспортером с подъемом на высоту 1000 мм. При обработке детали подается охлаждающая эмульсия, цикл работы станка автоматический.
В особую группу устройств выделены роторные автоматы. Эта группа машин совершает непрерывное круговое движение совместно с изделием и выполняет все технологические операции в процессе движения. Основное свойство машин состоит в том, что их производительность не зависит от продолжительности технологических операций. Изделия транспортируют от одной рабочей машины к другой вращающиеся роторы. На рис. 120 приведена схема роторной машины.
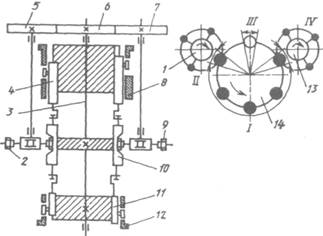
Рис. 120. Схема роторного автомата
Технологический ротор состоит из транспортного питающего ротора 1, транспортера съемного ротора 13, обрабатывающего (рабочего) ротора 14 с валом 3, ползунов 4, 11, зубчатых передаточных колес 5, 6, 7, блоков 10.
Загрузочный транспортный ротор состоит из бункеров, лотков, механизмов ориентации. Загрузочный ротор обеспечивает выдачу предметов обработки на позицию обрабатывающего ротора. Заготовка в зоне 11 из загрузочного транспортера ротора 1 подается в рабочий ротор 14, сидящий на валу 3. В зоне I при вращении рабочего ротора заготовка обрабатывается, а в зоне IV снимается транспортным съемным ротором 13 при помощи несущих органов 2 и 9. Несущие органы 2 и 9 приводятся во вращение зубчатыми колесами 5, 6, 7. В зоне III происходит смена инструментов, которые крепятся на блоках 10. При вращении ротора блоки перемещаются ползунами 4, 11 под действием неподвижных копиров 8 и 12.
Схема ротора холодноштамповочной линии (рис. 121) состоит из прессового ротора 1, транспортного ротора 2, электрощупа 3 и ротора контроля 4.
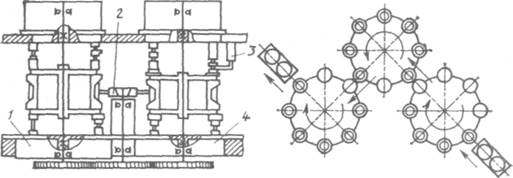
Рис. 121. Схема роторного автомата для холодной штамповки
Автооператоры
Автооператоры — это механизмы или совокупность механизмов, которые обеспечивают подачу заготовки в рабочую зону станка и съем обработанной детали.
Автооператор включает следующие устройства: отсекатель, питатель, механизм захвата, заталкиватель, выталкиватель или съемник, отводящее и блокирующее устройства.
Ранее рассматривались некоторые типы этих целевых механизмов. Интерес представляет автооператор, который обеспечивает: перемещение детали от магазина на станок по сложной траектории; поворот детали на 180° для обработки последовательно сначала одной, а затем другой поверхности.
Автооператор может быть приставным самостоятельно действующим механизмом (рис. 122). Его крепят к станине винтами, проходящими через отверстия в плите 6. Рычаг 2 с вакуумным (пневматическим) захватом 1 может качаться в вертикальной плоскости относительно оси 3, расположенной на кронштейне 4, который поворачивается на 360°. Пневмопривод 5 передает движение рычагу 2 и кронштейну 4 от распределительного вала, командоаппарата, датчика и реле времени. На рис. 123, а показаны схемы работы автооператора для перемещения плоских, а на рис. 123, б — цилиндрических деталей. В некоторых автооператорах используют также механический (пинцет, несколько пружинящих проволочек) или электромагнитный захват. В пневмозахватах (воздушных) выталкивание происходит под действием собственного веса детали или подачей воздуха под давлением после отключения вакуума, а также механическим путем.
Изделия сложной формы, требующие сложной траектории перемещения при удалении, выносят с помощью механических рук.
