







Автоматическая сварка под флюсом. Сварочный автомат для сварки металла
Сварочные технологии: виды и способы сварки
Сварка — одно из важнейших ремесел для человека. С помощью сварочных технологий нам удается создавать по-настоящему удивительные вещи: от простейших бытовых приборов до космических ракет. В этой статье мы расскажем, как происходит сварка, какие существуют виды сварки и их краткая характеристика.

Содержание статьи
Общая информация
Что такое сварка? Каковы основы сварки? Эти вопросы задаю многие начинающие умельцы. По сути своей, сварка — это процесс соединения разных металлов. Соединение (его также называют швом) формируется на межатомном уровне с помощью нагрева или механической деформации.
Теория сварки металлов очень обширна и невозможно в рамках одной статьи описать все нюансы. Также как невозможно описать все способы сварки металлов, поскольку на данный момент способов около сотни. Но мы постараемся кратко классифицировать методы сварки, чтобы новички не запутались.
Итак, на данный момент возможна термическая, термомеханическая и полностью механическая сварка деталей из металла или других материалов (например, пластика или стекла). При выборе способа сварки учитывается каждый нюанс: толщина деталей, их состав, условия работы и прочее. От этого зависит технология сварки металла.

Термическая сварка — это процесс соединения деталей только с помощью высоких температур. Металл плавится, образуется надежное сварное соединение. К термическим методам относится, например, дуговая и газовая сварка (о них мы поговорим позже).
Термомеханическая сварка — это процесс соединения деталей с помощью высоких температур и механического воздействия, например, давления. К такому типу принадлежит контактная сварка. Деталь нагревается не так сильно, как в случае обычной термической сварки, а для формирования шва используется механическая нагрузка, а не плавление металла как такового.
Механическая сварка — процесс соединения деталей без применения высоких температур и вообще тепловой энергии. Здесь ключевой элемент — механическое воздействие. К такому типу относится холодная сварка, ультразвуковая сварка или соединение деталей трением.
Также существует классификация способов сварки по техническим признакам. Используя такую классификацию можно довольно кратко описать все имеющиеся типы сварки. Они делятся на:
- Сварку в защитной среде (для защиты может использоваться флюс, инертный газ, активный газ, вакуум, защита может быть комбинированной и состоять из нескольких материалов сразу).
- Сварку прерывистую и непрерывную.
- Сварку ручную, механизированную, полуавтоматическую, автоматическую, роботизированную.
Если вы ранее не сталкивались со сваркой и все перечисленное выше кажется чем-то запутанным и непонятным, то не беспокойтесь. Далее мы расскажем, какие самые популярные методы сварки используются в домашних и промышленных условиях.
Вам будем дана характеристика основных видов сварки и некоторые особенности, которые нужно учесть. Кстати, многим видам сварки мы посвящали отдельные статьи, которые вы можете прочесть, открыв рубрику «Виды и способы сварки» на нашем сайте.
Ручная дуговая сварка с применением неплавящихся электродов
Способ ручной дуговой сварки разных металлов с применением неплавящихся электродов — один из самых популярных методов как среди домашних умельцев, так и среди профессионалов своего дела. Ручная дуговая сварка — это вообще один из древнейших способов сварки. Благодаря большому выбору сварочных аппаратов для дуговой сварки такой метод стал доступен широкому кругу сварщиков.
Электрод — это стержень, выполняющий роль проводника тока. Он может быть изготовлен из различных материалов и иметь специальное покрытие.

Технология дуговой сварки неплавящимся электродом крайне проста: детали подгоняют друг к другу, затем электродом постукивают или чиркают о поверхность металла, зажигая сварочную дугу. В качестве основного оборудования используют сварочные инверторы.
Для сварки инвертором выбирают неплавящиеся электроды, сделанные из угля, вольфрама или графита. Во время сварки электрод нагревается до высокой температуры, плавя металл и образуя сварочную ванну, в которой как раз и формируется шов. Такой метод используют для сварки цветных металлов.
Ручная дуговая сварка с применением плавящихся электродов
Виды сварки плавлением металла не заканчиваются на применении неплавящихся стержней. Для работы также можно использовать плавящиеся электроды. Технология сварки металла с использованием плавящихся стержней такая же, что и при работе с неплавящимися материалами.

Отличие лишь в составе самого электрода: плавящиеся стержни обычно изготавливаются из легкоплавких металлов. Такие стержни также пригодны для сварки инвертором в домашних условиях. Здесь шов образуется не только за счет расплавленного металла детали, но и за счет расплавленного электрода.
Дуговая сварка с использованием защитного газа
Способ дуговой сварки разных металлов с использованием защитного газа выполняется с помощью плавящихся и неплавящихся электродов. Технология сварки такая же, как и при классической ручной дуговой сварке. Но здесь для дополнительной защиты сварочной ванны в зону сварки подается специальный защитный газ, поставляемый в баллонах.

Дело в том, что сварочная ванна легко подвержена негативному влиянию кислорода и под его воздействием шов может окислиться и получиться некачественным. Газ как раз и помогает избежать этих проблем. При его подаче в сварочную зону образуется плотное газовое облако, не дающее кислороду проникнуть в сварочную ванну.
Автоматическая и полуавтоматическая сварка с использованием флюса или газа
Автоматическая и полуавтоматическая сварка с применением флюса или газа — это уже более продвинутый способ соединения металлов. Здесь часть работ механизирована, например, подача электрода в сварочную зону. Это значит, что сварщик подает стержень не с помощью рук, а с помощью специального механизма.
Автоматическая сварка подразумевает механизированную подачу и дальнейшее движение электрода, а полуавтоматическая подразумевает только механизированную подачу. Дальнейшее движение электрода сварщик осуществляет вручную.

Здесь защита сварочной ванны от кислорода просто обязательна, поэтому используется газ (по аналогии с дуговой сваркой с применением газов) или специальный флюс. Флюс может быть жидким, пастообразным или кристаллическим. С помощью флюса можно значительно улучшить качество шва.
Прочие методы соединения металлов
Помимо традиционных способов сварки в современной промышленности применяются методы, позволяющие соединить уникальные металлы. Зачастую такие металлы обладают ярко выраженными химическими или тугоплавкими свойствами, отчего привычные способы сварки не подходят для их соединения. Конечно, такие металлы не используются в домашней сварке, но они широко применяются для создания ответственных деталей на крупном производстве.
Мы расскажем про виды сварки плавлением, когда суть сварки заключается в подаче большого количества тепла на маленький участок сварки. К таким методам относится лазерная сварка и плазменная сварка.Лазерная сварка металлов выполняется с помощью автоматического и полуавтоматического оборудования. Такой процесс сварки может быть полностью роботизирован и не требует присутствия человека. Здесь деталь нагревается, а затем и плавится под воздействием тепла, исходящего от лазерного луча и направленного в определенную точку.
Тепло концентрируется строго в одной точке, позволяя сваривать очень мелкие детали размером менее одного миллиметра. Также с помощью призмы лазер можно расщепить и направиться в разные стороны, чтобы сварить несколько деталей сразу.
Плазменная сварка металлов выполняется с применением ионизированного газа, называемого плазмой. Газ струёй подается в сварочную зону, образовывая плазму. Она работает в связке с вольфрамовым электродом и газ нагревается за счет электрической дуги.
Сам ионизированный газ обладает свойством проводника тока, поэтому в случае плазменной сварки именно плазма является ключевым элементом в рабочем процессе. Также плазма активно защищает сварочную ванну от негативного влияния кислорода. Такой метод сварки используется при работе с металлами, толщиной до 9 миллиметров.
Технологический процесс сварки
Мало знать способы сварки, нужно еще понимать, какие необходимы документы на сварку и из каких этапов состоит сварочный процесс. Конечно, это справедливо только в отношении профессиональных сварщиков, выполняющих работу в цеху или на производстве. Вам это не нужно, если вы собираетесь варить забор на даче, но дополнительные знания тоже не помешают.
Итак, вот наше краткое описание технологического процесса сварки:
- Разработка чертежа
- Составление технологической карты
- Подготовка рабочего места сварщика и подготовка металла
- Непосредственно сварка
- Очистка металла
- Контроль качества
Сам по себе техпроцесс — это полное описание этапов сварки. Технический процесс разрабатывается после того, как будут готовы чертежи будущей металлоконструкции. Чертеж делают, опираясь на правила (ГОСТы, например), при этом во главу ставят качество будущей конструкции и разумную экономию.
Технологический процесс сварки оформляется на специально разработанных для этого бланках. Стандартный бланк для описания техпроцесса называется «технологическая карта». В технологической карте и описываются все этапы производства. Если производство серийное или крупномасштабное, то изложение может быть довольно подробным, с описанием каждого нюанса.

