Технология сварки нержавейки аргоном – важные особенности и тонкости. Сварка нержавейки полуавтоматом в среде углекислого газа видео
сварка нержавейки полуавтоматом Видео

5 мес. назад
Сварка полуавтоматом может производиться с использованием углекислоты, аргона и смеси аргона с углекислот...

1 г. назад
Сварка нержавейки полуавтоматом в среде аргона.

4 мес. назад
Полуавтоматическая сварка STT-II в среде СО2 с независимой подачей аргона без образования набрызгов расплавл...

6 мес. назад
Сегодня будем варить нержавейку, толщиной 2,5 мм. У нас есть две пластины, варим угловое соединение. Использо...

2 г. назад
https://goo.gl/r91rt7 - по поводу проволоки (ВК профиль) ----------------------------------------------------------------------------------------------------------...

4 г. назад
На этот раз мы сваривали нержавеющую сталь двумя способами - инверторным полуавтоматом TP 220 и плазменной...

4 г. назад
Сварка полуавтоматом штанов,колготок,кольсонов после химчистки и стирки.

4 г. назад
Сварка нержавеющих хромоникелевых сталей. Технологические особенности сварки нержавеющих сталей (304, 304L,...

3 мес. назад
Как варить нержавейку. Инверторный сварочный аппарат Рексант.

5 мес. назад
MIG Учимся_Сварка нержавейки полуавтоматом, важность газа и оборудования, а так же их настройка. Поддержать...

2 г. назад
Я обратился за помощью, к специализированному сварщику Александру. Эксперту по сварке с Литейно-Кирпичного...

1 г. назад
Вк https://vk.com/mastaksvarka Самые популярные ролики по сварке https://www.youtube.com/playlist?list=PLfIDywXYIFcgvW-ud8MyctKW5FswBCf87 ...

4 г. назад
ЗАКАЗЫВАЙТЕ У НАС ОГРАЖДЕНИЯ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ! МЫ БУДЕМ РАДЫ СОТРУДНИЧАТЬ С ВАМИ! http://www.entsk.ru/catalog/metalliches...

1 г. назад
Вк https://vk.com/mastaksvarka Самые популярные ролики по сварке https://www.youtube.com/playlist?list=PLfIDywXYIFcgvW-ud8MyctKW5FswBCf87 ...

1 г. назад
Ссылок довольно много, поэтому собрал все, что упоминается в видео в конце этой страницы: http://soundbarrel.ru/bit_tehnika/...

6 мес. назад
Сегодня будем пробовать варить тонкую нержавейку, на оборудовании компании Тесла mig mag tig mma 315. Варить будем...

5 мес. назад
Всем привет!)) Сегодня будем варить нержавейку, два листа толщиной 3 мм. Будем варить стык в стык. Работать...

