







ручная дуговая сварка плавящимся покрытым электродом. Что такое дуговая сварка плавящимся электродом
Ручная дуговая сварка плавящимся электродом
Рабочее место сварщика со всеми необходимыми приспособлениями и подводом сварочного тока называется сварочным постом. Изделия небольших размеров укладывают для сварки на сварочный стол высотой 500-700 мм, рабочей поверхностью которого служит стальная или чугунная плита. Очень часто организуется передвижное рабочее место сварщика, огражденное переносными щитами. Это практикуется при сварке изделий больших размеров в заводских условиях, а так же в условиях строительно-монтажных и ремонтных площадок.
Основным рабочим инструментом сварщика является держатель электродов, от которого в значительной мере зависит удобство работы. Держатель должен прочно удерживать электрод, обеспечивать надежный контакт и допускать быструю и удобную смену электродов без прикосновения к токоведущим и нагретым металлическим частям держателя. Держатель должен иметь минимальный вес и удобный захват. Ток к держателю подводится гибкими проводами, не стесняющими движения руки сварщика.
Спецодежда сварщика: брезентовый комбинезон, брезентовые рукавицы, голову защищает специальная шапка. Лицо сварщика защищается щитком со смотровым окошком со специальным цветным стеклом. Снаружи цветное стекло защищается бесцветным сменным стеклом, воспринимающим брызги металла.
Для очистки металла сварщик пользуется щетками из стальной проволоки, зубилами и специальными молоточками для отбивания шлака. Для проверки размеров шва и подготовки кромок сварщик пользуется калибрами и шаблонами. Для замера сварочного тока каждый сварочный пост должен иметь амперметр, расположенный удобно для сварщика.
Зажигание дуги.В начальный момент воздух между концом электрода и основным металлом не ионизирован и не проводит электрического тока. Зажигание дуги может быть осуществлено двумя приемами. Первый - можно повышать напряжение между электродом и изделием, пока не произойдет пробой газового промежутка (требуется примерно 1000В на 1 мм.). В этом случае для зажигания используется вспомогательный ток высокого напряжения и высокой частоты. Второй- при ручной электродуговой сварке, обычно дуга зажигается предварительным замыканием электрода на изделие (замыкается накоротко сварочная цепь, в которой возникает ток замыкания). Одновременно при замыкании происходит разогрев и оплавление металла в точках соприкосновения электрода с изделием.
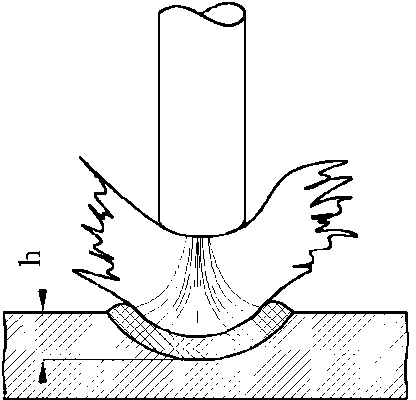 |
Рисунок 6.6.а - Кратер
В установившейся сварочной дуге конец электродного стержня и поверхность изделия расплавлены, так что дуга горит между жидкими электродами. Столб дуги имеет обычно коническую или сферическую форму, расширенную от электродного стержня к изделию (рисунок 6.6.а). Пламя имеет значительные размеры и содержит главным образом пары материалов электродов, реагирующие с окружающим атмосферным воздухом. Поверхность жидкой ванны на изделии из-за так называемого дутья дуги вдавливается. Образующееся углубление или ямка в жидком металле называется кратером. Длина дуги в нормальных условиях сварки должна быть малой, обычно она равняется или меньше диаметра применяемого электрода. Действием дуги металл расплавляется на глубину, называемую глубиной расплавления, или глубиной провара.