В технологическую карту заносят тип металла, из которого изготовлены детали, способы сварки металлов, используемые для соединения этих деталей, применяемое для этих целей сварочное или иное оборудование, типы присадочных материалов, электродов, газов или флюсов, используемых в работе. Также указывается последовательность формирования швов, их размеры и прочие характеристики.
Также в технологической карте указывают марку электродов, их диаметр, скорость их подачи, скорость сварки, количество слоев у шва, рекомендуемые настройки сварочного аппарата (параметр полярности и величины сварочного тока), указывают марку флюса. Перед самой сваркой детали тщательно подготавливают, очищая их от коррозии, загрязнений и масла. Поверхность металла обезжиривают с помощью растворителя. Если у детали есть значительные видимые дефекты (например, трещины), то она не допускается к сварке.
После сварки предстоит контроль сварочных швов. Этой теме мы посвятили отдельную статью, но здесь кратко расскажем об основных методах контроля. Прежде всего, применяется визуальный контроль, когда сварщик может сам определить наличие дефектов у сварочного соединения. Специалистами проводится дополнительный контроль с помощью специальных приборов (это может быть магнитный контроль, радиационный или ультразвуковой).
Конечно, не все дефекты считаются плохими. Для каждых сварочных работ составляется перечень с дефектами, которые допустимы и не сильно повлияют на качество готового изделия. Контролером может быть сварщик или отдельный специалист. Его имя обязательно указывается в документах, он является ответственным лицом на этапе контроля.
Вместо заключения
В этой статье мы рассказали самое основное. Конечно, мы не сможем перечислить и описать все виды сварочных работ в рамках одной этой статьи, но на нашем сайте вы можете найти материалы, где мы рассказываем все о сварке и объясняем основы сварки различных металлов.
Для любого мастера теория сварочных процессов имеет большое значения, но без практики она не работает. Так что не теряйте время и вслед за чтением статей применяйте знания на практике. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]Автоматической дуговой сваркой, называется такой вид сварки, при котором подача электрода в дугу и его перемещение, соответственно, и перемещение дуги по линии сварки, происходит в автоматическом, механизированном режиме. Если же в процессе сварки предусмотрена только подача проволоки, при этом дуга перемещается вручную, такая сварка считается полуавтоматической. В принципе, это единственное различие между этими двумя видами сварки, так что в самом технологическом процессе сварки, нет никаких отличий. Но, мы остановимся на автоматической сварке, и посмотрим на нее поближе. Сегодня, процесс механизации автоматической сварки является одним из самых важных достижений в современной сварочной технике, и в целом, в сварочном производстве. В сравнении с автоматической сваркой, все остальные виды являются слишком трудоемкими. Вот, например, ручная дуговая сварка – она требует большого числа квалифицированных работников, поэтому сравнительно дорогостоящая, а кроме того, применение ручной сварки не гарантирует однородности выпускаемых продуктов. Поэтому, на важных технических предприятиях, где продукция подлежит тщательной проверке, обязательно применяется автоматическая сварка. Схема для сваривания под флюсом: А – сварная головка; Б – механизм для перемещения; I, II, III – различные поперечные сечения. Итак, о принципе работы автоматической сварки. Так, через передаточный механизм и специальные ведущие ролики, которые соединены с приводом электродвигателя, подается проволока. После того, как проволока преодолела эти ведущие ролики, а также специальный механизм, исправляющий ее кривизну (ведь проволока ранее была намотана на бухту), она попадает в специальный мундштук, или, так называемый, токопровод автомата, в котором прижимается к токоведущим контактам, и начинает по ним скользить, параллельно проводя сварочный ток, который питает дугу. При этом важно расстояние между токоведущими контактами и дугой – оно небольшое, всего пару сантиметров, поэтому это позволяет работать автомату непрерывно, с так называемым, возобновляемым электродом. Автомат подает проволоку самостоятельно, с одинаковой скоростью, причем при остановке процесса, подача прекращается, при начале – соответственно, возобновляется. Если же по каким-то причинам, длина дуги увеличивается, скорость подачи проволоки также возрастает, поэтому длина дуги, и ее напряжение, стабилизируются до нормальных значений. Если же во время сварки возникает короткое замыкание, напряжение дуги падает практически до нуля, поэтому в этот момент направление подачи проволоки меняется на противоположное – проволока отдергивается. Таким образом, сварочный процесс начинается сначала, и при возобновлении дуги, проволока подается как обычно. Механическое передвижение электрода происходит при помощи специальных автоматизированных механизмов, которые программируются под специальную траекторию движения сварки. Что ж, мы рассмотрели механику работы автоматической сварки. Стоит отметить, что подробная работа автоматической сварки очень трудоемка и сложна для понимания, поэтому для начала важно знать основной принцип работы такой сварки, и тогда самые сложные технологические процессы, будут осознаваться безо всякого труда. |
| Рис. 20. Сварочный автомат АДФ |
кассеты для электродной проволоки 6, маховиков регулировки положения головки относительно шва 7, 10, самоходной тележки 8, рукоятки сцепления с приводом тележки 9. Для удобства пользования предлагается таблица основных параметров сварочных автоматов на самоходной тележке.
| Основные параметры | АДГ-502 | А-1711 | А-1506 | АДФ-1002 | А - 1648 | АДФ-1602 |
| Масса (кг) | 55 | 20 | 160 | 45 | 56 | 65 |
| Диаметр проволоки (мм) | 1,2-2 | 1,2-1,6 | 3-6 | 2-5 | 3-5 | 3-6 |
| Сварочный ток (амперы) | 500 | 350 | 2000 | 1000 | 1600 | 1600 |
| Скорость подачи проволоки сварки | 120-720 12-120 | 150-450 15—30 | 60-360 1,5—45 | 60-360 12-120 | 60-360 12-120 | 60-360 12—120 |
| Примечание: Автоматы серии АДФ и А-1506, А-1648 — для сварки под флюсом; автоматы серии АДГ и А-1711 — для сварки в среде углекислого газа. |
Сварочный автомат подвесного типа представляет собой конструкцию, изображенную на рис. 21. За основу взят автомат А-1400. Этот автомат состоит из унифицированных узлов, может работать как самостоятельно, так и входить в сварочные линии. Автомат состоит из подающего механизма 1, суппорта 2, механизма вертикального перемещения 3, флюсовой аппаратуры 4, кассеты с электродной проволокой 5, пульта управления 6. В автомате 1400 применена схема тянущего подающего механизма, что хорошо для любого вида проволоки (как стальной, так и алюминиевой). Этот автомат пригоден для сварки различных типов швов. Автомат быстро переналаживается под любую технологию.
Многодуговые сварочные автоматы. Привлекательность этих автоматов в том, что они могут осуществлять одновременную сварку несколькими сварочными головками. Нарис. 22 представлены различные варианты выполнения швов многодуговыми авто-
Рис. 21. Сварочный автомат Л-1400
| Параметры | А-1410 | А-1417 | АД-111 | А-1431 | ГДФ-1001 | А - 1406 |
| Номинальный сварочный ток, А | 2000 | 1000 | 315 | 750 | 100 | 1000 |
| Диаметр электродной проволоки, мм | 2-5 | 2-5 | 1-4 | 1,4-4 | 3-5 | 2-5 |
| Скорость, м/ч: подачи электродной проволоки сварки | 53-532 24-240 | 53-532 12-120 | 80-800 10-70 | 80-800 12-120 | 55-558 10-70 | 13-133 12-120 |
| Масса, кг | 325 | 240 | 80 | 240 | 298 | 215 |
| Примечание: Автомат А-1431 применяется для сварки в среде аргона, автомат А-1417 — для сварки в среде углекислого газа, автомат АД - 111 —для сварки в среде аргонокислородной смеси, автоматы А-1416, А-1410 и ГДФ-1001 — для сварки под флюсом, автомат А-1406 — для сварки под флюсом и в среде углекислого газа. |
матами. На варианте 1 показана схема сварки по контуру изделия, которую можно выполнять двумя сварочными головками при их движении в одно место, а при движении с одного места в разные стороны сварку пересекающихся швов выполняют по варианту 2.
Сварку по контуру с одного места в разные стороны выполняют с некоторым рассогласованием начала сварки каждой головкой. Одновременное параллельное движение сварочных головок в одну сторону или в противоположные стороны (вариант 3) осуществляется также устройством смещения.
Довольно широкое распространение получила многодуговая сварка последовательных швов с перекрытием предыдущего (вариант 5) и без перекрытия предыдущего шва (вариант 4).
| Рис. 2- Виды сварки многодуговыми автоматами |
Этот способ применяют для дуговой сварки длинномерных конструкций. При сварке под флюсом выполнение отдельных швов усложняется из-за наличия шлаковой корки, которая должна удаляться специальным устройством. В некоторых случаях одна из сварочных головок выполняет сварку по твердожидкой корке.
Многодуговые автоматы по своей конструкции аналогичны однодуговым, и их также изготавливают из унифицированных узлов. В отличие от однодуговых автоматов многодуговые имеют большее число сварочных головок, подающих механизмов, кассет для электродной проволоки.
Физические основы магнитной дефектоскопии. Магнитные методы контроля основаны на обнаружении магнитных потоков рассеяния, возникающих при наличии различных дефектов, в намагниченных изделиях из ферромагнитных материалов (железа, никеля, кобальта и некоторых сплавов). …
Получение и свойства ультразвуковых колебаний. Акустическими вшпама называются механические колебания, рзспро - страняющиеся в упругих средах. Если частота акустических колебаний превышает 20 кГц (т. е. выше порога слышимости для человеческого …
Природа рентгеновского и гамма-излучения. Как и видимый свет, рентгеновское и гамма-излучения представляют собой электромагнитные излучения. Они отличаются длиной волны: длина волны видимого света (4—7)в10‘7м, рентгеновского излучения 6 •Ю13— 10*9 м, …
msd.com.ua
www.samsvar.ru
Автоматическая сварка под флюсом
Сварка под флюсом - это самый распространенный способ механизированной дуговой сварки плавящимся электродом. Способ нашел широкое применение и стал одним из ведущих во многих отраслях промышленности при производстве конструкций из сталей, цветных металлов (алюминия, титана, меди) и их сплавов.
Автоматическую сварку под флюсом целесообразно применять в серийном и массовом производстве для выполнения кольцевых, прямолинейных, стыковых и угловых швов протяженностью не менее 0,8 м на металле толщиной 3-100 мм со свободным входом и выходом сварочной головки.
Преимущества автоматической сварки под флюсом:
- высокая производительность;
- стабильно высокое качество и хороший внешний вид сварочных соединений;
- высокий уровень локальной механизации сварочного процесса и возможность его комплексной автоматизации;
- снижение удельного расхода электродного металла и электроэнергии.
Недостатки автоматической сварки под флюсом:
- возможность сварки только в нижнем положении шва;
- необходимость более тщательной (по сравнению с ручной сваркой) подготовки кромок и более точной сборки деталей под сварку;
- невозможность сварки стыковых швов на весу, т.е. без подкладки или предварительной подварки корня шва.
Сущностъ процесса дуговой сварки под флюсом заключается в применении непокрытой сварочной проволоки и гранулированного флюса, насыпаемого впереди дуги слоем толщиной 30-50 мм.
Автомат для сварки и схема процесса автоматической дуговой сварки под флюсом приведены на рис. 3.12.
Возбуждение и поддержание дугового разряда выполняется авто-матически сварочной головкой, которая с помощью механизма пода-чи / непрерывно подает в зону дуги сварочную проволоку 2 по мере
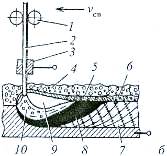
Рис. 3.12. Автомат АДФ-1202 (а) и схемапроцесса автоматической дуговой сварки под флюсом (б)
ее плавления. Дуга 10 горит между концом электрода и изделием. Перемещение дуги по шву осуществляется самоходной сварочной тележкой (или изделие перемещается относительно неподвижной сварочной головки).
Под действием теплоты, выделяемой сварочной дугой, плавятся электродная проволока и металл свариваемого изделия, а также часть флюса 5, примыкающего к дуге. В области горения дуги образуется полость 9 (газовый пузырь), ограниченная в верхней части оболоч-кой расплавленного флюса, а в нижней — сварочной ванной 8. Газо-вый пузырь заполнен парами металла, флюса и газами. Давление газов поддерживает флюсовый свод, образующийся над сварочной ванной. Дуга несколько отклоняется от вертикального положения в сторону, противоположную направлению сварки. Под влиянием давления дуги жидкий металл 8 оттесняется также в сторону, противоположную направлению сварки. Под электродом образуется кратер с тонким слоем расплавленного металла, а основная масса расплавленного металла занимает пространство от кратера до поверхности шва, располагаясь наклонным слоем.
Расплавленный флюс вследствие значительно меньшей плотности, чем плотность расплавленного металла шва, всплывает на его поверхность и покрывает его плотным слоем. По мере поступательного движения электрода проходит затвердевание металлической и шлаковой ванн с образованием сварного шва 7, покрытого твердой шлаковой коркой 6.
Сварку под флюсом можно осуществлять переменным и постоянным током, одной дугой, двумя дугами, расщепленным электродом и трехфазной дугой.
Расплавленньй флюс (шлак), покрывающий металлическую ванну при сварке, выполняет следующие функции:
- защищает жидкий металл сварочной ванны от непосредствен-ного контакта с воздухом;
- раскисляет, легирует и рафинирует металл шва;
- изменяет тепловой режим сварки путем уменьшения скорости охлаждения металла;
- обеспечивает устойчивое горение дуги;
- улучшает условие формирования шва.
Хороший контакт шлака и металла, наличие изолированного от внешней среды пространства обеспечивают благоприятные условия для защиты, металлургической и тепловой обработки сварочной ванны, тем самым способствуя получению швов с высокими механи-ческими свойствами.
По способу изготовления флюсы подразделяются на: п л а в л е -н ы е, получаемые сплавлением входящих в них компонентов в элек-трических или пламенных печах с последующей грануляцией при выливании расплава в воду; керамические, получаемые путем грануляции замеса из тонко измельченных компонентов, соединен-ных между собой жидким стеклом. В отличие от плавленых в кера-мических флюсах могут содержаться металлические порошки - рас-кислители и легирующие компоненты, так как в процессе изготовле-ния керамические флюсы не подвергаются нагреву до высокихтем-ператур. Наибольшее распространение в производстве получили плавленые флюсы, которые представляют собой сплав оксидов и солей метаплов.
По химическому составу различают флюсы окислительные, безо-кислительные и бескислородные.
Окислительные флюсы содержат в основном оксиды кремния и марганца. Для придания флюсу необходимых свойств в него вводят и другие компоненты, например плавиковый шпат, сни-жающий температуру плавления и вязкость шлака, а таюке весьма прочные оксиды магния, кальция, алюминия, которые при сварке практически не реагируют с металлом. Эти флюсы обычно исполь-зуют при сварке низколегированных сталей. Наиболее распростра-ненный флюс этого типа АН-348А содержит, %: 41-44 8Ю2; 34—38 МпО; до 6,5 СаО; до 7 М§О; до 4,5 А12О3; 4-6 СаР2.
Основу безокислительных флюсов составляют прочные оксиды металлов и фториды. Оксиды кремния и марганца содержатся в незначительных количествах или вообще отсутствуют. Такие флюсы преимущественно используются для сварки и наплав-ки высоколегированных сталей. Например, флюс АН-30 имеет со-став, %: 3 5Ю2; до 0,5 МпО; 41,5 А12О3; 18 СаО; 14,5 М§О; 21 СаР2; до 1 РеО.
Бескислородные флюсы состоят в основном из фторидных и хлоридных солей металлов. Их применяют при сварке химически активных металлов. Например, флюс АН-А1 для сварки алюминия и его сплавов состоит из 50 % КС1; 20 % КаС1; 30
Основные параметры режима автомапшческой сварки под флю-сом — сварочный ток, род и полярность тока, диаметр электродной проволоки, напряжение дуги, скорость сварки. Влияние сварочного тока, напряжения дуги и скорости сварки на форму и размеры шва показано на рис. 3.13.
С увеличением сварочного тока глубина провара увеличивается, ширина шва почти не изменяется.
С повышением напряжения ширина шва резко увеличивается, а глубина провара уменьшается. Это важно учитывать при сварке тон-кого металла. Несколько уменьшается и выпуклость (усиление) шва.
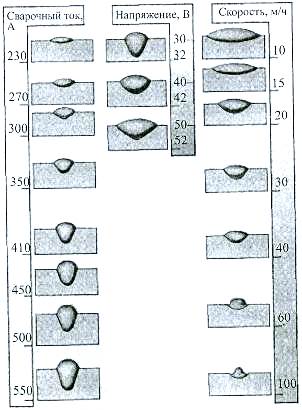
При одном и том же напряжении ширина шва при сварке на постоянном токе (особенно обратной полярности) значительно больше, чем ширина шва при сварке на переменном токе.
С увеличением скорости сварки сначала глубина провара возрастает (до 40—50 м/ч), а затем уменьшается. При этом ширина шва уменьшается постоянно. При скорости более 70-80 м/ч основной металл не успевает прогреваться и по обеим сторонам шва возможны подрезы.
Увеличение сварочного тока является наиболее эффективным средством повышения производительности процесса сварки. Вследствие хорошей защиты расплавленного металла от воздуха и возможности подвода тока к электроду на близком расстоянии от его торца (~70 мм) оказывается возможным повысить плотность тока до 200-250 А/мм2 (при РДС покрытым электродом плотность тока не превышает 15 А/мм2), не опасаясь перегрева и окисления электродной проволоки. При этом объем сварочной ванны достигает 10-20 см3, в то время как при РДС он составляет 1—2 см2. Сварочный ток является тем параметром режима, вследствие изменения которого в большинстве случаев сварочной практики изменяют в желаемом направлении глубину провара основного металла.
Перед сваркой детали закрепляют на стендах или иньгх устройствах с помощью различных приспособлений или прихватывают руч-ной сваркой. Режим автоматической сварки выбирают в зависимости от толщины свариваемых кромок, формы разделки и свариваемого металла. Автоматической сваркой под флюсом выполняют стыковые, тавровые и нахлесточные соединения в нижнем положении шва.
Для повышения производительности труда сварку стремятся выполнять однопроходными швами. За один проход без разделки кромок, как правило, выполняют стыковые соединения из стали толщиной 12—15 мм. Для обеспечения полного провара и необходимого усиления шва между кромками стыкуемого соединения должен быть предусмотрен зазор, размер которого зависит от толщины металла. Значительный объем расплавленного металла, большая глубина проплавления и некоторый перегрев ванны могут привести к вытеканию металла в зазор и нарушению процесса формирования шва. Чтобы избежать этого, следует использовать стальную или медную под-кладку, флюсовую подушку или проваривать шов с обратной стороны.
Двусторонняя стыковая сварка дает более высококачественный шов, обеспечивая хороший провар даже при некотором смещении свариваемых кромок. Этим способом можно сваривать стальные листы толщиной до 22 мм без разделки кромок. Сварку производятс каждой стороны на режиме, обеспечивающем расплавление основ-ного металла на глубину не менее 0,6 его толщины. При невозмож-ности выдержать зазор между кромками менее 1мм принимают меры по предупреждению подтекания жидкого металла, как и при одно-сторонней сварке.
Похожие статьи:
poznayka.org
Сварка металла и способы сварки.
В любой мастерской авто или мотолюбителя, изготавливающего и ремонтирующего многие детали самостоятельно, без применения сварочного оборудования очень сложно изготовить что-то стоящее или отремонтировать, например, кузов. В нашем современном мире сварочное оборудование стремительно совершенствуется и не так давно начали появляться довольно универсальные плазменные сварочные аппараты, обладающие многими функциями резки и сварки металла. И некоторые из них я обязательно опишу в ближайшем будущем. Но, основной недостаток этих современных аппаратов, это их немалая цена, которая для авто-мотолюбителей в глубинке может быть неподъёмной. Поэтому, большинство мастеров пользуются проверенными временем сварочными аппаратами прошлого поколения, основное преимущество которых — их небольшая цена и большая надёжность. К тому же, если что- то когда- то и ломается, то заменяемая любая деталь очень распространена и недорога.
Существуют два основных вида сварки металла — это электросварка и газовая сварка. Каждый вид я постараюсь описать подробно.
Электросварка делится на несколько способов .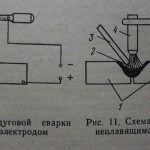
- Ручная дуговая сварка плавящимся электродом. Здесь, свариваемые детали 1 (см рисунок 10) нагреваются электрической дугой 2, горящей между ними и электродом 3. Дуга расплавляет кромки деталей и электрод при перемещении дуги вдоль кромок, образуется сварной шов. Это самый распространённый и дешёвый способ сварки и он применяется повсеместно: в морском и речном судостроении, вагоностроении, в производстве различных резервуаров, строительных конструкций, при строительстве мостов, зданий, а то и просто на даче.
- Ручная дуговая сварка неплавящимся электродом. Свариваемые детали 1 (рисунок 11) нагреваются дугой 2, горящей между деталями и угольным графитовым или вольфрамовым электродом 4. Для образования шва в зону дуги подают присадочную проволоку 3. Отбортованное (с загнутыми кромками) соединение из тонкого металла можно сваривать без присадочной проволоки. Применяют этот способ сварки при изготовлении бочек для горюче-смазочных материалов (сварка по отбортовке), корпусов генераторов и стартеров для автомобилей (на производстве), для наплавки твёрдых сплавов, при изготовлении корпусов больших конденсаторов.

