







Экструдеры для переработки полиэтилена, полипропилена, ПВХ-пластиката и других полимерных материалов. Экструдер для полипропилена
Сварка листового полипропилена экструдером
Март 20, 2017
За последние десятилетия полипропилен занял значительную нишу в строительной сфере, вытеснив многие другие материалы. Данный материал имеет ряд весомых преимуществ, одно из которых заключается в довольно простом монтаже. Одним из способов создания полипропиленовых конструкций является сваривание, позволяющая получить аккуратные и полностью герметичные швы. Рассмотрим один из вариантов сварки полипропилена при помощи экструдера, который применяется при создании разного рода емкостей.
Листовой полипропилен
Полипропилен в виде листов получается путем пропускания расплавленного материала под специальными валиками. Он находит широкое применение при создании емкостей, изготовлении труб больших диаметров, в качестве изоляционного материала. Этому способствуют следующие характеристики:
- Устойчивость к влаге;
- Высокая механическая прочность;
- Устойчивость к химическим веществам;
- Инертность к ультрафиолетовым лучам.

Кроме того, материал универсален с точки зрения обработки и монтажа. Его можно фрезеровать, резать и соединять различными способами. На данный момент наибольшей популярностью пользуются 3 способа соединения:
- Механический. Требует использование крепежа и не дает высоких изоляционных характеристик конструкции;
- Склеивание. Устойчивость к химическим воздействиям позволяет склеивать материал без ущерба для него;
- Сварка листов полипропилена. Позволяет получить прочное и надежное соединение благодаря использованию специальных инструментов для сварки полипропилена.
Выбор метода базируется на основании целей применения конечного продукта. Часто в промышленности и быту отдается предпочтение методу сварки полипропилена посредством сварочного экструдера. Рассмотрим его подробнее.
Технология сварки
Главная особенность сводится к тому, что при сваривании не происходит изменений в химическом составе листов. Для этого применяется стыковочный материал, а также пруток для сварки, хотя процесс может обходиться и без него.
Основные процессы сводятся к трем пунктам:
- Нагрев соединяемых элементов до образования вязкой поверхности;
- Стыковка расплавленных частей механическим способом;
- Остывание деталей в фиксированном состоянии.
Для получения швов высокого качества необходимо соблюдение ряда условий:
- Температура внешней среды не менее 15°С;
- Соответствие присадок свариваемому полипропилену;
- Высокое качество свариваемых поверхностей;
- Правильный выбор инструмента и насадок для него.
Сварка полипропиленовых листов
Сварка для полипропилена выпускается в виде устройств ручного и автоматического использования в зависимости от применяемых инструментов для сварки. В рамках данной статьи рассмотрим ручные способы.

Методы ручной сварки
Различаются несколько способов:
- Экструзионный. Монтирование деталей производится экструдером для сварки. Это ручной аппарат достаточно небольших размеров, но при этом он позволяет создавать достаточно надежное соединение полипропиленовых листов. Показатели прочности сварных конструкций дают результат в 0,8 по сравнению с 1 исходного материала. Использование экструдера позволяет осуществлять сварку листового полипропилена толщиной от 16 мм. Принцип данного метода заключается в подаче горячего воздуха, который расплавляет материал в зоне проведения сварочных работ. Экструдер подает размягченный состав и перемешивает его до однородности, что позволяет получить шов высокой прочности.
- Строительный фен. Фен для сварки подает разогретый до 180° воздух на края поверхностей, которые оплавляются. Их соединяют и ждут остывания. Полученный результат не может похвастаться высокой прочностью, но такой способ имеет право на существование для соединения полипропилена своими руками. Метод можно применять для малых элементов, которые не будут испытывать больших нагрузок. Рекомендован для материала толщиной 20 мм.
- Полифазный способ. Данный метод применим для листов самой различной толщины. Его осуществление производится на специальных подвижных столах. Шов, полученный таким способом, имеет высокие показатели прочности и герметичности.
Ручные способы имеют важные преимущества благодаря своей мобильности, что позволяет создавать различные конструкции.
Для использования аппаратов для ручной работы необходимы различные присадки. В большинстве случаев это стержни из полипропилена с сечением в виде круга или треугольника диаметром от 1 до 6 мм.
