Обработка кромки трубы при монтаже. Разделка кромок трубы
Резка труб и разделка кромок
chem21.info
Разделка кромок трубопроводов под сварку
Разделка кромок трубопроводов под сварку
При подготовке трубопроводов под сварку разрешается округлять допуски на диаметр расточки до ближайшего меньшего значения, кратного 0,1 мм. Тип разделки принимается согласно требованиям федеральных норм и правил, регламентирующих основные положения сварки и наплавки оборудования АЭУ. Для арматуры III контура АС с реакторами БН тип разделки определяет разработчик проекта АС.
Таблица 1
Арматура из нержавеющей стали
Диаметр условный, DN | Рабочее давление среды, МПа | |||||
Рр = 20,0; Рр = 18,0 | Рр = 14,0 | |||||
размеры трубы, мм | диаметр расточки, мм | тип разделки | размеры трубы, мм | диаметр расточки, мм | тип разделки | |
10 | 14 x 2 | 10(+0,3) | 1-22(С-22)* | 14 x 2 | 10(+0,3) | 1-22(С-22)* |
15 | 18 x 2.5 | 13(+0,3) | l-22(C-22)* | 18 x 2.5 | 13(+0,3) | 1-22(C-22)* |
20 | 25 x 3 | 19(+0,3) | 1-23(С-23) | 25 x 3 | 19(+0,3) | 1-23(С-23) |
25 | 32 x 3.5 | 25(+0,3) | 1-23(С-23) | 32 x 3.5 | 25(+0,3) | 1-23(С-23) |
32 | 38 x 3.5 | 31(+0,3) | 1-23(С-23) | 38 x 3.5 | 31(+0,3) | 1-23(С-23) |
50 | 57 x 5.5 | 47(+0,3) | 1-25-1(С-42) | 57 x 5.5 | 47(+0,3) | 1-25-1(С-42) |
65 | 76 x 7 | 63(+0,3) | 1-25-1(С-42) | 76 x 7 | 63(+0,3) | 1-25-1(С-42) |
80 | 89 x 8 | 74(+0,) | 1-25-1(С-42) | 89 x 8 | 74(+0,3) | 1-25-1(С-42) |
80 | 108 x 12 | 88(+0,23) | 1-25-1(С-42) | - | - | - |
100 | 133 x 14 | 109(+0,23) | 108 x 9 | 93(+0,23) | 1-25-1(С-42) | |
125 | 159 x 17 | 130(+0,26) | 1-25-1(С-42) | 133 x 11 | 114(+0,23) | 1-25-1(С-42) |
150 | - | - | - | 159 x 13 | 137(+0,26) | 1-25-1(С-42) |
200 | - | - | - | 245 x 19 | 212(+0,3) | 1-25-1(С-42) |
250 | 273 x 25 | 230(+0,6) | 1-25-1(С-42) | 273 x 20 | 236(+0,3) | 1-25-1(С-42) |
300 | 283(+0,34) | 1-25-1(С-42) | 325 x 24 | 280(+0,34) | 1-25-1(С-42) | |
300 | 377 x 36 | 312(+0,68) | 1-25-1(С-42) | - | - | - |
______________________
* Допускается тип разделки 1-23 (С-23)
Диаметр условный, DN | Рабочее давление среды, МПа | |||||
Рр = 11,0**; Рр = 10,1***; Рр = 9,2 | Рр = 4,0 | |||||
размеры трубы, мм | диаметр расточки, мм | тип разделки | размеры трубы, мм | диаметр расточки, мм | тип разделки | |
10 | 14 x 2 | 10(+0,3) | 1-22(С-22)* | 14 x 2 | 10(+0,3) | 1-22(С-22)* |
15 | 18 x 2 | 13(+0,3) | 1-22(С-22)* | 18 x 2,5 | 13(+0,3) | 1-22(С-22)* |
20 | 25 x 3 | 19(+0,3) | 1-23(С-23) | 25 x 3 | 19(+0,3) | 1-23(С-23) |
25 | 32 x 3.5 | 25(+0,3) | 1-23(С-23) | 32 x 3,5 | 25(+0,3) | 1-23(С-23) |
32 | 38 x 3.5 | 31(+0,3) | 1-23(С-23) | 38 x 3,5 | 31(+0,3) | 1-23(С-23) |
50 | 57 x 4 | 50(+0,3) | 1-25-1(С-42) | 57 x 4 | 50(+0,3) | 1-25-1(С-42) |
65 | 76 x 4,5 | 68(+0,3) | 1-25-1(С-42) | 76 x 4,5 | 68(+0,3) | 1-25-1(С-42) |
80 | 89 x 5 | 80(+0,3) | 1-25-1(С-42) | 89 x 5 | 80(+0,3) | 1-25-1(С-42) |
100 | 108 x 7 | 97(+0,23) | 1-25-1(С-42) | 108 x 5 | 100(+0,23) | 1-25-1(С-42) |
125 | 133 x 8 | 120(+0,23) | 1-25-1(С-42) | 133 x 6 | 124(+0,23) | 1-25-1(С-42) |
150 | 159 x 9 | 143(+0,26) | 1-25-1(С-42) | 159 x 6,5 | 149(+0,26) | 1-25-1(С-42) |