- Автоматическая дуговая сварка под флюсом. Сварка производится дугой, горящей между изделием 3 и электродной проволокой 1.Проволока 1 (рисунок 13) подаётся в зону сварки механизмом 2. Головка перемещается автоматически вдоль кромок. Неиспользованный (лишний) флюс отсасывается через шланг 4 в бункер 5. Этот процесс сварки отличается большой производительностью и высоким качеством шва, и широко применяется на производстве при изготовлении резервуаров, узлов мостов, паровых котлов, железнодорожных вагонов, при изготовлении труб больших диаметров, статоров генераторов, для сварки станин металлообрабатывающих станков.
Есть ещё и электрошлаковая сварка, полуавтоматическая сварка под флюсом, контактная стыковая сварка сопротивлением, стыковая сварка оплавлением, точечная сварка, шовная сварка, электроннолучевая сварка, сварка токами высокой частоты- индукционная и другие виды, все они применяются на производстве. Для гаражных целей эти способы не применимы из-за габаритов, стоимости и из-за их главного назначения — только на автоматизированном потоке.
Для гаражной мастерской больше всего подходят сварка плавящимся электродом в защитном газе( углекислотном) и сварка неплавящимся вольфрамовым электродом в защитном газе ( аргоне), их я и опишу более подробно.
Дуговая сварка неплавящимся вольфрамовым(цериевым) электродом в среде защитного газа. Это ,на мой взгляд, самый качественный вид сварки, позволяющий сваривать практически любой металл (только меняется присадочный пруток) с очень качественным швом. Для защиты расплавленного металла от окисления кислородом воздуха применяют инертные газы — аргон, гелий, активные газы — азот, водород, углекислый газ и смеси газов : аргон с кислородом, аргон с азотом и аргон с углекислым газом, что способствует получению наплавленного металла (сварочного шва) с высокими механическими свойствами.
Защитный газ подводят (см. рисунок) к сварочной дуге 1 по мундштуку 2, в который вставлен электрод 3 из вольфрама. В процессе сварки в дугу для заполнения шва вводят присадочную проволоку 4 (пруток), но тонкий металл (даже фольгу) с отбортовкой, можно сваривать без присадочной проволоки. Аргоно-дуговая сварка является одним из передовых процессов в настоящее время и используется во всех, более или менее, продвинутых кастом ателье. Этим способом осуществляют сварку углеродистых и легированных сталей с получением очень качественного шва, а так же магниевых и алюминиевых сплавов, меди и её сплавов, нержавеющей стали и для сварки таких редких металлов как титан, цирконий, ниобий и др.
Применяют ,так же, сварку вольфрамовым электродом с комбинированной газовой защитой — внутренний слой, защищающий электрод и дугу из аргона, а наружный слой, защищающий ванну — из углекислого газа. Это снижает на 75% расход аргона, заменяемого более дешёвым углекислым газом и в целом удешевляет сварку.
Из инертных газов наиболее широко применяют аргон и ,как я уже говорил, аргонно-дуговая сварка позволяет получать сварные соединения высокого качества и для многих металлов и сплавов. Аргон в газообразном состоянии транспортируют и хранят в стандартных баллонах (по ГОСТ 949-73) под давлением 150±5 кгс/см² или 200±10 кгс/см² (при 20°С). Бывает жидкий аргон, хранящийся в сосудах Дьюара, но он не распространён. Газообразный аргон немного тяжелее воздуха, поэтому , его струя надёжно и длительно удерживается в зоне сварки и хорошо защищает сварочную ванну. Газообразный и жидкий аргон бывает трёх сортов : высший, первый и второй . Соответственно, в них содержится аргона 99,988; 99,98 и 99,95%. Баллоны для аргона окрашивают в серый цвет с зелёной полосой и зелёной надписью — «Аргон чистый». 
На аргоновый баллон монтируют редуктор понижения давления. Их сейчас множество в продаже и описывать их нет смысла, скажу только одно, что следует покупать фирменное изделие. Пусть будет дороже, зато на долгие годы работы. Ещё при Союзе (я считаю, что тогда много чего было качественным) выпускали довольно качественный редуктор ДЗД — 1 -59М, который комплектовался редуктором расхода газа с набором сменных дюз, которые позволяли установить расход газа от 3,2 до 59 л/мин.
Так вот, кому посчастливится найти такой редуктор, при его установке на баллон ротаметр не требуется, так как для аргонно-дуговой сварки применяют ротаметры (расходомер воздуха). Точно установить расход защитного газа за единицу времени очень важно для получения качественного шва. Ротаметр состоит из стеклянной трубки с делениями и поплавка, который перемещается в ней. По подъёму поплавка определяется расход газа. На концах трубки находятся штуцеры для входа и выхода газа, а так же регулировочный краник для уменьшения или увеличения количества газа. Технические характеристики ротаметров приведены в таблице 77.
Сварочные аппараты для сварки в среде аргона. В современном мире очень бурно развивается электроника и не только. Сейчас имеется огромный выбор сварочных аппаратов с множеством настроек и функций. И как известно, хорошее качество стоит денег. От этого и надо исходить при покупке сварочного аппарата. Определяющим моментом при покупке, так же, является металл, который вы собираетесь варить в основном, и какую максимальную толщину металла вы собираетесь проваривать, без потери качества провара металла и качества шва. Так как максимальный ампераж сварочного аппарата напрямую зависит от толщины свариваемого металла, желательно, ампераж должен быть ещё и с небольшим запасом по силе тока (это предотвратит перегрев аппарата).
Ниже я приведу таблицу (из двух частей), на которой видна зависимость силы тока и напряжения, от толщины свариваемого металла. Так же, на ней показана подготовка кромок металла перед сваркой и необходимые сварочные зазоры для получения шва нормального качества. И обратите внимание, что толстый металл (от 8 мм до 40 и более) нужно проваривать в несколько проходов, несмотря на большую мощность( силу тока в Амперах) сварочного аппарата. В несколько проходов я сваривал скобу английского колеса (см. здесь), которая имела толщину 20 мм.

