Электродуговая и автоматическая сварка. Аппарат сварочный электродуговой сварки
Электродуговая сварка, как правильно выбрать сварочный аппарат, виды аппаратов электродуговой сварки
Сварочный трансформатор
До недавнего времени считался одним из самых долговечных и традиционных видов сварочныхагрегатов. Это устройство наоборот преобразует постоянный ток в переменный, понижая сетевое напряжение, до необходимого - сварочного. Происходит это за счет наличия трансформаторного узла. Электродуговая сварка на этом аппарате, требует наличия специальных электродов для переменного тока и необходимых навыков. Без знания принципа работы этого устройства, умения накладывать сварочные швы и держать электрическую дугу, вряд ли удастся сварить хоть что-нибудь качественно.
![]()
Основной плюс трансформатора – необыкновенная долговечность и довольно невысокая стоимость.
Минус - неподъемный вес и потребность в специальных электродах, которых зачастую не бывает в продаже.
Инвертор
Инверторные сварочные аппараты, можно без преувеличения назвать самыми популярными. Тому есть сразу несколько объяснений.
- Во-первых, компактность и малый вес агрегата.
- Во-вторых, возможность без особых проблем подключиться к потребительской электросети.
- В-третьих, возможность качественного наложения сварочных швов.
Ручная электродуговая сварка, выполненная с помощью инвертора, отличается минимальной зашлакованностью шва, что позволяет выполнить работу максимально качественно, без лишних «соплей» и воздушных каверн. К тому же в каждом аппарате инверторного типа, встроена функция «горячий старт» (Hot start), которая позволяет поджечь электрод в одно касание, избежав при этом обычного залипания при соприкосновении с металлической деталью.

Принцип работы инвертора, построен на технологии, позволяющей использовать в качестве источника тока, обыкновенную домашнюю розетку. Ток поступает на выпрямитель и сглаживается специальным фильтром. Получившийся постоянный ток, преобразовывается транзисторами в переменный, высокочастотный ток.
Технология электродуговой сварки
Освоить технологию электродуговой сварки, при желании несложно. Для этого нужен лишь источник тока, расходные материалы (электроды) и горячее желание научиться сварке самому.
Эта технология представляет собой процесс сваривания различных кусков металла между собой, посредством тепла, выделяемого электрической дугой.
Первый и чрезвычайно важный этап работы – это подготовка рабочего места. Для этого необходимо заземлить оборудование и детали, которые предстоит сваривать. Чаще всего для этого используют трехжильный кабель, с изолированными друг от друга проводами.
Первые две жилы служат для подключения к источнику тока, а третья для устройства заземления, путем ее присоединения к заземляющей шине и заземляющему болту.
Второй этап, заключается в выборе диаметра электрода и настройке интенсивности сварочного тока. Эти параметры, напрямую зависят от толщины металла. Отрегулировать настройки можно после наложения пробного шва.

Третий этап, который предстоит освоить начинающему сварщику, это непосредственно сам процесс сварки .
Для того чтобы просто начать сварочный процесс, нужно запомнить, что электрод нужно держать под углом в 15 градусов, причем он непременно должен быть наклонен в сторону сварочного шва. Это положение нужно отработать до автоматизма.
Далее нужно освоить простейшие способы наложения швов.
Простейшим способом наложения сварочного шва, является рисование концом электрода, так называемой восьмерки по линии соединения. Этот способ часто называют сваркой для чайников,потому что его чрезвычайно легко освоить. Дальнейшие, более сложные варианты соединения металла, можно выучить после того, как наберется достаточный опыт работы со сварочным оборудованием, и рука начнет сама чувствовать высоту электрической дуги.
Как выбрать электроды для электродуговой сварки
Качество сварного шва, напрямую зависит от того, какие именно электроды были использованы в работе.
Электроды для сварки делятся на несколько категорий:
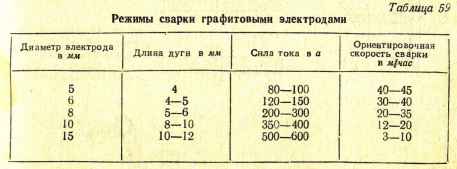
Неметаллические, изготавливаются из угля или графита. В процессе сварки не плавятся. Используются для тонких сварочных работ даже на тонколистовом металле.

Металлические, делятся на плавящиеся/неплавящиеся и выбирают их исходя из марки металлов, подлежащих свариванию.