Подведем итоги
Сварка полипропиленовых листов в последнее время находит все больше сфер применения, так как позволяет получить изделия с высокими эксплуатационными характеристиками. Качество производимых работ в большой мере связаны с выбором инструмента и его правильного применения.
Большое распространение при сварочных работах с полипропиленом имеет ручной инструмент, применение которого возможно как в быту, так и в промышленности. Ручной инструмент типа экструдера позволяет получать надежные соединения без потери мобильности монтажа.
electrod.biz
Экструдеры для переработки полиэтилена, полипропилена, ПВХ-пластиката
ООО «Полипром Кузнецк» предлагает широкий ассортимент одношнековых экструдеров различной производительности.
Сегодня мы готовы изготовить для вас экструдер для переработки полипропилена, полиэтилена, пластифицированного ПВХ и других полимерных материалов. Экструдер, предназначенный для работы в составе трубных и плёночных линий, оснащается барьерным шнеком, обеспечивающим наивысшее качество расплава и отличную производительность. Шнековые пары азотируются.
Получить более подробную информацию о наших экструдерах вы можете в статье «Экструдеры: назначение, устройство, комплектация».
Фотографии экструдеров
Для увеличения кликните по миниатюре.
Технические характеристики экструдеров
Экструдеры для переработки ПВД, ПНД и ПП
ПВД, ПНД и ПП — полиэтилен высокого давления, полиэтилен низкого давления и полипропилен соответственно.
| ЭПК 36x30 | 36 | 15 | 45 | 1450x850x1400 | 580 |
| ЭПК 45x30 | 45 | 30 | 85 | 1850x900x1400 | 900 |
| ЭПК 60x30 | 60 | 55 | 160 | 2400x1300x1400 | 1300 |
| ЭПК 75x30 | 75 | 90 | 250 | 2600x1600x1400 | 2300 |
Экструдеры для переработки ПВХ-пластиката
ПВХ-пластикат — пластифицированный поливинилхлорид.
| ЭПК 40x27 | 11 | 40 | 1450x850x1400 | 580 | |
| ЭПК 50x27 | 50 | 15 | 70 | 1850x900x1400 | 800 |
| ЭПК 60x25 | 60 | 22 | 100 | 2400x1000x1400 | 1100 |
Цена экструдера и условия поставки
ООО «Полипром Кузнецк» производит экструдеры и другое оборудование для переработки пластмасс самостоятельно, основываясь на собственной конструкторской и производственной базе, что позволяет нам учитывать ваши пожелания по технически характеристикам поставляемого оборудования.
Цена экструдера зависит от его комплектации. Чтобы узнать цену и подобрать необходимый вам экструдер свяжитесь с нами удобным вам способом.
В целях снижения цены экструдера или улучшения рентабельности, мы можем уменьшить мощность привода и производительность необходимого вам экструдера. О том, почему иметь наиболее производительное и дорогое оборудование не всегда выгодно, вы можете прочитать в специальной статье «О рентабельности производства».
Всё оборудование проходит заводские испытания, по возможности под нагрузкой. По желанию заказчика возможно обучение обслуживающего персонала на нашей базе.
poly-prom.ru
Сварка полипропиленовых листов с применением термического оборудования
Широко распространенным методом соединения полипропиленовых деталей является диффузионная сварка.
Сварка листов из пропилена предполагает соединение их встык или под прямым углом. Возможен ручной способ, для этого применяется экструдер или фен, или автоматический, то есть на стыковом сварочном станке.
Автоматическая сварка
Самым качественным методом термического соединения листов из пропилена является полифузионная сварка. Она выполняется на специальных сварочных станках (столах). На станок укладывают два листа, фиксируя их прижимным устройством. Работник задает параметры толщины и длины соединяемых деталей.
Края листов прижимаются к нагревательному элементу. В процессе соединения концы поверхностей прогреваются в течение определенного периода времени. При нагреве до необходимой температуры нагревательный элемент выходит из зоны процесса, а раздвижные столы выполняют прижим деталей с определенным усилием. Образовавшийся шов является самым надежным и прочным из всех соединений, полученными другими способами. Коэффициент прочности полученного шва к исходному материалу достигает 0,9.
Стыковка полипропиленовых материалов на станке производится в сухом и теплом цеховом помещении. Плюс этого способа в быстроте и качестве полученного стыка.