Еще одним главным критерием при выборе сварочного аппарата является его универсальность. И я советую приобретать универсальный аппарат, а именно, в маркировке должны быть буквы TIG AC/DC, это значит, что данный сварочный аппарат имеет переключаемые функции переменного и постоянного тока. Ведь, при сварке стали, нетолстой меди, титана, нужен постоянный сварочный ток, а для качественной сварки алюминия, магния и меди большой толщины, где требуется удаление окислов с свариваемой поверхности, нужен переменный сварочный ток. И значит, приобретая сварочный аппарат этой маркировки — TIG AC/DC и с функциями обоих токов, у вас появляется возможность варить почти все металлы.
Маркировка TIG DC ставится на аппаратах аргонно-дуговой сварки с возможностью работы только на постоянном токе и значит, вы сможете варить только сталь, титан и тонколистовую медь, а алюминий и его сплавы вам будет недоступен. Поэтому, учтите это при покупке, несмотря на то, что эти аппараты дешевле аппаратов TIG AC/DC. Но я считаю, что следует переплатить, но зато приобрести универсальный аппарат.
Ещё один нюанс следует учесть при покупке — это приобретать традиционный аппарат с надёжным трансформатором или купить более современный инверторный аппарат. Я считаю, что желательно приобрести инвертор, так как он имеет более плавные регулировки тока, меньшую массу и габариты, но не это главное. Основной главный, на мой взгляд, принцип инверторных аппаратов AC/DC, является использование двойного инвертора и создание полуволн прямоугольной формы, которая делает сварочную дугу более стабильной, увеличивает тепловложение и очищающий эффект, что особенно важно для алюминия, с его свойством быстро окисляться на воздухе, буквально сразу после зачистки.
Ещё одно важное свойство современных инверторных аппаратов AC/DC Pulse — это наличие функции импульсного режима и на постоянном, и на переменном токе. По сравнению с обычным режимом, импульсный режим уменьшает тепловложение, улучшает стабилизацию дуги, особенно на малых токах, и кроме того, оказывает положительное металлургическое воздействие на сварочный шов, позволяя получить мелкозернистую структуру шва (более прочную).
При покупке не забудьте учесть, что многие более мощные сварочные аппараты, расчитаны на напряжение 380 вольт, что не применимо в большинстве частных гаражных мастерских. Поэтому, ищите аппарат на 220 вольт, что в принципе несложно, при мощности не более 200 ампер. В интернете множество аппаратов различных фирм, поэтому описывать отдельно каждый мне нет смысла, к тому же, ко многим аппаратам прилагается инструкция с таблицей тактико-технических характеристик.
Посоветую только приобретать сварочный аппарат (особенно инверторный) европейских или американских фирм, но не азиатских. Аппарат из Европы может стоить, чуть ли, не в два раза дороже китайского, но зато, он прослужит вам долгие годы без поломок. Сейчас неплохие сварочные аппараты начали делать в России. Подробнее узнать о их качестве можно на форумах по данной тематике в интернете. Ведь, когда много людей хвалят какое-то изделие, согласитесь, это лучше, чем похвала одного человека.
Дуговая полуавтоматическая сварка плавящимся электродом (проволокой) в защитных газах. Этот вид сварки очень распространён из-за своей производительности и дешевизны, так как сварочная проволока и углекислый газ довольно дёшевы. Сварка производится дугой между изделием и электродной проволокой, которая подаётся в зону сварки подающим механизмом по специальному шлангу с Боудёновской стальной или тефлоновой (для нержавеющей проволоки) оболочкой.
Этот способ характерен большой производительностью и хорошим качеством шва, но в большинстве кастом-мастерских его используют для прихватки деталей, а последующую проварку ведут аргонно-дуговой сваркой. При умелом использовании и с большим опытом, этим видом сварки можно варить стальные детали со швами не хуже, чем при аргонно-дуговом способе, но главный недостаток этого вида сварки — это довольно большое разбрызгивание капель металла, и невозможность качественной сварки алюминия и его сплавов (и хотя им можно варить алюминий, но аргонно-дуговой аппарат несомненно варит лучше). Но я считаю, что полуавтомат необходим в любой мастерской, так же, как и более дорогой аргонно-дуговой сварочный аппарат.