Существуют электроды для легированных, высоколегированных и низколегированных сталей, атакже для наплавки сварочного шва.
Для сварочных аппаратов, генерирующих постоянный ток, подойдут практически любые электроды, которые можно подбирать просто по диаметру, исходя из толщины свариваемых деталей.
Агрегаты, генерирующие переменный ток, нуждаются в более тщательном подборе расходных материалов. Для них лучше всего приобретать универсальные электроды, которые подходят как для постоянного, так и для переменного тока.
Электроды данного типа имеют множество преимуществ, среди которых не последнее место занимает:
- Отличная производительность
- Экономичность и низкий уровень разбрызгивания металла
- Возможность наложения качественного шва даже на ржавые и влажные детали, приготовленные для сварки.
- Возможность использования практически на любом сварочном оборудовании.
- Хорошее удержание электрической дуги.
Приобретая универсальные электроды, не стоит искать дешевые изделия. Они, как правило, не соответствуют заявленным техническим характеристикам. Лучше отдать предпочтение более дорогим маркам, которые будут гораздо более качественными и наложенный с их помощью шов, будет радовать своей надежностью и аккуратностью.
Автор: Сергей и Светлана Худенцовы
Рекомендуем ознакомится: http://strgid.ru
fix-builder.ru
Электродуговая и автоматическая сварка

Существует много способов получить неразрывное соединение металлов. Для каждой цели используется определенная технология, которая способна выдать наиболее подходящую прочность соединений. Каждый профессиональный мастер умеет работать с разными способами соединения металлов, но для разовых или не требовательных задач можно освоить один из видов сварки металлов. О двух самых популярных мы и поговорим.
Электродуговая сварка
Самый популярный вид сварочных соединений. Особенность заключается в том, что весь процесс можно выполнить своими руками. В таком случае дуга появляется меж электродов, в роли одного из них выступает один из свариваемых материалов.Первым делом прикладывают электрод и создают подобие короткого замыкания. Такая процедура нужна для разогрева катода. После этого электрод отдаляют на расстояние от 3 до 5 мм, в результате чего появляется дуга.Для сварки металлических листьев или подобных им заготовок можно выполнять покрытм электродом. Это необходимо для того, чтобы легировать шов и обеспечить газовую, а также шлаковую надежность металла.Чтобы наиболее качественно выполнить работу необходимо совершать поперечные колебательные действия, сила которых зависит от ширины требуемого шва.Таким методом можно металл не только сваривать, но и разрезать, соединить металлические двери.Благодаря своей простоте и надежности такой способ сваривания получил широкую распространенность во всех видах металлообработки.
Автоматическая сварка
При сваривании таким методом используется не только электрод, но и флюс. Толщина этого элемента может достигать 5 или 6 см. Дуга горит не в атмосферной среде, а в расплавленном флюсе. Он получается внутри газового пузыря.В конечном итоге такой метод не дает металлу растекаться, а толщина шва равномерна по всей его длине и ширине. Чаше всего эти критерии актуальны для сварки металлов, имеющих большую толщину, ведь именно в таких случаях используется большая сила тока.Для сравнения, при сварке обычной электрической дугой ток используется минимум в 6 раз менее сильный, чем при автоматической.Во время работы открытая проволока состоит на 30% из сварочного материла, а все остальное — расплавленные детали.Специальное оборудование передает проволоку, на которую сыпется флюс. Он равномерно заполняет всю поверхность деталей.
Вывод
Сварка — довольно сложный процесс, который включает в себя не только умение пользоваться оборудованием, но и способность правильно выбрать технологию под те или иные задачи. В статье были рассмотрены самые популярные способы, но на самом деле их существует гораздо больше и все они имеют свои нюансы.
