Как правильно варить сваркой электродами. Как правильно варить электродом
Как правильно варить сваркой электродами
Несколько десятков лет назад не было такого, чтобы люди сами могли выбирать, каким способом варить металл. Было один-два способа. Нынче же, в эпоху технологического прогресса и требований к качеству материалов существует множество способов сваривания металла. Самым оптимальным и эффективным из них является сварка дуговым аппаратом. Им пользуются наибольшее количество людей, поэтому это способ наиболее популярен.
Принцип работы аппарата дуговой сварки
Преимущество дуговой сварки – температура дуги, которая достигает более 5 тыс. градусов. Она гарантирует сваривание абсолютно любых материалов, так как может расплавить даже самый крепкий материал. Зона максимально высокой температуры сосредотачивается в дуговом разряде. Направление дуги можно менять на прямую дугу, и косвенно действующую.
Рассмотрим разницу между дугой прямого действия и косвенного. Огонь между сварочными металлами и электродом характеризует сварку с дугой прямого действия. Косвенная дуга начинает гореть между самими электродами. В этом случае, металлы для сплавки не обрабатываются сварочным током.
Зажечь дугу можно только тогда, когда сквозь основу электрода протекает ток, а конец электрода соприкасается с металлом. После, дуга начинает гореть между металлом, который расплавляется в процессе и, основанием электрода. Впоследствии этой дуги, температура мгновенно повышается, и металл начинает плавиться. Одновременно с расплавкой металла, плавиться и электрод.
Расплавленный металл имеет небольшую впадину и образует сварочную ванну.
Там он продолжает плавиться вместе с покрытием выбранного электрода. Когда расплавляется электрод, вокруг ванны образуется некий газовый слой, который защищает, шлаковую ванну. Если бы на электроды не наносили специально предназначенную обмазку, расплавленный металл не защищался бы шлаком. Когда, по каким-то причинам, в процессе проварки не нужен шлаковый защитный газ, можно это предусмотреть и выбрать электроды, которые не обработаны минеральными частицами и разными ферросплавами. Именно эти покрытия электрода, при плавлении, дадут нужную газовую защиту от внешней среды.
Сварочная дуга не стоит на месте, а продвигается по мере провара. Смещение дуги вызывает охлаждение проваренного места и отвердевание его. После того, как он охладится, станет видно сварочный шов, имеющий маленький налет шлака, который напоминает корку.
Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
На сегодняшний день существует огромное количество разных материалов, требований к их проварке в труднодоступных местах, поэтому требования к сварочному аппарату очень серьезные. Это отразилось на количестве разных аппаратов для сварки, которые уже можно поделить по типу источника переменного или постоянного тока на три основных вида.
Сварочные трансформаторы
Это наиболее простое решение, для получения нужного тока. Принцип его работы – понизить сетевое напряжение, до оптимального, для работы сварочного аппарата, с чем и должна справляться его главная деталь – трансформатор. Получить на выходе постоянный ток невозможно с использованием трансформатора, так как он может позволить выдать только переменный. В работе довольно часто нужно регулировать силу выделяемого тока, про что не забыли изготовители, оснастив аппарат так, что передвигая первичную и вторичную обмотку, меняется сила тока. Хотя, кроме этого способа, существуют и несколько других. Но, поскольку они используются крайне редко, нет нужды говорить о них подробно.
Сварочный трансформатор имеет все необходимые возможности, чтобы варить качественно и точно, при условии, что к нему будут подобраны специальные электроды для переменного тока. В этом случае шансы на качественную проварку металла только увеличиваются. Раз уж разговор зашел о качестве и эффективности аппарата, просто нельзя позабыть о коэффициенте полезного действия (КПД). Дело в том, что сварочный трансформатор достигает отличных результатов – 90%. Всегда и у всех аппаратов разного применения будут потери эффективности (нагрев, внешняя среда), и 10% это сравнительно небольшой процент. Стоит упомянуть, что только на охлаждение ему потребуется много усилий, но сварка имеет очень мощные вентиляторы, способные охлаждать температуру в сотни раз.
Что может быть главнее эффективности трансформаторной сварки? Конечно, ее стоимость и долговечность. Удивительно, но цена – невысокая и полностью себя оправдывает, а срок работы аппаратуры – главный плюс и козырь трансформаторного сварочного аппарата.
Сварочный выпрямитель
Их основная цель – выпрямлять напряжение, преобразовывать и делать постоянный ток, используя непостоянный. Структура этих аппаратов очень простая: один трансформатор понижения тока, диодный блок (выпрямитель) и системы для регулировки защиты, а также пуска. Если сравнивать состав этого выпрямителя с компонентами трансформаторной сварки, то абсолютно точно можно подчеркнуть, что выпрямители порядком сложнее, чем трансформаторы. Что является их достоинством, ведь это непосредственно оказывается на практике – работают намного стабильнее - сварочный ток и дуга имеют лучшие характеристики.
Если качество работы выпрямителей намного выше предыдущих, то существенно лучше и качество получаемого шва.
Нельзя сказать о плохом качестве швов в трансформаторах, однако выпрямители делают его еще лучше и надежнее. Небольшие минусы здесь все-таки присутствуют: большой вес выпрямительного аппарата и работает он под очень большим напряжением, что сказывается на ухудшении напряжения в сети, во время его работы.
Современные сварочные аппараты - инверторы
Бывает и так, что для нормальной работы 50 Гц напряжения недостаточно, и использование трансформаторов, как и выпрямителей в некоторых ситуациях невозможно. Из-за этого, благодаря нынешним технологиям, широко производятся новые, намного более мощные сварочные аппараты. Они называются инверторными, и работают под частотой более 500 Гц.
Для передачи энергии, не нужен трансформатор внушительных размеров, а достаточно маленького, который обеспечит протекание постоянного тока все время. Чтобы сравнить, в сколько раз меньше весит силовой трансформатор от обычного, нужно отталкиваться от их одинаковых параметров силы тока. Силовому трансформатору для выработки тока в 160А не надо весить 20 кг и более. А это уменьшает вес полной сборки инвертора в 5-7 раз. В то время как обычному трансформатору никак не удастся избежать несколько десятков килограммов массы.