200 | 219 x 12 | 199(+0,3) | 1-25-1(С-42) | 220 x 8 | 208(+0,3) | 1-25-1(С-42) |
250 | - | - | - | 273 x 11 | 255(+0,3) | 1-25-1(С-42) |
300 | 325 x 16 | 297(+0,34) | 1-25-1(С-42) | 325 x 12 | 305(+0,34) | 1-25-1 (С-42) |
______________________
* Допускается тип разделки 1-23 (С-23)
textarchive.ru
Подготовка и обработка кромки трубы при сварке
Сварка – самый надежный способ соединения трубопровода. Но если раньше таким методом могли стыковаться только металлические изделия, то сегодня он доступен и для соединения пластиковых.
Что такое сварка труб?
Это пайка пластиковых и металлопластиковых изделий. Металлические водоводы соединяют, как бы накладывая шов на место стыка. При большом диаметре и большой толщине операция это нелегкая и требует немалого опыта. Да и работать со сварочным аппаратом непросто, тем более в домашних условиях: требуется специальная защита, причем не только оператора, но и защита стен и пола, аппарат мощный и потребляет немало электроэнергии, работа занимает много времени и так далее.
Иное дело пайка пластиковых изделий: обработка кромки здесь простая, материал легкий и прекрасно режется, а, главное, отличается низкой температурой плавления. Здесь при сварке края трубопровода, прошедшего разделку, соединяются всей поверхностью и буквально образуют одно целое. Защита очень проста – хлопчатобумажные перчатки, так как изделия, все же, нагреваются выше 100 С.

Технология пайки такова:
- подготовка кромок трубы – очистка, срезание под углом и так далее;
- подготовка аппарата – насадки, соответствующие диаметру соединяемых деталей, закрепляют на сварочную машину. Аппарат нагревается до тех пор, пока не достигнет установленной температуры. Для разных изделий температура разная, о чем обязательно упоминается в инструкции;
- на одну насадку надевают фитинг, которым соединяются водоводы, на другую – трубу. Детали должны сидеть достаточно плотно, а, главное – с одинаковой плотностью;
- элементы прогревают указанное в инструкции время. При нагреве допускается небольшое смещение детали, чтобы добитсья равномерного прогревания пластика;
- затем детали снимают и насаживают трубу на фитинг на необходимую длину. Нужно следить за тем, чтобы не было смещения деталей по оси;
- детали удерживают указанное в инструкции время. Временной промежуток зависит от материала и толщины стенок изделия.

Инструменты и материалы
Разделка кромок трубы и пайка потребуют следующих инструментов:
- сварочный аппарат с набором необходимых насадок – в зависимости от мощности прибора набор насадок будет разный. Самый простой включает до 5 насадок для самых популярных диаметров. Как правило, для домашнего мастера этого оказывается достаточно;
- режущий инструмент – лучше всего с делом справляются специальные ножницы для пластиковых водоводов, однако резать можно и ножовкой, и пилкой с мелкими зубцами. Допускается даже обычный нож;
- наждачная бумага – для обработки острых краев;
- рулетка и маркер для отметок – последний используют для обозначения на фитинге глубины насадки.