Оборудование для электродуговой сварки - Справочник химика 21
Как присадочный материал при газовой и электродуговой сварке хромоникелевых сталей Для оборудования химической и, в частности, азотной промышленности, для конструкций без сварных соединений или допускающих закалку после сварки (после отпуска склонны к меж-кристаллитной коррозии) [c.323]
По сравнению с газовой сваркой ручная электродуговая сварка значительно повышала темп работ. Один стык той же. трубы сваривался уже за 25—30 мин. В настоящее время при сооружении газопроводов ручную дуговую электросварку применяют только при сварке неповоротных стыков (стыков труб, сваренных на трассе газопровода) и корня шва поворотных стыков (т. е. стыков, сваренных на трубосварочных базах, оборудованных вращателями для поворота труб). [c.104]Ручную электродуговую сварку применяют также и для выполнения основных прямолинейных и кольцевых швов корпусов аппаратов в случаях, когда применение автоматической сварки невозможно по конструктивным или технологическим соображениям или вследствие отсутствия требуемого оборудования для автоматической сварки под слоем флюса. [c.121]
В условиях производства монтажных работ применяют преимущественно ручную электродуговую сварку, которая считается наиболее универсальной, позволяет соединять многие изделия в разнообразных положениях и не требует сложного сварочного оборудования. [c.25]
Электродуговая сварка. При выполнении работ без демонтажа оборудования наиболее применима электродуговая сварка, позволяющая сваривать шов в любой плоскости, обеспечивающая широкую возможность подбора металла шва, близкого к основному металлу по химическому составу и механическим свойствам. Этот способ сварки не требует сложного оборудования и может выполняться в различных производственных условиях. [c.67]
ОБОРУДОВАНИЕ И МАТЕРИАЛЫ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ Оборудование для электродуговой сварки [c.344]
Все виды постоянных (систематически выполняемых) работ по электродуговой сварке и сварке в среде защитных газов, выполняемые в зданиях, должны производиться в специально отведенных вентилируемых помещениях или вентилируемых кабинетах со светонепроницаемыми стенками из несгораемых материалов, площадь и кубатура которых удовлетворяют требованиям СНиП, с учетом габаритов сварочного оборудования, свариваемых деталей и санитарных норм, определяющих допустимые концентрации вредных паров и газов. Сварка, выполняемая не систематически, а также на крупногабаритных деталях при работе нескольких сварщиков, должна производиться при ограждении мест работы светонепроницаемыми щитами пли занавесями из несгораемого материала высотой не менее 1,8 м. [c.163]
Огневые работы в производственных условиях чаще всего применяются в виде электро- и газосварки, резки, пайки, лужения, огневого разогрева и варки смолы или битума и т. п. Пожарная опасность этих работ определяется наличием открытого пламени, раскаленных огарков электродов и нагретых до высоких температур поверхностей технологического оборудования в местах обработки пламенем, а также образованием большого количества разлетающихся во все стороны искр в виде брызг (капель) расплавленного металла. Так, температура пламени при газовой сварке и бензиновой резке металлов в чистом кислороде может достигать 3000 °С, а при электродуговой сварке с использованием угольных электродов — 6000 С. Образующиеся в процессе сварки искры (частицы расплавленного метал- [c.55]
ОБОРУДОВАНИЕ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ ТРУБОПРОВОДОВ [c.213]
В атмосфере аргона или гелия производят электродуговую сварку, наплавку и резку алюминия, меди, титана, магния, вольфрама, нержавеющих сталей и т. д. Применение этих газов обеспечивает высокую производительность оборудования, устраняет потребность во флюсе, повышает прочность сварного шва и чистоту поверхности разреза. Все это достигается благодаря абсолютной инертности газов и устойчивости горения электрической дуги в их среде. [c.108]
Для различных видов электродуговой сварки в среде защитных газов разработано специальное оборудование — горелки, полуавтоматы, автоматы и источники питания. [c.176]
Б. ЭЛЕКТРОДУГОВАЯ СВАРКА 5. ОБОРУДОВАНИЕ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ [c.547]
Аппаратура и оборудование для электродуговой сварки [c.102]
Стан наружной сварки оборудован передвижным сварочным аппаратом, установленным на подвижной тележке. Трубную заготовку с помощью вращающихся люнетов устанавливают одним из швов в верхнее положение. В процессе перемещения сварочного аппарата (при неподвижной трубе) выполняется первый наружный рабочий шов методом электродуговой сварки под слоем флюса. [c.354]
