Сварка разнородных металлов: нержавеющая и обычная углеродистая сталь. Сварка разнородных сталей нержавеющей и обычной
Сварка разнородных металлов: нержавеющая и обычная углеродистая сталь
Сварка разнородных металлов – один из самых сложных видов сварки, требующий особенных навыков и знаний. Необходимо точно знать, какой присадочный материал подойдет для создания прочного шва без трещин и ухудшения свойств металлов. Если вы точно знаете состав металлов, то, пользуясь специальной литературой, сможете подобрать присадочный материал, который даст отличный результат.
Сварка разнородных металлов используется для того, чтобы придать какой-либо детали механизма свойства двух металлов, при этом сэкономив на более дорогом из них. Например, одна часть изделия в процессе эксплуатации постоянно находится во влажной среде или под воздействием агрессивных сред, с которыми справится только высоколегированный дорогостоящий металл. В этом случае одна часть изделия будет высоколегированной, а другая может быть низколегированной. Часто такой комбинацией является нержавеющая и обычная углеродистая сталь.
Как выбрать присадочный материал?
При сварке любых разнородных металлов в качестве присадочного материала используется самый высоколегированный из них. Это позволит не нарушить структуру шва, ведь к нему предъявляются такие же требования, как и к нержавеющей стали – устойчивость к трещинам, коррозии, окислению. При этом необходимо учитывать разновидность нержавеющей стали и подбирать соответствующий присадочный металл. Для сварки обычной нержавеющей стали применяются металлы с высоким содержанием хрома и никеля. Это объясняется тем, что в процессе сварки обычная углеродистая сталь разрушает хром и никель в сплаве и шов становится хрупким. При сварке с нержавеющей сталью типа Cr используются любые типы нержавеющей стали – выбор зависит от требований, которые будут предъявляться к детали. Здесь стоит отметить, что присадочный материал из аустенитной нержавеющей стали дает хороший ровный шов, но при высоких температурах неустойчив в структуре, тогда как присадочный материал из Cr-нержавеющей стали отлично переносит высокие температуры.
Технология сварки
Перед началом сварки сталь должна пройти термическую обработку. Предварительный нагрев позволяет получить шов более однородной структуры: при этом сталь прогревается до начала работы до температуры около 600 градусов Цельсия, после чего, уже по ходу сварки, температура поддерживается периодическим нагреванием. После окончания сварки также необходима термическая обработка изделия (то есть закаливание) во избежание замедленного образования трещин.
Для получения одной детали из обычной углеродистой стали и высоколегированной нержавеющей стали применяют в основном два типа сварки – сварку с переменным (TIG) и постоянным (MIG) током; также используют дуговую сварку металлическим электродом и FCW-сварку.
weldingmaterials.ru
Соединение разнородных материалов | Сварка и сварщик
Несмотря на значительные трудности сварки, конструкции из разнородных материалов и сплавов в современной технике изготовляют во все большем объеме. Это обусловлено значительными техническими и экономическими преимуществами, которые имеют конструкции из разнородных металлов и сплавов в некоторых технических сооружениях (криогенная техника, энергетические установки, ракетная техника, судостроение, радиоэлектроника).
В конструкциях либо элементах конструкций используют различные комбинации из стали, меди и ее сплавов, алюминия и его сплавов, титана и его сплавов, молибдена, ниобия, тантала.
Для различных пар металлов применяют сварку плавлением и наплавку: дуговую в среде защитных газов неплавящимся и плавящимся электродом, плазменной струёй, толстопокрытыми электродами, под слоем флюса, электронно-лучевую, лазерную.
Для большинства свариваемых пар разнородных металлов или сплавов характерны существенные различия в температуре плавления, плотности, коэффициентах теплофизических свойств, особенно, в коэффициентах линейного расширения. Отличаются также и кристаллографические характеристики - тип решетки и ее параметры.
