Электрические свойства сварочной дуги и требования к источникам питания. Напряжение сварочной дуги
Вольт амперная характеристика сварочной дуги
Вольт-амперная характеристика сварочной дуги
Темы: Технология сварки.
Электрическая дуга как элемент цепи тока обладает ярко выраженной нелинейностью, т. е. между ее током I и напряжением U нет пропорциональной связи. Зависимости U = f (I) при прочих неизменных условиях для таких элементов чаще всего изображаются в виде кривых, называемых вольт-амперными характеристиками. Если величины U измерены в состояниях устойчивого равновесия разряда при разных токах, то характеристики называются статическими. Построение вольт-амперных характеристик связано с большими трудностями не только из-за сложности измерения длины дуги между плавящимися электродами, но и поддержания неизменными прочих условий.
Обычно с изменением тока меняются скорости струй паров, истекающих из активных пятен электродов, расположение пятен на поверхности последних, размеры областей столба, затененных электродами от воздействия струй защитных газов, давление газа в полости закрытых дуг и т. д. Поэтому в чистом виде зависимости Ud = f (Id) Для сварочных дуг построить практически не удается. Пока приходится довольствоваться измерениями Ud в условиях изменения всего комплекса параметров, связанных с током. Поскольку в различных сварочных дугах с током связаны различные параметры, то можно говорить о вольт-амперных характеристиках дуг с неплавящимися или плавящимися, обмазанными или голыми электродами, дуг под флюсом или в защитных газах, дуг в плазмотронах и т. д.
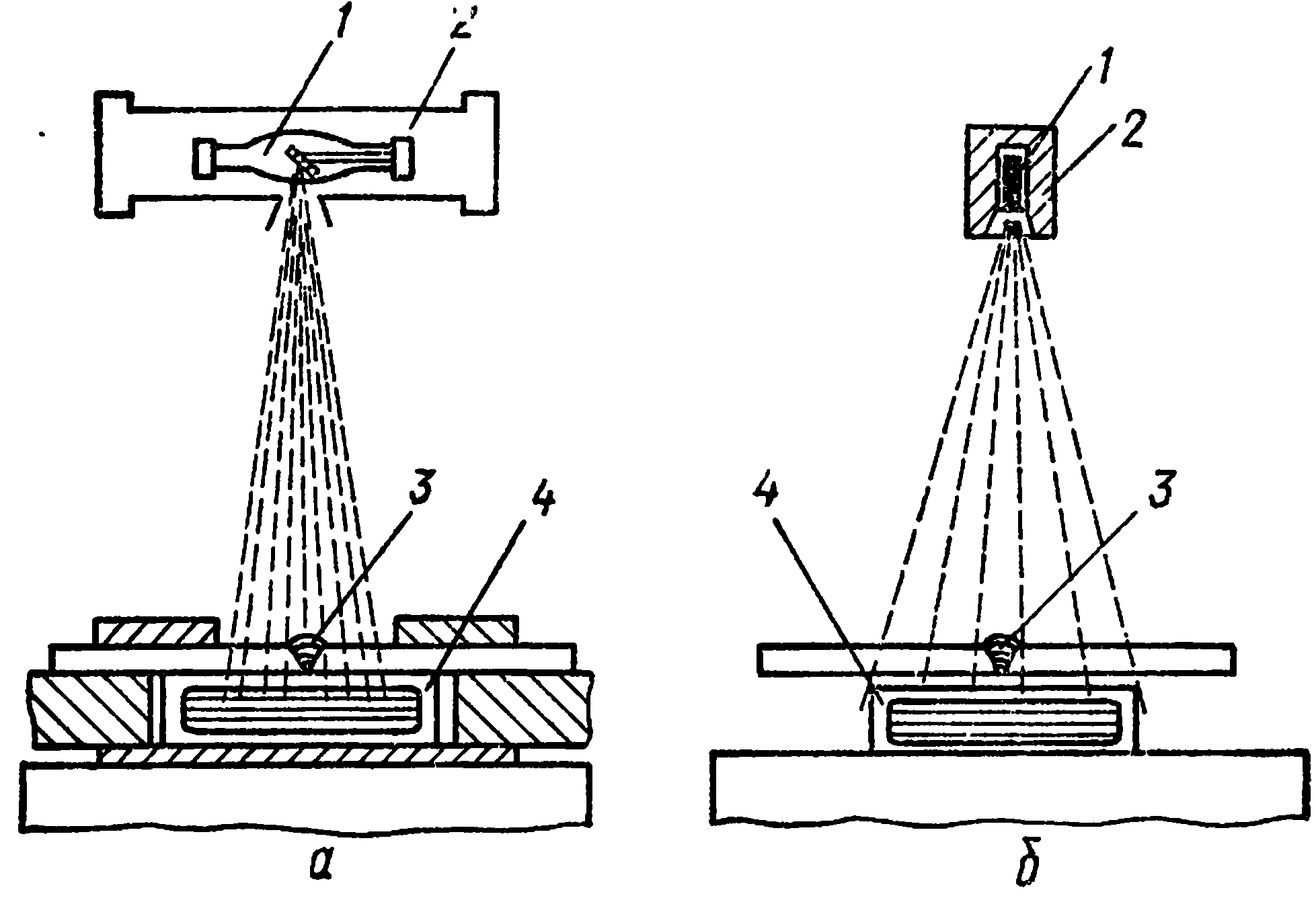
Рисунок 1. Прибор для возбуждения дуги с заданным расстоянием между электродами.
Наиболее простой зависимостью Ud от Id должны характеризоваться свободные дуги с неплавящимися электродами. Как показывают многочисленные измерения, эти зависимости являются падающими. Получение достоверных характеристик дуг с плавящимися электродами связано, прежде всего, с трудностями измерения длин дуг.
Однако метод регистрации параметров дуги в начальной стадии ее существования после возбуждения прибором, изображенным на рис. 4, позволяет свести их к минимуму.