Что такое разделка труб?
Весь процесс подготовки изделий к пайке называют разделкой. Сам процесс занимает минимум времени, обработка кромки, как правило, требует больше старания и времени. Здесь важно добиться правильной формы края и не допустить смещения.
Обработка кромки трубы проводится следующим образом и никакой специальной защиты не требует.
- Отмеряют нужную длину изделия и отрезают. Наждачной бумагой или пилкой для железа зачищают острую кромку.
- Если сваривается металлопластиковый трубопровод, то необходимо специальное устройство для обрезки: нужно удалить верхний пластиковый слой и средний алюминиевый на всю длину фитинга. Свариваются только пластиковые части.
- После обрезки край изделия должна быть точно перпендикулярна оси. В противном случае смещение кромок при сварке труб неизбежно.
- Подготовка кромок труб под сварку включает скашивание наружной кромки под углом в 30–45 градусов. Сделать это можно обычным ножом, но надежней использовать специальное приспособление – труборез. Для водоводов с диаметром более 4 см, такая обрезка под углом становится обязательной. Таким образом предупреждаются задиры при соединении с фитингом. Края не должны быть острыми.
- Водоводы с диаметром более 4 см нужно проверить на овальность.
- С трубопровода перед пайкой соскабливают верхний слой по всей длине фитинга: такая обработка позволяет улучшить сцепление деталей.
- Соединяют трубу и фитинг, на поверхности водовода маркером обозначают метку. Изделие после разделки должно стыковаться легко, но плотно. Нельзя вдвигать водовод до упора, должен оставаться небольшой зазор.
- Края обязательно обезжиривают.
На видео процесс подготовки водоводов к пайке представлен со всеми подробностями.
trubygid.ru
Кромка - труба - Большая Энциклопедия Нефти и Газа, статья, страница 1
Кромка - труба
Cтраница 1
Кромки труб должны быть очищены до металлического блеска, так же как и прилегающие к ним внутренняя и наружная поверхности труб, на расстоянии не менее 10 мм. [1]
Кромки труб и других деталей должны быть хорошо, до металлического блеска, очищены от грязи и ржавчины снаружи и изнутри на расстояние 20 - 30 мм. Центрируемые трубные детали следует тщательно подогнать одну к другой. Перед стыковкой проверяют по шаблону правильность снятой фаски, а также перпендикулярность торцов стыкуемых деталей к их осям при помощи угольника по двум взаимно перпендикулярным осям. [3]
Кромки труб после кислородной резки должны зачищаться шлифма-шинкой или напильником до металлического блеска. [4]
Кромки труб, подлежащие сварке, предварительно проходят необходимую подготовку. [5]
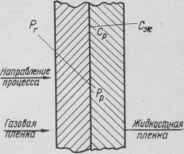
Кромки труб и присадочного стержня разогревают струей горячего воздуха, нагретого до 180 - 220 С. При этой температуре основной и присадочный материалы переходят в вязко-текучее состояние и слоями заполняют шов. [6]
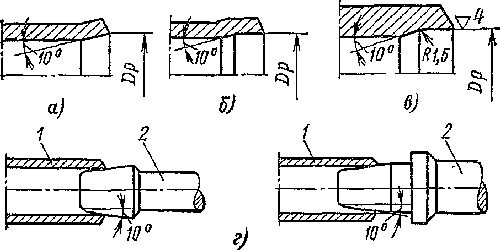
Кромки труб со стенками толщиной до 5 мм ( рис. 107 а б) не обрабатывают. [8]
Кромки труб в месте реза зубчатыми пилами и пилами трения получаются с небольшими наплывами и заусенцами, которые требуют последующего удаления. В связи с этим зубчатые пилы и пилы трения применяются в основном для резки заготовок труб, подлежащих гибке. [9]
Кромки труб под сварку подготовляют механическим способом или кислородной резкой с последующей механической обработкой. Форма разделки при толщине стенок труб свыше 3 мм V-образная с суммарным углом скоса 60 и притуплением 1 5 - 2 мм. [10]
Кромки труб снаружи и внутри должны быть очищены от ржавчины, грязи и жира до металлического блеска на длине не менее 20 - 30 мм. [11]
Кромки труб, предназначенные для сварки, подготавливают только механическим способом на токарных станках. [12]
Кромки труб обрабатывают механическим способом. Если применяют газовую резку, кромки зачищают шлифовальными машинками или драчевыми напильниками. [13]