Для таких металлов, как титан, ниобий, тантал, молибден дополнительные трудности возникают в связи с тем, что при нагреве эти металлы активно взаимодействуют с газами атмосферы. При поглощении газов резко ухудшаются свойства сварных соединений. В большинстве случаев при ограниченной взаимной растворимости для основных комбинаций свариваемых металлов чрезвычайно трудно избежать образования стойких интерметаллических фаз, обладающих высокой твердостью и хрупкостью
В связи с отмеченными особенностями и трудностями сварки разнородных металлов и их сплавов успешно сварить удается отдельные пары металлов способами и приемами, при которых:
1) обеспечивается минимальное время контактирования соединяемых металлов в жидком состоянии, что уменьшает размеры прослоек хрупких интерметаллидов либо даже предотвращает их возникновение;2) создается надежная защита металла при сварке плавлением от взаимодействия с окружающим воздухом;3) предотвращается образование хрупких интерметаллидов подбором промежуточных, однородных или комбинированных из разных металлов вставок, хорошо сваривающихся с каждым элементом пары, например, ванадия, тантала, ниобия, бронзы;4) подавляется рост хрупких интерметаллических фаз легированием металла шва некоторыми компонентами. В ряде случаев подавить рост интерметаллических фаз удается легированием металла шва такими компонентами, как кремний, цинк, никель.
Наиболее тонкое регулирование нагрева более тугоплавкого металла свариваемой пары и степени нагрева легкоплавкого металла достигается только при использовании нагрева независимым источником; плазменной струёй и дугой косвенного действия (наплавкой независимой дугой).
Для осуществления быстрого и равномерного контакта свариваемых жидкого и легкоплавкого и нагретого тугоплавкого металлов важное значение имеет состояние поверхности последнего. Невозможно получить соединение, если поверхность тугоплавкого металла загрязнена, окислена, и т.п.
Соединение высоколегированных сталей со средне- или низколегированными и обычными углеродистыми. При сварке таких сталей возникает несколько трудностей. Первая из них заключается в том, что в процессе изготовления сварного соединения или при его эксплуатации в шве часто образуются трещины, которые проходят по его середине или у границы сплавления. Вторая заключается в том, что в зоне оставления может происходить изменения структуры с образованием прослоек, существенно отличающихся от структуры сплавляемых металлов.
Во многих случаях, даже при минимальном проваре, для обеспечения допустимого разбавления наплавленного металла необходимо применять соответствующие сварочные материалы. Для предотвращения трещин, возникающих в металле шва у линии сплавления, разнородные стали необходимо сваривать так, чтобы ширина переходного слоя была минимальной. Это достигается снижением силы сварочного тока и напряжения дуги, а также увеличением скорости сварки.
Одним из основных подходов, направленных на решение вопросов сварки разнородных сталей является получение аустенитного металла шва с высоким содержанием никеля, который обеспечивает вполне стабильную зону сплавления. Преимущество высоконикелевого металла состоит также в близости его коэффициента линейного расширения к этому коэффициенту низко- и среднелегированных сталей. В связи с тем, что никель является дефицитным и довольно дорогим элементом, а также элементом, способствующим образованию горячих трещин в сварном шве, в металле последних целесообразно иметь лишь то количество никеля, которое необходимо для предупреждения образования структурной неоднородности в зоне сплавления с менее легированной сталью.
При сварке перлитных сталей с аустенитными всегда следует применять аустенитные сварочные материалы, обеспечивающие получение наплавленного металла с таким запасом аустенитности, чтобы с учетом расплавления и участия в формировании шва низколегированных составляющих (перлитной стали) обеспечить в высоколегированном шве аустенитную структуру. Приблизительно необходимый состав наплавленного металла для получения шва, обладающего такой структурой может быть определен по диаграмме Шефлера с учетом участия в формировании шва доли основного и дополнительного металлов.
Большой запас аустенитности металла шва позволяет предотвратить образование малопластичных участков с мартенситной структурой в корневых швах и слоях, примыкающих к перлитной стали. Разнородные соединения из перлитной и аустенитной сталей термообработке, как правило, не подвергают, так как режимы термообработки, улучшающие свойства зоны термического влияния одной из свариваемой сталей не оказывают положительного влияния на другую сталь или ухудшают те или иные ее свойства.
Кроме того, из-за разности коэффициентов линейного расширения в перлитной и аустенитной стали высокий отпуск приведет лишь к перераспределению остаточных напряжений, а не к их снятию.