Вес полностью укомплектованного инвертора не превышает 8 кг (бывает меньше, но не больше). Это очень удобно и компактно, так как, транспортируя аппарат, тратится намного меньше усилий.
Комплектующие инвертора немного похожи на выпрямительный аппарат.
В состав инвертора входит сетевой фильтр, два выпрямителя, преобразователь переменного напряжение, работающего на очень высоких частотах и последнее – схемы управления. Им можно работать намного дольше, без перерыва, так как его работа максимально стабильная. Кроме этого, инвертор позволяет сварщику расширено выбирать сварочный ток. Переключатель находится на самом инверторе и может очень точно переходить к разным значениям силы тока. Это просто необходимо, если варить потребуется тоненькими электродами.
При выборе любого типа сварочного аппарата, нужно сосредотачивать внимание на диапазоне допустимого изменения сварочного тока. Именно этот показатель, указывает на его активную мощность. От широкого диапазона зависит много: выбор электродов (большой диапазон позволяет использовать электроды большого размера, но и малые тоже). Важно и то, как быстро аппарат сможет зажечь дугу, от этого, в некоторой мере, зависит продуктивность работы. Как понять, будет ли данный аппарат быстро зажигать дугу или медлить? Очень просто, эти параметры специально указываются в технических характеристиках любых сварочных аппаратов в колонке – ток холостого хода. Рекомендуемое значение данного параметра 60 – 80В, если больше – лучше, и дуга будет загораться мгновенно.
Достаточно редко встречаются сварочные аппараты, использующие углекислый газ, которые называются полуавтоматами.
Они имеют профессиональное качество проварки металла, работают с достаточно тонкими металлическими листами. Стоимость полуавтоматов весьма внушительная, поэтому они не распространены в домашнем процессе сварки, а широко используются на более ответственном и масштабном уровне.
Каким бы аппаратом не пользовался сварщик, трансформаторным или инверторной сваркой, все равно не сможет начать процесс без неотъемлемой части сварочного аппарата – электрода. А значит следующий этап для успешного протекания процесса - подбор электродов по определенным требованиям и в зависимости от материалов металла.
Какие бывают электроды, и как не ошибиться в их выборе?
Электрод похож на тонкую металлическую палочку с защитным покрытием. Так и есть на самом деле, электрод – это самый натуральный металлический стержень, а образованное покрытие – ферросплавы и минералы. В процессе расплава металла и образования сварочной ванны они будут защищать ее, создавая слой защитного газа, сквозь который воздух не сможет попасть и окислить сварочную ванну.
Электрод должен в сварочном процессе расплавиться и расплавить также необходимое место металлического листа. Осуществляется это за счет прохождения тока значительной величины по самому электроду. Электрический ток, который попадает на электрод, начинает проходить и попадает к месту, где вскоре образуется шов, из-за того, что электрод будет соприкасаться с листом металла.
Электроды различаются по типажу:
- Чугунные, стальные и стальные с добавлением минералов.
- Плавящиеся с получаемым сечением.
- Неплавящиеся для работы при контактной сварке..
Электроды нестандартные, и бывают всевозможного диаметра и длины. В зависимости от задач и сложности сварки, выбираются или маленькой длины, которые уменьшают напряжение, или длинные – основная их задача – повысить сопротивление.
Не всем известно, что сварщики различают электроды: профессиональные и обычные. В полуавтоматической сварке используются только первые. Это – вольфрамовые электроды, плазменные. Принцип действия одинаковый – плавясь, они выделяют защитный газ.
Покрытие электрода, как уже известно, защищает сварочную ванну от агрессивного воздействия воздуха, но еще и помогает гореть дуге более устойчиво. На электродах можно увидеть разное покрытие: кислое, основное, целлюлозное и другие, малоиспользуемые.
Самое главное, выбирая электроды – покупать только те, которые будут соответствовать целям сварки. Выбор сварочных аппаратов напрямую меняет тип электродов. Чаще всего используют электроды марки УОНИ-13/НЖ/12х13. Их применяют при работе с низколегированной сталью и углеродистыми листами. Р-3С используют для сварки переменным и постоянным током. Используются для таких же материалов.
Технология выполнения ручной дуговой сварки своими руками
Все домашние работы, которые нуждаются в сварочной работе, не могут обойтись без ручного аппарата дуговой сварки. Даже спустя многие годы, этот аппарат не потерял своей актуальности, а стал еще более популярным и используемым.
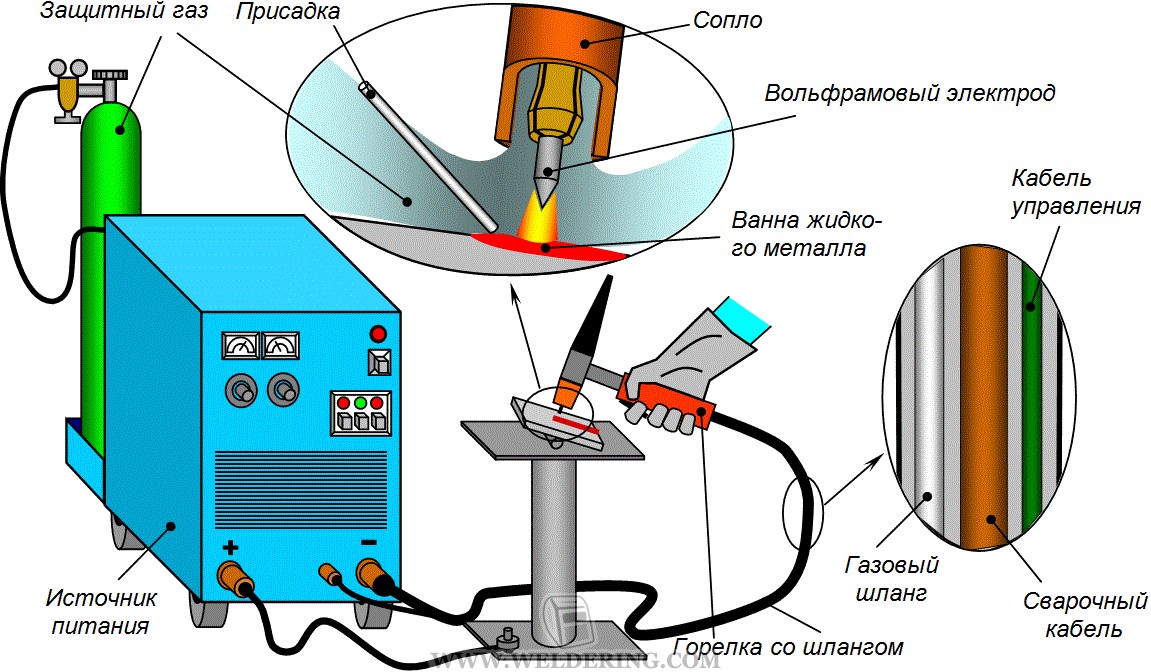
Одним из существующих способов является вариант сварки электродом, вместе с защитными газами (аргон с добавлением небольшого количества кислорода). Электроды в этом случае используют неплавкие и, часто вольфрамовые.