Сварочное отделение производит все сварочные работы, а также восстановление деталей методами сварки, наплавки и металлизации. Отделение оснащено оборудованием для электродуговой и газовой сварки, установками для выполнения работ по наплавке и металлизации. [c.16]
Никель марки НП-2 применяют для изготовления оборудования и аппаратуры. Газовая сварка не обеспечивает необходимой прочности и пластичности металла сварных швов. Швы во время сварки насыщаются водородом и серой. В большинстве случаев применяют электродуговую ручную сварку электродами типов Н-10 и Н-37. Эти электроды не всегда обеспечивают достаточную прочность и особенно плотность сварных швов. Прочно-плотные швы получаются при автоматической и полуавтоматической сварке под флюсом и ручной сварке электродами марки Прогресс-50 . [c.155]
При электродуговой и газовой сварке трубопроводов на внутренней поверхности околошовной зоны образуются металлический грат разного размера и окалина, которые при продувке системы сжатым воздухом не удаляются. Кроме того, при гнутье трубопроводов большого диаметра в местах изгибов часто остается пригоревший песок, который можно удалить только простукиванием в месте изгиба. В процессе эксплуатации под воздействием вибрации эти загрязнения постепенно отстают и перемещаются вместе с хладагентом по системе, вызывая преждевременный износ компрессоров и оборудования. [c.152]
Электродуговая и газовая сварка на действующем газопроводе запрещена из-за опасности перегрева и прожога стенки трубы при повышении величины сварочного тока или температуры пламени горелки. Применение указанных видов сварки требует отключения и стравливания газа на участке производства работ кроме того,, требуется перевозка но трассе электросварочного агрегата или газосварочного аппарата с комплектом сварочного оборудования, что па труднопроходимых участках трассы представляет сложную задачу. [c.121]
Трубы из цветных металлов и их сплавов сваривают газовой, электродуговой и аргоно-дуговой сваркой. Газовая сварка в настоящее время вытесняется другими, более эффективными и производительными способами, однако объем ее применения при сварке трубопроводов из цветных металлов остается значительным. Это объясняется невысокой стоимостью оборудования, материалов и простотой технологического процесса, а также возможностью сварки труб с малыми толщинами стенок (0,5—2 мм), что особенно важно при сварке труб малых диаметров. [c.158]
На способы ручной электродуговой сварки однородными и аустенитными электродами с регулированием термическмх циклов конструктивных элементов нефтехимического оборудования из закаливающихся сталей типа 15Х5М разработан руководящий технический материал [26]. [c.227]
Ручная электродуговая сварка с регулированием термических циклов консфук гивных элементов нефтехимического оборудования из закаливающихся сталей типа 15Х5М. [c.291]
Удовлетворительные литейные свойства, сваривается электродуговой сваркой. Следует избегать резких переходов в сечениях отливок. Детали насосов, печное химическое оборудование Горячая обработка давлением и свариваемость удовлетворительные. Заменители сталей типа Х18Н10Т, Химическая аппаратура, трубопроводы, трубные пучки теплообмеини-ков, камеры сгорания, элементы газовых турбин. От —100 до 300" С [c.30]
На специализированных предприятиях по выпуску химического и пищевого оборудования применяется автоматическая и полуавтоматическая сварка под флюсом как наиболее экономичная, высокопроизводительная и обеспечивающая высокое качество сварного щва. Элекгрошла-ковая сварка используется для соединения деталей большой толщины Для сварки изделий с толщиной стенки до 20 мм находит применение электродуговая сварка в среде защитных газов. Для соединения деталей из тонких, листов (до 1,5 мм) применяют контактную сварку, точечную или шовную. [c.76]
Ручная электродуговая сварка алюминия и алюминиевого сплава АМцС в химическом аппаратостроении применяется ограниченно вследствие низкого качества сварных швов (главным образом пористости их), сложности расчета состава электродных покрытий и технологии изготовления электродов. Качество сварных швов во многом зависит от квалификации сварщика. Ручную электродуговую сварку используют лишь при отсутствии сварочного оборудования для аргоно-дуговой или автоматической сварки алюминия под слоем флюса. [c.145]