Если сваривается перлитная закаливающаяся сталь с аустенитной, то на кромки закаливающейся стали проводят наплавку аустенитными электродами с предварительным или сопутствующим подогревом, обеспечивающим необходимую скорость охлаждения околошовной зоны. При этом сварочные материалы должны обеспечить получение наплавленного металла с повышенным содержанием никеля. Затем проводят отпуск деталей с наплавленными кромками для устранения закалки в околошовной зоне. После этого детали из перлитной стали с наплавленными кромками сваривают с аустенитной сталью на режимах, оптимальных для последней без предварительного подогрева. При такой технологии отпадает необходимость в последующем отпуске.
При сварке перлитных сталей с 12%-ми хромистыми сталями с целью обеспечения наибольшей пластичности шва применяют сварочные материалы перлитного класса. В этом случае в переходных участках со стороны высоколегированных сталей с содержанием до 5% хрома сохраняется высокая пластичность и вязкость. Для снижения размеров диффузионных прослоек перлитный наплавленный металл должен легироваться определенным количеством карбидообразующих элементов. Температуру предварительного подогрева соединения следует выбирать по характеристикам высоколегированной (12%-ной хромистой) стали также, как и режим термообработки, но для уменьшения размеров диффузионных прослоек, температура отпуска должна быть принята минимально возможной.
При сварке перлитных сталей с 17 ... 28%-ми хромистыми сталями использование электродов перлитного класса нецелесообразно из-за чрезмерного легирования хромом из высокохромистой стали и потери им вследствие этого пластичности. Поэтому наиболее подходящими будут сварочные материалы ферритно-аустенитного класса, обеспечивающие достаточную стабильность металла шва даже при наличии значительного проплавления перлитной стали. При таких сочетаниях сталей могут быть также допущены аустенитные электроды, однако при этом следует учитывать структурную неоднородность соединения.
Соединение стали одного структурного класса. В практике производства сварных конструкций из сталей одного структурного класса, но разного легирования, к швам не предъявляются требования повышенной прочности или особых свойств, характерных для более легированной стали. Поэтому при выборе сварочных материалов и технологии сварки следует отдать предпочтение материалам и технологии, обычно применяемым для менее легированной стали. Технологические режимы сварки и температуру подогрева следует выбирать по свойствам более легированной стали. При необходимости исключить подогрев можно также производить предварительную наплавку кромок деталей из более легированной стали.
При сварке между собой высокохромистых мартенситных, ферритных и ферритно-аустенитных сталей выбор сварочных материалов должен основываться на необходимости получения швов без трещин и без хрупких участков в них. Так как в этих сталях содержится большое количество энергичного карбидообразователя - хрома ожидать заметного развития диффузионных прослоек в зоне линий сплавления не следует. Режим подогрева выбирают по характеристикам более закаливающейся стали из входящих в рассматриваемое сочетание.
При связке 12%-ных хромистых мартенситных сталей с высокохромистыми ферритными и ферритно-аустенитными предпочтительнее выбирать сварочные материалы ферритно-аустенитного класса, т.к. применение ферритных сварочных материалов приводит к получению швов с крупным зерном и низкой пластичностью в исходном состоянии после сварки. В ходе термообработки следует принимать меры к ускоренному охлаждению для предупреждения 475 градусной хрупкости. Так как коэффициенты линейного расширения высокохромистых сталей различных марок и ферритно-аустенитных швов близки, то термообработка приводит к почти полному устранению сварочных напряжений.
При сварке разнородных аустенитных сталей следует иметь в виду повышенную склонность аустенитных швов к образованию горячих трещин. Поэтому при выборе сварочных материалов следует прежде всего исходить из необходимости надежного предотвращения возникновения горячих трещин в шве. Технология сварки этих сталей зависит от соотношения содержания в металле хрома и никеля (запаса аустенитности). Если сваривают разнородные стали с малым запасом аустенитности то можно использовать материалы, рекомендуемые для сварки как одной, так и другой стали. При этом, предупреждение образования в шве горячих трещин обеспечивается получением металла шва с аустенитно-ферритной структурой с регламентированным количеством феррита.
При сварке между собой сталей с большим запасом аустенитности необходимо использовать сварочные материалы, позволяющие получить в шве однородную аустенитную или аустенитно-карбидную структуру при обязательном дополнительном легировании элементами, повышающими стойкость против образования трещин.