Кромки труб подготовляют для сварки механическим способом с целью выявления внутренних дефектов при снятии верхних слоев металла. [14]
Кромки труб должны быть тщательно очищены от ржавчины как по наружной поверхности, так и внутри трубы на длину 10 - 15 мм. Наличие грязи, окалины или ржавчины делает сварной шов пористым. [15]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Разделка Кромок Трубы Под Просвет
корень шва под просвет
сварка толстых пластин
сварка под ультразвук
сварка пластин под ультразвук
фаска под просвет
как подготовить трубу под просвет
разделка кромок трубы под просвет
разделка кромок видео
как сделать фаску под просвет
сварка корня под просвет
сварка корня видео
просвет труб видео
корень шва под просвет видео
видео сварки под просвет корня
сварка в нижнем положении
потолочный шов
облицовочный шов
вертикальный шов
сварка стальных труб
сварка трубопровода
сварка лежачим электродом
сварка инвертором для начинающих
сварка толстого металла
разделка кромок
сварка газопровода
LB-52-18 E7018 Welding Rod Electrodes
lincoln electric electrodes
сварка электродом
переменный ток
постоянный ток
основное покрытие
какваритьполуавтоматом
сваркаполуавтоматом
фаскосниматель
как снимать фаску с труб
как торцевать трубы
как подготовить кромку под сварку
хороший кроль
официальный поставщик raycraft
китайский кроль
неразрушающий контроль
ндт-клаб купить кроулер
кроулер рентгеновский
рентген контроль
рентгенографический кроулер
китайский кроулер
купить кроулер
магистральные трубопроводы
резка нефтрепровода
торовка трубы
фаскоснимающая машина
труборезная машина
снятие фаски труб
снятие фаски с трубы
как варить облицову на просвет
сварка трубы на просвет
облицовочный шов видео
сварка облицовочного шва
как варить облицовку
корень трубы видео сварки
видео сварки труб на ютубе
сварка корня трубы
корень под просвет
кропоткинский машиностроительный завод
оборудование для нефтегазопроводов
станок для подготовки кромок труб
зачистка стыка
как я сдавал экзамен накс
как получить накс
как сдать на накс
моя аттестация накс
как начинающему сварщику получить накс
национальное агенство контроля сварки
обработка кромки под сварку
зачистка кромок под сварку
кромкоскалывающая машина
сварочное оборудование
разделка под сварку
разделка кромок под сварку
подготовка под сварку
разделка кромок под сварку гост
кромки под сварку
подготовка кромок под сварку
кромки металла
зачистка под сварку
кромка под сварку гост
подготовка металла под сварку
фаска под сварку
разделка под сварку гост
подготовка деталей под сварку
газовая резка
газорезка трубы
как прихватить трубу на экзамене накс
как варить под ультразвук
прихватка труб под просвет
сварка труб под про
fitweb.me
Заполнение - разделка - кромка
Заполнение - разделка - кромка
Cтраница 2
Специфические особенности сварки порошковой проволокой с принудительным формированием шва как нельзя лучше отвечают требованиям, предъявляемым к сварке на палубе морских трубоукладочных комплексов. Возможность интенсивного заполнения разделки кромок сваркой слоями повышенной толщины с одновременным сокращением фронта работ по длине трубопровода отвечает условиям работы на ограниченной производственной площади. [16]
Технология комбинированной сварки состоит в том, что корневые швы и заполнение разделки выполняют разными методами. Для корневых швов, как правило, применяют аргонодуговую сварку вольфрамовым электродом, для последующего же заполнения разделки кромок труб и деталей используют ручную электродуговую сварку. Первый проход выполняют аргонодуговой сваркой вольфрамовым электродом с присадкой или без присадки ( в зависимости от подготовки кромок и сборки), затем делают еще два-три прохода с присадкой проволоки. Остающуюся часть разделки заполняют электродуговой сваркой. Сварку корня шва неплавящимся электродом выполняют с газовой защитой обратной стороны стыка, чем обеспечивается высокое качество корневого слоя. Этот способ сварки является весьма перспективным и экономически целесообразным для сварки трубопроводов без подкладных колец всех групп толщиной стенки свыше 8 мм. На трубах из стали группы С допускается сварка корня шва ацетилено-кислородным пламенем с высотой наплавленного металла не более 3 мм. [17]