Важным моментом следует отметить качество шва. Чтобы место сварки было качественным, а не ослабленным швом, нужно правильно подбирать электроды под материал(они должны быть того же качества, что и металл). Только тогда, расплавка и смешивание химического состава электрода и металла не будет различаться, и ухудшать его. Сваривание ручной дуговой сваркой требуется проводить постоянным током. Исключение составляет сварка алюминия, которую лучше производить переменным и током с обратной полярностью. Объясняется это тем, что алюминий имеет некий слой оксидной пленки, а она, в свою очередь, имеет очень высокую температуру плавления (больше 1000 градусов), и переменный ток лучше ее плавит.
Сварка с аргоном более дорогая, в сравнении с обычной, и скоростью похвастаться не может, зато можно уверенно сказать о преимуществе данного типа для работы производственном масштабе. Для начинающих же сварщиков не рекомендуется использовать этот способ дуговой сварки, так как освоить и хорошо управлять им немного сложнее. Электроды для обычной ручной сварки подходят простые, но покрытые химическими элементами. Один конец у них оставляют непокрытым, так как он будет крепиться в держателе.
Итак, первое, на что надо обратить внимание, начиная работу с дуговой ручной сваркой – подбор силы тока. Оптимальный выбор силы сварочного тока гарантирует шов хорошего качества. Тем, кто не знает, как в домашних условиях выбрать силу тока, расстраиваться не нужно, а всего-навсего заглянуть в документацию к сварочному аппарату, где должно быть указано, как выбирать.
Следующим этапом рассмотрим быстроту сварки. Скорость перемещения электрода зависит от толщины материала. Чем толще металл, тем дольше будет его плавка, а значит, скорость немного упадет. Главным показателем выбора скорости является наполнение сварочной ванны расплавленным металлом. Держать электрод нужно на одном место столько, чтобы эта ванна наполнилась и немного возвышалась над остальным слоем металла на несколько миллиметров. Перемещать электрод слишком медленно тоже недопустимо, так как сварочный шов, точнее расплавленный металл начнет растекаться, и препятствовать дальнейшему процессу.
Очень важный момент в работе - это зажигание сварочной дуги. Именно с ее появления начинается процесс сварки металла. Зажечь ее можно не одним способом, однако, самым активно используемым методом является соприкосновение электрода и поверхности выбранного листа металла. Касаться или чиркать нет разницы, в любом случае дуга должна появиться. Эти действия проводят только с новым электродом. Любой новичок или опытный сварщик сделают это легко, и бояться этого не стоит. Другой метод вызывания сварочной дуги предназначен для всех труднодоступных и мало контролируемых мест. Для того чтобы вызвать дугу, надо коснуться электродом поверхности металла, после чего отвести на несколько миллиметров. Подводить электрод нужно обязательно под прямым (вертикально) углом.
Как осуществить наплавку швов поверхностей которые размещены под углом и внахлест?
При условии, что электрод находится под углом 45 градусов, относительно поверхностей, можно уверено твердить, что шов получится очень высокого качества и результат будет положительный. При этом поверхности лучше всего сложить «Г-образно». Только в таком положении двух поверхностей получится наплавить швы, имеющие большое сечение.
Два элемента, которые находятся внахлест, наплавляют короткой дугой, при этом двигая электродом вперед-назад, для разогрева всей поверхности. Разогрев всей поверхности важен, так как это будет влиять на равномерное заполнение жидким металлом ванны.
Техника безопасности или как защитить себя сварщику?
Самым важным элементом защиты и безопасного проведения работ на сварочном аппарате является защитный щиток и перчатки. Эти элементы просто неотъемлемы при сварке, и должны быть одеты еще перед включением дугового аппарата. Если нет защитной маски, которая одевается на голову, сварщик может использовать щиток подобного типа, но его надо держать другой рукой. Сквозь защитное стекло будет видно расплавленный металл и место сварки. Стоит отметить, что держать щиток не нужно все время, от включения сварочного аппарата и до самого окончания. Защитное стекло, которое включает в себя подложку из оргстекла, должно защищать глаза только в период возгорания дуги.
Кроме перчаток, сварщику в обязательном порядке нужно быть одетым в специальный защитный костюм, который плохо горит, а значит и возможности тлеть у материалов не будет. Хорошо подходят ткани из брезента и кожи. При работе нельзя гарантировать, что ни капли расплавленного металла, не попадет на одежду или обувь, поэтому все части тела должны быть защищены.
Чтобы не нарушить правила техники безопасности, приниматься за работу надо только на том оборудовании, которое изначально было проверено.
Последнее, важное замечание к безопасности относят плохое закрепление сварных деталей. Именно этим правилом пренебрегают многие любители домашней сварки. Это в некоторых случаях очень опасно, так как в противоположном случае, горячая или расплавленная часть материала может упасть на пол или на ногу.
Как правильно варить сваркой электродами видео рецепт - пошагово
Ниже вы встретите пошаговый видео рецепт, который поможет Вам при приготовление.