Для построения характеристик достаточно иметь осциллограммы Ud и Id при Ido = δ = const и различных токах. Чтобы повысить стабильность маломощных дуг, применялись источники питания с Uxx = 100 в. Дуги большой мощности питались от многопостового генератора ПСМ-1000.
Характеристики открытых дуг в воздухе между стальными электродами различных диаметров и пластиной приведены на рис 8. Длина дуги ld = 5 мм, полярность тока прямая. При токах до 220 а все характеристики, несмотря на различие диаметров электродов, практически совпадают и являются сначала падающими, потом независимыми. При больших токах дуге с большим диаметром электрода d1 = 10 мм по-прежнему свойственна независимая или даже пологопадающая характеристика.
В дугах с катодами d2 = 4 мм и d3 = 2 мм происходит рост напряжения. Чем меньше диаметр электрода, тем при меньших токах наблюдается этот рост. К сожалению, построить характеристики Ud=f (Id) для тонких электродов во всем диапазоне применяемых токов не удается: при плотности тока j ≥ 6000 а/см2 уже во время подъема электрода 6 прибором (рис.4) он начинает заметно оплавляться, поэтому длина дуги в момент регистрации установившегося Ud не может быть установлена с необходимой точностью.
Рис. 2. Вольт-амперные характеристики открытой сварочной дуги.
Однако и полученные данные позволяют утверждать, что причиной увеличения Ud с ростом Id является малый диаметр катода. По-видимому, после перекрытия катодным пятном всего торца электрода дальнейшее расширение пятна в пространстве становится невозможным и дуга переходит в режим «сжатой дуги» у катода с возрастающей вольт-амперной характеристикой. Изменение длины дуги приводит к изменению абсолютных значений Ud, но его зависимость от тока остается прежней.воль
В исследованном диапазоне токов и диаметров электродов не обнаружено принципиальных изменений вольт-амперных характеристик дуг под флюсом за исключением абсолютных значений Uk + Ua и Е (см. табл. 1). По-видимому, образующаяся под флюсом газовая полость достаточна по размеру, чтобы не ограничивать свободное развитие дуги, а ее сжатие происходит только в связи с недостатком места для развития пятна на тонком электроде.
weldzone.info
Внешние вольт-амперные характеристики источников питания сварочной дуги
Внешняя характеристика источников питания (сварочного трансформатора, выпрямителя и генератора) - это зависимость напряжения на выходных зажимах от величины тока нагрузки. Зависимость между напряжением и током дуги в установившемся (статическом) режиме называется вольт-амперной характеристикой дуги. Длина дуги связана с ее напряжением: чем длиннее сварочная дуга, тем выше напряжение. Чем круче характеристика, тем меньше влияет длина сварочной дуги на сварочный ток. При изменении напряжения на величину δ при крутопадающей характеристике изменение тока равно а1 при пологопадающей - а2. Для обеспечения стабильного горения дуги необходимо, чтобы характеристика сварочной дуги пересекалась с характеристикой источника питания.Обычно ток короткого замыкания превышает рабочий ток, но не более чем в 1,5 раза. Время восстановления напряжения после короткого замыкания до напряжения дуги не должно превышать 0,05 с. Напряжение холостого хода (без нагрузки в сварочной цепи) при падающих внешних характеристиках всегда больше рабочего напряжения дуги, что способствует значительному облегчению первоначального и повторного зажигания дуги. Напряжение холостого хода не должно превышать 75 В при номинальном рабочем напряжении 30 В. Для постоянного тока напряжение зажигания должно быть не менее 30-35 В, а для переменного тока 50-55 В. для трансформаторов, рассчитанных на сварочный ток 2000 А, напряжение холостого хода не должно превышать 80 В. Повышение напряжения холостого хода источника переменного тока приводит к снижению косинуса «фи». Иначе говоря, увеличение напряжения холостого хода снижает коэффициент полезного действия источника питания. Источник питания для ручной дуговой сварки плавящимся электродом и автоматической сварки под флюсом должен иметь падающую внешнюю характеристику. Жесткая характеристика источников питаний необходима при выполнении сварки в защитных газах (аргоне, углекислом газе, гелии) и некоторыми видами порошковых проволок, например СП-2. Для сварки в защитных газах применяются также источники питания с пологовозрастающими внешними характеристиками
Требования к источникам питания для дуговой сварки
Важными параметрами процесса сварки являются вольт-амперная характеристика сварочной дуги и внешняя характеристика источника питания. От их согласования во многом зависят устойчивость горения дуги и стабильность протекания процесса сварки.
Вольт-амперная характеристика дуги нелинейна, поскольку в общем случае электрический ток в газах не подчиняется закону Ома (дуга является электрическим разрядом в газе, и ее сопротивление не равняется постоянной величине).
При малых токах (примерно до 100А) с его увеличением интенсивно возрастают степень ионизации и число заряженных частиц. Сопротивление столба дуги уменьшается, и для поддержания тока необходимо меньшее напряжение.
При возрастании тока увеличение степени ионизации происходит медленнее, рост количества носителей заряда уменьшается, и напряжение дуги становится мало зависящим от тока.
При больших плотностях тока степень ионизации высокая, дуга не расширяется, так как ограничена диаметром электрода, и ее сопротивление становится постоянным. На этом участке она подчиняется закону Ома - ток и напряжение прямо пропорциональны.
Для каждого способа сварки наиболее характерен свой участок характеристики дуги. Например, при ручной сварке покрытыми электродами и неплавящимся электродом в среде аргона сила тока относительно невелика, а диаметр электрода значителен. Эти условия соответствуют подающему участку характеристики дуги. При сварке под флюсом сила тока больше, чем при ручной сварке, поэтому характеристика переходит на пологий и частично на возрастающий участок. Сварка в углегислом газе характеризуется применением проволок малого диаметра, что пропорционально квадрату диаметра увеличивает плотность тока. Характеристика дуги становится возрастающей.