4 г. назад
Инверторы предназначены для работы в сети 220 V по технологии «MIG-MAG», со стальной, цветной или порошковой...
4k-video.ru
Сварка нержавейки полуавтоматом в среде аргона
Технология сварки нержавейки полуавтоматом
Сегодня, кроме полуавтоматов промышленного класса, появились полуавтоматические сварочные аппараты т.н. хобби-класса, позволяющие варить нержавейку полуавтоматом едва ли не в домашних условиях. К таким сварочным аппаратам хобби-класса относится, например, серия МДТ. Но, тем не менее, сварка нержавейки современным полуавтоматом по-прежнему остается сложным и ответственным процессом даже для опытного сварщика.
И эта сложность связана, во-первых, с различным химическим составом нержавеющих сплавов стали, а во-вторых, рядом характерных свойств нержавейки, которые ещё более усложняют сварочные работы.
Особые для сварщика свойства нержавеющей стали
Нержавеющая сталь обладает следующими свойствами, влияющие на процесс выполнения сварочных работ:
Низкая теплопроводность
Теплопроводность нержавеющей стали в 2 раза ниже, чем у низкоуглеродистых сплавов. Из-за этого происходит перегревание сварочной ванны и проплавление стали, что, в свою очередь, приводит к ухудшению антикоррозийных свойств нержавейки. Для предотвращение указанных негативных процессов рекомендуется уменьшать на 20% силу тока и применять средства принудительного охлаждения сварочной ванны.
Небольшая температура плавления
Небольшая температура плавления в сумме с низкой теплопроводностью приводит к образованию в сварочной ванне жидкого расплава с температурой свыше 500 градусов. В этих условиях начинает происходит межкристаллитная коррозия – образование карбидов железа и хрома. В дальнейшем в местах концентрации карбидов образуются микротрещины, в которые проникает вода, провоцируя коррозийные процессы.
Рецепт предотвращения межкристаллитной коррозии – это принудительное охлаждение сварочной ванны (водяное, струёй инертного газа и пр.).
Высокий показатель теплового расширения
В условиях низкой теплопроводимости данный фактор приводит к линейной усадке и термической деформации кристаллической структуру нержавеющей стали. Для предотвращения усадки между свариваемыми деталями оставляется достаточно широкий зазор, в который и будет расширяться перегретая нержавейка.
Низкая электропроводность
По сравнению с другими сплавами железа нержавейку можно назвать изоляционными материалом, настолько слабо нержавеющая сталь проводит электрический ток. Из-за этого свойства происходит перегревание электродов в процессе сварочных работ, особенно, если они относятся к высоколегированным разновидностям, т.е., содержат большое количество никеля и хрома.
Особенности сварки нержавейки полуавтоматом в потоке аргона
Существуют несколько технологий проведения сварочных работ с нержавеющей сталью, например, с использованием специальной порошковой проволоки. Но у всех них существуют определённые недостатки. Так, сварочные швы, созданные с помощью порошковой проволоки, со временем растрескиваются.
На сегодняшний день полуавтоматическая сварка нержавейки является наиболее эффективным и качественным способом термического соединения двух деталей из нержавеющей стали. Для охлаждения сварочной ванны чаще всего применяется поток инертного газа аргона с добавлением углекислого газа.
Обратите внимание, соотношение аргона и углекислого газа изменяется в зависимости от характера нержавеющих сплавов, с которыми производятся сварочные работы. Это соотношение регулируется при помощи двух баллонов с аргоном и с углекислым газом, у которых по-разному откручиваются вентили, добиваясь, тем самым, разного соотношения охлаждающей газовой смеси.
Для повышения качества и улучшения внешнего вида получаемого сварочного шва используется нержавеющая проволока из никелевого сплава, которая подаётся в зону сварки механическим способом.
Как и соотношение охлаждающей смеси, химический состав проволоки зависит от химического состава нержавеющих сплавов и особенностей выполнения сварочных работ.
Итак, как варить нержавейку современным полуавтоматом? Данная процедура выполняется несколькими методами:
- Короткая дуга. Применяется для соединения тонколистных деталей.
- Струйный перенос. Применяется для соединения толстостенных деталей.
- Технология импульсной сварки. Широко применяется в промышленном производстве, поскольку отличается высокой скоростью выполнения сварочных работ при низком уровне энергопотребления.
Так, перед началом сварочных работ:
- Устанавливается обратная полярность;