Плавление и перенос металла.В процессе сварки происходят потери жидкого металла вследствие его окисления воздухом и через шлак, а также вследствие испарения и разбрызгивания за пределы ванны. Все эти процессы создают так называемые потери металла на угар и разбрызгивание. Приращение массы изделия в результате сварки, или вес наплавки, равняется весу расплавленного электродного металла за исключением потери на угар и разбрызгивание.
Основная часть электродного металла переходит на изделие в форме капель, причем наблюдаются две формы переноса: крупнокапельная и мелкокапельная или струйная. При крупнокапельном переносе на конце электрода образуется капля жидкого металла, которая быстро увеличивается, затем быстро движется вперед, вытягиваясь по направлению к изделию. При этом происходит или полное замыкание дугового промежутка мостиком жидкого металла, или заметное его укорочение. Затем мостик жидкого металла разрывается так, что большая часть металла остается на изделии, меньшая - на электроде, и дуга приобретает нормальную длину. Процесс повторяется с довольно правильной периодичностью и сопровождается переносом на изделие 20-50 капель в секунду, приблизительно одинакового размера.
Наряду с переносом более или менее крупных капель происходит также перенос очень мелко раздробленного расплавленного жидкого металла – мелкокапельный или струйный перенос.
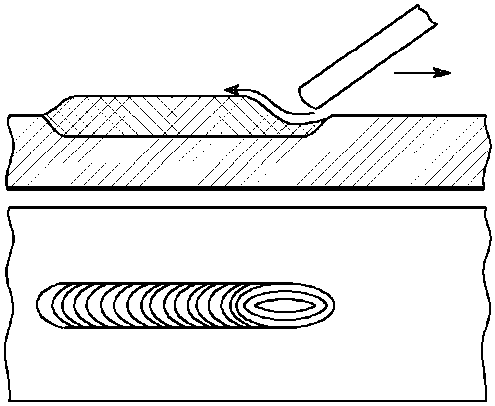 |
Рисунок 6.6.б - Перенос металла
Металл электрода, попадая в ванну, перемешивается с основным металлом, образуя металл шва. Дутье газов дуги оказывает механическое давление на металл шва и отбрасывает его со дна на поверхность (рисунок 6.6.б). Отбрасывание происходит пульсациями, что придает поверхности наплавленного металла чешуйчатость. Крупнокапельный перенос дает грубую и крупную чешуйчатость, а мелкокапельный - более гладкую и почти не заметную чешуйчатость шва.
Сварка и наплавка металла на изделие возможна как в нижнем положении, когда поверхность изделия горизонтальна и перенос металла с электрода на изделие происходит сверху вниз в направлении действия силы тяжести, так и в вертикальном или в потолочном положении. При потолочном положении сварки расплавленный металл должен переноситься с электрода в ванну снизу вверх против направления действия силы тяжести. Возможность вертикальной и в особенности потолочной сварки доказывает, что процесс переноса металла в сварочной дуге не является простым падением капель под действием силы тяжести. Перенос металла всегда происходит от изделий малых размеров к большим.
Нагрев металла дугой.Интенсивность нагрева металла дугой определяется в первую очередь мощностью дуги. Она зависит и от ряда других факторов, таких, как род и полярность тока, материал электрода, расположение дуги по отношению к металлу и др. Не вся мощность дуги используется для нагрева металла, неизбежны потери мощности на излучение, теплообмен с окружающей средой, потери вместе с испаряющимся и разбрызгиваемым металлом, на нагрев шлаков и т. д.
Электрод прогревается по всему объему, в основном, за счет проходящего по электроду тока.