Ручная дуговая сварка
Одна из основных особенностей ручной сварки - частое изменение длины дуги. Оно связано с манипуляцией сварщиком электродом, его плавлением и необходимостью подачи электрода вниз, а также выполнением швов в неудобных и труднодоступных местах. Особенно частые колебания длины дуги возникают при недостаточной квалификации сварщика. Для обеспечения стабильности процесса сварки, требуемой глубины проплавления и хорошего качества шва необходимо, чтобы сила тока при колебаниях длины дуги изменялась минимально.
Если при ручной дуговой сварке использовать источник питания с пологопадающей характеристикой, то при удлинении дуги возможен ее обрыв из-за малого тока, а при укорочении дуги возможен прожог из-за чрезмерно большой силы тока. Поэтому при ручной сварке применяются источники питания с крутопадающей характеристикой, обеспечивающей максимальную стабильность процесса сварки.
Газовая сварка, оборудование для газовой сварки, контроль качества соединения
Газовоя сварка происходит по средствам газа. С помощью кислорода ацицелена и стальной проволоки
Сварочные инверторы, сварочные полуавтоматы
Визуальный осмотр и просвет ренгеном все это применимо и для электро дуговой сварки
Контроль качества сварных швов. Основные методы
Для контроля качества сварного шва могут применяться различные методы, основанные на использовании разных материалов, приспособлений и устройств. Государственными стандартами определены следующие способы, с помощью которых можно оценить, насколько качественно была проведена сварка и последующая зачистка сварных швов. Визуальный осмотр Самый простой и очевидный метод, призванный определить явные дефекты шва. Он может производиться без сторонних приспособлений либо с применением лупы. В рамках подготовки к осмотру производится специальная обработка сварных швов: поверхность очищают от загрязнений и шлаков, некоторые виды сталей дополнительно подвергают химической обработке. При осмотре оценивают размер сварного шва, замеряют обнаруженные дефектные участки. Если были обнаружены трещины, их границы определяют засверливанием, подрубкой, шлифовкой и завершающим травлением. Трещины обнаруживаются при нагреве металла, выявляясь зигзагообразными линиями. Если должна быть произведена термическая обработка сварных швов, то внешний осмотр проводится и до процедуры, и после нее. Просвечивание сварного шва В этом случае используют гамма-лучи или рентген (пленку прикладывают с обратной стороны металлической заготовки). Если оборудование для сварных швов подвело, то в местах, где имеются дефекты, на пленке будут видны пятна более темного оттенка. Именно так можно выявить шлаковые включения, непровар и поры. Метод не дает возможности выявить трещины, расположенные под углом менее пяти градусов относительно центрального луча и слипания металлов без шлаковой или газовой прослойки. Этот метод позволяет определять дефекты в металлических заготовках толщиной до 6 сантиметров. Если в швах обнаруживаются дефекты, просвечивают удвоенное число стыков. Если дефекты снова обнаружены, то проверяют швы всех заготовок, выполненные этим сварщиком, а после удаления дефектов швы проверяют вновь. Магнитографический метод В его основе лежит обнаружение поля рассеивания, которое образуется на месте наличия дефектов при намагничивании заготовки. Рассеиваемые поля фиксируются на магнитной ленте, прижатой к поверхности швов. Запись проводится на дефектоскоп, а потом считывается. Если сварка и обработка сварных швов были проведены недостаточно качественно, то этот метод выявит трещины, поры, непровары, шлаковые включения. С меньшей точностью таким образом можно обнаружить поперечные трещины, широкие непровары, округлые поры. Метод подходит для работы с металлом толщиной в 0,4–1,2 сантиметра. Проверка ультразвуком Этот способ основан на отражении направленных пучков звуковых колебаний от металлов и несплошностей в нем. Он используется для контроля качества сварного шва в цветных металлах и стали. Для того чтобы получить ультразвуковые волны, применяют пьезоэлектрические кварцевые пластины, вставленные в щуп. Отраженные колебания улавливаются искателями, преобразуются в электрический импульс, подаются на усилитель, воспроизводятся индикатором. Чтобы обеспечить акустический контакт, поверхность изделия покрывается автолом или компрессорным маслом. Вскрытие шва
Этот способ используется при необходимости определить дефекты, которые подозреваются, но не были выявлены при использовании других методов. В этом случае применяется оборудование для сварных швов, которым вскрывается подозрительный участок соединения. В этом случае просверливается углубление диаметром несколько больше ширины шва, а потом поверхность шлифуется и протравливается раствором азотной кислоты. Границы шва при этом проявляются очень отчетливо. Химический метод
До начала испытания необходима тщательная зачистка сварных швов от шлаков и загрязнений. В этом случае наружный слой металла обрабатывается четырехпроцентным раствором фенолфталеина либо накрывается тканью, пропитанной пятипроцентным раствором азотнокислого серебра. Изделие нагнетается смешанным с аммиаком воздухом, и в местах, где имеются локальные течи, азотнокислое серебро становится серебристо-черным, а фенолфталеин – красным. Цветная дефектоскопия (ГОСТ 3242-79)
Полость дефекта наполняется флуоресцентным раствором, которая светится под действием ультрафиолетового луча. Цветная дефектоскопия дает возможность выявлять дефекты при помощи проявляющей белой краски. В этом случае проявляется рисунок, повторяющий форму дефекта. Такими методами можно выделить поверхностный дефект сварного шва – в основном это трещины, которые образуются в сварных соединениях. Проба керосином Этот метод может использоваться при необходимости определения плотности сварного шва на металлическом соединении толщиной до одного сантиметра. Он позволяет выявить дефекты, размер которых составляет от 0,1 миллиметра. В этом случае шов покрывается суспензией из каолина либо мела и подсушивается, а другая сторона два или три раза смачивается керосином. Если шов проницаем, на поверхности, смазанной суспензией, проступят желтые жирные пятна. Срок испытания составляет порядка четырех часов. Испытание пневматикой
В этом случае с одной стороны шва создается избыточное воздушное давление, а другая промазывается мыльной пеной, на которой под воздействием воздуха, проникающего через неплотности, будут образовываться пузыри. Вакуумный метод
Такие испытание предназначены для определения плотности днища резервуаров и прочих подобных конструкций. Они способны выявить сквозную неплотность размером от 0,1 миллиметра на металлических заготовках толщиной до 1,5 сантиметров. Пенным индикатором в этом случае выступает мыльный раствор, а для создания вакуума применяют сегментные, плоские и кольцевые камеры. Технологические пробы
Способ позволяет определить сплавление металла, характер излома (по металлу или шву), качество зачистки сварных швов, внутренние дефекты и непровары. Место соединения изучают при помощи лупы с десятикратным увеличением. В основном этот метод применяют при испытании сварочных материалов и новых технологий, а также при аттестации сварщиков.
