Сварка алюминия ММА что да как. Мма сварка
что это такое, расшифровка типа сварки для начинающих и электроды для разных режимов работ

Для начала разберёмся с аббревиатурой ММА: это Manual Metal Arc – ручная дуговая сварка инвертором или через трансформатор с использованием электродов. Старое «советское» название было проще и понятнее: РДС – ручная дуговая сварка.
Сварка ММА – абсолютный чемпион среди сварочных технологий по популярности среди широких масс населения в течение долгого времени. Да и сам способ очень старый – его изобрели еще в конце 19-го века. ММА прост и недорого – вот два главных критерия, выводящих его на почетный и заслуженный пьедестал народной любви.
Суть сварки ММА
Для того, чтобы произошла сварка ММА, нужно совсем немного: чтобы плавился подходящий металлический электрод. Возможность применения электрода определяется видом его обмазки, диаметром, составом металлического сплава стержня – все эти параметры уложены в довольно обширную классификацию сварочных электродов.
Покрытие электрода защищает сварочную ванну от главного врага качественной сварки – кислорода, который окисляет металл. Сварочный шов формируется за счет плавящегося стержня, а обмазка электрода превращается в шлак.

Технология сварки MMA.
Варить способом ММА можно и на постоянном, и на переменном токе. Если ток постоянный, подключать зажим и держатель можно двумя способами, то есть работать можно как на прямой, так и на обратной полярности. Если ток переменный, вариант подключения электрода не играет никакой роли.
В настоящее время существует огромное количество сварочных аппаратов в виде инверторов, среди которых можно найти самую подходящую версия для себя с учетом опыта, вида планируемых работ и так далее.
Основы сварочного процесса
Первым делом решается вопрос, на каком типе тока нужно проводить работу. Современные сварочные аппараты способны функционировать при любом токе. Просто нужно учитывать, что с переменным током работать сложнее, потому что электрическая дуга не очень устойчива, и сварочный шов может потерять в качестве.
Поэтому выбор типа тока будет в большей степени зависеть от профессионального опыта: если он есть, можно работать и на переменном. Если же вы в начале славного пути сварщика, вашим выбором должен оставаться постоянный ток: на нем работать легче.
Кстати, с некоторыми металлами или сплавами можно иметь дело только на постоянном токе.

Обратная и прямая полярность.
Полярность подключения может быть также двух видов:
- Прямая полярность имеет место при подключении минуса на электроде, а плюса на массе.В этом случае направление тока идет от электрода к детали, которая как раз нагревается – в отличие от электрода, который остается холодным. Прямая полярность применяется в узких сферах, к примеру, во время сварки листового металла.
- Обратная полярность – это подключение плюса на электроде, а минуса на клемме массы.В данном случае направление тока идет в обратном направлении: от металла к электроду, что приводит к нагреванию электрода.
Следующий шаг – определиться с правильной силой тока, которая зависит прежде всего от толщины свариваемого металла. Рассчитывать силу тока удобнее по формуле: 40 ампер на каждый миллиметр толщины детали. Значение тока выставляется легко: на панели регулятором.
Теперь пора разжигать электрическую дугу – главный элемент ММА. Данный этап можно назвать самым ответственным и самым сложным. Пожечь дугу можно двумя способами: либо прикоснуться концом электрода и затем резко оторвать его, либо чиркать электродом, как спичкой.
Главное — получить стабильную и ровную дугу, от этого зависит качество сварочного шва в итоге. Прежде всего для этого электрод нужно держать над поверхностью всегда на одинаковом расстоянии – вести его как можно ровнее. Расстояние должно быть оптимальным.
Будете держать выше, чем нужно — дуга потухнет, ниже – электрод залипнет на поверхности.
Сам процесс сварки идет в сварочной ванне. Чтобы она формировалась, металл должен хорошенько прогреться, для этого можно обернуть пару раз электрод в месте старта сварки. Ширина сварочной ванны должна быть адекватной и одинаковой ширины по ходу всего шва.