- Устанавливается наклон электрона и угол подачи проволоки в зону сварочных работ. Так, например, при наклоне проволоки вперёд уменьшается глубина провара и увеличивается ширина сварочного шва. Такая комбинация применяется для варки тонколистных деталей;
- Устанавливается допустимый вылет проволоки. Обычно этот показатель ограничивается расстоянием в 12 мм;
- Устанавливается сила охлаждающего газового потока в диапазоне от 6 до 12 м3/мин. Если сила охлаждающего газового потока не будет установлена в указанных пределах, то в результате значительно ухудшится качество сварки;
- Определяется порядок работы осушителя, задача которого удалять из газовой смеси пары воды. Дело в том, что молекулы воды, попадая в сварочную ванну, вступает в реакцию с углекислотой и металлами, в результате чего последовательно образуется сначала углекислая кислота, а затем углекислые соли металлов. В качестве осушителя обычно применяется медный купорос, который за 20 минут до начала сварки нагревается до 200 градусов. Средний расход медного купороса – 100 грамма на 4 баллона газовой смеси;
- За защиты от брызг расплавленного металла к полуавтомату подключается ёмкость с водно-меловым раствором;
- Выставляются скорость и траектория движения. Полуавтоматическую сварку необходимо начинать хотя бы в 5 см от края детали, иначе существует риск образования т.н. водородных трещин.
Завершение сварочных работ
Сварка нержавейки полуавтоматом не гарантирует получение идеального результата. По окончанию сварочных работ по поверхности сваренных деталей возможно появление пузырей, которые следует сгладить молотком. Для этого необходимо нагреть горелкой пузырь и, аккуратно постукивая молотком, выпрямить его.
Сергей Одинцов
electrod.biz
Технология сварки нержавейки полуавтоматом
Еще в начале прошлого столетия было случайно обнаружено, что при добавлении в низкоуглеродистую сталь небольшого количество хрома, появляется металл со способностью сопротивляться воздействию кислоты. С тех пор и появился металл, который сегодня известен как нержавейка.Всего лишь такое небольшое изменение в составе стали привело к существенной трансформации свойств материала: низкой проводимости тока и теплоотдачи, а также способности быть нейтральными к воздействию большинства из известных химических веществ и воды. Но это также затруднило и обработку полученной стали.Сварка нержавейки полуавтоматом является высокотехнологическим процессом, на результат которого влияет: тщательная подготовка, правильный выбор режима работ и расходных материалов.Полуавтомат для сварки нержавеющей стали
Существует несколько способов сварки нержавеющей стали. Для этого используется:- Электродная сварка.
- Аргонно-дуговая.
- Сварка нержавейки в среде углекислого газа полуавтоматом.
- Короткой дугой.
- С применением струйного переноса.
- Импульсной сваркой.
Сварка нержавеющей стали полуавтоматическим аппаратом является сложным высокотехнологическим процессом и требует определенных навыков и профильного образования. Для начинающих мастеров следует попробовать выполнить работы на отдельной черновой заготовке.
Какой газ нужен для полуавтоматической сварки нержавейки
Как уже отмечалось особенности сварки нержавейки таковы, что лучшие результаты достигаются благодаря использованию газов, создающих защитный слой во время горения проволоки. Такое «облако» необходимо, чтобы на плавящийся металл не воздействовал кислород. Защитный газ позволяет улучшить процесс сжигания проволоки и ее адгезии к обрабатываемому материалу.При выполнении полуавтоматической сварки нержавеющей стали используют два рабочих состава газовой смеси.- Аргон и углекислота - этот состав рекомендован для проведения промышленных работ с нержавеющей сталью. Газовая смесь позволяет улучшить качество сварного шва и обеспечивает хорошую растекаемость расплавленного металла. Соотношение газа 98% Аргон на 2% Углекислоты.
- В некоторых случаях рекомендуют заменить углекислоту, на чистый кислород. Это необходимо, прежде всего, для улучшения смачиваемости на концах обрабатываемого шва.
Использование сварочного аппарата полуавтомата для нержавеющей стали с использованием газа позволяет использовать специальную нержавеющую проволоку при проведении работ, что существенно улучшает внешний вид и качество изделия после обработки.
Технология сварки нержавеющей стали полуавтоматом