Стойкость сварных соединений против образования холодных трещин может быть также повышена применением технологии сварки с мягкими прослойками, при которой первые слои многослойного шва выполняют менее прочным и более пластичным металлом по сравнению с последующими слоями. В отдельных случаях ( жесткие соединения большой толщины) малопрочные пластичные швы в один-два слоя выполняют и в процессе заполнения разделки кромок. [18]
Сварка производится как неплавящимся, так и плавящимся электродом. Неплавящиеся электроды служат только для возбуждения и поддержания горения дуги. Для заполнения разделки кромок в зону дуги вводят присадочный металл в виде прутков или проволоки. Применяются неплавящиеся электроды: вольфрамовые, угольные и графитовые. Торий способствует более легкому возбуждению и устойчивому горению дуги. Однако торий является радиоактивным веществом и его применение сопряжено с соблюдением специальных санитарных правил. Лантан снижает расход вольфрама и повышает устойчивость горения дуги. Угольные и графитовые электроды применяют редко, так как они не обеспечивают достаточно устойчивого горения дуги и сварной шов получается пористым с темным налетом. Плавящиеся электроды применяют в виде сварочной проволоки, изготов - ленной по ГОСТ 2246 - 70 или из металла, по химическому составу сходного со свариваемым металлом. [19]
Для получения более надежного соединения чугуна со сталью в тело чугуна ввертывают стальные шпильки на резьбе. Сварку проводят при малых погонных энергиях электродами малых диаметров. Этот способ не исключает отбеленных и закалочных структур, но он прост и дает хорошо обрабатываемую наплавку за счет заполнения разделки кромок. [20]
При выполнении стыковых соединений с зазором ( рис. 23) от неравномерного нагрева свариваемых пластин по их ширине пластины изгибаются с раскрытием зазора. Остывание металла в зоне уже сваренного шва приводит к сближению и повороту пластин, стремящемуся закрыть зазор. Деформации изгиба появляются при сварке листов, стержней и оболочек и являются следствием несимметричного расположения швов относительно центра тяжести сечения, неодновременного выполнения симметрично расположенных швов или неодновременного заполнения разделки кромок валиками сварного шва. После окончания сварки возникает укорочение балки и изгиб тавра. [22]
Разделки кромок заполняют в зависимости от толщины металла любым из известных способов наложения швов. Последовательное наложение швов применяют при сварке металла толщиной до 25 мм. Каскад и горку используют при сварке металла большей толщины. Выбор схемы заполнения разделки кромок определяется необходимостью сохранить температуру подогрева металла в процессе сварки. [23]
Для получения более надежного соединения чугуна со сталью в тело чугуна ввертывают стальные шпильки на резьбе. Процесс начинается с кольцевой обварки шпилек, а после этого заполняют общей наплавкой по всей поверхности кромок. Сварку проводят при малых погонных энергиях электродами малых диаметров. Этот способ не исключает отбеленных и закалочных структур, но он прост и дает хорошо обрабатываемую наплавку за счет заполнения разделки кромок. [24]
Швы средней протяженности целесообразно сваривать от середины к концам. Последовательное наложение швов применяют при сварке металла толщиной до 25 мм. Каскадный способ и способ горки применяют при сварке металла большой толщины. Выбор любой из схем заполнения разделки кромок прежде всего определяется необходимостью сохранить требуемую температуру подогрева высокопрочного металла в процессе сварки. [26]
Страницы: 1 2
www.ngpedia.ru