Газовая или газоплавильная сварка, также газосварка — процесс, при котором плавление основного и присадочного материала происходит в пламени открытой горелки. Поддержание пламени горелки осуществляют подачей одного или нескольких горючих газов или жидкостей в смеси с кислородом. Пламя может быть окислительным или восстановительным, это регулируется количеством кислорода. В зависимости от состава основного металла выбирают состав присадочных прутков; а в зависимости от толщины основного металла — диаметр.
Оборуд.для газ сварки.
Кислородный баллон , заправочный объем 40 см^3, цвет голубой, надпись черная, вентиль латунный, с обратным клапаном с правой резьбой для подкл. редуктора, заправочное давление 150 кг на см2 .
Газ кислород без цвета и запаха взрывоопасный, не горючий (недопустимо взаимодействие с маслами и смазками)
Ацетиленовый баллон , заправочный объем 40 см^3, цвет белый надпись красная , вентиль стальной под спец. Ключ , имеет войлочный фильтр, (при использовании латунного вентиля образуется ацетиленистая медь она взрывоопасна) газ ацетилен находится в баллоне в растворенном состоянии в ацетоне .Полость баллона заполнена пористой массой, древесный уголь, пористая масса используется для увеличения объема растворенного газа ацетилена , ацетиленовый баллон запрещается использовать в лежачем положении (приводит к вытеканию ацетона из баллона и уменьшение заправочного объема)
Сварочные рукава, кислородный шланг имеет двойную оплетку либо с синей полосой либо синего цвета, можно использовать на ацетилене но не на оборот .
ацетиленовый рукав с одиночной оплеткой либо с красной полосой либо красного цвета
Газовые редукторы служат для понижения до раб давл и поддержания постоянного рабочего давления в системе.
понижающий редуктор кислородный имеет два манометра , первый показывает давление в баллоне второй рабочее давление
Штуцер подсоединения сварочного шланга , уплотнение полусфера
Регулировочный винт
Штуцер накидную гайку с правой резьбой для крепления к вентилю газового баллона ,Уплотнение через прокладку
Газовые горелки бывают инжекторные(давление кислорода больше, ацетилена меньше) и без инжекторные(одинаковое примерно)
studfiles.net
Вольтамперная характеристика сварочной дуги
Статической вольтамперной характеристикой сварочной дуги называют зависимость между напряжением дуги UД и сварочным током Iд. Обычно она выражается графически (рис. 3.6). По графику видно, что в диапазоне сварочных токов от 0 до 80 А по мере увеличения сварочного тока Iд напряжение дуги Uд резко падает. Такую статическую характеристику дуги называют падающей. С дальнейшим увеличением сварочного тока до 800 А напряжение дуги практически остается постоянным, такую характеристику называют жесткой.
Рис. 3. 6 Статическая вольт-амперная характеристика сварочной дуги Б1, Б2 и Б3 - дуги различной длины
При увеличении сварочного тока от 800 А и более напряжение дуги также увеличивается, такую характеристику называют возрастающей. Как видно из графика, сварочная дуга, имеющая падающую статическую характеристику, мало устойчива, так как незначительное изменение тока резко сказывается на напряжении дуги, что приводит к ее обрыву. Начало графика, соответствующее моменту зажигания дуги, характеризует величину напряжения, необходимого для ионизации междугового пространства и зажигания дуги и равного 50-60 В. В дальнейшем процесс ручной дуговой сварки идет на токах 100-500 А и переходит в более устойчивую область с жесткой статической характеристикой дуги.
Изменение напряжения дуги происходит только в зависимости от ее длины и не зависит от величины сварочного тока. Чем длинее дуга, тем больше ее напряжение за счет увеличения падения напряжения столба дуги. Использование жесткой характеристики, обеспечивающей наибольшую устойчивость процесса, широко практикуется для ручной, механизированной, автоматизированной и автоматической сварки. Для облегчения возбуждения дуги с падающей характеристикой и стабилизации ее горения на переменном токе применяют включение в сварочную цепь дополнительного стабилизатора (осциллятора).
www.metalcutting.ru
Основные требования к сварочным инверторам
Для того чтобы разобраться в работе сварочного инвертора затронем немного тему возникновения сварочной дуги. Рассмотрим вольт – амперную характеристику электрической дуги, возникающей при сварке (далее ВАХ).
Ниже показана вольт – амперная характеристика дуги в общем виде:
Как мы можем наблюдать из графика при малых токах, до 80 А, характеристика имеет падающий характер. Этим свойством необходимо пользоваться, потому что, если посмотреть на график, чем выше напряжение, прикладываемое к искровому промежутку, тем легче будет возникать электрическая дуга. Это значит, что дуга загорится от меньшего значения тока, чем на прямолинейном участке ВАХ. Как раз с целью облегчения зажигания дуги в сварочных инверторах применяют осцилляторы и прочие устройства, повышающие напряжения сварочных аппаратов. Для сварочных аппаратов инверторного типа стандартное напряжение колеблется, как правило, в промежутке от 70 В до 95 В и зависят от вольтдобавочной конструкции.
Приблизительный график ВАХ инвертора должен выглядеть примерно так:
Стабильный поджиг, а также поддерживание стабильного горение электрической дуги обеспечивает высокое напряжение холостого хода (ХХ). При обеспечении такой ВАХ легко поджигаются и хорошо горят электроды всех марок, также электроды для сварки цветных металлов, нержавейки и чугуна. Конечно выше показанная идеализированная ВАХ, но нужно стремится к получению именно такой характеристики. Мы рассмотрели участок только до 100 А, но главное на этом участке добиться значения ВАХ похожей на характеристику сварочной дуги, так как от этого зависит устойчивость дуги и качество сварочного шва. В итоге можно сформулировать первое требование к работе сварочного инвертора – это крутопадающая ВАХ. Если это условие не выполнено, то сварочный аппарат с достойными параметрами не получится.