Для того, чтобы все это получилось, нужна, конечно, практика. Качественная сварка ММА получится только у мастеров с опытом. Новичкам такие требования поначалу кажутся очень сложными. Но метод осваивается быстро. Ведь именно из-за простоты и доступности ММА так популярна и на строительных площадках, и на дачных участках.
Преимущества ММА

Сварка металлов электродом.
Преимущества электродуговой сварки мощные и не вызывают никаких сомнений:
- Универсальность технологии: с ее помощью можно варить практически любые металлы.
- Варить можно в любом положении, включая ограниченное пространство.
- Технология ММА выдерживает любые неблагоприятные условия внешней среды.
- Возможность использования в домашних условиях, недорогие составляющие.
Недостатки ММА
На самом деле все нижеперечисленные минусы можно таковыми не считать.
Это, скорее свойства технологии, которые нужно учитывать:
- Относительно низкая производительность, особенно в сравнении с полуавтоматом.
- Технология требует профессионального опыта.
- Непростой процесс розжига дуги с риском залипания.
- Вред здоровью от испарений обмазки некоторых видов электродов во время сварки.
Следует отметить, что современное оборудование помогает избежать неприятностей типа залипания электрода из-за неправильного розжига дуги. Многие модели снабжены продвинутыми функциями «горячий старт» и «антизалипание», которые сделают сварку ММА для начинающих более-менее легкой и доступной.
Конечно, все преимущества сварки ММА многократно перевешивают ее недостатки. Доступность и универсальность метода неоспоримы. Кроме того, стоимость оборудования для ММА намного ниже в сравнении с ценами на аппараты аргонодуговой или полуавтоматический сварки.
Сварочное оборудование для ММА
Выбор аппарата для работы по методу ММА – дело непростое из-за многочисленности моделей, предлагаемых на рынке. В этом изобилии нужно разбираться. Поэтому несколько советов по поводу оборудования для ММА:
Трансформаторы

Устройство инвертора для сварки MMA.
Ветераны сварочного движения – неприхотливые, недорогие, тяжелые, с большими габаритами, управляемые только вручную. Это, конечно, стационарные аппараты.
Суть их действия – преобразование сетевого тока в сварочный с помощью катушки – сердечника с обмотками из металлической проволоки. Варить нужно на переменном токе.
Сварочные выпрямители
Аппараты для преобразования переменного тока в постоянный. При постоянном токе сварочные швы формируются ровными, аккуратными и крепкими, а это самое главное в сварке.
Выпрямители – близкие родственники трансформаторов, особенно с точки зрения их габаритов и большого веса. Для работы на них нужны практические навыки сварщика.
Инверторы
Вот самый оптимальный выбор современного аппарата со всех точек зрения. С инверторами РДС становится доступной, простой и эффективной даже в руках новичков. В них нет никакой катушки, действие строится на электронном плато со встроенным выпрямителем.
На выходе уже получается постоянный ток с корректировкой его стабильности.
Подавляющее большинство имеют продвинутые функции, помогающие избежать залипания электродов, помогают с быстрым розжигом дуги.
Инверторы компактны, имеют небольшой вес и способны к передвижению. Инвертор можно повесить даже на плечо.
tutsvarka.ru
Технология сварки MMA | Москва
ММА - Manual Metal Arc- ручная дуговая сварка штучными (покрытыми) электродами. В советской технической литературе обычно использовалось сокращение РДС.
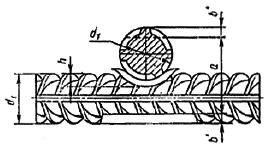
Сущность способа. К электроду и свариваемому изделию для образования и поддержания сварочной дуги от источников сварочного тока подводится постоянный или переменный сварочный ток (рис. 1). Дуга расплавляет металлический стержень электрода, его покрытие и основной металл. Расплавляющийся металлический стержень электрода в виде отдельных капель, покрытых шлаком, переходит в сварочную ванну. В сварочной ванне электродный металл смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность.