Соединение стали с алюминием и его сплавами. Процесс затруднен физико-химическими свойствами алюминия. Выполняется в основном аргонодуговая сварка вольфрамовым электродом. Подготовка стальной детали под сварку предусматривает для стыкового соединения двусторонний скос кромок с углом 70°, так как при таком угле скоса прочность соединения достигает максимальной величины. Свариваемые кромки тщательно очищают механически или пескоструйным способом, или химическим травлением, затем на них наносят активирующее покрытие. Недопустимо применение дробеструйной очистки, так как на поверхности металла остаются окисные включения. Наиболее дешевое покрытие - цинковое, наносимое после механической обработки.
Особенностью сварки алюминия со сталью, по сравнению с обычным процессом аргонодуговой сварки алюминиевых сплавов, является расположение дуги; в начале наплавки первого шва - на присадочном прутке, а в процесс сварки - на присадочном прутке и образующемся валике, так как при длительном воздействии теплоты дуги на поверхность стали происходит преждевременное выгорание покрытия, что препятствует дальнейшему процессу сварки.
После появления начальной части валика дугу нужно зажигать вновь (после перерыва) на алюминиевом валике. При сварке встык дугу ведут по кромке алюминиевой детали, а присадку - по кромке стальной детали, таким образом, что жидкий алюминий натекает на поверхность стали, покрытой цинком или алитированной.
В зависимости от типа соединения при сварке необходимо соблюдать последовательность наложения валиков шва, обеспечивающую необходимое перекрытие. Чередование валиков с лицевой и обратной стороны предотвращает перегрев стальной детали и преждевременное выгорание цинка с ее поверхности.
Важное значение имеет правильный выбор скорости сварки, так как она определяет время взаимодействия жидкого алюминия со сталью, т.е. определяет толщину и стабильность интерметаллидной прослойки. Для первых слоев скорость сварки меньше, чем для последующих, когда сталь достаточно разогрета.
Соединение стали с медью и ее сплавами. В равновесном состоянии при комнатной температуре медь растворяется в а - Fe в количестве до 0,3%, а железо в меди в количестве до 0,2%. Хрупких интерметаллидов не образуется. В связи с большими скоростями охлаждения при сварке в переходном слое образуется пересыщенный твердый раствор меди с железом, но при содержании до 2...2,5% Fe структурно свободное железо не обнаруживается. Граница оплавления между сталью и медью - резкая, с включениями фазы обогащенной железом различного размера Со стороны стали, примыкающей ко шву, размер зерна увеличивается в пределах зоны шириной 1,5... 2,5 мм. Микротвердость зоны оглавления достигает 58... 62 МПа.
Затруднения при сварке и наплавке меди на сталь связаны с ее физико-химическим свойствами, высоким сродством меди к кислороду, низкой температурой плавления меди значительным поглощением жидкой медью газов, различными величинами коэффициентов теплопроводности, линейного расширения и т.д.
Одним из основных возможных дефектов при сварке следует считать образование в стали подслоя меди, трещин заполненных медью или ее сплавами. Указанное явление объясняют расклинивающим действием жидкой меди проникающей в микронадрывы в стали по границам зерен при одновременном действии термических напряжений растяжения.
В углеродистых и низколегированных сталях трещин мало и размеры их невелики, а в сталях, имеющие аустенитную структуру, количество и размеры трещин резко возрастают. Для аустенитных сталей эффективным барьером для упомянутых трещин является введение ферритной фазы. При содержании феррита свыше 30% в хромоникелевой аустенитной стали не наблюдается проникновение меди в сталь. Это объясняется тем, что феррит не смачивается медью и проникновение меди в микронадрывы не происходит.
Медь, латунь и бронза успешно свариваются со сталью всеми способами сварки плавлением на тех же режимах что и стальные детали соответствующих сечений, но дугу со стыка несколько смещают в сторону меди или ее сплавов.
Для соединений меди и ее сплавов со сталью рекомендуется применять аргонодуговую сварку вольфрамовым электродом, а для наплавки цветных металлов на сталь - наплавку плазменной струёй с токоведущей присадочной проволокой. При сварке обеспечивается равнопрочность сварного соединения (по цветному металлу) при действии статической нагрузки. Сварные соединения имеют так же высокую усталостную прочность.