Теперь рассмотрим участок от 80 А до 800 А. На этом участке дуга будет являться стабилизатором напряжения. Этот участок является наиболее подходящем для переноса расплавленного металла к свариваемому изделию. На данном участке напряжение дуги не зависит от тока, а зависит от ее длины.
Величину данного напряжения можно вычислить по формуле:
Где: UД – напряжение, В;
а – коэффициент, он постоянен и выражает сумму падений напряжений на катоде и аноде и не зависим от длины дуги, В;
b –напряжение среднее на единицу длины, В/мм;
L – длина дуги, мм;
Для стальных электродов коэффициенты а и b можно принять а=10 В, b=2 В/мм, соответственно напряжение для дуги длиной L=4 мм будет равно:
U=10+2*4=18 В
При атмосферном давлении и при сварке металлическим электродом будет гореть устойчиво при напряжении 18 – 28 В. Это и будет вторым требованием к нормальной работе сварочного инвертора. Итак, во всем рабочем диапазоне от 80 А до максимального значения тока, рабочее напряжение не должно уменьшатся менее 18 В, а чтоб поддержать гарантированно стабильную работу не ниже чем 22 – 24 В.
Рассмотрим третий участок кривой работы сварочного инвертора. Этот отрезок очень важен для обеспечения бесперебойной работы инвертора, ограничения тока КЗ, безопасной работы силовых ключей и так далее. В разных конструкциях преобразовательных устройств он может формироваться по разному. В инверторах с ШИМ модуляцией, ограничения тока силовой цепи реализовывают через обратную связь (ОС). В качестве датчика ОС применяют трансформатор тока. При достижении максимального тока импульс с трансформатора тока поступает на вход блока ограничения тока (БОТ), который выдает команду на прерывание импульсов силовых ключей.
На осциллограмме это будет выглядеть как уменьшение скважности импульсов (длительность импульса в открытом состоянии уменьшится), что приведет к уменьшению напряжения, но ток будет расти. Крутизна такого участка будет зависеть от быстроты реакции контроллера на изменения в нагрузке. Для резонансных инверторов этот участок ВАХ имеет более пологий наклон. Это зависит от добротности L – C цепочки – чем она выше, тем более крутой угол наклона кривой. Поэтому при правильной настройке сварочного аппарата можно обойтись без токовой ОС. Как видим резонансные преобразователи не боятся режима КЗ. И это будет третье требование к сварочным инверторам.
Также нужно обратить внимание на такие виды защит как:
- Безопасность сварщика. Он не должен попасть под опасное для жизни напряжение;
- Защита от длительного КЗ и перегрева силовых частей инвертора;
- Защиту от попадания влаги и пыли в устройство;
- Система стабилизации горения дуги и поджига;
elenergi.ru
www.samsvar.ru
Источники питания сварочной дуги переменного тока (сварочные трансформаторы)
Трансформаторы типа ТС и ТСК представляют собой передвижные понижающие трансформаторы стержневого типа с повышенной индуктивностью рассеяния. Они предназначены для ручной дуговой сварки и наплавки, могут применяться для сварки под флюсом тонкими проволоками. В трансформаторах типа ТСК параллельно первичной обмотке подключен конденсатор для повышения коэффициента мощности.
Трансформаторы типа ТС, ТСК не имеют подвижных сердечников, склонных к вибрации, поэтому они работают почти бесшумно. Регулирование сварочного тока осуществляется изменением расстояния между подвижной I и неподвижной II катушками (рис. 1, в). При удалении подвижной катушки от неподвижной увеличиваются магнитные потоки рассеяния и индуктивное сопротивление обмоток. Каждому положению подвижной катушки соответствует своя внешняя характеристика. Чем дальше находятся друг от друга катушки, тем большее число магнитных силовых линии будет замыкаться через воздушные пространства, не захватывая второй обмотки, и тем круче будет внешняя характеристика. Напряжение холостого хода в трансформаторах этого типа при сдвинутых катушках на 1,5-2 В больше номинального значения (60 – 65 В)
Конструкция трансформатора ТС-500 и внешние вольт-амперные характеристики показаны на рисунках. Технические данные трансформаторов ТС и ТСК приведены в табл. 1.
Для автоматической сварки нашли применение сварочные трансформаторы типа ТДФ-1001 и ТДФ-1601, предназначенные для питания дуги при сварке под флюсом однофазным переменным током частотой 50 Гц. Трансформаторы рассчитаны для работы в закрытых помещениях, с повышенной индуктивностью рассеяния. Они обеспечивают создание необходимых крутопадающих внешних характеристик и плавное регулирование сварочного тока в требуемых пределах, а также его частичную стабилизацию при колебаниях напряжения в сети в пределах от 5 до 10% от номинального значения. Технические данные трансформатора типа ТДФ приведены в табл. 2.
Технические характеристики трансформаторов СТШ-250 и ТСП-2
| Параметры | ТДФ-1001 | ТДФ-1601 |
| Номинальный сварочный ток, А | 1000 | 1600 |
| Пределы регулирования сварочного тока, А: - на ступени «малых» токов - на ступени «больших» токов | 400-700700-1200 | 600-11001100-1800 |
| Номинальное первичное напряжение, В | 220 или 380 | 380 |
| Частота, Гц | 50 | 50 |
| Первичный ток, А: - при исполнения на 220 В - при исполнении на 380 В | 360220 | -480 |
| Вторичное напряжение холостого хода, В: - при минимальном сварочном токе - при максимальном сварочном токе | 6871 | 95105 |
| Условное номинальное рабочее напряжение, В | 44 | 60 |
| Вторичное напряжение в зависимостиот величин сварочного тока (Iсв), В | Uн=20+0,04 Iсв | Uн=50+0,00625 Iсв |
| Отношение продолжительности рабочегопериода к продолжительности цикла (ПВ), % | 100 | 100 |
| Коэффициент полезного действия, % | 87 | 88 |
| Потребляемая мощность, кВт | 82 | 182 |
| Масса, кг | 740 | 1000 |
Внешние характеристики трансформатора ТДФ-1001 и ТДФ-1601 показаны на рис. 2, а и б.