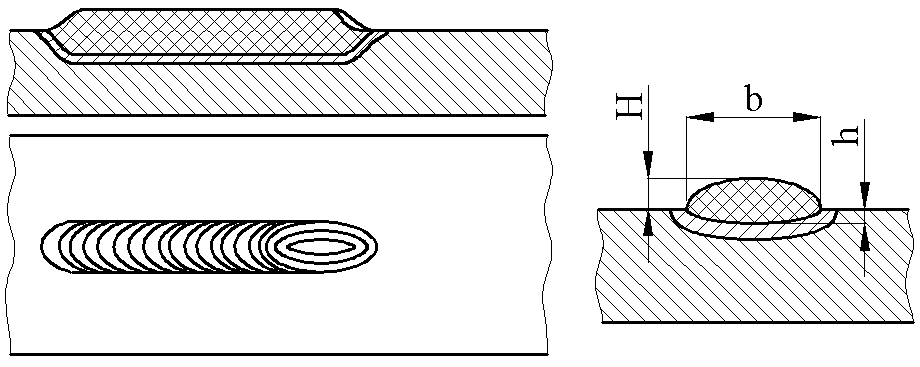 |
Наплавленный металл.При перемещении дуги по линии образуется валик. Сечение валика характеризуется глубиной расплавления “h” высотой валика “H”, шириной валика “В” и площадью поперечного сечения. Отношения b/Н и b/h - важные характеристики сечения (рисунок 6.7), которые меняются в пределах 2 - 8.
Рисунок 6.7 -Наплавление металла
Вследствие быстроты охлаждения наплавленный металл бывает засорен неметаллическими включениями и газом. Вследствие значительного перегрева металл теряет легко испаряющиеся и окисляющиеся составные части: марганец, углерод и кремний. Вредные примеси (фосфор и сера) практически не выгорают. Металл окисляется и азотируется атмосферным воздухом. Улучшение состава наплавленного металла достигается введением присадок в состав обмазки электродов.
К наплавленному металлу прилегает переходная зона, лежащая между наплавленным металлом и неизмененным основным металлом. Эта зона называется зоной термического влияния. В зоне находится не расплавившийся основной металл, сохранивший свой химический состав, но изменивший свою структуру и механические свойства вследствие термической обработки. Для некоторых сталей свойства металла в зоне нормализации могут быть лучше свойств основного металла, т.е. зона улучшения металла. Для термообрабатываемых сталей, характерным является изменение твердости в зоне влияния соответственно снижение пластичности.
При нарушениях процесса сварки могут возникать различные дефекты валика.
Непровар - образуется при отсутствии сплавления расплавленного и основного металла возникает при неправильном процессе сварки, недостаточном токе, большой скорости движения электрода и т.д.
Подрез - углубление, возникает от неправильного процесса сварки или чрезмерной силы тока.
Трещины - причины их образования - повышенное содержание серы, фосфора и особенно углерода, а также большой сварочный ток и объем жидкой ванны.
Включения - это окислы, шлаки и газовые пузырьки не успевшие всплыть на поверхность, зависит в основном от скорости затвердевания жидкой ванны.
Похожие статьи:
poznayka.org
дуговая сварка неплавящимся электродом - это... Что такое дуговая сварка неплавящимся электродом?
- soudage TIG
- soudage à l’arc avec electrode non consumable
- soudage à l'arc avec électrode réfractaire soudage à l'arc sans fusion d'électrode
дуговая сварка неплавящимся электродомДуговая сварка, выполняемая не расплавляющимся при сварке электродомсварка неплавящимся электродом.[ГОСТ 2601-84][Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
Тематики
- сварка, резка, пайка
EN
- non-consumable electrode arc welding
- TIG-welding
DE
- Lichtbogenschweißen mit nichtschmelzender Elektrodě
- Schweißen mit nichtabschmelzender Elektrode
FR
- soudage TIG
- soudage à l'arc avec électrode réfractaire soudage à l'arc sans fusion d'électrode
- soudage à l’arc avec electrode non consumable
Русско-французский словарь нормативно-технической терминологии. academic.ru. 2015.