Как правильно варить сваркой электродами фото

Надеемся вам понравилась наша статья как правильному варить сварке электродами и теперь имея все необходимые ингредиенты вы с легкостью его приготовите в домашних условиях.Смотрите и другие рецепты:
Теги этого блюда::Как правильно варить сваркой электродами
Понравился Рецепт? Поделись им со всеми! Уже поделились 215 человек!
luzk.ru
Как правильно варить электродом | Женские советы
Прошло уже несколько сот лет, как люди впервые соединили две металлические поверхности воедино, используя для этого процесс расплавления металлического стержня при помощи электрического тока. Этот стержень и есть электрод.
Состав электрода и его значение
Обмазка, или его поверхность, состоит из смеси металлов – никеля, марганца, железа и минералов – глинозема, магнезии, известняка, которые находятся в порошкообразном состоянии. Металлы плавятся, а минералы являются своеобразной защитой от действия кислорода. Такая защита необходима для усиления соединения. В данную смесь дополнительно добавляют краситель, который облегчает их распознавание по видам.
Основой для обмазки служит тонкая металлическая проволока. Вид которой, зависит от того, для каких работ предназначается использовать данное изделие. В основном для этого используют проволоку изготовленную из нержавеющей стали или углеродную проволоку.
По изделию идет передача электрического тока, предназначенного для нагрева и плавления поверхности металла.
Каждый человек рано или поздно в жизни сталкивается с такой ситуацией, когда нужно в быту что- то сварить при помощи электрической сварки и аппарата. Прежде всего, для этого необходимо иметь сварочный аппарат и, естественно, навыки работы, ведь обязательно нужно знать, как правильно варить электродами.
Принцип процесса электрической сварки
Если варить электросваркой в домашних условиях, используют любой аппарат для сварки, максимальная мощность которого составляет 160 Амп. Во время работ происходит возбуждение дуги между плоскостью детали и электродом. Для успешного работы необходимо соблюдение некоторых правил:
- К плоскости деталей, которые нуждаются в сварке необходимо прикрепить один провод, который отходит от трансформатора – масса, а другой провод, к которому прикреплен электрод в держатель, нужно поднести к плоскости места приварки и по нему вести торцом изделия. При этом будет возникать дуга.
- Для того чтобы правильно провести сварку, необходимо правильно варить при помощи электродов. Это достигается в результате выбора нужного удаления от поверхности соединения. Оптимальным считается расстояние от 2 до 6 мм. В результате действия высокой температуры дуги, плавится металл на сварочной поверхности и заполняется канавка, которая образовалась в момент воздействия дуги на металлическую поверхность. Если правильно и аккуратно вести электрод по длине места соединения, эта канавка заполняется расплавленным металлом.
- Большое значение для эффективного и качественного результата имеет выбор самих элетродов. Для проведения работ используют такие его виды: стальной, медный, чугунный, биметаллический, латунный. Также их подразделяют на марки, например, 332, 350 и другие. Для обозначения их маркировки, применяют своеобразный индекс, обозначающий параметр вязкости сварочного шва, а числа на индексе указывают на уровень твердости металла. Главное правило, которым необходимо пользоваться при их подборе – расчет на толщину металла.
- Для того, чтобы сварка прошла удачно, необходимо уметь правильно удерживать сварочный электрод. Должен быть наклон приблизительно 80 градусов, по направлению к дуге. Возникновение дуги можно добиться двумя методами: черканием (изделие нужно держать, как спичку во время поджигания) и подъемом (им постукивают по поверхности и во время появления дуги поднимают).
Важно не только правильно держать сварочный электрод, но и подобрать необходимую силу тока. Если она будет слишком маленькой, дуга будет постоянно тухнуть.
Умение держать электрод во время сварки, дает возможность набить руку и варить на более высоком уровне и с большей скоростью.
Выбор нужного количества
Важной операцией при подготовке к работе является подсчет необходимого количества электродов. При этом нужно учитывать такие факторы: толщина и масса металла, длина шва. Эта процедура позволяет вести работы эффективно и экономно, если при этом вести электрод равномерно. Для подсчета их количества используется несколько способов. Наиболее популярным является подсчет по весу выплавленного металла. Единица измерения, в которой исчисляют их количество – килограмм. Покупка – это довольно значительные траты. Для того, чтобы хоть немного сэкономить на покупке, необходимо учитывать их вид, силу тока во время правильной сварки электродом.
Можно также использовать автоматический или полуавтоматический вид сварочного процесса. Эти способы заключаются в том, что необходимо водить электродом по кругу, они дают возможность намного уменьшить их количество, необходимое для того, чтобы варить плоскости деталей и металлов.
Сварочный инвертор – современный сварочный аппарат, простой, удобный в обращении, поможет вам справиться с любыми сварочными работами легко и в кратчайшие сроки. Разобраться с премудростями инверторной сварки также не составит особого труда.
Прежде, чем начинать сваривание, стоит заранее озаботиться приобретением необходимого количества электродов. Но для этого вам необходимо точно знать, сколько именно электродов вам понадобится для работы. Проведя все расчеты можно избежать большого количества излишков или необходимости докупать сварочные материалы.
Для обработки чугунных изделий используются разные способы и методы сварки. Большое разнообразие применяемых технологий обусловлен особенностями данного металла. Чугун является очень прочным и чувствительным материалом, требующим особого внимания со стороны профессиональных мастеров.
Как правильно варить электродом видео рецепт - пошагово
Ниже вы встретите пошаговый видео рецепт, который поможет Вам при приготовление.
Как правильно варить электродом фото

Смотря на советы как правильному варить электроду вы легко приготовите это блюдо в домашних условиях, имея все необходимые ингредиенты.
Смотрите и другие рецепты:
Теги этого блюда::Как правильно варить электродом, варить электросваркой вести держать электрод
Понравился Рецепт? Поделись им со всеми! Уже поделились 239 человек!
luzk.ru
Как правильно варить сваркой электродами
Знание некоторых правил позволят понять, как правильно варить сваркой электродами и при этом не допускать недостатков.
В основании сварки металлов лежит получение (розжиг) электрической дуги. Ее розжиг происходит перед началом работы, при необходимости, например, при обрыве, ее разжигают снова.