Соединение алюминия и его сплавов с медью. Кроме значительного различия физико-химических свойств алюминия и меди сварка этих металлов затруднена образованием хрупкой интерметаллидной фазы. Обычно сварку выполняют вольфрамовым электродом в аргоне и по слою флюса. Для улучшения процесса сварки на медь после ее очистки необходимо наносить слой покрытия, который активирует поверхность более тугоплавкого металла, улучшает смачиваемость поверхности мели, алюминия. Наилучшим является цинковое покрытие толщиной 50 ... 60 мкм, наносимое гальваническим методом. Технология сварки алюминия с медью такая же, как и алюминия со сталью, т.е. дугу смещают на более теплопроводный металл, в данном случае на медь, на 0,5 ... 0,6 толщины свариваемого металла. Для обеспечения стабильной прочности сварных соединений по свариваемой кромке меди необходим скос под углом 45 ... 60°.
weldering.com
Сварка разнородных материалов: нержавеющая и обычная углеродистая сталь
Сварка разнородных металлов – один из самых сложных видов сварки, требующий особенных навыков и знаний. Необходимо точно знать, какой присадочный материал подойдет для создания прочного шва без трещин и ухудшения свойств металлов. Если вы точно знаете состав металлов, то, пользуясь специальной литературой, сможете подобрать присадочный материал, который даст отличный результат.
Сварка разнородных металлов используется для того, чтобы придать какой-либо детали механизма свойства двух металлов, при этом сэкономив на более дорогом из них. Например, одна часть изделия в процессе эксплуатации постоянно находится во влажной среде или под воздействием агрессивных сред, с которыми справится только высоколегированный дорогостоящий металл. В этом случае одна часть изделия будет высоколегированной, а другая может быть низколегированной. Часто такой комбинацией является нержавеющая и обычная углеродистая сталь.
Как выбрать присадочный материал?
При сварке любых разнородных металлов в качестве присадочного материала используется самый высоколегированный из них. Это позволит не нарушить структуру шва, ведь к нему предъявляются такие же требования, как и к нержавеющей стали – устойчивость к трещинам, коррозии, окислению. При этом необходимо учитывать разновидность нержавеющей стали и подбирать соответствующий присадочный металл. Для сварки обычной нержавеющей стали применяются металлы с высоким содержанием хрома и никеля. Это объясняется тем, что в процессе сварки обычная углеродистая сталь разрушает хром и никель в сплаве и шов становится хрупким. При сварке с нержавеющей сталью типа Cr используются любые типы нержавеющей стали – выбор зависит от требований, которые будут предъявляться к детали. Здесь стоит отметить, что присадочный материал из аустенитной нержавеющей стали дает хороший ровный шов, но при высоких температурах неустойчив в структуре, тогда как присадочный материал из Cr-нержавеющей стали отлично переносит высокие температуры.
Технология сварки
Перед началом сварки сталь должна пройти термическую обработку. Предварительный нагрев позволяет получить шов более однородной структуры: при этом сталь прогревается до начала работы до температуры около 600 градусов Цельсия, после чего, уже по ходу сварки, температура поддерживается периодическим нагреванием. После окончания сварки также необходима термическая обработка изделия (то есть закаливание) во избежание замедленного образования трещин.
Для получения одной детали из обычной углеродистой стали и высоколегированной нержавеющей стали применяют в основном два типа сварки – сварку с переменным (TIG) и постоянным (MIG) током; также используют дуговую сварку металлическим электродом и FCW-сварку.
test.weldingmaterials.ru
Сварка разнородных сталей | Welding Materials
Разнородными называют стали, отличающиеся различным строением кристаллической решетки. Сталь обладает тугоплавкостью, теплопроводностью, что напрямую влияет на процесс сварки, усложняя его и требуя учесть множество нюансов, о которых пойдет речь дальше.
Для чего нужно применять сварку разнородных сталей? При такой сварке создаются детали, в которых отдельные части выполняют разные функции. Например, для участков, подвергающихся постоянному воздействию влаги и агрессивной внешней среды, используют высоколегированную сталь.
Особенности сварки разнородных сталей
При проведении сварки следует обратить особое внимание (впрочем, как и при сварке других металлов) на образование трещин на самом шве и вокруг него. Другая проблема – изменение свойств одного из металлов путем замены структуры вокруг шва, что влечет к его быстрому разрушению под воздействием внешних агрессивных условий.