- дуговая сварка в углекислом газе
- дуговая сварка плавящимся электродом
Смотреть что такое "дуговая сварка неплавящимся электродом" в других словарях:
дуговая сварка неплавящимся электродом — Дуговая сварка, выполняемая не расплавляющимся при сварке электродом сварка неплавящимся электродом. [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка, резка, пайка EN non consumable… … Справочник технического переводчика
Дуговая сварка неплавящимся электродом — Сварка плавящимся электродом 9. Дуговая сварка неплавящимся электродом Дуговая сварка, выполняемая нерасплавляющимся при сварке электродом Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
дуговая сварка вольфрамовым электродом в среде защитного газа — Процесс дуговой сварки, при котором металл соединяется нагревом и расплавлением его дугой между неплавящимся вольфрамовым электродом и заготовкой. Защитная атмосфера получена за счет внешней подачи газа или газовой смеси. Давление может… … Справочник технического переводчика
Дуговая сварка вольфрамовым электродом в среде защитного газа — Gas tungsten arc welding (GTAW) Дуговая сварка вольфрамовым электродом в среде защитного газа. Процесс дуговой сварки, при котором металл соединяется нагревом и расплавлением его дугой между неплавящимся вольфрамовым электродом и заготовкой.… … Словарь металлургических терминов
Сварка дуговая неплавящимся электродом — – дуговая сварка, выполняемая нерасплавляющимся при сварке электродом. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
СВАРКА ДУГОВАЯ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ — [Non consumable electrode arc welding; TIG welding] дуговая сварка, выполняемая нерасплавляющимся при сварке электродом … Металлургический словарь
дуговая сварка — 2.6 дуговая сварка: Сварка плавлением, при которой необходимую температуру плавления получают посредством электрической дуги. Источник … Словарь-справочник терминов нормативно-технической документации
Дуговая сварка в защитном газе — Сварка под флюсом 11. Дуговая сварка в защитном газе Дуговая сварка, при которой дуга и расплавляемый металл, а в некоторых случаях, и остывающий шов, находятся в защитном газе, подаваемом в зону сварки с помощью специальных устройств Источник:… … Словарь-справочник терминов нормативно-технической документации
Дуговая сварка под флюсом — Сварка неплавящимся электродом 10. Дуговая сварка под флюсом Дуговая сварка, при которой дуга горит под слоем сварочного флюса Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Дуговая сварка — процесс, при котором теплота, необходимая для нагрева и плавления металла, получается за счёт электрической дуги, возникающей между свариваемым металлом и электродом. Под действием теплоты электрической дуги кромки свариваемых деталей и… … Википедия
ДУГОВАЯ СВАРКА — (электродуговая сварка), сварка плавлением, при которой детали в месте соединения нагреваются электрической дугой. Дуговой разряд возбуждается в основном между свариваемым металлом и плавящимся или неплавящимся электродом (стержень, пластина или… … Современная энциклопедия
Сварка дуговая неплавящимся электродом - это... Что такое Сварка дуговая неплавящимся электродом?