Этим методом можно соединять изделия любой толщины. На станке можно сваривать листы в рулоны тридцатиметровой длины. Ширина такого рулона находится в зависимости от размеров сварочного элемента станка и обычно составляет три-четыре метра.
Указанные параметры подходят к большинству полипропиленовых изделий, что делает использование станка очень выгодным, а при изготовлении больших партий изделий — просто незаменимым.
Оборудование для сварки своими руками.
Ручная сварка полипропилена возможна, если применять такое оборудование, как экструдер или фен. При этом используется присадочный пруток из полипропилена. Перед соединением листов их стыковые поверхности зачищают мелкой шкуркой, придавая им неровность для лучшего сцепления. Нужно помнить, что весь процесс должен происходить в теплом, сухом и непыльном помещении с наличием электричества.

Присадочный пруток поступает в экструдер или фен, где происходит его разогрев до нужной температуры, затем выполняется сама сварка. После окончания процесса нужно подождать пять минут для остывания места соединения. Экструдер — это аппарат для сварки своими руками, поэтому при его использовании трудно поддерживать равномерное давление, что не лучшим образом отражается на качестве шва.
Шов, выполненный с применением экструдера менее прочный, чем место соединение деталей, полученное на станке. Коэффициент прочности полученного соединения к материалу изделия-до 0,8.
Экструдер дает возможность сваривать полимерные листы толщиной до 16 мм.
Достоинства сварки своими руками заключаются в том, что нужное оборудование и детали можно доставить непосредственно на объект и варить на месте. Это дает широкие возможности для соединения полипропиленовых конструкций разнообразных форм.
Особенности сварки феном.
Шов, полученный при использовании пистолета с горячим воздухом, обладает наименьшей прочностью. Коэффициент прочности соединения к исходному материалу достигает 0,7. Этим способом лучше всего скреплять детали толщиной до 10 мм. Поэтому указанный способ применяется при создании небольших деталей или изделий, не подвергающихся большим нагрузкам в процессе эксплуатации.

При сварке с использованием фена локально нагревается лист, предназначенный для стыковки, и добавочный пруток до температуры 180 градусов.
Конструкция аппарата предоставляет возможность поддержания одинаковой температуры нагреваемого воздуха, но температура свариваемых листов будет зависеть от скорости процесса.
Применяя экструдер и фен, следует помнить, что при замедленной сварке материал вблизи шва может перегреваться, что приведет в дальнейшем к снижению качества соединения.
При недостаточном прогреве деталей произойдет то же самое.
Важно помнить и следить за тем, чтобы соединяемые детали были выполнены из материалов, относящихся к одному классу.
В настоящее время оборудование для сварки полимерных материалов можно купить в различных компаниях по приемлемым ценам. Опытные специалисты проконсультируют Вас по всем вопросам, и подберут оптимальный вариант.
Похожие статьиgoodsvarka.ru
метод переработки полиэтилена и пластмасс
Экструзия – это процесс плавления полимера (допустим, полиэтилена), в результате которой он превращается в изделие определенного размера. Общая технология экструзии всегда одна и та же, но некоторые факторы изменяются в зависимости от толщины, которую необходимо получить. После плавки полиэтилен сушится воздухом, и этот процесс тоже считается частью экструзии. Машина, которая выполняет данную работу, называется экструдером. В наше время это самый распространенный метод создания полиэтиленовой пленки.
Описание процесса экструзии
 Такая сложная и комплексная процедура не может выполняться без соответствующего оборудования. Для получения качественной пленки необходим надежный и исправно работающий экструдер. Для начала в бункер машины загружаются полиэтиленовые гранулы, а затем включается функция нагрева. Вскоре гранулы плавятся и превращаются в вязкую прозрачную массу. Это и есть основа будущей пленки.
Такая сложная и комплексная процедура не может выполняться без соответствующего оборудования. Для получения качественной пленки необходим надежный и исправно работающий экструдер. Для начала в бункер машины загружаются полиэтиленовые гранулы, а затем включается функция нагрева. Вскоре гранулы плавятся и превращаются в вязкую прозрачную массу. Это и есть основа будущей пленки.