Глубина, на которую расплавляется основной металл, называется глубиной проплавления. Она зависит от режима сварки (силы сварочного тока и диаметра электрода), пространственного положения сварки, скорости перемещения дуги по поверхности изделия (торцу электрода и дуге сообщают поступательное движение вдоль направления сварки и поперечные колебания), от конструкции сварного соединения, формы и размеров разделки свариваемых кромок и т.п. Размеры сварочной ванны зависят от режима сварки и обычно находятся в пределах: глубина до 7 мм, ширина 8 ... 15 мм, длина 10 ... 30 мм. Доля участия основного металла в формировании металла шва обычно составляет 15 ... 35 %.
Расстояние от активного пятна на расплавленной поверхности электрода до другого активного пятна дуги на поверхности сварочной ванны называется длиной дуги. Расплавляющееся покрытие электрода образует вокруг дуги и над поверхностью сварочной ванны газовую атмосферу, которая, оттесняя воздух из зоны сварки, препятствует взаимодействиям его с расплавленным металлом. В газовой атмосфере присутствуют также пары основного и электродного металлов и легирующих элементов. Шлак, покрывая капли электродного металла и поверхность расплавленного металла сварочной ванны, способствует предохранению их от контакта с воздухом и участвует в металлургических взаимодействиях с расплавленным металлом.
Кристаллизация металла сварочной ванны по мере удаления дуги приводит к образованию шва, соединяющего свариваемые детали. При случайных обрывах дуги или при смене электродов кристаллизация металла сварочной ванны приводит к образованию сварочного кратера (углублению в шве, по форме напоминающему наружную поверхность сварочной ванны). Затвердевающий шлак образует на поверхности шва шлаковую корку.
Рис. 1 Ручная дуговая сварка металлическим электродом с покрытием(стрелкой указано направление сварки): 1 - металлический стержень; 2 - покрытие электрода; 3 - газовая атмосфера дуги; 4 - сварочная ванна; 5 - затвердевший шлак; 6 - закристаллизовавшийся металл шва; 7 - основной металл; 8 - капли расплавленного электродного металла; 9 - глубина проплавления
Ввиду того что от токоподвода в электрододержателе сварочный ток протекает по металлическому стержню электрода, стержень разогревается. Этот разогрев тем больше, чем дольше протекание по стержню сварочного тока и чем больше величина последнего. Перед началом сварки металлический стержень имеет температуру окружающего воздуха, а к концу расплавления электрода температура повышается до 500 ... 600 °С (при содержании в покрытии органических веществ - не выше 250 °С). Это приводит к тому, что скорость расплавления электрода (количество расплавленного электродного металла) в начале и конце различна. Изменяется и глубина проплавления основного металла ввиду изменения условий теплопередачи от дуги к основному металлу через прослойку жидкого металла в сварочной ванне. В результате изменяется соотношение долей электродного и основного металлов, участвующих в образовании металла шва, а значит, и состав и свойства металла шва, выполненного одним электродом. Это - один из недостатков ручной дуговой сварки покрытыми электродами.
Зажигание и поддержание дуги. Перед зажиганием (возбуждением) дуги следует установить необходимую силу сварочного тока, которая зависит от марки электрода, пространственного положения сварки, типа сварного соединения и др. Зажигать дугу можно двумя способами. При одном способе электрод приближают вертикально к поверхности изделия до касания металла и быстро отводят вверх на необходимую длину дуги. При другом - электродом вскользь "чиркают" по поверхности металла. Применение того или иного способа зажигания дуги зависит от условий сварки и от навыка сварщика.
Длина дуги зависит от марки и диаметра электрода, пространственного положения сварки, разделки свариваемых кромок и т.п. Увеличение длины дуги снижает качество наплавленного металла шва ввиду его интенсивного окисления и азотирования, увеличивает потери металла на угар и разбрызгивание, уменьшает глубину проплавления основного металла. Также ухудшается внешний вид шва.