СВАРКА ДУГОВАЯ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ — [Non consumable electrode arc welding; TIG welding] дуговая сварка, выполняемая нерасплавляющимся при сварке электродом … Металлургический словарь
дуговая сварка неплавящимся электродом — Дуговая сварка, выполняемая не расплавляющимся при сварке электродом сварка неплавящимся электродом. [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка, резка, пайка EN non consumable… … Справочник технического переводчика
Дуговая сварка неплавящимся электродом — Сварка плавящимся электродом 9. Дуговая сварка неплавящимся электродом Дуговая сварка, выполняемая нерасплавляющимся при сварке электродом Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
дуговая сварка в защитном газе неплавящимся электродом — 4.2.4.20 дуговая сварка в защитном газе неплавящимся электродом (14): Сварка в защитном газе неплавящимся, например, вольфрамовым электродом. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки… … Словарь-справочник терминов нормативно-технической документации
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
Дуговая сварка в защитном газе — Сварка под флюсом 11. Дуговая сварка в защитном газе Дуговая сварка, при которой дуга и расплавляемый металл, а в некоторых случаях, и остывающий шов, находятся в защитном газе, подаваемом в зону сварки с помощью специальных устройств Источник:… … Словарь-справочник терминов нормативно-технической документации
Дуговая сварка под флюсом — Сварка неплавящимся электродом 10. Дуговая сварка под флюсом Дуговая сварка, при которой дуга горит под слоем сварочного флюса Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Дуговая сварка — процесс, при котором теплота, необходимая для нагрева и плавления металла, получается за счёт электрической дуги, возникающей между свариваемым металлом и электродом. Под действием теплоты электрической дуги кромки свариваемых деталей и… … Википедия
Сварка трубопроводов — (a. welding of pipelines; н. Rohrleitungsschweiβen; ф. soudage des tuyauteries; и. soldadura de tuberias) технол. процесс получения неразъёмных соединений труб и деталей трубопровода нагреванием и (или) пластическим деформированием.… … Геологическая энциклопедия
ДУГОВАЯ СВАРКА — (электродуговая сварка), сварка плавлением, при которой детали в месте соединения нагреваются электрической дугой. Дуговой разряд возбуждается в основном между свариваемым металлом и плавящимся или неплавящимся электродом (стержень, пластина или… … Современная энциклопедия
construction_materials.academic.ru
Плавящийся электрод для дуговой сварки
Плавящийся электрод для дуговой сварки – металлический электрод, включаемый в цепь сварочного тока для подвода его к сварочной дуге, расплавляющийся при сварке и служащий присадочным металлом.
[ГОСТ 2601-84]
Плавящийся электрод для дуговой сварки – металлический электрод, включаемый в цепь сварочного тока для подвода его к сварочной дуге, расплавляющийся при сварке и служащий присадочным металлом.
[ГОСТ 2601-84]
Рубрики термина: Сварка, Сварка
Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника, Автотранспорт, Акустические материалы, Акустические свойства, Арки, Арматура, Арматурное оборудование, Архитектура, Асбест, Аспирация, Асфальт, Балки, Без рубрики, Бетон, Бетонные и железобетонные, Блоки, Блоки оконные и дверные, Бревно, Брус, Ванты, Вентиляция, Весовое оборудование, Виброзащита, Вибротехника, Виды арматуры, Виды бетона, Виды вибрации, Виды испарений, Виды испытаний, Виды камней, Виды кирпича, Виды кладки, Виды контроля, Виды коррозии, Виды нагрузок на материалы, Виды полов, Виды стекла, Виды цемента, Водонапорное оборудование, Водоснабжение, вода, Вяжущие вещества, Герметики, Гидроизоляционное оборудование, Гидроизоляционные материалы, Гипс, Горное оборудование, Горные породы, Горючесть материалов, Гравий, Грузоподъемные механизмы, Грунтовки, ДВП, Деревообрабатывающее оборудование, Деревообработка, ДЕФЕКТЫ, Дефекты керамики, Дефекты краски, Дефекты стекла, Дефекты структуры бетона, Дефекты, деревообработка, Деформации материалов, Добавки, Добавки в бетон, Добавки к цементу, Дозаторы, Древесина, ДСП, ЖД транспорт, Заводы, Заводы, производства, цеха, Замазки, Заполнители для бетона, Защита бетона, Защита древесины, Защита от коррозии, Звукопоглащающий материал, Золы, Известь, Изделия деревянные, Изделия из стекла, Инструменты, Инструменты геодезия, Испытания бетона, Испытательное оборудование, Качество цемента, Качество, контроль, Керамика, Керамика и огнеупоры, Клеи, Клинкер, Колодцы, Колонны, Компрессорное оборудование, Конвеера, Конструкции ЖБИ, Конструкции металлические, Конструкции прочие, Коррозия материалов, Крановое оборудование, Краски, Лаки, Легкие бетоны, Легкие наполнители для бетона, Лестницы, Лотки, Мастики, Мельницы, Минералы, Монтажное оборудование, Мосты, Напыления, Обжиговое