Вязкая масса проходит сквозь узкие отверстия, которые формируют кольцо. Результатом этой операции является «труба» из пленки. Как правило, в экструдерах предусмотрена функция изменения диаметра этой «трубы».
Затем пленка подвергается воздействию сжатого воздуха, после чего меняет форму. Она становится похожей на сильно вытянутый по вертикали баллон. Посреди валков элеватора находится небольшой зазор, в области которого соединяются края «баллона». Как результат, пленка оседает на дно экструдера и представляет собой сплюснутый рукав.
Нередко для изготовления полиэтиленовых пакетов применяются фальцеватели. В результате получается рукав с фальцовкой. Если изготовитель хочет сразу же нарезать пленку, то в конце сушки он применяет специальные ножи.
Особенности экструзии
Метод экструзии почти одинаков для большинства полимеров. Но температура плавки у каждого своя. Производители полиэтиленовой пленки пользуются расчетными номограммами, чтобы точно определять температуру, при которой плавятся те или иные термопласты. Чаще всего для плавки используются:
- полиэтилен;
- полипропилен;
- поливинилхлорид;
- полиформальдегид;
- полистирол.
В отличие от большинства плавящихся веществ, температура плавления полимеров может колебаться в довольно широком диапазоне. Так, полиэтилен плавится при температуре от 100 до 125°С, а различные виды полипропилена могут требовать температуру от 80 до 170°С. Это обуславливается составом полимеров, а также условиями проведения экструзии.
Экструзия полимеров требует от изготовителя пленки высоких профессиональных знаний. К примеру, поликарбонат и полиметилметакрилат – это полимеры с высокой вязкостью, которые при неосторожном превышении температуры могут потерять свои ключевые свойства.
Как известно, изначально полиэтилен существует в виде порошка. Но для того, чтобы загрузить его в экструдер, нужно сначала добиться гранулированной формы. Для этого проводятся следующие операции:
- Литье или прессование (иногда применяются другие методы) для получения цельной массы полимера.
- Плавка с последующим пропусканием через круглые отверстия (диаметр – от 1,5 до 2,5 мм).
- Нарезка полученной толстой нити на небольшие гранулы.
Только после этого полиэтилен можно загружать в экструдер. Аналогичные операции нужно проделывать и с полипропиленом, а также с некоторыми другими полимерами. Практически любая линия экструзии может работать со всеми полимерами, но машины не в силах сами подстраиваться под изменение материала.

Плавление и охлаждение полиэтилена
Экструзия полиэтилена мало отличается от экструзии других полиолефинов, но нужно помнить одну важную вещь. При плавке полиэтилена выделяется намного больше тепла, чем, скажем, при плавке «родственного» полипропилена. Поэтому, если в прошлый раз экструдер работал с полипропиленом, а теперь необходимо экструдировать полиэтилен, то перед началом работы нужно снизить мощность нагревателей. Если пренебречь этим правилом, то пленка будет кристаллизоваться, станет хрупкой и непрозрачной.
Такой же результат – помутнение и хрупкость – ожидает и при неправильном охлаждении. Полиэтилен нужно охлаждать быстро и интенсивно. Если полимер будет слишком долго сохранять свое тепло, то начнется кристаллизация, которая в первую очередь скажется на прозрачности, а потом и на ударопрочности пленки.
Процесс экструзии с помощью кольцевого зазора (именно он был описан в начале статьи) имеет один существенный недостаток. Полученная пленка имеет неравномерную толщину и часто образовывает складки. Чтобы снизить риск этих побочных явлений, была сконструирована специальная головка экструдера. Ее внутренние и наружные стенки одновременно вращаются, минимизируя разброс толщины. Шанс появления складок тоже заметно падает.
Несмотря на этот недостаток, кольцевой зазор – лучший способ экструзии из ныне существующих. Именно он лежит в основе большинства полиэтиленовых изделий, которые используются на производствах, при строительстве и в быту.
Коронаторная обработка пленки после экструзии
Существуют специальные приспособления – коронаторы, которые применяются для обработки наружной поверхности пленочных рукавов. Они обдают пленку коронными разрядами тока. Данная процедура является необходимой, если изготовленная пленка будет подвергаться флексопечати.