Во время ведения процесса сварщик обычно перемещает электрод не менее чем в двух направлениях. Во-первых, он подает электрод вдоль его оси в дугу, поддерживая необходимую в зависимости от скорости плавления электрода длину дуги. Во-вторых, перемещает электрод в направлении наплавки или сварки для образования шва. В этом случае образуется узкий валик, ширина которого зависит от силы сварочного тока и скорости перемещения дуги по поверхности изделия. Узкие валики обычно накладывают при проваре корня шва, сварке тонких листов и тому подобных случаях.
При правильно выбранном диаметре электрода и силе сварочного тока скорость перемещения дуги имеет большое значение для качества шва. При повышенной скорости дуга расплавляет основной металл на малую глубину и возможно образование непроваров. При малой скорости вследствие чрезмерно большого ввода теплоты дуги в основной металл часто образуется прожог, и расплавленный металл вытекает из сварочной ванны. В некоторых случаях, например при сварке на спуск, образование под дугой жидкой прослойки из расплавленного электродного металла повышенной толщины, наоборот, может привести к образованию непроваров.
Иногда сварщику приходится перемещать электрод поперек шва, регулируя тем самым распределение теплоты дуги поперек шва для получения требуемых глубины проплавления основного металла и ширины шва. Глубина проплавления основного металла и формирование шва главным образом зависят от вида поперечных колебаний электрода, которые обычно совершают с постоянными частотой и амплитудой относительно оси шва (рис. 2). Траектория движения конца электрода зависит от пространственного положения сварки, разделки кромок и навыков сварщика. При сварке с поперечными колебаниями получают уширенный валик, форма проплавления зависит от траектории поперечных колебаний конца электрода, т.е. от условий ввода теплоты дуги в основной металл. По окончании сварки - обрыве дуги
www.shtorm-its.ru
Сварочные аппараты ММА, аппараты аргонодуговой сварки по разумной цене
ММА (ARC) - Manual Metal Arc - ручная дуговая сварка штучными (покрытыми) электродами. В советской технической литературе обычно использовалось сокращение РДС. Суть ручной дуговой сварки состоит в следующем. На электрод подается напряжение одной полярности, на деталь - другой. Между электродом и деталью зажигается высокотемпературная дуга, которая плавит все в своем пространстве. Под действием электрического заряда материал электрода по каплям переносится в сварочную ванну.
Почему оборудование для ручной дуговой сварки необходимо покупать только в магазине svarkasvarka.ru:
- Клиент, обратившийся к нам, получает информационное сопровождение от желания приобрести сварочный аппарат до непосредственной эксплуатации купленного сварочного аппарата;
- Мы честны с Клиентом. Наш Клиент никогда не потратит больше денег, чем ему необходимо для выполнения поставленной задачи. Мы никогда не навязываем более дорогое оборудование, или оборудование залежавшееся на складе. Особенно это проявляется при выборе аппарата для ручной дуговой сварки MMA, зачастую для выполнения большинства задач достаточно аппарата начального уровня, даже в промышленных масштабах.
- Каждая модель аппарата ручной дуговой сварки ММА, продаваемая у нас, проходит тест соответствия заявленным характеристик реальным. Мы знаем всё об аппаратах ручной дуговой сварки ММА, продающихся у нас. Если аппарат не выдает заявленной мощности - мы всегда об этом уведомляем.
- На аппараты определенных марок и моделей, заслужившие доверие временем, мы даем расширенную гарантию. В случае, если Клиент так же честен с нами как и мы, мы можем отремонтировать аппарат бесплатно, даже если у него вышел гарантийный срок.