сварочный полуавтомат с рабочим и сглаживающим трансформатором.
Для сварки применяют активный углекислый газ (СО2) — двуокись углерода- наиболее распространённый и дешёвый защитный газ при сварке плавящимся электродом. Окисление металла шва, выделяющимся при сварке из углекислого газа свободным кислородом, нейтрализуется содержащимся в электродной проволоке раскислителями.
Основные свойства углекислого газа: газ бесцветен и не ядовит, плотность при атмосферном давлении и 20°С равна 1,98 кг/на м³. Температура сжижения газа при атмосферном давлении минус 78,5°С. Выход газа из 1 кг жидкой углекислоты 505 л.(при 0°С). По ГОСТу 8050-76 выпускается углекислый газ трёх марок: сварочный, пищевой и технический с содержанием двуокиси углерода не менее 99,5; 98,8; и 98,5% соответственно.
Содержание водяных паров в сварочном углекислом газе при температуре +20°С, и давлении 760 мм ртутного столба, не должно быть более 0,184 г/м³. Для сварки может использоваться и пищевой углекислый газ, но обязательно с предварительной осушкой. В стандартный 40-литровый баллон вмещается 25 кг жидкой углекислоты, которая занимает не полный объём баллона. Давление газообразной углекислоты в баллоне, примерно 60 — 70 кг/см². Баллон окрашивают в чёрный цвет и имеют жёлтую надпись СО2 сварочный (или углекислота).
Сварочный полуавтомат. Слово полуавтомат означает, что проволока подаётся с помощью подающего механизма (см. фото) и сварочный зазор регулируется автоматически, а продольно перемещать проволоку необходимо вручную. При покупке, с полуавтоматами так же как и с другими типами сварочных аппаратов — чем лучше качество, тем дороже. Опять же, не советую брать азиата, желательно приобрести аппарат Европейский или Российский.
Постарайтесь найти аппарат с двумя трансформаторами (мне изготовили такой на заказ, см. фото). Один трансформатор рабочий (квадратный), а другой сглаживающий ( мощный круглый тероид), который позволяет выпрямить ток (помимо диодного моста) и полностью сгладить синусоиду выпрямленного тока. Это позволяет сделать шов менее пористым и более прочным и качественным. Этим аппаратом я свариваю металл от фольги и миллиметрового листа (например, баки см. здесь) до 25 мм плиты. Если необходимо сварить такой толстый металл, то я варю его в несколько проходов, предварительно нагрев металл газовым резаком.
Так же, в продаже есть более лёгкие инверторные сварочные аппараты и у них тоже есть функция полного сглаживания тока, но они дороже трансформаторных аппаратов. Редуктор для углекислотного баллона можно использовать углекислотный и кислородный, но я ещё установил и ротаметр (расходомер), можно варить и без него, но он позволяет более точно настроить количество газа для сварки очень тонкого металла.
При сварке пищевой углекислотой советую установить перед редуктором специальный осушитель, а если его нет, то советую использовать только сварочную углекислоту, особенно при сварке тонколистового металла.
Подробнее о выборе сварочного полуавтомата я написал вот в этой статье. Напоследок советую посмотреть полезный видеоролик чуть ниже, в котором я показываю и рассказываю, как изготовить простое, но очень полезное приспособление для сварки листового металла, которое позволит даже новичкам идеально сварить два стальных листа (или вварить какой то фрагмент) которые будут выставлены идеально ровно, относительно друг друга и с одинаковым зазором, по всей длине кромок. И в итоге, после сварки и шлифовки сварных швов, можно будет обойтись без шпаклёвки, или с минимальным её количеством.А эту статью заканчиваю и надеюсь, что она будет полезна сварщикам новичкам и поможет определиться с выбором способа сварки и с выбором соответствующего сварочного аппарата, успехов всем.
suvorov-castom.ru
Автоматическая сварка
Исходя из степени механизации сварочных процедур, выделяют электродуговую сварку автоматическую и полуавтоматическую. К первому типу следует относить сварку либо наплавку с автоматизированным зажиганием дуги и поддержкой процесса ее работы, механизацией подачи электродных сварочных материалов в область расплавления и передвижения дуги по оси соединения. В полуавтоматической сварке и наплавке механизации подвергается лишь подача электродного материала, а продвижение дуги осуществляется вручную.
Устройство установки для автоматической сварки
Специализированное оборудование, составляемое из сварочного аппарата либо машины, источника электропитания дуги и автоматизированного дополнительного оснащения называется установкой для автоматической сварки в углекислом газе. Сварочный аппарат, представляющий собой соединение конструкций, включает сварочную головку с устройством для ее передвижения по линии шва, приспособления для подачи газовой защиты или флюса, кассеты либо катушки для сварочной проволоки и управляющий пульт. Аппарат, перемещаемый в ходе проведения работ по сварке автоматизированным способом по отношению к соединяемым деталям, называют сварочным автоматом.
Важнейшим элементом оборудования аппарата для автоматической сварки служит сварочная головка. Данное электромеханическое приспособление призвано производить подачу электродного материала в область действия дуги, подводить сварочный электроток, поддерживать устойчивость дугового горения и своевременно прекращать процесс сварки.
Передвижение сварочной головки осуществляется по особому пути (проложенным по изделию направляющим рельсам) либо непосредственно по обрабатываемой заготовке. Считается самоходной та сварочная головка, в устройстве которой присутствует приспособление для ее передвижения над обрабатываемой заготовкой. Когда сварочную головку закрепляют на стенде выше свариваемой конструкции в неподвижном положении, она называется подвесной. Такие головки обычно не имеют устройства для собственного передвижения, поэтому по отношению к дуге посредством специального механизма либо стенда с закрепленной головкой движется заготовка.
Используемый в технологии автоматической сварки в защитных газах переносимый сварочный агрегат называют сварочным трактором. Он оснащен самодвижущейся тележкой, перемещающей его на плоскости детали вдоль соединяемых кромок либо по особому переносному пути, проложенному по заготовке. Применяемые в промышленном производстве сварочные аппараты (автоматы) отличаются большим разнообразием, исходя из назначения, и бывают как универсальными, так и специализированными.
В комплектацию сварочных (наплавочных) аппаратов (автоматов), кроме сварочного инструментария (горелки либо мундштука), входит еще целый ряд приспособлений. В первую очередь, это механизмы автоматизированной подачи присадочного и электродного материалов в область действия дуги, а также устройство передвижения аппаратуры по линии шва. Помимо этого, необходимы еще приспособления для дополнительного передвижения (корректировочного, настроечного, вспомогательного).
Особое место занимают газовая аппаратура, приспособления, размещающие электродный и присадочный материалы, а также флюсы для автоматической дуговой сварки. Практически все оборудование соединяется с источником электротока, управляющими системами, средствами обеспечения безопасности. Причем сущность автоматической сварки под флюсом предполагает использование в автоматах подвесных головок, снабженных особым электрическим приводом для подачи сварочных материалов.
Принцип работы автоматического сварочного оборудования
При автоматизированном способе ведения сварочного процесса наиболее целесообразно использование источников питания с пологопадающими и жесткими характеристиками. Первые оптимальны для сварочных работ под флюсом, а вторые при сварке в защитных газовых средах. В автоматической сварке кольцевых швов трубопроводов нередки случаи колебания длины дуги, а в ходе проведении работ в труднодоступном месте соединения сварщику это приходится делать искусственно самому. Поэтому наиболее предпочтительны источники электропитания крутопадающих характеристик. С их использованием изменения силы электротока при определенных режимах автоматической аргонодуговой сварки неплавящимся электродом будут несущественными. А это значит, что и основные размеры шва не будут сильно изменяться.
В автоматах применяется принцип саморегулирования электродуги. Поэтому отличается постоянством скорость подачи электродного материала и проволоки для орбитальной автоматической сварки труб, не имеющая зависимости от дугового напряжения. Данные аппараты снабжены асинхронным двигателем, который с неизменяемой частотой вращает посредством редуктора подающий ролик, что обеспечивает постоянство скорости подачи сварочной проволоки в область горения дуги. Также к преимуществам сварочных автоматов относят надежность функционирования и простоту их электрической схемы.
Для сборочно-сварочных операций в массовом и серийном производстве используются автоматические линии сварки, представляющие собой комплексы оборудования, взаимосвязанного и согласованно работающего по единому технологическому циклу. Такие поточные линии включают механизмы, приспособления и устройства для производства процессов подготовки металла с его раскроем, сборки, сварки и контрольных операций в отношении готовой продукции. Автоматизация линий позволяет выполнять полный цикл операций изготовления изделия в заданной технологией последовательности.
Для всех процедур и оборудования линии предусмотрены единый механизм управления и общие транспортные приспособления, с помощью которых осуществляется передвижение свариваемых заготовок от одной операционной аппаратуры к другой. Благодаря автоматизации оборудования и применению специальной оснастки поточные линии способны осуществлять под наблюдением нескольких операторов все сборочно-сварочные работы по производству серийной продукции.
promplace.ru
Сварочный автомат для сварки труб - Сварочные работы дома - Каталог статей