Суть технологии сводится к тому, чтобы обеспечить оптимальные условия для проведения сварных работ с учетом особенностей обрабатываемого материала. Газ для сварки нержавейки полуавтоматом позволяет добиться минимального разбрызгивания расплавленной проволоки и обеспечить защиту нержавейки по краям шва.Каждый из способов выполнения работ имеет свои преимущества и особенности:- С использованием короткой дуги - полуавтоматическая сварка нержавейки, в среде защитных газов, выполненная этим способом позволяет обеспечить необходимые условия для сваривания тонких листов материала. Преимуществом способа с короткой дугой является снижение вероятности прожигания нержавейки.
- Со струйным переносом - при этом способе рекомендовано использовать проволоку с флюсом (порошковую) без применения газа. Потребуется также использовать специальные головки на сварочный автомат.
- Импульсный метод - из всех режимов сварки нержавеющей стали полуавтоматом, импульсный является наиболее точным и эффективным, так как является полностью контролируемым. Назван импульсный метод так потому, что проволока подается в ванну импульсно в виде небольших капель. У импульсного способа сварки нержавеющей стали имеются свои преимущества: полностью отсутствуют брызги, а также уменьшается расход проволоки.
Какой бы из методов проведения сварочных работ по нержавейке ни был выбран, перед началом потребуется выполнить следующие приготовления:
- Поверхность зачищается до блеска.
- Металл обезжиривается с помощью растворителя или ацетона.
- При подготовке необходимо обработать торцы, чтобы между ними осталось небольшое пространство.
stroy-plys.ru
Как полуавтоматом самостоятельно варить нержавейку?
Комментариев:
Рейтинг: 18
Оглавление: [скрыть]
- Техники сварки полуавтоматом
- Технология сварки полуавтоматом в условиях защищенной среды
- Основы процесса сварки
- Как снять напряжение?
- Выпрямление деформаций
Нержавеющие стали подвергаются сварочным работам довольно часто, процесс этот требует внимательности. Перед тем как начать варить нержавейку, необходимо ознакомиться с инструкцией процесса, особенностями использования горелки. Схема сварки полуавтоматом нержавеющей стали отличается простотой, хотя и требуется соблюдение всех норм и условий. Для сварки применяется специальная проволока, в состав которой входит никель, позволяющий улучшить характеристики шва.
Схема сварочного процесса.
Сама горелка для сварки и схема работ представляют собой:
- корпус горелки, который необходимо наклонять под определенным углом;
- сопло, которое должно находиться под строго определенным углом и на оптимальном расстоянии, чтобы шов прогревался отлично;
- токопроводящий наконечник, который находится внутри сопла;
- электродная сварочная проволока, вставляемая в токопроводящий наконечник;
- сварочная дуга, воздействующая на металл;
- сварной шов, который остается после процесса сваривания деталей;
- сварочная ванна, т. е. область расплавленного металла, который образуется под воздействием высоких температур;
- капли электрода, которые подаются в ванну;
- газовая защита.
Техники сварки полуавтоматом
Расплав и перенос электродного материала: A. Капельный метод. Б. Струйный метод.
Сварка нержавейки возможна несколькими способами:
- импульсная сварка;
- сварка с использованием короткой дуги;
- сварка, во время которой применяется так называемый струйный перенос.
Короткая дуга применяется в том случае, когда работа производится для тонкого металла. Использование струйного переноса эффективно для соединения толстых деталей. Технология импульсной сварки является процессом управляемым.
Металл для проволоки в ванну вводится импульсами, при этом подача осуществляется по одной капле.
Дуга работает при среднем уровне тока, тепловложение уменьшается, как и зона общего термического влияния. Размер сварочной ванны получается оптимальным, а это важно для нержавеющей стали. При импульсной технологии также почти не наблюдаются брызг расплавленного металла. Это экономит материалы, сам процесс получается более безопасным. Время для зачистки шва уменьшается, поверхность получается качественной.
Можно ли варить черный металл и нержавейку? Да, такой процесс возможен, но только при выполнении некоторых условий. Надо учесть, зачем используется нержавеющая сталь, какой именно черный металл будет применен. Важно подобрать правильную присадочную проволоку, брать обычную не стоит, так как качество шва получится плохим. При использовании дуги и аргоновой смеси требуется брать специальные присадки из нержавеющей стали.
Вернуться к оглавлению
Чтобы ответить на вопрос, как варить полуавтоматом нержавеющую сталь, необходимо четко определить все требования к такому процессу.
Подготовительные работы:
Схема сварки в среде защитного газа.
- Газ для сварки берется с таким составом: 70% специальной сварочной углекислоты (можно брать пищевую), 30% аргона В.