Особенности ручной дуговой сварки
Положительный электрод нагревается сильнее, чем отрицательный. В связи с этим существует два способа подключения сварочного аппарата:Прямая или положительная полярность – электрод подключается к «-» аппарата, а свариваемая деталь – к «+». При этом способе подключения свариваемая деталь нагревается сильнее, чем электрод, что позволяет получить более глубокое проплавление металла и экономию электрода. Такой способ чаще всего применяется при сварке массивных конструкций.
Обратная или отрицательная полярность – электрод подключается к «+» аппарата, а свариваемая деталь – к «-». При этом способе подключения электрод нагревается сильнее, чем свариваемая деталь и быстрее расплавляется. Такой способ подключения применяется при сварке тонколистового металла, чтобы исключить перегрев и сквозные прожоги; при наплавке, а также при сварке высоколегированных сталей.
Существует два основных способа зажигания дуги:Первый - коснуться электродом детали и тут же быстро отвести электрод на расстояние 2-4мм. Возникает дуга. Дальше ее необходимо поддерживать в оптимальном состоянии (чтобы она не была «сжата» или «растянута»). От этого опять же зависит качество шва. Вообще говоря, есть правило, что длина дуги должна быть порядка 0.5-1.1 диаметра электрода.Второй способ - «чиркнуть» электродом по металлу, как спичкой. Но, во-первых, этот способ не годится для неприспособленных мест. Во-вторых, все эти «чирканья» будут оставлять весьма неприятные следы на металле, которые потом придется обрабатывать и окрашивать.
Недостатки ручной дуговой сварки:- невысокая производительность;
- необходимость механической очистки шва от шлака;
- вредные выделения газов при сварке;
- качество сварки сильно зависит от квалификации сварщика.
Разновидность оборудования для ручной дуговой сварки
К источникам питания для ручной дуговой сварки предъявляются технические требования, связанные со статической характеристикой дуги, процессом плавления и переноса металла при сварке. Эти источники значительно отличаются от электрических аппаратов, применяемых для питания током силовых и осветительных установок, и имеют следующие отличительные особенности:- сварочные аппараты должны быть оборудованы устройством для регулирования силы сварочного тока, максимальное значение которого ограничивается определенной величиной;
- ток кратковременного короткого замыкания, возникающий в момент касания электродом изделия и при переносе расплавленного металла на изделие, должен быть определенной величины, безопасной для перегрева аппарата и пережога обмоток и достаточной для быстрого разогрева конца электрода, ионизации дугового пространства и возникновения дуги;
- напряжение холостого хода должно обеспечивать быстрое зажигание дуги, но не создавать опасности поражения сварщика электрическим током при соблюдении работающим правил безопасности; обычно оно находится в пределах 60—80 В.
Если при ручной дуговой сварке использовать источник питания с пологопадающей характеристикой, то при удлинении дуги возможен ее обрыв из-за малого тока, а при укорочении дуги возможен прожог из-за чрезмерно большой силы тока. Поэтому при ручной сварке применяются источники питания с крутопадающей характеристикой, обеспечивающей максимальную стабильность процесса сварки.
КЛАССИФИКАЦИЯ:
- По виду сварочного тока: различают аппараты переменного тока, или сварочные трансформаторы, и аппараты постоянного тока, или сварочные выпрямители.
- По способу регулировки тока: с механической регулировкой и с электрической регулировкой.
- По конструктивному исполнению: трансформаторного типа или инверторного типа.
- ТДМ. Трансформатор для Дуговой сварки с Механической регулировкой тока.
- ТДЭ. Трансформатор для Дуговой сварки с Электрической регулировкой тока.
- ВД. Выпрямитель для Дуговой сварки.
Сварочный трансформатор представляет собой трансформатор особой конструкции, снабженный устройством для регулировки сварочного тока. С помощью сварочного трансформатора возможна сварка только переменным током.
Недостатки сварочного трансформатора:- невысокое качество сварки;
- возможность работы только специальными электродами для переменного тока;
- сравнительно высокие масса и габариты;
- очень сложно выполнять вертикальные и потолочные швы;
- низкий КПД;
- повышенный уровень шума.