оборудование, Обои, Оборудование, Оборудование для производства бетона, Оборудование для производства вяжущие, Оборудование для производства керамики, Оборудование для производства стекла, Оборудование для производства цемента, Общие, Общие термины, Общие термины, бетон, Общие термины, деревообработка, Общие термины, оборудование, Общие, заводы, Общие, заполнители, Общие, качество, Общие, коррозия, Общие, краски, Общие, стекло, Огнезащита материалов, Огнеупоры, Опалубка, Освещение, Отделочные материалы, Отклонения при испытаниях, Отходы, Отходы производства, Панели, Паркет, Перемычки, Песок, Пигменты, Пиломатериал, Питатели, Пластификаторы для бетона, Пластифицирующие добавки, Плиты, Покрытия, Полимерное оборудование, Полимеры, Половое покрытие, Полы, Прессовое оборудование, Приборы, Приспособления, Прогоны, Проектирование, Производства, Противоморозные добавки, Противопожарное оборудование, Прочие, Прочие, бетон, Прочие, замазки, Прочие, краски, Прочие, оборудование, Разновидности древесины, Разрушения материалов, Раствор, Ригеля, Сваи, Сваизабивное оборудование, Сварка, Сварочное оборудование, Свойства, Свойства бетона, Свойства вяжущих веществ, Свойства горной породы, Свойства камней, Свойства материалов, Свойства цемента, Сейсмика, Склады, Скобяные изделия, Смеси сухие, Смолы, Стекло, Строительная химия, Строительные материалы, Суперпластификаторы, Сушильное оборудование, Сушка, Сушка, деревообработка, Сырье, Теория и расчет конструкций, Тепловое оборудование, Тепловые свойства материалов, Теплоизоляционные материалы, Теплоизоляционные свойства материалов, Термовлажносная обработка бетона, Техника безопасности, Технологии, Технологии бетонирования, Технологии керамики, Трубы, Фанера, Фермы, Фибра, Фундаменты, Фурнитура, Цемент, Цеха, Шлаки, Шлифовальное оборудование, Шпаклевки, Шпон, Штукатурное оборудование, Шум, Щебень, Экономика, Эмали, Эмульсии, Энергетическое оборудование
Источник: Энциклопедия терминов, определений и пояснений строительных материалов
Энциклопедия терминов, определений и пояснений строительных материалов. - Калининград. Под редакцией Ложкина В.П.. 2015-2016.
construction_materials.academic.ru
дуговая сварка плавящимся электродом без газовой защиты
4.2.4.3 дуговая сварка плавящимся электродом без газовой защиты (11): Дуговая сварка, осуществляемая без введения в зону дуги извне защитного газа.
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- Дуговая сварка плавящимся электродом
- Дуговая сварка по флюсу
Смотреть что такое "дуговая сварка плавящимся электродом без газовой защиты" в других словарях:
Дуговая сварка плавящимся электродом — 8. Дуговая сварка плавящимся электродом Дуговая сварка, выполняемая электродом, который, расплавляясь при сварке, служит присадочным металлом Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
дуговая сварка — 2.6 дуговая сварка: Сварка плавлением, при которой необходимую температуру плавления получают посредством электрической дуги. Источник … Словарь-справочник терминов нормативно-технической документации
Дуговая сварка — процесс, при котором теплота, необходимая для нагрева и плавления металла, получается за счёт электрической дуги, возникающей между свариваемым металлом и электродом. Под действием теплоты электрической дуги кромки свариваемых деталей и… … Википедия
Электрическая дуговая сварка — Электродуговая ручная сварка покрытым электродом Электросварка один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу. Температура электрической дуги … Википедия
Сварка — Сварщик за работой Сварка это технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или … Википедия
Сварка трубопроводов — (a. welding of pipelines; н. Rohrleitungsschweiβen; ф. soudage des tuyauteries; и. soldadura de tuberias) технол. процесс получения неразъёмных соединений труб и деталей трубопровода нагреванием и (или) пластическим деформированием.… … Геологическая энциклопедия
Сварка — технологический процесс соединения твёрдых материалов в результате действия межатомных сил, которое происходит при местном сплавлении или совместном пластическом деформировании свариваемых частей. С. получают изделия из металла и… … Большая советская энциклопедия
Сварка — 1. Сварка Получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ИСО 857-1-2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения — Терминология ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения оригинал документа: 6.4 автоматическая сварка: Сварка, при которой все операции механизированы (см. таблицу 1).… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
normative_reference_dictionary.academic.ru
ручная дуговая сварка плавящимся покрытым электродом
4.2.4.4 ручная дуговая сварка плавящимся покрытым электродом (111): Дуговая сварка плавящимся электродом, выполняемая вручную с использованием покрытого электрода (см. рисунок 37).