Охлаждающие батареи собирают и сваривают из секций заводского изготовления (ГОСТ 17645—72) на площадках для укрупнительной сборки оборудования и конструкций либо непосредственно в холодильных камерах. Во втором случае кантователь-вращатель устанавливают в непосредственной близости от места монтажа батарей с учетом удобного размещения грузоподъемных средств. Для более надежной и точной центровки труб и уголков каркаса во время сварки прерывистым швом применяют специальные центрирующие приспособления. Половину стыков по длине окружности сваривают в нижнем положении, после чего батарею поворачивают на 3,141 рад и продолжают сварку другой половины стыков. Применяют полуавтоматическую сварку в среде углекислого газа, а также ручную электродуговую. Ручную электродуговую сварку производят при силе тока 100—130А электродами типов Э-42, Э-42а или Э-46 диаметром 3 мм. [c.290]
Оборудование азотнокислых заводов. Оборудование кухонь и консервных заводов, предметы домашнего обихода Аппаратура для растворов гипохлорита натрия, дымящейся азотной и фосфорной кислот В авиации—детали самолетов, дирижаблей, поплавки гидросамолетов в архитектуре—материал для отделки зданий и художественных украшений немагнитные части аппаратуры управления судов Присадочный материал для газовой и электродуговой сварки хромонихелевой стали [c.228]
При ремонте вспомогательного оборудования холодильников (насосы, вентиляторы, мешалки и др.) наплавку изношенных мест выполняют электродуговой сваркой. Для этого ремонти- [c.188]
Для снижения негативного воздействия на состояние атмосферного воздуха следует до минимума сократить объем ручной электродуговой сварки нри монтаже оборудования, обвязочной сети трубопроводов и шлейфов. С этой целью предусмотрена поставка крановых узлов газовой обвязкп полной заводской готовности. [c.150]
Сварка электронным лучом является пока еще сравнительно новым способом, а необходимое для нее оборудование дороже, чем для электродуговой. Большая часть вакуумных соединений пока осуществляется более дешевыми способами сварки с й7-электродом в защитной среде или в за-кр ытых камерах. Недостатки электронно-лучевого способа, связанные с необходимостью использования вакуумной камеры, пытаются преодолеть путем разработки оборудования, работающего на воздухе. Однако из-за рассеяния электронов отношение глубины зоны расплавления к ее шириие в этом случае уменьшается, а рабочее расстояние ограничивается 6—12 мм. Появились сообщения об оборудовании, пригодном для высококачественной сварки стали, алюминиевых сплавов, инконеля, молибдена и меди с мощностью луча на свариваемом участке в 6,5 кВт [259, 260]. [c.251]
При монтаже технологического оборудования, металлоконструкций и трубопроводов, а также изготовлении узлов и секций трубопроводов, металлоконструкций, монтажных приспособлений и нестандартизированного оборудования в мастерских монтажных заготовок применяют следующие виды сварки ручную электродуговую, автоматическую и полуавтоматическую под флюсом, газоэлектрическую, сварку порошковой проволокой и газовую ацетилено-кис-лородную (табл. VI—24—VI—48). [c.209]
chem21.info
Изучение оборудования для электродуговой сварки.
Количество просмотров публикации Изучение оборудования для электродуговой сварки. - 254
При дуговой электросварке применяются следующие источники питания дуги: сварочные генераторы постоянного тока, сварочные выпрямители и сварочные трансформаторы. Все источники сварочного тока должны обеспечивать возможность короткого замыкания, надежность зажигания и горения дуги, регулирование силы тока. При сварке на постоянном токе дуга отличается устойчивостью, возможна сварка высоколегированных сталей, цветных металлов и сплавов, сталей малых толщин.
На рис.1 показана принципиальная электрическая схема распространенного сварочного преобразователя постоянного тока ПС-500. Такие преобразователи имеют две обмотки – намагничивающую (возбуждения) Фн и размагничивающую Фр , включенную в сварочную цепь. При сварке размагничивающая обмотка создает магнитный поток, обратный потоку, создаваемому намагничивающей обмоткой, и в связи с этим результирующий магнитный поток уменьшается. С уменьшением сопротивления сварочной электрической цепи (при уменьшении длины дуги) отношения напряжения к сопротивлению остается практически неизменным. Τᴀᴋᴎᴍ ᴏϬᴩᴀᴈᴏᴍ, сила тока при колебаниях длины дуги и коротких замыканиях (замыкание дуги, переход капли металла с электрода в шов) практически изменяются мало.
Сила сварочного тока регулируется реостатом R, включенным в цепь намагничивающей обмотки (обмотки возбуждения). Силу сварочного тока регулируют (грубо) секционированием размагничивающей обмотки.
Рис. 1. Электрическая cxeма Рис. 2. Схема сварочного трансформатора ТД-303
сварочного преобразователя ПС-500. (ТД-504): 1— стержень сердечника; 2 — первичная
обмотка; 3 — вторичная обмотка
Питание сварочной дуги постоянным током возможно от сварочных выпрямителей, которые собраны из полупроводников рис. 3 (селеновых или кремниевых диодов).