Для того, что бы разжечь необходимо, коснуться концом электрода детали и быстро отвести его на некоторое расстояние. Если расстояние, на которое сварщик отвел электрод, составляет несколько миллиметров, то возникнет постоянно горящая дуга. Если он задержит электрод на детали, то произойдет прилипание, если расстояние будет больше необходимого, то дуга не загорится.
Кроме этого способа розжига дуги, можно использовать царапающие движения электродом по поверхности детали. Расстояние, на которое допустимо отводит электрод, составляет от 2 до 4 мм.
После того, как сварщик получил устойчивую дугу, он должен несколько секунд удерживать электрод в начале будущего шва. Это необходимо для образования шва и начала оплавления заготовки. По мере расплавления электрода сварщик должен начать подачу электрода по направлению сварочной ванны. При этом, он должен выдерживать достаточную длину дуги. Ее можно определить по характерному звуку, и равномерному проходу капель расплавленного электрода через дугу.
При нарушении технологических требований сварочного процесса, образуются различные дефекты. То есть отклонения от требований нормативов, конструкторской документации. Дефекты, образовавшиеся в результате ошибок сварщика, снижают прочностные параметры и надежность соединений, полученных при помощи сварки. Такие нарушения приводят к частичному или полному разрушению изделия.
Классификация недостатков сварного шва
Недостатки сварки можно разделить на несколько групп:
- относящиеся к форме и размеру шва;
- относящиеся к внутренней структуры шва;
- деформация полученной конструкции.
Недостатки геометрии сварочных швов
Геометрические параметры сварных швов определены государственными стандартами, нормативами, техусловиями их в обязательном порядке их параметры указывают в рабочей документации (чертежах). К примеру, типы швов и как правильно варить сваркой электродами, определены в ГОСТ 5264-80.
При использовании электродов, чаще всего образуются следующие недостатки:
- неравномерность геометрических размеров;
- большая чешуйчатость;
- бугристость.
Возникновение недостатков обуславливается недостаточной подготовкой сварщика, нарушением требований технологической дисциплины, низким качеством, применяемых электродов.
Форма и размеры шва, сваренного с нарушениями, говорят о появлении таких недочетов, как наплывы, подрезы, прожогов и незавершенных кратеров в конце шва.
Сварка без брака
Как варить сваркой электродами и избежать недостатков шва? Для этого в первую очередь необходимо соблюдать элементарные правила. В частности, после розжига дуги, сварщик должен выдержать некоторое время, до того момента пока не начнется плавиться электрод и не начнет формироваться сварочная ванна. После этого, можно начать движение электрода в направлении создания шва. При этом задача сварщика поддерживать оптимальную длину дуги.
Определить правильность выбранного размера дуги можно по характерному резкому звуку, равномерности переноса капель расплавленного металла через разожженную дугу. Еще одним показателем правильности длины дуги считают малое количество разбрызгиваемого металла.
Влияние длины дуги на качество сварочных работ
Оптимальной для выполнения сварки, считается короткая дуга. Ее использование может гарантировать получения шва высокого качества. Все дело в том, что ее горение отличается устойчивостью, таким образом, капли расплавленного электрода, на хорошей скорости проходят расстояние от него до свариваемых поверхностей и тем самым меньше подвергаются воздействию атмосферного воздуха.

Вместе с тем, очень короткая дуга, может спровоцировать прилипание электрода к детали, что приводит к ее разрыву и в этом месте возможно образование дефектов.
Длинная дуга, отличается нестабильным горением, сопровождаемое шипящим звуком. Применение длиной дуги не дает требуемой глубины проплавления, капли расплавленного металла разлетаются по поверхности деталей. Сам металл, заливаемый в сварочную ванну, сильнее окисляется и насыщается азотом. Швы, получаемые при работе с длинной дугой, отличаются своей бесформенностью, а сам материал содержит в своем составе значительное количество примесей.
Как указывалось выше, причиной возникновения дефектов сварного шва являются нарушения технологической дисциплины. В частности, такой изъян как наплыв, может появиться из-за:
- неправильного выбора размера сварочного тока;
- применения длинной сварочной дуги;
- неудачное размещение электрода в пространстве, в частности, большой угол его наклона.
Неправильное движение электрода во время работы с угловыми швами, может привести к образованию подрезов. Они появляются вследствие того, что при перемещении электрода, произошло его смещение в сторону вертикально установленной заготовки. Таким образом, происходит ее слишком сильный нагрев и усиленное стекание расплава на горизонтальную деталь. Кроме этого, неправильно подобранный режим сварки может так же привести к появлению этого недочета. Образование этого дефекта, в результате может послужить причиной разрушения собранного изделия.
Правильное движение электрода
После того, как осуществлен розжиг дуги, необходимо отвести электрод от поверхности свариваемой детали на расстояние от 2 до 4 мм. И после выдерживания паузы в пару секунд, сварщик может начинать движение электрода и тем самым формировать сварной шов.
Как правило, сварщик должен обеспечить следующие типы перемещения инструмента (электрода).

По оси электрода, по направлению к сварочной ванне. Важно обеспечить постоянную и стабильную длину дуги. Это достигается тем, что скорость движения сварочного инструмента, должна быть сопоставима со скоростью его плавления.
Следующее перемещение должно быть направлено по лини образующегося шва, и скорость его движения определяется такими параметрами, как тип электрода, размера заданного тока, вида сварного соединения и еще ряда некоторых, например, марки металла.
И наконец, сварщик должен обеспечить движение электрода, поперек, линии шва, для образования, так называемого валика. Он может быть ниточный, то есть его размер не должен превышать 1,5 диаметра используемого сварочного инструмента или уширенный. Его размер определяется технической документацией.
Высокая скорость перемещения держателя с инструментом, приводит к тому, что валик получается неровный, а небольшая скорость, приводит к слишком большой выпуклости и образованию наплывов по краю шва.
Так или иначе, получение швов потолочных, вертикальных проходит по схожей методике, отличия могут быть в настройке сварочного аппарата, длины сварочной дуги и положения сварочного инструмента в пространстве.
themechanic.ru
Как правильно варить дуговой сваркой. Как правильно варить. Kak-PravilnoDelat
Как правильно варить дуговой сваркой?