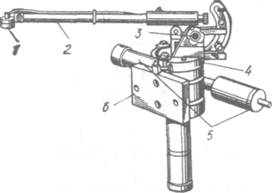
Рис. 122. Универсальная механическая рука-автооператор
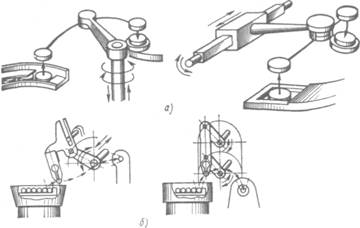
Рис. 123. Схемы действия автооператоров
Пример автооператора с кантователем показан на рис. 124. Цикл работы автооператора происходит следующим образом. В исходном положении механическая рука 3 отведена влево и ее захваты расположены соосно шпинделям позиций загрузки I станка. После поворота шпиндельного блока гидроцилиндр 9 осевого перемещения механической руки 3 перемещает ее в сторону шпинделей. Верхний захват 7 зажимает готовую деталь, а нижний — полуфабрикат. Далее механическая рука 3 перемещается вправо и поворачивается от гидроцилиндра 9, останавливаясь в позиции III. После поворота механическая рука перемещается к отводному лотку 4 и кантователю. Обработанную полностью деталь подают в отводной лоток, а полуфабрикат в кантователь 5. Затем механическая рука отходит назад и поворачивается в позицию II. В это время подаватель 2 вместе с заготовкой перемещается в позицию загрузки, а кантователь переворачивает полуфабрикат на 180°. Механическая рука перемещается в сторону кантователя, и ее верхний захват забирает заготовку, а нижний — полуфабрикат. Затем механическая рука опять перемещается назад, поворачивается в позицию I, подает заготовку и полуфабрикат в патроны шпинделей и отходит назад в исходное положение. Подаватель 2 заготовок перемещается вверх к лотку 1. Срабатывает отсекатель 6, пропуская из лотка в подаватель новую заготовку. Далее цикл работы повторяется.
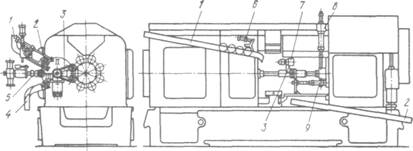
Рис. 124. Автооператор с кантователем к многошпиндельному автомату
В последние годы распространение получили многочисленные конструкции автооператоров с большим числом степеней перемещений — манипуляторы.
infopedia.su
Станок для производства рабицы
Расскажем немного подробнее о технических характеристиках нашего станка полуавтомата для производства рабицы:
• Толщина используемой проволоки 1,2 мм - 3 мм
• Диапазон используемых ячеек от 15 мм до 60 мм
• Рабочее напряжение 220 или 380 Вольт в зависимости от желания клиента
• Ширина производимой сетки от 0,5 м до 3 м
• Вес около 70 кг
• Размер 1,2х0,7х1,0 м
• Возможность установки частотного преобразователя скорости
• Возможность установки электронного блока управления для подсчета длины и ширины рулона.
Станок поможет работать с разными типами проволоки. В первую очередь это термически необработанная проволока ГОСТ 3282-74 без покрытия либо оцинкованная. Кроме того, на нашем станке можно изготавливать сетку с покрытием ПВХ (полимерное покрытие, позволяющее выпускать рабицу разных цветов) Конструкция оборудования позволяет своевременно подстраиваться под различные типы проволоки, из которой будет изготавливаться сетка.

Несмотря на небольшие размеры и простоту эксплуатации оборудование является довольно производительным:
• С ячейкой 25: 9 штук
• С ячейкой 30: 10 штук
• С ячейкой 35: 11 штук
• С ячейкой 40: 13 штук
• С ячейкой 45: 16 штук
• С ячейкой 50: 18 штук
• С ячейкой 55: 22 штуки
• С ячейкой 60: 26 штук
Эти данные относятся к стандартным рулонам рабицы с размером 1,5м х 10 м.
Универсальность станка для производства рабицы позволяет использовать его не только на производственных площадках, но и в небольших помещениях. Например, в каких-либо подсобках или даже гараже. Сделать это можно, если, например, нет возможности подключения к сети на 380 Вольт, а есть только бытовая розетка. В этом случае поможет приобретение модификации станка на 220 Вольт. Такое оборудование может стать как основным в новом направлении деятельности, так и позволить организовать подработку для его владельца. Плести рабицу он сможет в свободное от основной работы время.
Для полноценного производства сетки необходимо подготовить помещение площадью от 8-ми квадратных метров. Этого вполне хватит для размещения станка. Также нужно подготовить стеллажи, на которых будет происходить складирование готовой продукции. Причем здесь появляется один нюанс, позволяющий увеличить вместимость стеллажей практически в три раза. Дело в том. что производство сетки именно на станках полуавтоматах имеет свою специфику - готовые рулоны можно сворачивать так называемым методом евроскрутки, когда рулон рабицы сворачивается максимально плотно. Настолько, что становится меньше в диаметре стандартного практически в три раза. Это существенно экономит место не только на стеллажах, но и при транспортировке готовой продукции.