 Структура любого полимера – не волокнистая, поэтому краска будет легко держаться на на пленке и без дополнительной обработки (клейка, стимуляция и т.д.). Но использование коронаторов обязательно, ведь без них краска будет слезать с пленки в течение нескольких секунд. Краска, какой бы она ни была, превратится в каплю и будет спокойно передвигаться по полимерной пленке. Коронные разряды тока обеспечивают для пленки и краски валентную связь, и изначальная форма сохраняется на долгое время.
Структура любого полимера – не волокнистая, поэтому краска будет легко держаться на на пленке и без дополнительной обработки (клейка, стимуляция и т.д.). Но использование коронаторов обязательно, ведь без них краска будет слезать с пленки в течение нескольких секунд. Краска, какой бы она ни была, превратится в каплю и будет спокойно передвигаться по полимерной пленке. Коронные разряды тока обеспечивают для пленки и краски валентную связь, и изначальная форма сохраняется на долгое время.
Дефекты пленки и их устранение
Такой сложный процесс, как экструзия пластмасс и полимеров, нечасто может обойтись без погрешностей. В большинстве случаев возникают недочеты, которые необходимо устранить. Поэтому мы рассмотрим основные погрешности при экструзии полиэтилена, а также опишем способы их устранения:
- Плохая прозрачность пленки. Эта проблема чаще всего решается повышением температуры плавки, а также повышением (или, наоборот, понижением) интенсивности охлаждения. Если ни один из способов не помогает, то остается только сменить марку полиэтилена.
- Посторонние вкрапления. Для решения этой проблемы нужно проверить, правильно ли хранится сырье (гранулированный полиэтилен), а также протестировать его качество.
- Полосы на пленке. Чаще всего они бывают продольными, реже – поперечными или хаотичными. Почти всегда это связано с плохим состоянием головки экструдера. Ее необходимо отполировать и очистить от нагара.
- Потускнение поверхности пленки. Чтобы избавиться от этого неприятного эффекта, нужно снизить температуру плавки, поднять давление во время экструзии, снизить скорость вращения шнека, отполировать головку экструдера.
- Шероховатость поверхности. Для избавления от этой проблемы можно отполировать головку и повысить температуру плавки, а также подсушить полиэтиленовые гранулы. Но это не всегда помогает, и тогда приходится заменять партию полимера.
Отдельного внимания заслуживает проблема разнотолщинности, которая уже была описана выше. Неравномерная толщина может иметь разный характер, и в зависимости от этого варьируется способ устранения проблемы:
- если раздутый рукав полностью асимметричен, то нужно изменить размер зазора по периметру, а также проверить, равномерно ли прогревается головка экструдера;
- если разнотолщинность проявляется только поперек рукава, то нужно также изменить размер зазора и отрегулировать температуру плавки;
- если разнотолщинность проявляется только вдоль рукава, то нужно изменить скорость его отвода, отрегулировать скорость вращения шнека, параметры температуры и охлаждения.
Заключение
Итак, экструзия – это процесс, при котором полиэтилен из гранулированного материала превращается в прозрачную пленку. Данная процедура является комплексной и требует не только специального оборудования, но и профессиональных навыков человека, который будет работать с экструдером. Тем не менее, при создании изделий из полимеров без экструзии обойтись невозможно.
propolyethylene.ru
Экструдеры ЭПК для переработки полиэтилена, полипропилена, ПВХ-пластиката и других полимерных материалов
Данное оборудование указано в следующих разделах каталога:

Экструдер ЭПК36х30М

Экструдер ЭПК45х30

Экструдер ЭПК50х27
Экструдер — это машина для непрерывной переработки полимерного сырья (гранул, дробленки, агломерата) в однородный расплав и придания ему формы путём продавливания через экструзионную головку и специальное калибрующее устройство, сечение которого соответствует конфигурации готового изделия.
Исходное сырьё засыпается (вручную или с помощью специального загрузчика) в бункер экструдера. Из бункера, минуя горловину загрузочной воронки, сырьё попадает в загрузочную зону шнека, а затем транспортируется по цилиндру пластикации. От сдавливания, перемешивания и контакта с нагретым цилиндром и шнеком полимерное сырьё расплавляется и превращается в однородную массу — расплав.
Возможно изготовление экструдеров для переработки полипропилена, полиэтилена, пластифицированного ПВХ и других полимерных материалов.