 В прежние времена был лишь классический метод сварки, поэтому у людей не было особого выбора каким методом варить. В современное время появились множество разных материалов и способов сварки. Каждый требует определенной технологии и подхода. Дуговая сварка считается самой популярной, поэтому нужно внимательно рассмотреть весь процесс, включая выбор оборудования, электродов и способ сварки.
В прежние времена был лишь классический метод сварки, поэтому у людей не было особого выбора каким методом варить. В современное время появились множество разных материалов и способов сварки. Каждый требует определенной технологии и подхода. Дуговая сварка считается самой популярной, поэтому нужно внимательно рассмотреть весь процесс, включая выбор оборудования, электродов и способ сварки.
В основе лежит электрическая дуга, которая способна раскалять металл до 5 тысяч градусов, обеспечивая сплавление деталей. Такая температура подходит для большинства металлов, а значит, способ считается универсальным для многих вещей. Сварка бывает прямой или косвенно в зависимости от направления дуги. При прямо действии дуга непосредственно возникает между металлом и электродом, а при косвенном – между двумя электродами без направления сварочного тока на металл. В процессе сварки плавится и сам электрод, образуя так называемую сварочную ванну, в которой происходит процесс сплавления.
На каждом электроде нанесена специальная обмазка, когда она горит, то образует газовый слой. Этот слой защищает металл от реакции с кислородом, а то в этом бы случае образовывался шлак на поверхности металла. От шлака качество шва становится хуже. Дуговая сварка ГОСТом определена, то есть для получения определенного шва нужно выставить силу тока и выбрать специальный диаметр электрода в зависимости от вида металла. Это все можно узнать в соответствующих таблицах государственных стандартов.
Оборудование для дуговой сварки
Существует три модели: сварочные трансформаторы, выпрямители и инверторы.
Первый вариант самый простой. Его принцип работы заключается в понижении напряжения сети, чем обычно и занимаются трансформаторы. Проходя через первичную и вторичную обмотку, меняется сила тока, которая требуется для сварки.
Если вы хотите получить качественные швы дуговой сварки, то требуется специальные электроды для трансформатора. Только при этом условии трансформатор создает красивые и качественные швы.
И не стоит забывать про КПД этого прибора, оно составляет до 90%, что, пожалуй, лучший показатель, среди остальной техники.
Вторая модель, выпрямитель, он способен выпрямлять ток, то есть преобразовывать его из переменного в постоянный. Сварочный трансформатор может варить переменным током, но в некоторых случаях лучше брать более стабильный прямой ток. Выпрямитель позволяет сделать более надежный шов, но к его минусам можно отнести большой вес аппарата .
 Иногда стандартных 50-и герц из городской электросети недостаточно для работы сварочного устройства. Тогда возникает вопрос, как варить дуговой сваркой при больше частоте? Для этого применяют инверторы. Это более мощный аппараты, но в тоже время по весу не превышают 8 килограмм. По устройству инвертор чем-то напоминает выпрямитель. Особенность для любого сварщика заключается в том, что на корпусе инвертора можно плавно регулировать силу тока. Это необходимо, когда идет сварка тонкого листового металла небольшими электродами.
Иногда стандартных 50-и герц из городской электросети недостаточно для работы сварочного устройства. Тогда возникает вопрос, как варить дуговой сваркой при больше частоте? Для этого применяют инверторы. Это более мощный аппараты, но в тоже время по весу не превышают 8 килограмм. По устройству инвертор чем-то напоминает выпрямитель. Особенность для любого сварщика заключается в том, что на корпусе инвертора можно плавно регулировать силу тока. Это необходимо, когда идет сварка тонкого листового металла небольшими электродами.
Если вы решили выбрать сварочный аппарат для дуговой сварки нужно смотреть на диапазон изменения тока. От возможностей диапазона зависит размер электродов, которые можно применять на данном аппарате.
Важно, чтобы дуга легко зажигалась, работала стабильно.
Как выбирать электроды?
Электрод – это тонкий металлический стержень, на который наносятся ферросплавы. В процессе работы ферросплав создает защитный газовый слой, защищая сварочную ванну. Задача электрода расплавиться и также расплавить достаточное количество металла, чтобы произошло крепкое соединение в месте плавления. Необходимая энергия зависит от силы тока, проходящей по электроду.
Разные способы дуговой сварки подразумевают использование разных электродов. Кроме диаметра, они отличаются по типу покрытия. Бывают покрытия – кислые, основные, целлюлозные и другие малоиспользуемые типы. Для самых распространенных задач, когда требуется сварка углеродистых или низколегированных сталей, обычно используют марку УОНИ-13/НЖ/12х13.
Технология дуговой сварки
 Неважно, как вы собираетесь варить, обычной классической сваркой вам нужна дуговая сварка под флюсом. Во всех случаях методика похожа, за исключением автоматических сварочных процессов. Очень популярна на заводах импульсно дуговая сварка, которая выполняется в автоматическом режиме. Для обычного металла рекомендуют сварку постоянным током. Но всем металлам подходит такой способ.
Неважно, как вы собираетесь варить, обычной классической сваркой вам нужна дуговая сварка под флюсом. Во всех случаях методика похожа, за исключением автоматических сварочных процессов. Очень популярна на заводах импульсно дуговая сварка, которая выполняется в автоматическом режиме. Для обычного металла рекомендуют сварку постоянным током. Но всем металлам подходит такой способ.
Например, алюминий надо варить под защитой аргона. Этот металл очень быстро окисляется на воздухе, а образовавшаяся оксидная пленка не позволяет металлу соединяться. Для такой сварки требуется хорошая квалификация, поэтому начинающим сварщикам нужна электро дуговая сварка.
Классическая инверторная дуговая сварка должна начинаться с подбора силы тока на вашем аппарате. Если вы не знаете, как подобрать, просто загляните в инструкцию к сварочному трансформатору, в ней в зависимости от толщины металла есть значения тока.
Начиная сварку, медленно двигайте электрод. При этом сварочная ванна должна нормально заполниться, чтобы расплавленные металл немного возвышался над металлическими деталями. Автоматическая дуговая сварка контролируется автоматикой и проще для человека, но когда вы варите ручным способом, надо внимательно следить за движениями. Они должны быть не слишком быстрыми и не слишком медленными.