1 - заготовка; 2 - сварной шов; 3 - шлак; 4 - дуга;
Рисунок 37 - Ручная дуговая сварка плавящимся покрытым электродом
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- Ручная дуговая сварка
- ручная кладь
Смотреть что такое "ручная дуговая сварка плавящимся покрытым электродом" в других словарях:
Ручная дуговая сварка — 16. Ручная дуговая сварка Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Электрическая дуговая сварка — Электродуговая ручная сварка покрытым электродом Электросварка один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу. Температура электрической дуги … Википедия
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
Сварка — технологический процесс соединения твёрдых материалов в результате действия межатомных сил, которое происходит при местном сплавлении или совместном пластическом деформировании свариваемых частей. С. получают изделия из металла и… … Большая советская энциклопедия
ГОСТ Р ИСО 857-1-2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения — Терминология ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения оригинал документа: 6.4 автоматическая сварка: Сварка, при которой все операции механизированы (см. таблицу 1).… … Словарь-справочник терминов нормативно-технической документации
normative_reference_dictionary.academic.ru
дуговая сварка в инертном газе плавящимся электродом
4.2.4.14 дуговая сварка в инертном газе плавящимся электродом (131): Дуговая сварка в защитном газе плавящимся электродом, при которой в качестве защитного газа используют инертный газ, например аргон или гелий.
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- дуговая сварка в инертном газе вольфрамовым электродом
- дуговая сварка в инертном газе порошковой проволокой
Смотреть что такое "дуговая сварка в инертном газе плавящимся электродом" в других словарях:
дуговая сварка в инертном газе порошковой проволокой — 4.2.4.17 дуговая сварка в инертном газе порошковой проволокой (137): Дуговая сварка в инертном газе плавящимся электродом, при которой в качестве электрода используют порошковую проволоку. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные… … Словарь-справочник терминов нормативно-технической документации
дуговая сварка — 2.6 дуговая сварка: Сварка плавлением, при которой необходимую температуру плавления получают посредством электрической дуги. Источник … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ИСО 857-1-2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения — Терминология ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения оригинал документа: 6.4 автоматическая сварка: Сварка, при которой все операции механизированы (см. таблицу 1).… … Словарь-справочник терминов нормативно-технической документации
полностью механизированная сварка — 3.3 полностью механизированная сварка: Сварка, при которой все основные операции (исключая манипулирование свариваемым изделием) выполняются автоматически, но возможна ручная регулировка параметров во время сварки. Источник … Словарь-справочник терминов нормативно-технической документации
плазменная сварка — 4.2.4.22 плазменная сварка (15): Дуговая сварка, при которой нагрев осуществляется сжатой дугой. Примечание Защиту можно создавать дополнительным газом. Может использоваться присадочный металл. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и… … Словарь-справочник терминов нормативно-технической документации
normative_reference_dictionary.academic.ru