- Полярность при работе применима обратная. Полярность прямая возможна только при работе под флюсами.
- Вылет сварочной проволоки должен составлять 6-12 мм. При сварке расстояние от сопла должно составлять 5-15 мм. Рабочий расход газовой сварочной смеси будет составлять 6-12 м³/мин при соблюдении давления в 0,05-0,2 атмосферы. Уменьшать количество газа нельзя, так как в этом случае шов получится недостаточным, качество его будет низким. Возможна и такая ситуация, при которой углерод начнет сильно выгорать, как и легирующие добавки.
- Соблюдать угол сварки надо таким образом, чтобы он смотрел назад. Электрод рекомендуется наклонять в сторону, противоположную ходу шва. Наклон соблюдается в 5-10 градусов. Это дает хорошую глубину провара, шов получается более качественный и ровный. Если угол наклонить вперед, то шов получается широким, а глубина провара меньшей. Последний вариант лучше всего подходит для тонкого металла.
- При сварочном процессе необходимо пользоваться осушителем. Это требуется по той причине, что состав баллона на 60% состоит из воды, при выходе у шва образуется кислота под воздействием высокой температуры и углекислоты. Но эта кислота намного ухудшает качество шва, а осушитель эту проблему может решить. В его качестве используется силикагель либо медный купорос, которые прокаливаются при температуре в 200°C примерно за 15 минут. На 3-4 рабочих объема баллонов необходимо взять всего 100 г такого осушителя.
- Требуется обеспечить защиту от брызг металла. Обычно для этого рекомендуют пользоваться меловым водным раствором.
Вернуться к оглавлению
Специальная сварочная нержавеющая проволока сама по себе является электродом, что упрощает процесс сварки.
Нержавеющие стали выпускаются 3-х марок, от выбора такой марки будет сильно зависеть процесс сварки:
- пищевая нержавеющая сталь, низколегированная;
- пищевая, химическая нержавеющая сталь, среднелегированная;
- жаропрочная, выдерживающая высокое давление, химическая нержавеющая сталь, высоколегированная.
Чтобы варить полуавтоматом правильно, необходимо использовать специальную проволоку:
- Первые два вида такой сварочной проволоки во время варки обеспечивают смешивание всех легирующих элементов, но металл выгорает, особенно это касается хрома. Происходит процесс так называемого корродирования, когда встречаются агрессивные среды.
- Третий вид сварочной проволоки является специальным, во время сварки не образуются трещины, напряжения в шве, т. е. стык получается качественным.
Подготовительные работы по металлу:
- Поверхность свариваемых деталей надо обезжирить, полностью удалить все следы оксидной пленки. Делается это механическим методом либо с использованием специальных кислот.
- Перед самой сваркой необходимо будущий шов обезводить, для чего его горелкой прогревают до 100°C. Но во время сварки все оставшиеся излишки выкипают автоматически, особенно если делается сплошной шов.
- Есть вариант подготовки, при котором прогревается область металла вокруг будущего шва до 200°C, в некоторых случаях такую процедуру проводят для всей заготовки. Это позволяет уменьшить влияние на металл около шва во время его нагрева при сварке.
- Не рекомендуется греть 2 разных типа стали, только одного типа.
Для боков лучше всего выполнять нахлест с проваркой по двум сторонам, сами кромки можно подогнуть наружу, внутренний угол не проваривается. Наружные кромки часто обрабатывают роликами по методу прессовки.
http://moyakovka.ru/youtu.be/OvpbnoHZlSM
Вернуться к оглавлению
При сварке полуавтоматом важно снять напряжение с металла, применяются такие действия:
- Напряжение при отпуске в 560-660°C снимаются. Такой процесс включает прогрев свариваемой детали до необходимой температуры, после чего сама деталь остужается на открытом воздухе.
- Если достигается температура в 760°C, то наблюдается такой процесс, как восстановление хрома на шве. Это позволяет быстро снять напряжение, чтобы обеспечить требуемое качество сварки.
- Для тонкостенных деталей напряжение отлично снимается. Если начинать проколачивать молотками шов уже после сварки, то соблюдается температура работы всего в 100°C.
http://moyakovka.ru/youtu.be/tv-wgQk5aJw
Вернуться к оглавлению
После окончания сварки необходимо выполнить такие действия, направленные на удаление возможных деформаций:
- Через специальную гладилку молотком обрабатывается деталь, которая должна плотно прилегать к наковальне.
- Если на поверхности образовался пузырь, то по краю требуется простучать его молотком, аккуратно приближаясь к самому пузырю. С другой стороны эту область также можно прогреть горелкой, двигаясь по кругу в 30-60 мм. Двигаться надо только в шахматном порядке, не прекращать простукивание молотком.