Важный момент для новичка – зажигание дуги. Его производят быстрым чирканьем электродом по металлической детали.
Другой способ предназначен для узких и труднодоступных мест: электрод прикладывают к поверхности металла, а потом плавно отводят на пару миллиметров. Цена дуговой сварки зависит от сложности процесса.
Если нужно сварить нержавейку или алюминий понадобятся специальные электроды или сварка аргоном. И также не забывайте соблюдать технику безопасности во время проведения сварочных работ.
Как научиться правильно варить электродом?
- Выбор электродов для сварки
- Параметры дуговой сварки: что это такое?
- Сварка металла: как варить электродами?
- Начало сварки: как разжечь дугу?
- Движение электрода и сварной ванны
Сварка #8211; процесс соединения двух металлических поверхностей на межмолекулярном уровне. Для сваривания металла необходимы аппарат (инвертор), электрический ток, электроды и защитные средства. Необходимо ответить на вопросы: как варить электродами, как правильно их выбрать, как разжечь дугу и каковы параметры сварки?

Схема электрода для сварки.
Выбор электродов для сварки
Электрод #8211; металлический стержень в оболочке. Он предназначен для выполнения соединения плавлением (когда материалы разогреваются до температуры расплавления и образуют межмолекулярные связи). Металлическая сердцевина является присадочным материалом, который заполняет пустоту между деталями (формирует шов).
Сердцевина электрода, которым варят, покрыта наружной обмазкой. Она необходима для защиты расплавленного металла. Обмазка плавится вместе со стержнем, всплывает на поверхность расплава (она легче) и формирует защитную шлаковую пленку. Пленка предохраняет расплавленный металл от окисления и насыщения азотом.

Техника сварки электродом.
Также в обмазку вводят газообразующие вещества. Они высвобождаются при плавлении и окружают дугу защитным газом. Газ является барьером для кислорода и азота, он предупреждает реакцию металла с компонентами воздуха.
Для различных свариваемых деталей используются различные стержни. Их отличия состоят в материале и диаметре. В индивидуальном строительстве или на приусадебном участке наиболее востребованы два диаметра: 3 и 4 мм.
Размер сечения стержня (его диаметр) определяется толщиной соединяемых поверхностей. Чем шире детали, тем толще должен быть стержень. Наибольший диаметр стержня составляет 5 мм.
Вернуться к оглавлению
Параметры дуговой сварки: что это такое?
Для того чтобы варить электродами качественно, необходимо правильно выбрать параметры процесса. Что это такое и как определить их значение?
Для начинающего сварщика, работающего с обыкновенной сталью, важно знать значение следующих параметров:
Сварной ток #8211; это величина тока, который образует дугу между деталью и электродом. Его значение должно соответствовать диаметру стержня. Чем толще диаметр, тем больше значение тока. Часто значение соответствия тока и диаметра стержня изображается на упаковочной таре (коробке) инвертора.
Полярность тока #8211; это направление его движения. У сварочного инвертора имеются две клеммы с зажимами на концах. Одна маркируется «+», вторая #8211; «-». В одну из клемм вставляют электрод, вторую крепят на одной из свариваемых деталей.

Влияние угла наклона электрода на форму шва.
Ток двигается от «-» к «+». Между плюсом и минусом дуги образуется разница температур в 700-800º C. Например, на анодном конце дуги образуется температура 4000 ºC, на катодном #8211; 3200 ºC.
При прямой полярности клемма «-» держит стержень, а клемма «+» крепится на детали. Поток электронов двигается от электрода к детали, на соединяемых поверхностях формируется более высокая температура, детали расплавляются быстрее. Такой режим используют в сваривании деталей из обычных сплавов (без особенных свойств).
При обратной полярности стержень крепится на клемму «+». В такой схеме поток электронов двигается от детали. Такой режим сваривания применяют для тонколистовых изделий и легкоплавких сплавов, чтобы предупредить их излишнее расплавление и прожиг (образование сквозного отверстия в детали).
В бытовой применении наиболее востребован режим прямой полярности.
Наиболее распространенные параметры домашней сварки электродами #8211; ток 100 А при прямой полярности и электрод 3 мм.
Вернуться к оглавлению
Сварка металла: как варить электродами?
Вернуться к оглавлению
Начало сварки: как разжечь дугу?
Для сваривания металл очищают от ржавчины, старой краски. Одну из клемм («+») крепят на детали, во вторую вставляют электрод. Выставляют на инверторе значение сварочного тока (100 А), берут в руки клемму со стержнем и подают напряжение. Опускают на глаза щиток с защитным стеклом (светофильтром).
Чтобы правильно варить электродом, необходимо научиться разжигать дугу.

Классификация сварочной дуги.
Розжиг дуги можно выполнять двумя способами:
- Чирканье. Стержень в клемме чиркает по поверхности металла, как при розжиге спички. При этом появление дуги сопровождается характерным потрескиванием и ярким свечением, наблюдаемым в светофильтре. До розжига в стекле светофильтра не видно практически ничего. Чирканье применяют для розжига дуги «по холодному» (вначале или при смене стержня).
- Поднести электрод на минимальное расстояние. Этот способ использует для «горячего» металла, когда дуга несколько секунд назад горела и погасла. Конец стержня приближают на расстояние дуги (3-5 мм), электроны пробивают воздушную прослойку, и образуется дуга.
Для того чтобы облегчить розжиг, необходимо оббить край стержня для удаления обмазки. Для сварки угол наклона стержня к поверхности свариваемых деталей выбирается в 70-80º (почти вертикально, с небольшим уклоном).
Вернуться к оглавлению
Движение электрода и сварной ванны
При сваривании электродами с расплавлением металла происходит образование сварной ванны. Это лужица расплава, в которой перемешиваются материалы свариваемых поверхностей и стержня. Для качественного сваривания конец стержня должен двигаться вдоль шва не прямолинейно, а возвратно-поступательно (вперед-назад или по спирали).

Полуавтоматическая дуговая сварка плавящимся электродом в защитном газе.
Следом за стержнем передвигается сварная ванна. На ее размер влияет скорость движения клеммы со стержнем. Чем медленнее выполняется сваривание, тем шире ванна и глубже проплавление. Возникает опасность сквозного прожига.