Сварочные трансформаторы ТД-303 и ТД-504, принципиальная схема которых изображена на рис. 2. (номинальные сварочные токи 300 и 500 А) имеют одинаковые устройство и отличаются размерами и мощностью. Οʜᴎ относятся к сварочным трансформаторам с увеличенным магнитным рассеиванием. Силу сварочного тока регулируют изменением расстояния h между первичной и вторичной обмоткой. При увеличении расстояния h магнитный поток рассеивается ᴛ.ᴇ. не полностью идет по стержню 1, ЭДС самоиндукции и индуктивное сопротивление увеличивается и соответственно уменьшается ток в сварочной цепи. С увеличением сварочного тока (к примеру при замыкании) магнитный поток рассеивания возрастает и во вторичной обмотке трансформатора увеличиваются ЭДС самоиндукции и индуктивное сопротивление, что создает резкое падение напряжения (крутопадающую внешнюю характеристику источника питания).
Рис. 3. Принципиальная электрическая
схема сварочного выпрямителя ВСС-300-3
Важно заметить, что для сварки конструкционных сталей применяют электроды, изготовленные из проволоки длиной от 225 до 450 мм и диаметром от 1,6 до 12 мм (ГОСТ 9466-75). Наиболее часто используют электроды длиной 350,400, 450 мм и диаметром 3,4 и 5 мм. Важным параметром электродуговой сварки является сила сварочного тока. При недостаточной силе сварочного тока шов получается тонким с непроварами, при избыточной силе сварочного тока возникают подрезы, прожоги, ухудшается структура металла. В данной работесила рабочего тока Iсв для ручной электродуговой сварки стали в нижнем положении ориентировочно определится по формуле академика К.К. Хренова
Iсв = (20 + 6 dэ) dэ, где –dэ – диаметр металлического электрода мм.
referatwork.ru
Оборудование для электросварки
Электродуговая сварка изобретена была в 1882 году, и с тех пор оборудование для неё постоянно совершенствуется. Разобраться в предлагаемом оборудовании, а его сейчас очень много, довольно сложно. Данная статья призвана помочь выбрать то, что вам действительно нужно.
 Классификация оборудования
Классификация оборудования
Оборудование, как и сама электродуговая сварка, подразделяется:
— для ручной сварки
— для полуавтоматической сварки в среде защитного газа с подачей сварочной проволоки
— для автоматической сварки под слоем флюса или в среде защитного газа
— для точечной сварки.
Традиционно, очень высоким спросом пользуется оборудование для ручной и полуавтоматической сварки. Однако и оборудование для точечной сварки, в настоящее время, находит все больше потребителей. Покупают его, в основном, для кузовных работ в автомастерских. Ручной сваркой варить тонкий металл автомобиля проблематично, полуавтоматом сваривают, как правило, встык, но если нужно соединить внахлест, то быстрее и дешевле чем точная сварка, придумать сложно.
Оборудование для электросварки должно удерживать сварочный ток, вне зависимости длины дуги в данный момент времени. Для этого служат источники питания. Самым простым источником считается сварочный трансформатор. Такой трансформатор уменьшает напряжение получаемое от сети, увеличивая ток при этом, что как раз и необходимо для сварочных работ. Если он не оснащен выпрямителем, то годится только для сварки переменным током, что сильно ограничивает применение специальных электродов. Эти трансформаторы довольно дешевы, по этой причине широко применяются для всевозможных бытовых работ и мелкого бизнеса. Бывают они как однофазные, так и трехфазные.
Тиристорные источники питания как оборудование для электродуговой сварки применяются, примерно, с 1970 года. В такой источник входит трехфазный силовой трансформатор и тиристорный фазорегулятор. Данное оборудование предназначено для сварки переменным током. Синусоидальный ток преобразуется в знакопеременные импульсы, Длительность и интенсивность этих импульсов, регулируется тиристорами. Применяется для контактной (точечной) и шлаковой сварки. Для дуговой сварки не подходит, потому, что есть вероятность гашения дуги во время паузы между импульсами.
Инверторные источники питания предназначены для работы на постах сварки постоянным током. Имеют довольно внушительные размеры и соответствующий вес. Такой источник включает в себя трехфазный сварочный трансформатор, тиристорный выпрямитель (не путать с тиристорным фазорегулятором), дроссель для сглаживания пульсации, датчик тока и схему управления. Благодаря обратной связи, инверторные источники способны поддерживать ток в дуге постоянным.