Сварка сталей одного структурного класса выполняется одним способом. При сварке двух металлов с разными показателями содержания легирующих веществ способ сварки и температура выбираются в соответствии с требованиями более высоколегированной стали. Предпочтение всегда будет отдаваться ферритно-аустенитным сварочным материалам, так как они предотвращают возникновение трещин на шве и формируют шов с сеткой более мелкой структуры, то есть более прочный.
При повышении температуры повышается активность перехода углеродистых соединений от низколегированной стали к высоколегированной. Это выявляет проблему неоднородности шва. Справляются с ней путем увеличения времени выдержки при сварке, но этот метод работает только для сварки до 600 градусов Цельсия.
Оборудование для сварки разнородных сталей
Для сварки разнородных сталей применяется защитный газ (аргон или гелий), вольфрамовый стержень, а также присадочная проволока из соответствующего условиям сплава. Мощность сварочного аппарата подбирают под тип более высоколегированной стали. При сварке стали разных структурных классов возникает необходимость использования перлитных электродов, что позволяет добиться более ровного шва без трещин и прослоек. В остальном сварка разнородных сталей схожа со сваркой любых других металлов.
weldingmaterials.ru
Сварка и резка нержавеющих сталей :: Книги по металлургии
СВАРКА РАЗНОРОДНЫХ СТАЛЕЙ
Необходимость сварки разнородных сталей диктуется экономическими соображениями: нерационально использовать дорогостоящие, никелесодержащие стали для изготовления всех узлов аппарата или агрегата. Отдельные узлы, устройства работают в различных условиях нагружения, при различных температурах, в неодинаковых средах и в зависимости от условий работы конструкторы выбирают наиболее соответствующие металлы. В результате выбора выявляется потребность сваривать различные по типу, структуре и свойствам стали.
Качество сварного соединения разнородных сталей зависит от их свариваемости (способности образовать неразъемное соединение в результате сплавления), которая определяется в первую очередь строением их атомов, типами и параметрами кристаллических решеток. Если природа металлургической связи у свариваемых разнородных сталей близка, то пара свариваемых металлов образует соединение при совместной кристаллизации металла шва с обоими металлами. Строение металла шва и свойства в таком соединении будут неоднородными, так как образуются новые сплавы с различной концентрацией компонентов.
При выборе сочетания сталей учитывают также особенности изготовления и эксплуатации сварного узла. Разнородные материалы имеют различные коэффициенты линейного расширения и при высоких температурах (сварки и эксплуатации) в сварном соединении возникают дополнительные термические напряжения. Если они совпадут по направлению с напряжениями от рабочей нагрузки, а также с остаточными сварочными напряжениями, суммарные величины могут превысить предел текучести и при наличии в шве хрупкой прослойки сварное соединение разнородных сталей может разрушиться. Поэтому место расположения соединений разнородных металлов, вид обработки, подготовка и сварка стыков обычно тщательно изучаются. Недопустимо такие стыки располагать в зоне жестких узлов или заделок (на корпусе, переборках и т. п.).
Чаще всего встречаются соединения хромоникелевой аустенитной нержавеющей стали с малоуглеродистыми (экраны и компенсаторы; монтажные стыки трубопроводов, связывающих агрегаты различного назначения; трубы с переходниками; узлы корпусов и различные крепления агрегатов).
Применяемые в судостроении нержавеющие стали марок 0X13, 1X13, 0X17, 0Х17Т, 1Х17Н2 и др., из которых изготавливают технологическое оборудование рыбообрабатывающих судов, соединяются с обычными корпусными сталями марок Ст.4с, 091 2 и др.
В последнее время в сочетании с аустенитными сталями начали применять хромомолибденовые типа 15ХМ и хромомолибденованадиевые марок 12Х1МФ и 15Х1МФ.
Соединяя однородные стали, всегда стремятся выбрать такие сварочные материалы (электроды, проволоку, флюс), которые обеспечили бы получение металла шва, близкого по химическому составу к основному металлу. У разнородных сталей так называемых комбинированных соединений это требование выполнить невозможно, так как в любом случае металл шва по составу будет значительно отличаться от состава свариваемых сталей в связи с перемешиванием жидкого, расплавленного металла.