- высокое качество сварного шва;
- возможность сварки в любых пространственных положениях;
- возможность применения электродов любых марок, как для постоянного, так и для переменного тока.
- низкие габариты и вес аппарата;
- высокое качество сварки;
- возможность внедрения дополнительных технических функций, повышающих качество сварки;
- возможность сварки в любых пространственных положениях;
- возможность применения электродов любых марок, как для постоянного, так и для переменного тока;
- высокий КПД;
- низкий уровень шума;
- цена сопоставима, а зачастую ниже цены трансформаторного оборудования.
- достаточно сложная высокотехнологичная конструкция;
- повышенные требования к условиям эксплуатации и обслуживанию;
- некоторые аппараты не могут работать при низких температурах (ниже -10°С).
svarkasvarka.ru
|
ММА - Manual Metal Arc расшифруем это дословно и получим: Инструкция Металл Дуга - что означает Режим дуговой сварки или просто дуговая сварка. Для того, чтобы разобраться с термином Mma сварка, нужно иметь хотя бы общие понятия о том, что это вообще такое. Говоря простым языком, это сварка в ручном режиме, которая производится покрытым электродом. Этот режим, как правило, используется для того, чтобы сварить между собой детали, толщина которых будет составлять порядка 4 мм. Но, несмотря на все прелести данного режима, у него есть существенные недостатки:
Кроме того, к недостаткам еще можно отнести и тот момент, что дуга будет достаточно обильно разбрызгиваться, а вот очистить шов от шлаков станет просто нереально, ведь качество очистки при этом режиме- очень низкое. Для того, чтобы сварить алюминий и сплавы используют электроды с покрытием. Существуют специальные электроды, приобрести которые можно в специализированных магазинах и на сегодняшний день наиболее популярными считаются электроды ОЗАНА и УАНА. Используя именно эти электроды, сварщику будет под силу соединить между собой практически любые сплавы алюминия. Для того, чтобы не допустить ошибок, нужно иметь четкое разграничение между электродами: для того, чтобы сварить чистый алюминий, нужно выбрать ОЗАНА- 1, а вот ОЗАНА-2 великолепно подойдет для сваривания сплавов. Кроме того, нужно применять и ток обратной полярности- если быть точнее, то 25-30 ампер на 1 мм электрода в диаметре. Как сделать шов качественным? Для того, чтобы у вас в результате получился качественный шов, нужно предварительно прогреть зону работы. Прогревание осуществляется до 400 градусов. Если использовать небольшой сварочный ток, то хорошо прогретый а также медленно остывающий шов будет гарантией того, что металл идеально проплавится. Более того, такая технология сделает шаг к тому, чтобы не появились трещины, которые обычно появляются как следствие кристаллизации поверхности. Деформация поверхности также будет уменьшена. Помните также и о том, что, если вам предстоит соединить между собой детали более крупные, то прогревание должно быть локальным. Обратите внимание на тот момент, что покрытые электроды будут плавиться значительно быстрее, поэтому и при выполнении работ понадобится некоторая скорость, что может оказаться невыполнимой задачей для неопытного специалиста. Более того, если сварочная дуга оборвется, то на ее конце будет образована корка, которая не так просто разжигается снова. Именно поэтому, специалист при сваривании должен обеспечить непрерывный режим для каждого отдельно электрода. После того, как работа достигнет конца, нужно обязательно удалить шлак, сам шов промыть горячей водой, а также, используя металлическую щетку, обработать его. Подведем итог и скажем о том, что среди обычных полуавтоматов, отлично подойдет полуавтомат, который будет работать в режиме Mma. Такой вариант отлично подойдет и для новичков, но нужно будет рационально использовать собственные знания и полученный опыт, чтобы качественно сварить алюминий.
|
3g-svarka.ru
Сварочные аппараты mma
Главная страница » mma
На данной странице вы найдете сведения по теме “mma”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.