В плане потребления электроэнергии станок является очень экономичным. Напомним, что мы предлагаем приобрести две модификации оборудования на 220 либо 380 Вольт, имеющие мощность соответственно на 2,2 либо 1,5 кВт. При этом важно понимать, что потребление электроэнергии происходит не в течении всего времени работы станка для рабицы, а только в момент вплетения спирали в полотно сетки. В конечном счете потребление элеткричества идет не более 15 минут в час.
Можно провести несложный расчет. Для производства стандартного рулона сетки рабица с размером 1,5х10 метров и имеющего ячейку в 55 мм необходимо около 40-50 мин. времени. Немного посчитав, мы видим, что при производстве этого рулона было потрачено всего 0,25 кВт электроэнергии. Другими словами можно сказать, что данный расход остается лишь небольшой затратной частью при изготовлении рабицы.
При необходимости к нашему станку можно подключить электронный блок управления, который будет позволять производить подсчеты длины и ширины рулона. Здесь необходимо сразу отметить, что использование такого блока, существенного влияния на производительность вашей работы на станке для изготовления рабицы не окажет. А также не упростит работу и не даст преимуществ по сравнению со станком, на котором электронный блок управления не используется. Важно запомнить главное – если у оператора нет устойчивого навыка плетения рабицы, то он не сможет уверенно работать ни на станке с блоком управления, ни без него. Так происходит потому что полуавтомат с электронным блоком управления, по сути дублирует то что на данном оборудовании уже делает человек. А в случае сбоя в процессе плетения начинает даже мешать, так как придется заново запускать выполнение программы подсчета длины и ширины рулона. Таким образом, мы рекомендуем сначала поработать на обычном станке, разобраться в сути процесса и только потом, если почувствуете такую необходимость можно докупить электронный блок управления. Тем более, что это несложно и специальные разъемы для его подключения установлены на нашем станке по умолчанию. Как показывает практика, подавляющее большинство операторов и владельцев станков для производства рабицы предпочитают не переплачивать за ненужную опцию и работают без использования электронного блока управления.

Также отметим, что каждый покупатель нашего станка для рабицы получает подарок – полный комплект чертежей на все размеры винтовых втулок в диапазоне от 15-ти до 60-ти мм. С их помощью исчезает проблема снабжения расходниками. При необходимости винтовые втулки всегда можно сделать в любом токарном цехе. С этой задачей справится специалист средней квалификации. Что касается так называемого «ножа» - металлической пластины, которая вставляется в винтовую втулку, то его можно сделать с помощью подручного слесарного инструмента из полосы или листа. Об этом мы также рассказываем в обучающем видео, которое присылаем покупателю вместе со станком.
Рентабельность производства сетки 20%. При производительности в 12 рулонов с 55-й ячейкой за 8-ми часовую смену, ваша выручка в случае реализации каждого рулона за 650 рублей составит 7800 рублей за смену или 170000 рублей в месяц, при работе только в будние дни. Прибыль соответственно около 35000 рублей. Что касается рынка сбыта, то он достаточно широкий. Сетку рабицу активно покупают как частные лица, так и организации. Это могут быть и строители и дачники, и просто те, кому надо огородить какую-либо территорию. Также активно нужно сотрудничать с торговыми организациями, теми, кто сетку перепродает на рынке или в магазинах. Они могут стать вашими оптовыми покупателями и приобретать достаточно солидные объемы продукции. С ними можно также заключать дополнительные соглашения на зимний период времени, когда спрос на рабицу снижается. Торговым организациям в этом случае можно предложить оплатить весенние поставки сетки по зимним, гораздо более низким ценам. Таким образом, заключается взаимовыгодное предложение, когда вы как производитель поддерживаете сбыт готовой продукции, а покупатели получают недорогую сетку.