При сварке разнородных и однородных сталей в зоне сплавления на переходных участках изменяются свойства металла. Вблизи зоны сплавления у некоторых комбинированных соединений образуются хрупкие прослойки, которые могут явиться очагами разрушения.
Хрупкие прослойки образуются вследствие разбавления перлитного наплавленного металла аустенитным, что приводит к образованию закалочных структур, ухудшающих пластичность металла шва. Чем больше степень проплавления и меньше запас аустенитности (% содержания никеля) в нержавеющей стали, тем ниже пластические свойства металла шва. Неодинаковые свойства может иметь шов и в поперечном направлении (по сечению). Проникновение углерода из основного металла в шов приводит к обеднению металла углеродом (обезуглероживанию), появляется мягкая зона в углеродистой стали и «карбидная гряда» с повышенной твердостью — в наплавленном металле.
Поэтому при выборе сварочных материалов для комбинированных соединений всегда стремятся получить металл шва с удовлетворительными свойствами в переходных участках.
Соединения малоуглеродистой стали с нержавеющей типа 1X13 можно сваривать электродами, предназначенными для малоуглеродистой стали. Наплавленный металл в зоне сплавления в этом случае содержит до 5—6% хрома и обладает после термической обработки достаточно высокими механическими свойствами. Если для сварки такого же соединения применять электроды, предназначенные для хромистой стали, переходные участки шва могут содержать до 6—11% хрома, но уровень пластичности и ударной вязкости несколько снизится. Металл шва, примыкающий к малоуглеродистой стали, более склонен к образованию трещин, чем металл шва, содержащий 5 6% хрома.
Соединения малоуглеродистой стали с нержавеющей типа 18-8 нельзя сваривать перлитными электродами. В слоях шва, примыкающих к стали типа 18-8, образуются хрупкие прослойки и возможно возникновение трещин. Применяя аустенитные электроды типа ЭА-1 (18-8) для сварки этого соединения, можно несколько повысить пластические свойства металла переходной зоны. Однако не удается добиться повышения сопротивляемости образованию трещин, если использовать электроды типа ЭА-1. Поэтому для сварки комбинированных соединений такие электроды не применяют.
Для сохранения высоких свойств металла шва при сварке соединений малоуглеродистой стали с нержавеющей типа 18-8 необходимо применять электроды с повышенным запасом аустенитности, т. е. повышенным содержанием никеля, [электроды со стержнем из стали типа 25-12 или ЭИ395 (15-25)].
Автоматическую сварку соединений малоуглеродистых сталей с нержавеющей типа 18-8 также выполняют проволокой с большим содержанием никеля, чем у свариваемой нержавеющей стали.
При ручной и автоматической сварке в результате перемешивания расплавленного присадочного и основного металлов разбавляется легированная сталь и легируется малоуглеродистая. Несмотря на запас аустенитности в зоне сплавления вследствие разбавления могут оказаться участки пониженной вязкости металла. Степень разбавления зависит от проплавления металла. При автоматической сварке глубина проплавления больше, чем при ручной, поэтому разбавление также будет больше. На величину проплавления влияют тип сварного соединения и режим сварки.
Лучшие результаты по свойствам металла сварного комбинированного соединения достигаются, если кромки имеют U-образную или V-образнуго разделку. Сварку комбинированных соединений всегда предпочтительнее выполнять на минимально возможной силе тока и максимальной скорости независимо от типа соединения.
Толстостенные комбинированные соединения рекомендуется сваривать по предварительной наплавке кромки малоуглеродистой стали. Наплавку выполняют электродами с повышенным содержанием легирующих элементов, а сварку соединения — обычными электродами, предназначенными для сварки данной нержавеющей стали. В этом случае исключается опасность появления трещин в сварных швах.