http://moyakovka.ru/youtu.be/NopfUuLBbRo
Сварка нержавеющей стали полуавтоматом требует определенных навыков. Сам процесс включает подготовку области сварки, проволоки для работы. После сварки, если есть необходимость, выполняется работа по устранению деформаций.
moyakovka.ru
Cварка нержавейки полуавтоматом
Нержавеющая сталь представляет собой легированный сплав с добавлением хрома и других химических компонентов. Благодаря этому получен материал с высокими антикоррозийными качествами.
В тоже время, такой сложный состав привел к изменению физических и механических свойств стали. Так сварка нержавейки полуавтоматом или другими способами имеет целый ряд нюансов.
Особенности нержавеющей стали влияющие на технологию сварки
В первую очередь необходимо учитывать следующие физические свойства нержавеющей стали:
- Невысокая (по сравнению с обычной сталью) теплопроводность может привести к перегреву прилегающей к сварочной ванне зоны, что вызывает потерю или ухудшение антикоррозионных качеств. Поэтому применяется пониженный сварочный ток.
- Значительное расширение металла при тепловом воздействии, поэтому при сварке необходимо оставлять между деталями определенный зазор.
- Металл имеет существенное электросопротивление, которое приводит к значительному нагреву электрода.
- Длительный перегрев может также привести к утрате антикоррозионных качеств, поэтому шов необходимо дополнительно охлаждать.
Все нержавеющие стали можно разделить по степени легирования. Проволока для сварки нержавейки полуавтоматом вбирается исходя из марки стали.
Низколегированную нержавейку (пищевую) можно варить и обычной сварочной проволокой, но все-таки предпочтение стоит отдавать специальным составам, это станет гарантией качества.
Подготовка заготовок
На качество шва оказывает огромное влияние процесс подготовки заготовок.
Если подготовка кромок деталей может выполняться любыми возможными способами, то к очистке и обезжириванию поверхностей стоит отнестись с особой серьезностью:
- Удаление оксидной пленки и обезжиривание поверхности может выполняться механической зачисткой или обработкой кислотой (в этом случае требуется последующее травление).
- Так же необходимо удалить из зоны сварки влагу (выполнить обезвоживание), для чего заготовку следует прогреть до 100 градусов.
- Высоколегированную нержавеющую сталь стоит прогревать до температуры 200 градусов, это снизит воздействие высоких температур на околошовную зону.
Низколегированные металлы нагревать не следует.
После выполнения подготовительных работ можно приступать к сварке.
Технология сварки
Сварка нержавейки полуавтоматом в аргоне может выполняться несколькими способами:
- Тонкие листы нержавеющей стали варятся короткой электрической дугой, для чего расстояние от электрода (проволоки) до заготовок устанавливается минимальным.
- Сварку толстолистовых деталей осуществляют методом струйного переноса присадочного металла. Это позволяет обеспечить более быстрое заполнение шва металлом, что приводит к уменьшению времени выполнения работ и предупреждает перегрев металла.
- Самый удобный и управляемый вид полуавтоматической сварки — импульсная. При этом расплавленная проволока подается в зону сварки небольшими каплями, такая импульсная подача обеспечивает возможность выполнять работы при сниженной силе сварочного тока. Именно такой метод применяется чаще всего.
Сварка в защитной среде из других газов
Кроме применения аргона для защиты сварочной зоны практикуется и сварка нержавейки полуавтоматом углекислотой. Но применение данного метода допускается только при использовании специальной проволоки. В состав такой сварочной проволоки в обязательном порядке должны входить раскислители, которые предотвратят появление пор в шве. В качестве таких элементов в проволоку добавляют кремний или марганец.
Технически возможно применение даже пищевой углекислоты, но в этом случае система подачи газа должна содержать влагоотделитель (силикагель, медный купорос или другие, поглощающие влагу вещества).
Достаточно часто применяют и смесь углекислого газа и аргона (70 и30% соответственно). Это позволяет несколько снизить себестоимость сварки.
Сварка нержавеющих сталей в среде защитных газов считается одной из самых перспективных технологий на сегодняшний день. Благодаря ей существует возможность получения надежного соединения с наименьшими трудозатратами.
steelguide.ru
www.samsvar.ru
Сварка нержавейки полуавтоматом - в среде углекислого газа или аргона