Трансформаторы типа ТДФ-1001 и ТДФ-1601 - стационарные установки в однокорпусном исполнении с принудительной вентиляцией. Установка состоит из трансформатора, сетевого контактора, вентилятора и блок-схемы управления.
|
|
|
| Рис. 2. Внешние характеристики трансформаторов: а — ТДФ-1001, б — ТДФ-1601. | |
 | |
| Рис. 3. Электрическая схема трансформатора СТШ-500: 1 — магнитопровод; 2 — катушка первичной обмотки; 3 — катушка вторичной обмотки; 4 — магнитные шунты Рис. 4. Электрическая схема трансформатора ТМ-300-П | |
 | |
| Рис. 1. Схема конструкции трансформатора ТС-500 (а), его внешние вольт-амперные характеристики (б) и магнитная схема (в): 1 — механизм регулирования сварочного тока, 2 — зажимы низкого напряжения, 3 — подвижная катушка, 4 — магнитопровод, 5 — неподвижная катушка, 6 — кожух, 7 — регулировочный винт, 8 - зажимы высокого напряжения, 9 – крышка. | Рис. 5. Электрическая схема трансформатора ТСП-1 (а) и его внешние характеристики (б): I, II, III, IV — схемы преключения на различную величину тока; 1, 2, 3, 4, 5, 6, 7 — порядковые номера зажимов |


Трансформаторы с магнитными шунтами типа СТАН, ОСТА и СТШ (в настоящее время не выпускаются).
Трансформатор СТШ стержневого типа, однофазный, выполнен в однокорпусном исполнении и предназначен для питания электрической сварочной дуги переменным током частотой 50 Гц при ручной дуговой сварке, резке и наплавке металлов. На рис. 3 показана схема трансформатора СТШ-500.
Магнитопровод (сердечник трансформатора) изготовляется из электротехнической стали Э42 толщиной 0,5 мм. Стальные листы соединяют изолированными шпильками.
Катушки первичной обмотки трансформатора выполнены из изолированного алюминиевого провода прямоугольного сечения, а вторичной — из голой алюминиевой шины, между витками которой прокладывают асбестовые прокладки, предназначенные для изоляции витков от короткого замыкания.
Регулятор тока состоит из двух подвижных магнитных шунтов, расположенных в окне магнитопровода. Вращением винта по часовой стрелке шунты раздвигаются, а против часовой — сдвигаются, происходит плавное регулирование сварочного тока. Чем меньше расстояние между шунтами, тем меньше сварочный ток, и наоборот. Шунты изготовляют из той же электротехнической стали, что и магнитопровод.
Для снижения помех, возникающих при сварке, применяют емкостный фильтр из двух конденсаторов типа КБГ-И. Конденсаторы смонтированы на стороне высокого напряжения.
Промышленностью создан ряд новых переносных источников питания сварочной дуги переменным током — малогабаритные трансформаторы. Примерами таких трансформаторов являются, например, монтажные трансформаторы ТМ-300-П, ТСП-1 и ТСП-2.
Монтажный трансформатор ТМ-300-П предназначен для питания сварочной дуги при однопостовой дуговой сварке на монтажных, строительных и ремонтных работах. Трансформатор обеспечивает крутопадающую внешнюю характеристику (с отношением тока короткого замыкания к току номинального рабочего режима 1,2—1,3) и ступенчатое регулирование сварочного тока, что позволяет выполнять сварку электродами диаметром 3,4 и 5 мм. Он однокорпусный, имеет малую массу и удобен для транспортирования. Трансформатор ТМ-300-П имеет разделенные обмотки, что позволяет получать значительное индуктивное сопротивление для создания падающих внешних характеристик. Магнитопровод стержневого типа набирается из холоднокатаной текстурированной стали Э310, Э320, Э330 толщиной 0,35-0,5 мм. Электрическая схема трансформатора приведена на рис. 4.
Первичная обмотка состоит из двух катушек одинакового размера, полностью размещенных на одном стержне магнитопровода. Вторичная обмотка также состоит из двух катушек, из которых одна — основная — размещается на стержне магнитопровода вместе с первичной обмоткой, а вторая — реактивная — имеет три отпайки и размещается на другом стержне магнитопровода.
Реактивная вторичная обмотка значительно удалена от первичной обмотки и имеет большие потоки рассеяния, определяющие повышенное индуктивное ее сопротивление. Величина сварочного тока регулируется переключением числа витков реактивной обмотки. Такое регулирование тока позволяет увеличить напряжение холостого хода при малых токах, обеспечивая условия для устойчивого горения сварочной дуги.
Первичную обмотку выполняют из медного провода с изоляцией, а вторичную обмотку наматывают шинкой. Обмотки пропитывают кремнийорганическим лаком ФГ-9, что позволяет повышать температуру их нагрева до 200° С. Магнитопровод с обмотками размещается на тележке с двумя колесами. Для сварки в монтажных условиях электродами диаметром 3 и 4 мм применяют облегченный трансформатор ТСП-1. Трансформатор рассчитан на кратковременную работу при коэффициенте загрузки поста менее 0,5 и электродах диаметром до 4 мм. Электрическая схема и внешние характеристики такого трансформатора показаны на рис. 5. Вследствие большого расстояния между первичной обмоткой А и вторичной обмоткой Б образуются значительные потоки магнитного рассеяния.
Падение напряжения за счет индуктивного сопротивления обмоток обеспечивает крутопадающие внешние характеристики.
Регулирование сварочного тока ступенчатое, как и у сварочного трансформатора ТМ-300-П.