На торговой площадке BizOrg представлены предложения только проверенных компаний из города Мариуполь. Вы можете сами убедиться в этом, просмотрев отзывы о той или иной компании.Всего в рубрике Автоматы и полуавтоматы сварочные представлен 1 971 товар от 2 компаний из Мариуполя с фотографиями, ценами и условиями поставки.Минимальная цена товара составляет 5 UAH, максимальная - 2811602 UAH.
160А Гарантия 1 годТехнические характеристики Напряжение, В: 220 Максимальная мощность, кВт: 6,5 Сварочный.
210А Гарантия 1 годТехнические характеристики Напряжение, В: 220 Максимальная мощность, кВт: 7,5 Сварочный.
160А Гарантия 1 годТехнические характеристики Напряжение, В: 220 Максимальная мощность, кВт: 6,5 Сварочный.
180А Гарантия 1 годсварочный полуавтомат львов Технические характеристики Напряжение, В: 220 Максимальная.
180А Гарантия 1 годТехнические характеристики Напряжение, В: 220 Максимальная мощность, кВт: 7,4 Сварочный.
судовой сварочный вппарат б/у для работы от источников питания как европейких параметров, так и японских.
Серия 4in1 универсальных полуавтоматов Kripton .
+380 728-81-91, +380 788-16-44, +380 992-74-27, +380 992-74-27, +380 549-76-88
Спрей SUPER PISTOLEN SPRAY Abicor Binzel Детальное описание товара предназначен для защиты фронтальных.
Сварка труб в Мариуполе. Сварщик сварка трубы Мариуполь. Нужна для сварки труб по Мариуполю? Бригада сварщиков по сварке труб Мариуполя и сварка других металлических изделий МАРИУПОЛЬ и Донецкая область.
Наиболее удачным соединением труб является сварка. Она может осуществляться с помощью двух основных способов – плавления под воздействием высоких температур или пластически деформироваться из-за сильного давления.
Для соединения металлических труб требуются особые умения и навыки, которыми обладают только опытные специалисты. Чтобы сварить пластиковые трубы не нужно особых знаний, этот процесс можно осуществить и дома. Пластиковые трубы хорошо подходят для системы водоснабжения.
Где еще используются трубопроводы?
- в строительстве и ремонте;
- в химической промышленности;
- в нефтяной среде;
- в атомной промышленности;
- в оснащении канализации и системы водоснабжения;
- в создании каркасов мебели, окон и дверей;
- в создании рекламных конструкций, детских и спортивных площадок.
Способы сваривания труб:
- термическая ;
- термомеханическая ;
- механическая ;
Термический способ стоит рассмотреть подробней. Подвиды:
✅ лазерная и электронно-лучевая;
✅ газовая и дуговая;
По степени автоматизирования сварка бывает:
Электросварка идеальный вариант для труб. Она осуществляется с помощью нагревания электродов и металла, он плавится и соединяется воедино. Выходит очень прочное соединение, практически монолитное.
Дуговая сварка является ведущим способом сварки. Дуговой она называется из-за возникновения дугового разряда между металлом и проводником электродом. Для ее использования должна быть хорошо набита рука, потому что это очень кропотливый процесс. Сварка труб из нержавеющей стали в большинстве своем производится с помощью автоматической дуговой сварки.
Для качественного закрепления шва требуется как минимум два слоя сварки. При этом должны учитываться различия в технике нанесения швов – для поворотных, неповоротных и горизонтальных стыков.
Швы могут быть угловыми и стыковыми .
Наиболее удобно выполнять работы в нижнем положении, тоесть так, чтобы сварщик мог полностью контролировать процесс. Различают еще горизонтальное, вертикальное и потолочное расположение.
Наши специалисты выполнят свою работу по сварке с абсолютно любыми трубами. круглые, квадратные, стальные, медные, нержавеющие трубы и т.д
Очень высококачественно проведем все виды сварки. Вызвать сварщика для совершения сварки труб Мариуполь и сварка труб в МАРИУПОЛЕ недорого в строительстве и хозяйстве. В короткий срок выполним Ваш заказ на Вашей или на нашей территории. Ждем звонков.
МТС
458 ― 89 ― 79
610 ― 49 ― 09
126 ― 75 ― 56
SMC-900 Сварочный автомат горячего клина для сварки
Сварочный автомат горячего клина для сварки ПЭ- и ПП-геомембран толщиной до 4 мм при строительстве подземных и гидросооружений. Цифровая регулировка температуры, скорости сварки и давление на материал. Сварка на любых поверхностях. Сварные швы могут создаваться с проверочным каналом для последующей проверки герметичности шва сжатым воздухом. Отличительные особенности: специально разработан для высокопроизводительной сварки на скорости до 5 м/мин. в полевых условиях удобен в управлении -- при нажатии одной рукоятки происходит зажим геомембран между прижимными роликами и подача клина в рабочее положение низкий уровень шума цифровое управление, встроенный тахогенератор и трехступенчатый планетарный редуктор обеспечивают точность и стабильность установки и поддержания сварочных параметров, независимо от колебания напряжения в сети и внешних воздействий на аппарат -- отображение на дисплее заданных и реальных значений скорости и температуры сварки плавная установка величины давления на материал подвижная головка с верхними ведущими прижимными роликами обеспечивает равномерное давление по ширине сварного шва, что позволяет получить качественное соединение при сварке Т-швов Используется: при сварке внахлест гидроизолирующих покрытий и геомембран при строительстве полигонов ТБО, свалок, шламохранилищ, искусственных водоемов, гидроизоляции водоемов для разведения рыб, промышленных объектов, отстойников, накопителей, нефтяных амбаров, фундаментов, подземных городков, резервуаров, цистерн и т.д. Свариваемые материалы: ПЭНД, ПЭВД, ПП, ПВДФ. Автомат может сваривать горизонтальные,наклонные и вертикальные швы Исполнение: с проверочным каналом или без проверочного канала позапросу--с возможностью записи данных на карточку памяти для последующей обработки на компьютере ХАРАКТЕРИСТИКИ Ширина нахлеста, мм: Макс. 150 Свариваемая толщина, мм: 1,0 -- 4,0 Технические характеристики Напряжение, В 220 Мощность, Вт 1800 Частота, Гц 50 Температура клина, град С Макс. 450, плавная регулировка Давление на шов, Н Макс. 1500, плавная установка Скорость сварки, м/мин. 0,5 -- 5,0, плавная регулировка Размеры, мм 430 х 270 х 310 Вес, кг 23,0 Симон машины Co, Ltd NO.8 Кеджи West Road, Привет-техническая промышленная зона, Shantou. Guangdong, Китай Тел: 86-754-88770829 Веб-сайт:
Social comments Cackle
Похожие видеоролики