Рекламироваться при изготовлении и продажах рабицы несложно. Сетка хорошо знакома покупателям, и в дополнительном объяснении, что она из себя представляет не нуждается. Реклама подается через следующие каналы: это бесплатные или платные газеты, интернет. Не нужно исключать и самые обычные объявления на подъездах, в садовых товариществах, частном секторе. Такие источники клиентов тоже могут давать очень неплохой отклик. Отдельно нужно остановиться на продажах сетки через интернет. Здесь важно понимать, что это современный инструмент, который приобретает все большую популярность. Поэтому его потенциалом пренебрегать нельзя. Лучше всего завести собственный сайт, на котором вы будете предлагать сетку покупателям. Также активно используйте возможности различных торговых площадок. При выработке определенного пользовательского навыка, попробуйте начать продажи сетки через объявления в Яндекс. Директ. В конечном итоге, умелый подход к сбыту является залогом вашего успеха при производстве рабицы.
Не забывайте, что у вас, как у производителя, а не перепродавца всегда будет преимущество по сравнению с обычными торговцами. Возможности станка позволяют изготавливать сетку. Которая максимально отвечает запросам покупателей. Например, к вам может обратиться клиент. Которому необходима узкая сетка с шириной в 0.5 м и длиной в 15 м. С помощью нашего станка полуавтомата для изготовления рабицы, вы легко сможете выполнить этот заказ. Оборудование позволяет в этом смысле быть достаточно вариативным и делать сетку любой длины и ширины, с различной толщиной проволоки. Торговцы, же в отличие от вас, как правило в своем распоряжении имеют лишь ограниченный ассортимент со стандартными размерами 1,5х10 метров. Поэтому вы всегда будете выигрывать в конкуренции с ними. Причем за изготовление нестандартных рулонов можно брать дополнительную оплату, что будет повышать рентабельность производства. При этом покупателям все равно будет выгоднее покупать вашу рабицу, чем переплачивать за то, что им не нужно.
ЦЕНА 38 000 рублей
masterstan.ru
станок-полуавтомат — с русского
См. также в других словарях:
станок-полуавтомат — станок полуавтомат, станка полуавтомата … Орфографический словарь-справочник
станок-полуавтомат — стано/к полуавтома/т, станка/ полуавтома/та … Слитно. Раздельно. Через дефис.
Полуавтомат — Полуавтомат механизм с неполным циклом автоматики К примеру: Станок полуавтомат Полуавтоматические КПП В оружейном деле: Полуавтоматическое оружие огнестрельное оружие, в котором автоматизирована только часть операций по перезарядке… … Википедия
ПОЛУАВТОМАТ — машина, агрегат, самостоятельно совершающий один полный рабочий цикл и требующий внеш. вмешательства лишь для повторения цикла. Напр., металлореж. станок полуавтомат выполняет весь цикл обработки заготовки и возвращает механизмы станка в исходное … Большой энциклопедический политехнический словарь
станок — машина, механизм, устройство; основание, уставка, мольберт, станина, подставка, беннер, стойло, опора, девушка, лафет, станочек, триммер, станция; гениталии, жопа, задница; кровать Словарь русских синонимов. станок см. лафет Словарь синонимов… … Словарь синонимов
полуавтомат — сущ., кол во синонимов: 3 • автомат (43) • аппарат (109) • станок (56) Словарь синонимов ASIS … Словарь синонимов
Полуавтомат — станок (машина), рабочий цикл которых автоматизирован, за исключением установки заготовки, пуска станка и снятия обработанного изделия. Применением дополнительных специальных устройств можно полностью автоматизировать П.… … Большая советская энциклопедия
полуавтомат или одноцикловой станок — 3.5 полуавтомат или одноцикловой станок (semi automatic or single cycle machine): Станок, который полностью автоматически выполняет один технологический цикл, включаемый оператором. Примечание Пример типичного цикла работы станка полуавтомата:… … Словарь-справочник терминов нормативно-технической документации
полуавтомат — а; м. 1. Механизм (аппарат, прибор), автоматически совершающий один рабочий цикл, но требующий вмешательства человека для повторения цикла. Токарный п. Стиральная машина п. Станки полуавтоматы. Работа на полуавтоматах. 2. Оружие с таким… … Энциклопедический словарь
Полуавтомат — м. Механизм (аппарат, станок), самостоятельно совершающий один цикл работы, но требующий вмешательства для повторения или совершения другого цикла. Толковый словарь Ефремовой. Т. Ф. Ефремова. 2000 … Современный толковый словарь русского языка Ефремовой
МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ ПОЛУАВТОМАТ — станок, производящий обработку заготовки неск. одновременно работающими резцами, установленными на продольном и поперечном суппортах. Каждый из резцов обрабатывает свой участок детали, что значительно упрощает и сокращает цикл работы суппорта … Большой энциклопедический политехнический словарь
translate.academic.ru