Конструкция экструдеров
Экструдеры одношнековые ЭПК имеют оптимальную компоновку: на единой раме смонтированы специальный вертикальный редуктор со встроенным упорным подшипником и асинхронный электродвигатель, расположенный под узлом пластикации и соединенный с редуктором упругой муфтой. Шнек вставляется непосредственно в выходной вал редуктора. Такая схема расположения элементов позволяет сократить размеры экструдера, что упрощает его транспортировку и обслуживание.
Электрошкаф с системой тепловой автоматики, приборами управления всей технологической линией и пультом оператора прикреплен так же к единой раме. Сосредоточение важнейших приборов в одном месте позволяет минимизировать количество обслуживающего персонала — для управления необходим всего один оператор (для обслуживания полноценной экструзионной линии кроме оператора необходимо наличие одного или двух подсобных рабочих, общее количество персонала зависит от назначения и мощности экструзионной линии).
Система тепловой автоматики включает в себя температурные зоны экструдера, а так же дополнительные зоны для управления нагревом головок или фильер. Для контроля и управления каждой зоной используется отдельный прибор тепловой автоматики. Это позволяет тонко регулировать температуру на каждом участке, что (при правильном использовании) благоприятно сказывается на качестве получаемого расплава.
Поверхности шнека и цилиндра пластикации насыщаются азотом, что придаёт им долговечность и коррозионную стойкость.
Экструдеры, предназначеные для работы в составе трубных и плёночных линий, оснащаются барьерными шнеками, обеспечивающими наивысшее качество расплава и отличную производительность.
Принцип действия барьерного шнека состоит в разделении твердого материала и расплава в зоне плавления. На данном участке шнек имеет дополнительный виток, который не касается стенки цилиндра. Таким образом, образуются два канала шнека:
- в начале — небольшого объема для расплава и значительного — для гранул,
- а в конце наоборот: большой объем — для расплава и небольшой — для нерасплавленного полимера.
Через барьерный виток расплав из канала с гранулами перетекает в канал с расплавом.
Экструдеры, предназначенные для работы в составе линий для производства профиля из пластифицированного ПВХ, имеют увеличенный диаметр шнековой пары и уменьшенную частоту вращения шнека.
Оба типа экструдеров комплектуются частотными преобразователями «Дельта Электроникс», позволяющими бесступенчато регулировать частоту вращения шнека и, соответственно, производительность по расплаву.
Технические характеристики экструдеров
Экструдеры для переработки ПВД, ПНД и ПП
ПВД, ПНД и ПП — полиэтилен высокого давления, полиэтилен низкого давления и полипропилен соответственно.
| Модель | Диаметр шнека, мм | Мощность привода, кВт | Производительность, кг/ч, макс. | Габариты, Д×Ш×В, мм | Масса, кг |
| ЭПК 36x30 | 36 | 15 | 50 | 1450×850×1400 | 580 |
| ЭПК 45x30 | 45 | 30 | 85 | 1850×900×1400 | 900 |
| ЭПК 60x30 | 60 | 55 | 140 | 2400×1300×1400 | 1300 |
| ЭПК 75x30 | 75 | 90 | 250 | 2600×1600×1400 | 2300 |
Экструдеры для переработки ПВХ-пластиката
ПВХ-пластикат — пластифицированный поливинилхлорид.
| Модель | Диаметр шнека, мм | Мощность привода, кВт | Производительность, кг/ч, макс. | Габариты, Д×Ш×В, мм | Масса, кг |
| ЭПК 40x27 | 40 | 11 | 50 | 1450×850×1400 | 580 |
| ЭПК 50x27 | 50 | 15 | 70 | 1850×900×1400 | 800 |
| ЭПК 60x25 | 60 | 22 | 100 | 2400×1000×1400 | 1100 |
Чтобы получить готовое изделие, кроме экструдера необходимо ещё несколько устройств, которые вместе составляют экструзионную линию.
Экструзионные линии позволяют получать на выходе гранулят, плёнку, трубы, профили из ПВХ-пластиката и т.д.