-
Установка для сварки труб
Оборудование для орбитальной сварки труб предназначено для проведения сварочных работ с минимальным влиянием человеческого фактора. Высококачественный сварочный автомат для сварки труб способен в автоматическом режиме выполнять соединение металлических заготовок разного диаметра. В процессе эксплуатации данного оборудования задействуются неплавящиеся электроды. Оператор, при помощи блока управления, задаёт режим работы автомату, после чего осуществляет контроль за сварочным процессом. Современная установка для сварки труб позволяет промышленным предприятиям значительно сократить время на выполнение таких работ, а также добиться высококачественного соединения конструкций из металла.
Используя сварочный автомат для сварки труб, компания получит массу преимуществ, к которым можно причислить следующее:
- высокую производительность сварочного оборудования;
- значительное сокращение расходов на приобретение расходных сварочных материалов;
- снижение себестоимости сварочных работ ;
- большой выбор режимов сварки;
Установка для сварки труб может быть задействована в различных отраслях где происходит распределение очищенной воды, молока, растворов, алкогольных напитков и дистиллированной воды. Современные сварочные установки комплектуются датчиками и предохранителями, обеспечивающими защиту оборудованию от перегрева.
Чтобы приобрести качественное оборудование для орбитальной сварки труб необходимо обратиться в компанию ШТОРМ, которая с середины 90-х годов осуществляет свою деятельность на отечественном рынке. В ассортименте компании ШТОРМ представлен большой ассортимент сварочной продукции. Всё оборудование , прежде чем поступить в реализацию проходит обязательную предпродажную подготовку, благодаря которой определяется его пригодность к эксплуатации.
Сварочные работы, услуги сварщика, сварщик, аргонная сварка
Для того чтобы получить неразъемные соединения между твердыми деталями, выполняются сварочные работы. Человек, который может выполнить сварочные работы — сварщик. Для того чтобы освоить эту профессию, нужно обладать большим багажом знаний, чтобы предотвратить возможную опасность на данной работе. Во Мариуполе, и других городах, в услуги сварщика входит не одна разновидность сварки. Может быть аргонная сварка и холодная сварка, которые отличаются особо опасным процессом выполнения. Также, иногда применяется полуавтоматическая сварка и сварка алюминием.
Когда выполняется аргонная сварка, используется вольфрамовый электрод. Мариуполь, и другие города, предоставляют в продаже порошковые и активированные проволоки, которые используются, когда выполняется сварка аргоном.
Холодная сварка выполняется при помощи своеобразного брикета, который внешне очень похож на пластилин. В состав данного брикета, входят разные наполнители, такие, как металлические порошки, кварц, оксид железа и прочее. Сварка аргоном и холодная сварка — это процессы, которые, чаще всего, выполняются при помощи двух компонентов. В этом случае, сварка может эффективно выполняться только тогда, когда смешиваются два разных химических вещества и материалы затвердевают. Сварщик очень быстро выполняет свою работу таким способом.
Процесс, который подразумевает периодическую подачу электродной проволоки, на сварочную зону — полуавтоматическая сварка. Сварка автоматом защищает с помощью раскаленного и расплавленного металла, различные сварочные соединения, на которых негативно воздействует окружающая среда. Эта защита появляется при помощи подачи активного и инертного газа.
Очень трудносвариваемым материалом, считается алюминий. Этот металл имеет отличительные химические и физические свойства, поэтому сварка алюминия — это особенный процесс. «Зона слабины» - это главная особенность, которая появляется на сварных соединениях, когда выполняется сварка алюминия.
Очень кропотливым и долгим процессом, считается сварка нержавейки. Данный процесс может использоваться при помощи разных способов. Сварка нержавейки осуществляется методом ручной дуговой сварки, с использованием вольфрамового электрода, а также, при помощи плавящегося электрода.
Во Мариуполе, и любом другом городе, услуги сварщика наивысшей квалификации, стоят достаточно дорого. Мариуполь, и другие города, кишат людьми этой профессии, которые могут устанавливать высокие цены за свои услуги, но при этом выполнять свою работу очень плохо.
Такой способ соединения металлов, как сварка, обладает многими преимуществами. Этот процесс экономит металлический материал, за счет того, что использует только сечения элементов в тех местах, где они соединяются. Сварочные работы, в основном, выполняются достаточно быстро. С помощью этого процесса можно изготавливать изделия любых форм и размеров.
Добавить объявление в эту категорию
Источники: ua.bizorg.su, stroy-mir.com.ua, www.nofollow.ru, www.shtorm-its.ru, www.myremont.in.ua
sovet.clan.su
Автоматическая сварка