Нержавеющая сталь разнообразных составов, появилась в начале двадцатого века.
Небольшое содержание хрома придавало сплавам уникальные свойства.
Изделия из нержавейки не подвержены действию кислот и щелочей, стойко переносят длительное воздействие воды. Изменились параметры токопроводимости и теплоотдачи. Такие свойства затрудняют обработку сплавов с содержанием хрома.
 Работа полуавтоматом по нержавеющей стали – высокотехнологичный процесс.
Работа полуавтоматом по нержавеющей стали – высокотехнологичный процесс.
На положительный результат влияют следующие факторы:
Особенности материала
По физико-химическим свойствам нержавеющая сталь, из которой изготавливают водяные полотенцесушители (написано здесь), считается сложным сплавом для сварки. Сварщик обязан учитывать следующие особенности:
- Теплопроводность нержавейки в два раза ниже, чем у обычных сортов низкоуглеродистых сталей.Увеличение прогрева ухудшает защитные свойства материала.
Перед началом работ силу тока уменьшают на 20 процентов и подготавливают дополнительное охлаждение шва;
- При температуре в зоне работы выше 500 градусов, образуются карбиды железа и хрома.Это связано с пониженной температурой плавления материала.
Карбиды провоцируют межкристаллическую коррозию.Противодействуют этому процессу охлаждением свариваемых частей;
- При длительном нагреве линейное расширение даёт литейную усадку, которая приводит к деформации и возникновению трещин в зоне шва.
Зазор в два или три миллиметра позволит избежать разрушения материала;
- Высокое электрическое сопротивление нержавейки приводит к перегреву обычного электрода, длина которых не должна превышать 350 миллиметров (про нержавеющие электроды для сварки чугуна написано здесь).
 А известны ли вам недостатки септика «Топас»? Преимущества и слабые стороны автономной системы сбора канализационных стоков описаны в полезной статье.
А известны ли вам недостатки септика «Топас»? Преимущества и слабые стороны автономной системы сбора канализационных стоков описаны в полезной статье.
Как соединить полиэтиленовую трубу с полипропиленовой написано на этой странице.
Виды сварочных полуавтоматов
Изделия из хромсодержащих сплавов можно сваривать тремя способами:
- электродная сварка,
- аргонно-дуговая,
- сварка полуавтоматом в углекислом газе.
Последний способ показал себя, как надёжный, качественный и недорогой метод соединения нержавеющих сплавов.
При работе полуавтоматом учитываются структура и строение сплава, его физико-химические свойства.
Полуавтомат выполняет сварку тремя способами:
- короткой дугой;
- струйным переносом;
- импульсной сваркой.
 Полуавтоматы работают от источника электрического тока.
Полуавтоматы работают от источника электрического тока.
В процессе сварки идёт преобразование электрической энергии в тепловую сварочной дуги.
Работа с:
- трубами (про нержавеющие обжимные фитинги прочитайте в этой статье),
- автодеталями,
- изделиями из меди, титана
— проводятся электродной проволокой, которая постоянно подаётся в месте сварки.
Катушка с проволокой позволяет равномерно вести сварку и контролировать расход материала.
Она покрывается медью, для облегчения скольжения, и выпускается в калиброванном виде заданной толщины.
Характеристики аппарата
Полуавтоматический сварочный аппарат состоит из:
- устройства подачи электродной проволоки.
В зависимости от модели и производителя, устанавливается различное количество прижимных роликов, используются разные схемы подачи электрода;
- горелки.Виды горелок отличаются охлаждением и мощностью;
- источника электричества;
- пистолета;
- шлангов;
- газового редуктора.
 А что вам известно про латунные фитинги для труб ПНД 32? Методы монтажа трубопровода подобными аксессуарами описаны в полезной статье.
А что вам известно про латунные фитинги для труб ПНД 32? Методы монтажа трубопровода подобными аксессуарами описаны в полезной статье.
Про разборное соединение для полипропиленовых труб написано здесь.
На странице: http://ru-canalizator.com/vodosnabzhenie/truby-i-furnitura/sgon.html написано про соединение труб сгоном.
По своим характеристикам аппараты делятся на:
- Переносные.Такие модели используются в домашнем хозяйстве, маленьких мастерских;
- Стационарные.Применяются в производстве, крупных авторемонтных мастерских.Отличаются большим расходом электроэнергии и возможностью длительной работы;
- Использующие газ, флюс или порошковую проволоку;
- Работающие на стальной или алюминиевой проволоке.Выпускаются универсальные модели, работающие с обоими видами проволоки.
Настройка аппарата позволяет работать с разными сплавами и чистыми металлами.Перед началом сварки выбирают давление, скорость выхода проволоки.
Выбор режима зависит от изделия, которое подвергается сварке.
Используются следующие режимы:
- дуговая сварка с коротким замыканием или без него;
- крупнокапельная, среднекапельная или мелкокапельная сварка;
- с разбрызгиванием флюса или без разбрызгивания;
- импульсный режим.
 Выбор метода работы зависит от толщины и типа сплава.
Выбор метода работы зависит от толщины и типа сплава.
При сварке тонких изделий из нержавейки (все размеры сантехнических труб указаны в этой статье) используется метод переноса металла струйным способом или с помощью кругового переноса.
При работе с углекислым газом используется импульсный дуговой режим, меняя полярность тока на обратную.