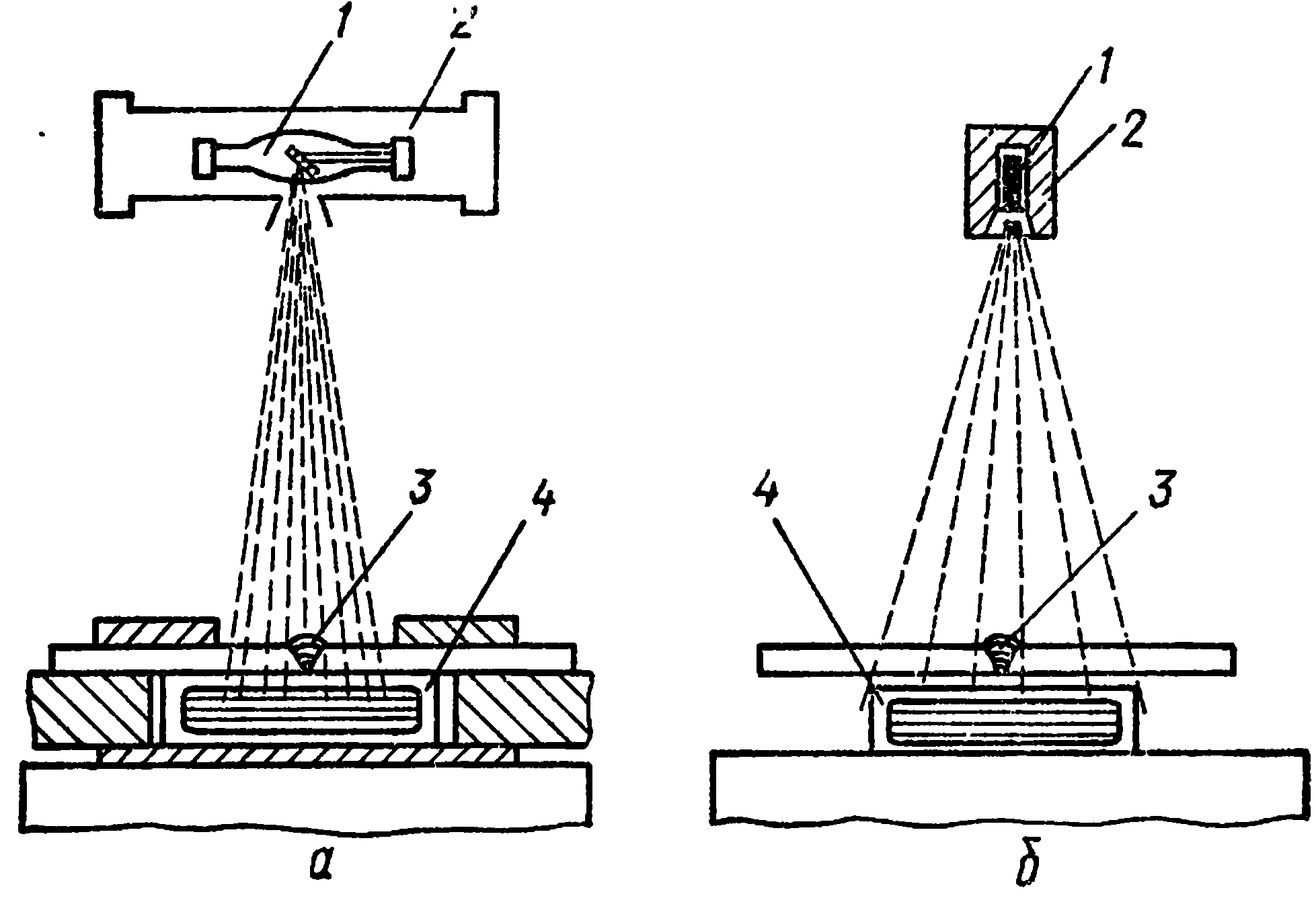
Часто встречаются комбинированные соединения, у которых одна деталь изготавливается из нержавеющей стали, другая — из подкаливающихся сталей перлитного класса марок 12ХМ, 15ХМ, 12Х1МФ, 15Х1МФ и др. Такие соединения сваривают по предварительной двухслойной наплавке (рис. 107, б). Наплавку первого слоя А выполняют электродами со стержнем из проволоки с повышенным содержанием никеля, например, Св-07Х25Н13 или ЭИ395. Наплавку второго слоя Б производят аустенитными электродами, которые предназначены для сварки этого соединения.
После контроля внешним осмотром, последующей обработки и повторного контроля качества наплавленной поверхности сварку комбинированного соединения выполняют аналогично обычному соединению из нержавеющих сталей.
Сварные конструкции из разнородных сталей при правильно выбранном типе сварочных материалов и тщательном соблюдении технологии сварки обладают высокими механическими свойствами. При испытании образцов на растяжение разрушение происходит, как правило, по основному металлу.
markmet.ru