Практически каждый человек хотя бы примерно знает о том, что такое сварка. Однако в большинстве случаев, в голове возникает образ человека в сварочной маске и с инструментов руках. Однако ручная сварка это ещё не все, современные технологии позволяют полностью автоматизировать процесс сварки. Использование автоматической сварки происходит в различных промышленностях. Ценится данный способ за свою простоту, скорость работы, высокое качество результата и долгим сроком эксплуатации шва. Чаще всего, для достижения наилучшего качества шва, применяют флюс.
Сварка флюсом в автоматическом режиме, по большинству мнений, является лучшей разновидностью автоматической сварки. Этим и обусловлена её популярность применения на различных производствах. Также, понятие автоматическая сварка под флюсом часто называют электродуговой сваркой под флюсом.
Весь процесс происходит следующим образом. Под воздействием электрического тока дуга раскаляется до высоких температур, вследствие чего она начинает гореть. Пламя направляется на то место, в котором находится сварочный электрод и плавит его. Электроды располагаются в месте будущего сварочного шва, он находится между торцами двух свариваемых деталей, на расстоянии от 5 до 20 миллиметров.
Пламя сварки, должно быть направлено строго на место будущего сварочного шва используется программирование действий, если же автоматическое прицеливание осуществить не возможно, в этом случае сварочная дуга направляется механическим способом.

Пламя нагревает металл, а вместе с ним и флюс, который при плавлении образует прочную эластичную плёнку, её задачей является создать барьер от воздуха.
Плюсы и минусы сварки под флюсом
Любой процесс всегда имеет свои преимущества и недостатки. Автоматическая сварка под флюсом не исключение. Отличительной чертой данного способа сварки является его высокая экономичность, дело в том, что количество флюса, для отличного итогового результата, нужно совсем немного. Следовательно, автоматическая сварка под флюсом позволяет значительно экономить материал, причём это абсолютно никак не будет сказываться на качестве шва.
Экономить флюс позволяет специальная конструкция сварочного аппарата, которая обеспечивает отличную тягу для сцепки даже материалов высокой плотности. Также шов покрывается тончайшим слоем шлака, который также положительно влияет на физически характеристики соединения. Именно поэтому автоматическая и полуавтоматическая сварка под флюсом очень часто используется для сварки труб.
Преимущества использования автоматической сварки:
- высокий уровень производительности, относительно альтернативных методов сварки;
- электрод используются практически полностью, его потери составляют меньше, чем 2% от исходного объёма;
- в процессе сварки не образуются брызги;
- место соединения находится под защитой эластичного слоя, поэтому газы, присутствующие в атмосфере, никак не повлияют на качества шва;
- при автоматической сварке практически не образуются оксиды;
- шов получается с мелкозернистой структурой, это достигается путём равномерного нагрева на протяжении всего процесса;
- из-за того, что для сцепки материалов используется флюс, отпадает надобность использования дополнительных защитных приспособлений;
- после выполнения процесса остывания металла происходит достаточно быстро.


Человек, который никогда не встречался с автоматической сваркой, может подумать, что в её использовании есть только плюсы. Однако это не так. Данный способ имеет несколько недостатков:

- Высокие финансовые затраты. Создание всего процесса и закупка необходимого оборудования обходятся очень дорого. В связи с этим применения данного способа сварки целесообразно только в промышленных условиях, в быту лучше использовать обычную ручную сварку.
- Материал, который нужно соединить, достаточно трудно закрепить в нужном положении, это связано с технологическими особенностями метода.
- Автоматическая сварка негативно сказывается на человеческом организме.
- Большой процент выполняемых работ требует наличие специализированного оборудования, которое, как правило, имеется только на производствах.
Исходя из вышеуказанной информации, можно понять, что данный метод сварки применяется в основном только на различных промышленных предприятиях, использование этого способа в быту связано с определёнными трудностями. Данный способ соединения позволяет сваривать как однородные металлы, так и разнородные, толщина свариваемого материала может принимать значения от 1 до 150 мм.
Что нужно для обеспечения процесса автоматической сварки?
Для сварки металлов используется специализированной оборудование, которое называется сварочный аппарат. На данный момент существует большое количество его модификаций, каждая из них отличается друг от друга по техническим характеристикам и каждая лучше, чем другая подходит для выполнения тех или иных операций.
Например, имеются такие модификации автоматического сварочного аппарата, в устройстве которого реализована постоянная подача сварочной проволоки. Сварка с использованием такого агрегата позволяет повысить уровень производительности на максимальный уровень, потому что с его помощью можно очень быстро создать однородную массу и создать высококачественное соединение.
Также имеются модификации, способные полностью в автоматическом режиме регулировать абсолютно все параметры без исключения. Многие люди считают агрегаты такого типа самыми лучшими, однако это не так, все связано со сложностью технической настройки аппарата. Большое количество программ требует настройки, и только после её выполнения аппарат сможет осуществлять свою деятельность без дополнительного участия кого-либо или чего-либо. Поэтому данную модификацию сварочного аппарата используют только профессионалы своего дела, любителям и новичкам будет очень сложно разобраться во всех тонкостях настройки.
Любые сварочные головки оснащены режимом восстановления, он выполняется в том случае, если они вращаются равномерно, а длина дуги меняет свой размер. Весь процесс является зависимым от плавления электродов, который возникает из-за автоматической регулировки длины дуги.
Важно знать: увеличение размеров зазора напрямую ведёт за собой повышенную подачу напряжения, это влияет на изменение силы тока требуемого для выполнения сварки.
Автоматический сварочный аппарат имеет ещё одну особенность. В том случае, когда сварочная дуга изменяет свой размер, уровень подачи тока и скорость плавления увеличиваются. Естественно, что обычная бытовая розетка не подойдёт, для выполнения этой функции нужно использовать элемент с жёсткой вольт-амперной характеристикой.
А если уровень скорости подачи электродов под сварочную дугу уменьшить, то сварочные головки, оснащённые автоматическим регулятором напряжения, повлияют на размер дуги. Уровень напряжения в любом случае повысится обратно, однако чтобы это осуществилось нужно использовать элемент питания с уменьшающейся вольт-амперной характеристикой.
Все сварочные аппараты отличаются не только своими техническими параметрами, но и настройкой. Для различных модификаций она может существенно изменяться. Если излагать простыми словами, человеку приходится самостоятельно изменять силу тока и напряжение, подающееся на дугу.
В агрегатах, которые работают на неизменной скорости подачи, требуется подбирать значение напряжения и тока, подходящее для сварки любых типов материала. Настройка дугового напряжения побирается опытным путём.
В заключение
Любая модификация автоматического сварочного аппарата имеет свою уникальную конструкцию. Раньше считалось, что тип конструкции создаёт производитель, однако со временем были созданы стандарты ГОСТ на сварку, которым необходимо следовать. Их создание позволило сделать конструкцию сварочных аппаратов от разных производителей похожими друг на друга.
svarkagid.com