При таком способе металл плавится медленно, режим плавления стабилен по времени и, как следствие, шов получается ровным и прочным.
Подача газа из баллона регулируется при помощи пистолета. Давление стабилизируется редуктором до попадания газа в рабочую зону.
Защиту газом применяют при соединении труб, которые сделаны из:
- нержавейки,
- меди,
- титана,
- оцинковки.
Сварка обычными электродами не обладает преимуществами полуавтомата. Последний позволяет добиться высокого качества швов, при вертикальной сварке металл не течёт.
Такой метод экологически безопасен – отсутствуют вредные выбросы.
Порошковая проволока применяется для сварки изделий без углекислого газа. У этого способа есть недостаток:
- через две или три недели сварной шов ржавеет.
Для работы с нержавеющей сталью используют проволоку и подачу углекислого газа. Используется аппарат с функцией MIG/ MAG.
 При сварочных работах по нержавеющей стали используются два состава газовой смеси:
При сварочных работах по нержавеющей стали используются два состава газовой смеси:
Использование проволоки в газовой среде улучшает товарный вид изделия и качество созданного шва.
Технологические особенности
Подаваемая в рабочую зону газовая смесь уменьшает разбрызгивание расплавленного металла, обеспечивает защиту хромсодержащего сплава по границе шва.
Хороший результат определяется выбранным методом сварки и проведением подготовительных работ:
- свариваемые поверхности зачищаются до однообразного блеска;
- края на десять сантиметров в стороны обрабатываются ацетонов или растворителем;
- с торцов деталей удаляются крупные сколы, заусеницы, трещины.
Ведение сварочных работ полуавтоматом определено в ГОСТ 18130-79 и 14771-76.
 В документах даны описания используемых аппаратов и принципов работы.
В документах даны описания используемых аппаратов и принципов работы.
Сварка с использованием газовой смеси не требует дорогостоящего оборудования, дополнительного источника питания, может проводиться в любых помещения.
Функция изменения мощности горелки позволяет сваривать разнотипные сплавы и чистые металлы.
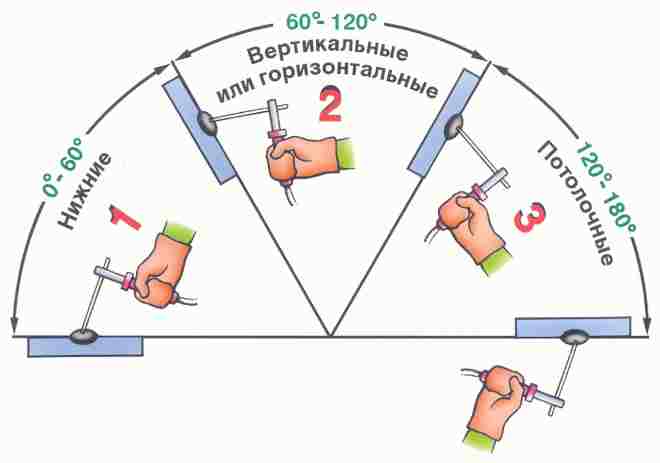
Максимальная температура достигается при работе под углом 90 градусов, изменения угла уменьшают температура. Это позволяет резать и закалять различные сплавы, в том числе и нержавейку.
Сварочные работы в углекислом газе проводятся с помощью аппаратов двух типов.
В полуавтоматах первого типа применяется аргонно-кислородная смесь, в аппаратах второго типа – смесь аргона и углекислого газа.
Использование баллонов со сжатыми газами затрудняет использование переносных сварочных аппаратов. Стационарная сварная установка лишена этого недостатка.
Газовая смесь не только защищает место сварки, но и позволяет избежать окисления проволочного электрода. Проволока дозируется в соответствии с выбранным типом сварки.
Правильный расход материала уменьшает наплыв на швах.
Сварка в газе даёт крепкие и аккуратные швы по всей длине, но состав смеси оказывает влияние на внешний вид изделия в местах сварки.
Шов в чистом СО2 приобретает чешуйчатую поверхность, работа с аргоновой смесью даёт ровные гладкие швы. После сварки под аргоновой смесью швы не нуждаются в дополнительной обработке.
 Проведение сварки без использования газа повышает мобильность ремонтных работ, позволяет выполнить устранение неисправностей на месте.
Проведение сварки без использования газа повышает мобильность ремонтных работ, позволяет выполнить устранение неисправностей на месте.
Соединения частей проводят с помощью специальной проволоки, полой внутри и заполненной флюсом.
Сгорая при высокой температуре, флюс образует газовое облако, которое создаёт условия, как при работе с газовыми смесями.
Состав флюса зависит от типа свариваемых металлов. Выпускается проволока для работы с поверхностями из меди, титана, алюминия, нержавеющей стали. Расход определяется объёмом проводимых работ.
Выгорание флюсовой смеси может дать осадок шлака на созданный шов. Для достижения полной герметичности проводят повторное сваривание поверх существующего шва.
Заключение
Принципы сварки нержавейки полуавтоматом учитывают особенности материала, позволяют получить ровный, однородный шов, который имеет одинаковые свойства по всему объёму.
Полный цикл сварочных работ, технологически, сложен. Такие работы выполняются профессиональным сварщиком, который имеет необходимое образование и соответствующую практику.
Как производится сварка из нержавеющей стали полуавтоматом, посмотрите в предлагаемом видеосюжете.
Понравилась статья? Подписывайтесь на обновления сайта по RSS, или следите за обновлениями В Контакте, Одноклассниках, Facebook, Google Plus или Twitter.
Подписывайтесь на обновления по E-Mail:
Расскажите друзьям!
ru-canalizator.com
Сварка нержавейки аргоном – технология, обучение, видео
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.

Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.

Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.

Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.

Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.

Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.

Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.

Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.

Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.Оценка статьи:
 Загрузка...
Загрузка... Поделиться с друзьями:
met-all.org