Существует и множество других источников, в данной статье не возможно описать все их многообразие.
Перечень оборудования для сварки
Оборудование для сварки, в первую очередь, подразделяется по первичному источнику питания: от бытовой сети или промышленной. Промышленной, до недавнего времени, считалось трехфазное питание. Хотя в последнее время и в квартиры стали проводить 3 фазы, не говоря уже про гаражи и мастерские.

Оборудование для бытового использования, то есть питаемое от сети переменного тока 220В, в магазинах продается в большом количестве. Предлагаются сварочные выпрямители серии «ДУГА 318» различных модификаций. Сварочные трансформаторы представлены сериями «Русич» и «ТДМЭ-165». Инверторы, работающие от сети 220В, представлены сериями «ВМ», с различными номерами: 140, 160, и «ВМЕ» 120, 140 и 160.
Оборудование промышленного назначения. Сварочные трансформаторы серии «ТДМ», с номерами 252, 303, 305, 403, 405, 503, 505, 602. Сварочные выпрямители однопостовые «ВДМ» с номером 1202, 1601 и 6303, а так же двухпостовые «ВДМ-2х313» с которого могут работать сразу два сварщика. Список инверторов очень большой, это и серии ВМ, ВМЕ, и серии TOP DC Inverter, с номерами 3200 и 4000, а так же Форсаж, Genesis, GYSMI, POWER MAN, ВД, PUMA.
Каждый покупатель, независимо от того, частное это лицо или организация обязан знать, как заземляется сварочное оборудование. Это необходимо для безопасной работы сварщика и людей его окружающих. В каждой инструкции к оборудованию это досконально расписано. Но, если в промышленном предприятии с этим не возникает проблем, потому что, обычно, предприятие имеет заземляющий контур, то в бытовых условиях это может вызвать определенные трудности. В современных бытовых проводках есть специальных заземляющий провод, его и используют для этих целей.
Если проводка старая и его нет, в обязательном порядке используют дополнительное заземление устраиваемое самостоятельно. Если заземлить не получается, то работать без устройств защитного отключения запрещено. В большинстве выпускаемых агрегатов, такие устройства предусмотрены в конструкции этих агрегатов.
Выводы
На сегодняшний день выбор электрооборудования для электросварных работ в продаже вполне достаточно. Главное иметь желание и средства к реализации намеченных целей. Прежде чем купить сварочный аппарат, проконсультируйтесь со специалистами.
Оцените пожалуйста статью:
Еще материалы по теме:
 16.05.2014 Сварочные клещи своими руками Очень популярной считается точечная сварка, с которой работают на изделиях больших размеров, но передвигать огромные машины для работы неудобно, не практично. Поэтому существуют […]
16.05.2014 Сварочные клещи своими руками Очень популярной считается точечная сварка, с которой работают на изделиях больших размеров, но передвигать огромные машины для работы неудобно, не практично. Поэтому существуют […] 14.07.2014 Сварочное оборудование и материалы Сварка относится к технологиям, которые определили технический прогресс. Без сварки многие вещи в нашем мире выглядели бы иначе или просто бы отсутствовали. Сварка позволяет получить […]
14.07.2014 Сварочное оборудование и материалы Сварка относится к технологиям, которые определили технический прогресс. Без сварки многие вещи в нашем мире выглядели бы иначе или просто бы отсутствовали. Сварка позволяет получить […] 25.03.2015 Применение сварочных электродов в строительстве При проведении строительных работ любой сложности в большинстве случаев широко применяются сварочные работы. С применением сварки выполняется строительство домов различной этажности, […]
25.03.2015 Применение сварочных электродов в строительстве При проведении строительных работ любой сложности в большинстве случаев широко применяются сварочные работы. С применением сварки выполняется строительство домов различной этажности, […] 25.04.2014 Делаем сварочный стол своими руками Если у вас появилось желание начать самостоятельно осваивать сварочное мастерство, то здесь в самую первую очередь необходимо обратить внимание на свое рабочее место, которое должно быть […]
25.04.2014 Делаем сварочный стол своими руками Если у вас появилось желание начать самостоятельно осваивать сварочное мастерство, то здесь в самую первую очередь необходимо обратить внимание на свое рабочее место, которое должно быть […]
svarkahome.com