Экструдер ЭПК75 с трубной головкой
granat-e.ru
Экструзия полипропилена - Справочник химика 21
| Рис. 148. Схема метода горизонтальной экструзии полипропилена на охлаждающий валок 1—охлаждающие валки 2—головка 3 — воздушное сопло 4 — на намотку | 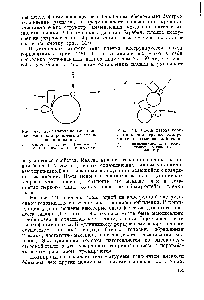 |
В АО "Уфаоргсинтез" действует современное производство полипропилена мощностью 100 тью. т/год. Процесс включает стадии приготовления катализатора полимеризации, собственно полимеризации, а также очистки, осушки и экструзии полипропилена. [c.71]
| Рис. 147. Схема метода вертикальной экструзии полипропилена на охлаждающий валок | 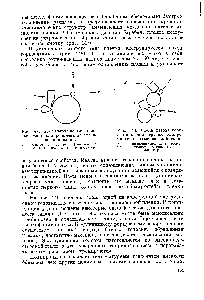 |
Экструзия полипропилена осуществляется на экструдерах того же типа, что и полиэтилена. Пригодны как одночервячные, так и двухчервячные экструдеры. Лучшие результаты получаются при использовании длинных червяков. [c.33]
Полипропилен, так же как и полиэтилен, относится к классу полиолефинов. Процессы переработки полипропилена и полиэтилена очень схожи. Следует только иметь в виду, что при экструзии полипропилена выделяется меньшее количество тепла за счет превращения механической энергии, поэтому требуется большая мощность внешних нагревателей. [c.150]
Производство полипропиленовых листов осуществляется на установках, состоящих из экструдера со щелевым мундштуком, трехвалкового гладильного каландра, тянущего и приемного устройства. Экструзия в листы производится при более низкой температуре расплава (200—250°С) и более высокой температуре охлаждающих валков, чем экструзия пленок из полипропилена. Температура охлаждающих валков подбирается соответственно вязкости расплава при переработке полимеров средней вязкости она составляет 70—85°С, а в случае высоковязких материалов — 120—130° С [71]. Производительность агрегата для экструзии полипропилена при прочих равных условиях на 10—15% ниже, чем при переработке полиэтилена. Экструзионным методом изготовляют листы толщиной до 10 мм. [c.266]
Ниже приведен рекомендуемый технологический режим процесса экструзии полипропилена в пленку [79] [c.267]
Измепепие ПТР в процессе многократной экструзии полипропилена с добавками стабилизаторов [c.140]
Весьма интересны данные, полученные в работе авторы которой исследовали влияние угла входа на величину критической скорости сдвига. Оказалось, что уменьшая величину угла входа от 90° до 3°, можно при экструзии полипропилена (Т = 190° С) существенно увеличить значение критического градиента скорости (от 480 до 18 ООО сек ), как зто видно из рис. У.46. [c.298]
В ряде случаев удается экспериментально получить не полную кривую зависимости прочности от степени сшивания, а только ее отдельные ветви. Так, при изучении влияния степени поперечного сшивания на механические свойства сополимеров ненасыщенных полиэфиров в исследованном интервале степеней поперечного сшивания было обнаружено только монотонное увеличение прочности. Такое же изменение прочности было получено при взаимодействии свободных радикалов лигнина со свободными радикалами, образующимися при экструзии полипропилена. [c.67]
Другое практическое использование так называемого эффекта Вайссенберга было предложено Максвеллом и Скало-ра . При сдвиговых деформациях полимера, расположенного между двумя параллельными пластинами, возникает сила, которая стремится раздвинуть пластины. Если в центре одной из пластин сделать отверстие, то возникающая сила окажется достаточной, чтобы полимер смог выдавиться из отверстия. Максвелл и Скалора сконструировали экструдер, работающий на этом принципе. Главная часть экструдера—это камера, в которой помещен вращающийся диск. Полимер подвергается сдвигу между вращающимся диском и стенкой камеры. При действии упругих или нормальных сил полимер выдавливается через отверстие, расположенное в центре камеры. Хотя конструкция этой машины еще несовершенна, перспективы ее использования очевидны, в особенности для переработки тех полимеров, для которых желательно обеспечить минимальную продолжительность пребывания в машине. Величина описанного эффекта зависит от упругости полимера. Метцнер с сотрудниками показал, что экструзия полипропилена этим методом более перспективна, так как его эластичность в 150 раз превышает эластичность полиэтилена . [c.46]
chem21.info