Для уменьшения массы конструкция трансформатора выполнена из высококачественных материалов — магнитопровод — из холоднокатаной стали, а обмотки - из алюминиевых проводов с теплостойкой стеклянной изоляцией.
Технические данные трансформатора ТСП-1 приведены в таблице 1.
Для сварки в монтажных условиях выпускаются также малогабаритные облегченные сварочные трансформаторы СТШ-250 с плавным регулированием сварочного тока, разработанные Институтом электросварки имени Е. О. Патона, и ТСП-2, разработанные Всесоюзным научно-исследовательским институтом электросварочного оборудования.
Для выполнения сварочных работ на различной высоте в монтажных условиях создан специальный сварочный трансформатор ТД-304 на салазках, оборудованный дистанционным регулированием сварочного тока непосредственно с рабочего места электросварщика.
build.novosibdom.ru
Напряжение - дуга - Большая Энциклопедия Нефти и Газа, статья, страница 1
Напряжение - дуга
Cтраница 1
Напряжение дуги увеличивается с увеличением длины дуги, при этом становится больше ширина шва и несколько уменьшается глубина проплавления. [2]
Напряжение дуги зависит от величины сварочного тока и длины дуги. Эта зависимость называется статической ( вольт-амперной) характеристикой дуги. На рис. 24 приведены примерные формы статических характеристик дуг длиной 2 и 3 мм. Как видно из кривых, напряжение дуги резко падает при небольших значениях тока. Для больших токов, которые обычно применяются при автоматической сварке, напряжение дуги не зависит от тока, а определяется только длиной дуги. [4]
Напряжение дуги изменяется пропорционально длине дуги. С увеличением длины дуги повышается ее напряжение и возрастает доля тепла, идущая на плавление флюса и металла. В результате этого ширина шва увеличивается, а глубина провара и высота усиления уменьшаются. [5]
Напряжение дуги зависит от ее длины: чем длиннее дуга, тем выше в ней напряжение. С увеличением напряжения дуги увеличивается ширина шва и уменьшается глубина провара. Напряжение дуги автоматически устанавливается в зависимости от выбранной величины сварочного тока при данной длине дуги. [6]
Напряжение дуги активизирует катушку реле напряжения РНЗ-1. Реле напряжения срабатывает: три нормально разомкнутых контакта включают трехфазный мотор М перемещения трактора, а нормально замкнутый контакт разомкнет щетки мотора УМ - 22, якорь которого получит нормальное питание от потенциометра R - Rz и изменит направление своего вращения. С этого момента начинается установившийся процесс работы схемы при сварке: трактор передвигается вдоль свариваемого изделия, а электродная проволока подается в зону горения сварочной дуги. [8]
Напряжение дуги при установившемся режиме не зависит от силы тока, а зависит только от длины дуги, которая при сварке плавящимся электродом может многократно меняться, что связано в значительной степени с процессами плавления и переноса металла ( см. гл. [10]
Напряжение дуги увеличивается линейно до максимального значения и далее остается неизменным до момента погасания дуги. [12]
Напряжение дуги ограничивается условием электрической прочности оборудования. При срабатывании автомата напряжение на кольцах ротора ы / U - ия не должно превышать половины амплитуды испытательного напряжения ротора. [14]
Напряжение дуги является очень важным элементом режима сварки. [15]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Электрические свойства сварочной дуги и требования к источникам питания
Электрические свойства сварочной дуги и требования к источникам питания
Сварочная дуга - мощный электрический разряд в среде ионизированных газов и паров между электродами, находящимися под напряжением. На рис. 1 схематически изображена дуга, питаемая постоянным током, между катодом (электродом) 1 и анодом 5. Она имеет катодную 2 и анодную 4 области, столб 3. Протяженность катодной и анодной областей очень мала, большую часть дуга составляет столб.

Рис. 1. Сварочная дуга постоянного тока: 1 - катод; 3 - катодная область; 3 - столб дуги; 4- анодная область; 5 - анод
Напряжение дуги, т. е. разность потенциалов между катодом и анодом, зависит от длины дуги и силы тока, а также материалов и размеров электродов, состава и давления плазмы столба дуги. При неизменной силе тока напряжение дуги Uд зависит от ее длины lд:
Uд=a+blд,
где a — сумма падения напряжения в катодной и анодной областях дуги; b - напряженность столба дуги.
При выборе источника питания решающее значение имеет характер зависимости между напряжением и силой тока дуги. Графическое изображение зависимости напряжения от силы тока дуги называют статической вольт-амперной характеристикой, или статической характеристикой дуги. Как видно из рис. 2, статическая характеристика сварочной дуги при постоянных диаметре электрода и длине дуги состоит из трех участков: падающего I, жесткого II . возрастающего III. В зависимости от способа сварки сварочной дуге соответствует тот или иной участок статической характеристики:
-
при ручной сварке статическая характеристика дуги падающая с переходом к жесткой,
-
при механизированной сварке под флюсом и в углекислом газе - жесткая с переходом к возрастающей.

Рис. 2. Статическая характеристика сварочной дуги: I - падающая; II - жесткая III — возрастающая
Источник питания сварочной дуги должен удовлетворять основным требованиям:
-
обеспечивать надежное возбуждение дуги,
-
поддерживать ее устойчивое горение, способствовать благоприятному переносу электродного металла и формированию сварного шва,
-
а также,обеспечивать возможность настройки требуемого режима сварки.
Электрические свойства источника питания при работе в статическом режиме выражаются его внешней характеристикой - зависимостью между напряжением на его зажимах (клеммах) и силой тока, протекающего через сварочную цепь при нагрузке. Внешняя вольт-амперная характеристика может быть крутопадающей (а), пологопадающей (б), жесткой (в) и возрастающей (г) (рис. 3). Важными параметрами источника питания являются его напряжение холостого хода U0, ток короткого замыкания Iк, номинальные напряжение Uн и ток Iн (рис. 4).