Что такое сварка MMA? Это ручная дуговая сварка (РДС), с применением штучных покрытых плавящихся электродов. Данный вид соединения изделий применяется при сварке нержавеющих и углеродистых сталей. РДС — самый старый вид сварки, используемый почти всеми предприятиями мира. Применяется, в основном, при сваривании сплавов железа, во время техобслуживания и ремонтов.Рассмотрим преимущества сварки MMA. Во-первых, применение длинных кабелей для работы позволяет обеспечить высокую маневренность при проведении строительных работ, при этом оборудование имеет компактные размеры, а различные виды электродов позволяют сварить любые виды материалов.Поговорим теперь и о минусах этого вида сварки. Швы, образующиеся при соединении деталей, могут выглядеть достаточно грубо, причем это зависит только от опыта сварщика. Также к минусам можно отнести и довольно грязные условия работы, и низкий коэффициент полезного действия.Теперь немного подробнее о том, что такое сварка ММА. К свариваемому изделию и электроду, применяемому при сварке, подается переменный или постоянный сварочный ток. Вид тока зависит от стали, которую требуется сварить. Переменный ток применяется к углеродистым сталям, а постоянный — к нержавеющим. Электрическая дуга, образуемая при сварке, расплавляет покрытие электрода, которое в виде капель попадает в сварочную ванну. В сварочной ванне эти капли металла смешиваются с расплавленным металлом свариваемого изделия, а шлак, образованный при сварке, всплывает на поверхность. При удалении дуги от изделия металл в сварочной ванне кристаллизуется и образует шов, причем отвердевший шлак образует шлаковую корку на поверхности шва.








 Страница 1 из 41234»
Страница 1 из 41234» kovka-svarka.net
MMA или MIG/MAG сварка - Мир Сварки
В наше время существует множество разнообразных способов соединения металла с помощью сварки. К одним из самых популярных способам сварки относят MMA-сварку плавящимся электродом и MIG/MAG-полуавтоматическую сварку в защитном газе. MMA-сварка плавящимся электродом в основном применяется для соединения низкоуглеродистых сталей в частной сфере, для монтажных работ, а также на производстве для не ответственных сварных швов. Для ответственных соединений чаще всего применяют MIG/MAG-полуавтоматическую сварку в защитном газе, у которой существует широкий выбор параметров, способствующие снижению затрат сил сварщика и улучшению качества сварного шва. MIG/MAG-полуавтоматическая сварка широко применяется в автомастерских, химической, нефтяной, пищевой и многих других сферах.
Основные преимущества и недостатки MMA сварки:
 |
К основным преимуществам MMA-сварки можно отнести следующие факторы:
- К недостаткам ММА сварки можно отнести:Мобильность сварочного аппарата.
- Относительно низкая цена на расходные материалы.
- Не возникает опасности взрыва, как при сварке с газом.
- Инверторы без проблем работают от сети 220V.
- Покрытие электрода обеспечивает низкий уровень качества сварного шва, если сравнивать с MIG/MAG сваркой.
- При неправильном хранении электроды отсыревают и требуют прокалки.
- При сварке цветных металлов их сплавов и нержавейки, оказываются проблемными при соединении данным способом.
- Погодные условия на прямую влияют на появление брака.
Основные преимущества и недостатки MIG/MAG сварки:
К основным преимуществам MIG/MAG сварки можно отнести следующие факторы:
 |
- Высокое качество сварного шва.
- Возможность сваривать разнородные материалы.
- Возможность осуществлять беспрерывные швы большой длины.
- Данный вид сварки позволяет осуществлять провар на большую глубину.
- Сварка тонких металлов.
К недостаткам МIG/MAG сварки можно отнести:
- Дороговизна оборудования.
- Процесс подготовки металла более сложный чем при MMA сварке.
- Низкая мобильность оборудования.
- Многие газы вредны для здоровья.
Вывод: Мы знаем, что вы сделаете правильный выбор!
mir-svarki.ru