При ускоренном передвижении стержня не обеспечивается достаточное проплавление. Сваривание содержит несплошности, свидетельствующие о плохом качестве соединения.
Сварная ванна застывает и образует сварной шов. Его поверхность покрыта флюсом. Защитный слой удаляют молотком (сбивают) и визуально осматривают шов, определяют присутствие непроваров, несплошностей, пустот.
Сварка представляет собой технологическую операцию прочного соединения двух металлов. Для того чтобы успешно овладеть сварочным умением и применять его в собственном строительстве, необходимо приобрести сварочный инвертор, правильно выбрать электроды и определить параметры сварки.
Проявив терпение и настойчивость, можно научиться варить металлические изделия у себя дома (решетки на окна) и на приусадебном участке (каркасы для теплиц и для строительства).
Как праильно варить и подобрать электроды.
Практически каждый человек когда-то держал сварку в руках. Наверняка, кому-то приходилось искать мастера для того, чтобы что-то подварить или отремонтировать в своем доме. Сварочный аппарат – это поистине очень важная составляющая инвентаря каждого двора. Однако сваривать получается не во всех, а качественно сваривать – еще реже.
Поэтому единственным выходом многие считают наем готового мастера, который за определенную плату сделает нужную Вам работу. Однако качество такой работы не вызовет доверия, ведь работник может оказаться совсем не профессионалом. В таком случае у Вас есть выход – научиться варить самому. Эта мысль пугает многих людей, ведь для того, чтобы Ваше изделие получилось долговечным, мало будет только покупки качественных электродов, а также нужно будет иметь какой-нибудь опыт сваривания. Многие люди в таком случае задаются вопросом: как правильно варить электродом?
Для применения в быту Вам подойдет любой сварочный аппарат, который имеет максимальный ток 160 Ампер. Чтобы производить качественное сваривание нужно обеспечить устойчивое горение дуги. которое можно обеспечить с помощью не только правильного выбора электродов. а также еще и достижение оптимального расстояния между электродом и свариваемыми частями. В основном прекрасное горение дуги достигается на расстоянии от 2 до 6 миллиметров.
Под воздействием температуры электрической дуги металл электрода плавится и производит сваривание, заполняя углубление, которое образовалось под воздействием дуги на металл. Передвижение электрода вдоль шва происходит после того как сварщик нанес один шар металла или окончательно заварил углубление. Важным условием является правильный выбор присадочного материала, то есть электрода. Для того чтобы правильно варить Вам нужно ориентироваться на химический состав электрода. а также на то, из какого металла сделано свариваемое изделие.
При сваривании электросваркой применяются чугунные. медные. стальные. латунные и биметаллические электроды, которые могут обеспечить качественное сваривание.
Также для более качественного и правильного сваривания нужен хороший выбор наклона электрода при сварке. Угол должен быть около 75 градусов по направлению сварочной дуги. Для того чтобы возникала хорошая дуга Вам нужно применять метод чирканья или метод подъема.
Основополагающим фактором хорошего и стабильного горения дуги является правильный подбор тока. Если Вы подберете слабую силу тока, то дуга будет гаснуть и, электрод будет залипать. Если же сила тока будет превышать норму, то это, скорее всего, приведет к сильному плавлению металла, его разбрызгиванию и горению. Для правильного подбора сварочного тока используйте такую пропорцию. 1 миллиметр электрода равен 30 – 35 Амперам тока.
Однако все тонкости сварочного мастерства невозможно изложить в одной или нескольких статьях, поэтому наилучшим способом обучения сварочному ремеслу является практика и применение полезных советов из этой статьи.
Источники: http://steelguide.ru/svarka/vidy-svarki/kak-pravilno-varit-dugovoj-svarkoj.html, http://moiinstrumenty.ru/svarochnyj/kak-pravilno-varit-elektrodom.html, http://elektrod-3g.ru/kak-pravilno-varit-elektrodom.php
Комментариев пока нет!
kakdelat-pravilno.ru
Как правильно варить электродом - WeldElec.com
Главная страница » Что нужно знать об электродах » Как правильно варить электродом
Сваривание электродом не самый сложный способ, вполне применим в бытовой сфере. Осуществляется сваривание, когда металл электрода плавится под воздействием температуры электрической дуги, и заполняет образованное углубление в металле. Вдоль шва передвижение электрода идет после нанесения сварщиком одного слоя, или только после полного заваривания шва.
Для проведения работ электродом подойдет практически любой сварочный аппарат с максимальным током чаще всего в 160 А. Чтобы сваривание было качественным, должно быть устойчивое горение дуги. Оно достигается посредством грамотного подбора присадочного материала, и нахождения правильного расстояния между рабочим объектом и электродом. Оптимальным расстоянием считается: 2-6 мм.
Важным пунктом является правильный подбор электрода, следует обращать внимание на его химический состав, из чего сделан стержень и какое у него покрытие. Учитывать необходимо и из какого металла состоит свариваемое изделие. При работе электросваркой, для качественного шва лучше применять электроды, выполненные из чугуна, меди и стали, латуни. Идеальным вариантом служат биметаллические электроды.
Для хорошего результата необходимо подобрать правильный угол наклона электрода сварки. Он должен находиться где-то в пределах семидесяти пяти градусов по направлению сварочной дуги. Для создания хорошей дуги, действенными способами является применение методов «подъема» и «чирканья». При сваривании всегда следует внимательно следить за процессом, во избежание превышения толщины шва и образования шлака.
Залогом хорошей сварки служит стабильное горение дуги. Достичь его можно за счет правильно подбора тока. Под воздействием слабой силы тока дуга будет гаснуть, а электрод залипать. При сильном токе металл будет чрезмерно быстро плавиться, как результат появятся брызги и горение. Существует универсальная формула расчета силы тока при сваривании: «1 мм электрода = 30-35 А тока».
Хорошие советы это полдела, добиться идеальных результатов при сваривании электродом, помогут практика и приобретаемый опыт.
Больше информации по данной теме можно узнать на этой странице: Как правильно варить сварочным аппаратом.
weldelec.com