Рис. 3. Внешняя характеристика источника питания: а - крутопадающая; б - пологопадающая; в — жесткая; г — возрастающая

Рис. 4. Внешняя характеристика источника питания (1) и статическая характеристика дуги (2)
При касании электродом изделия происходит короткое замыкание сварочной цепи, ток которого расплавляет и испаряет металл контактных поверхностей. При последующем отрыве электрода от изделия в пространстве, заполненном ионизированными парами и газами, под действием напряжения источника возникает сварочная дуга. Возбуждение дуги происходит тем легче, чем выше напряжение холостого хода источника. Для обеспечения надежного возбуждения напряжение холостого хода должно быть не ниже 40В. По условиям безопасности напряжение холостого хода источников переменного тока не превышает 80В, постоянного топа - 90В (за исключением специализированных источников). При сварке неплавяшимся электродом для возбуждения дуги без касания на промежуток электрод-изделие подают высоковольтный разряд от специального генератора высокочастотного напряжения — осциллятора.
Устойчивое горение дуги обеспечивается правильным выбором внешней характеристики источника питания (см. рис. 4). Например, при падающей статической характеристике 2 дуги источник питания должен иметь еще более крутопадаюшую внешнюю характеристику 1. Как видно из рис. 4, сила тока и напряжение дуги в источника питания совпадают в точках А и В. Из нихтолько точка А соответствует устойчивому горению дуги. Если по какой-либо причине сила тока снизится, то напряжение источника станет больше напряжения дуги, в этот избыток приведет к увеличению силы тока, т. е. к возврату в точку А. Если же сила тока увеличится, то напряжение источника снизится и станет меньше напряжения дуги, поэтому сила тока уменьшится и режим горения восстановится. Тем самым поддерживается постоянный режим сварки и устойчивое горение дуги.
Точка В соответствует неустойчивому горению дуги, так как всякое случайное изменение силы тока развивается вплоть до обрыва дуги или до тех пор, пока сила тока не достигнет значения, соответствуюшего точке устойчивого горения дуги А. Следовательно, устойчивое горение дуги поддерживается только в той точке, где внешняя характеристика источника питания является более крутопадающей, чем статическая характеристика дуги.
При жесткой статической характеристике дуги внешняя характеристика источника питания может быть и круто-, и пологопадающей. При возрастающей статической характеристике дуги применяют источники с жесткими внешними характеристиками.
К источникам питания переменного тока предъявляют дополнительные требования, связанные с пониженной устойчивостью дуги переменного тока. При частоте 50 Гц напряжение источника в течение секунды 100 раз снижается до нуля, при этом дуга угасает. После каждого такого угасания дуга может возбудиться лишь при повышенном напряжении, называемом напряжением повторного возбуждения. Если напряжение источника недостаточно велико, повторного возбуждения может не произойти, и в горении дуги наступают значительные перерывы. Для надежного повторного возбуждения дуги переменного тока необходимо увеличивать силу тока и напряжение холостого хода источника, а также применять источники с большой индуктивностью.
При ручной сварке все возможные способы регулирования силы тока и напряжения дуги можно свести к двум; изменению напряжения холостого хода U0 и сопротивления Z источника. Если увеличить напряжение холостого хода источника питания (рис. 5, а), его характеристика сместится вправо и пересечется с характеристикой дуги при больших токах. Если увеличить сопротивление источника питания, что соответствует смещению его характеристики влево (рис. 5, б), то энергия, отдаваемая источником питания дуге, уменьшится, сила тока снизится. При механизированной сварке источником регулируют напряжение дуги, сила тока в этом случае задается скоростью подачи электродной проволоки автомата.
При ручной сварке покрытыми электродами используют источники питания постоянного и переменного тока с крутопадающими внешними характеристиками (см. рис. 4). Благодаря повышенному напряжению холостого хода обеспечивается надежное первоначальное и повторное возбуждение дуги. При сочетании крутопадающей характеристики источника с жесткой характеристикой дуги выполняется условие устойчивости. Поскольку на рабочем участке (область точки А) характеристика источника близка к вертикальной, то при увеличении длины дуги и ее напряжения сила тока уменьшается незначительно. За счет этого обеспечиваются высокая устойчивость горения, эластичность сварочной дуги и стабильный режим сварки. При крутопадающей внешней характеристике сила тока короткого замыкания сравнительно невелика, поэтому разбрызгивание электродного металла при капельном переносе мало.

Рис. 5. Характеристики источника питания дуги при увеличенин напряжения холостого хода (а) и сопротивления источника питания (б)
При сварке под флюсом применяются автоматические системы с постоянной скоростью подачи проволоки, работающие по принципу саморегулирования дуги. Он заключается в том, что при большой силе тока и небольшом диаметре электрода в дуге самопроизвольно устанавливается такая сила тока, при которой скорость плавления проволоки равна скорости ее подачи. При внезапном удлинении дуги сила сварочного тока уменьшается, и снижается скорость плавления проволоки. В результате возникшее отклонение длины дуги уменьшается, а сила тока увеличивается до тех пор, пока не восстановятся исходные длина и сила тока дуги. Аналогичные процессы происходят при укорачивании дуги.
Чем больше отклонение силы сварочного тока, тем легче саморегулирование дуги. При изменении длины дуги отклонение силы тока тем больше, чем меньше наклон внешней характеристики источника. Поэтому источник для сварки под флюсом должен иметь полого-падающую внешнюю характеристику (см. рис. 3). При этом обеспечиваются надежное первоначальное и повторное возбуждение и устойчивое горение дуги. Сила тока зависит от скорости подачи проволоки и поэтому настраивается механизмом ее подачи сварочного аппарата.
При механизированной сварке в углекислом газе используют источники постоянного тока с жесткой внешней характеристикой. Постоянный ток необходим для улучшения условий возбуждения дуги. Жесткая характеристика обеспечивает устойчивость горения дуги и стабильность процесса сварки. Для уменьшения разбрызгивания электродного металла последовательно с источником включают дроссель со значительной индуктивностью, ограничивающей пиковое значение силы тока короткого замыкания. Величина напряжения дуги регулируется источником, а сила сварочного тока- полуавтоматом.
oitsp.ru