Нужно ли заполнять вертикальные швы в кладке. Швы вертикальные
Вертикальные трикотажные швы - ira_fd
1. Таким швом сшивается лицевая гладь.А ещё ажуры и любые узоры на основе чулочной вязки. Для этого у края полотна рядом с кромочными нужно вязать 1-2 дорожки лицевой глади без узора (и уж точно без накидов).
2. Таким швом сшивается изнаночная гладь.А ещё узоры со жгутами или вертикальными мережками, которые чередуются с дорожками изнаночной глади. Для этого у края полотна рядом с кромочными нужно вязать половину дорожки изнаночной глади. Сшитые половинки изнан. дорожек по бокам переда и спинки образуют одну целую дорожку, не нарушая ритм узора.
3. Таким швом сшивается платочная вязка.
4. Таким швом сшивается резинка 1х1. Детали должны начинаться с одной лицевой и заканчиваться одной изнаночной рядом с кромочными.
5. Таким швом сшивается резинка 2х2. Детали должны начинаться и заканчиваться одной лицевой рядом с кромочными.
По сути это такой же шов, каким сшивается лицевая гладь. А если начинать и заканчивать детали одной изнаночной рядом с кромочными, то можно использовать и шов для изнаночной глади. Мне такой способ нравится даже больше.
6. В некоторых книгах советуют сшивать боковые швы по аналогии с тканным полотном швом «назад иглу». Пожалуй, этот шов может пригодиться для вшивания рукавов в проймы.
7. Ещё есть шов, который выполняется крючком, как цепочка воздушных петель. Его легко распороть, когда нужно будет распустить связанную и поношенную вещь.
Мне не нравится такой шов. На мой взгляд, он выглядит достаточно грубо даже на очень тонком полотне.
Шить швы нужно всегда от внешнего открытого края к внутреннему. Я помню, что кое-кто пытался убедить меня, что это несущественно, но я всё-таки продолжаю на этом настаивать. Может получиться, что в конце шва его края немного не совпадут. Не страшно, если это произойдёт у внутреннего края, ведь этот край будет зашит в пройму, его не будет видно, а внешний край должен быть аккуратным.
Так заправляется хвостик нити в конце шва.
И ещё пара маленьких советов. Чтобы легче было втянуть нить в иглу, проще всего, конечно, пользоваться нитковдевателем, но можно помазать самый кончик нити бесцветным лаком для ногтей или намылить мылом и дать просохнуть.
Чтобы избежать лишних узлов, я оставляю длинный хвост нити в начале набора петель, а потом сшиваю им швы.
Этот пост появился в связи с недавним бурным обсуждением швов в ru_knitting.
ira-fd.livejournal.com
Нужно ли заполнять вертикальные швы в кладке
Заполнять или не заполнять вертикальные швы в кладке?
Столкнуться с этим вопросом пришлось на собственном опыте. А подтолкнул меня к этому человек который взялся строить дом, вернее подтолкнули его ответы, что можно не перевязывать внутреннюю несущую стену с внешней. Посеев зерно недоверия, которое выросло в дерево недоверия ко всем, кто связан со стройкой и ремонтом, и при этом не имеет профильного образования даже на уровне простого ПТУ.
Написать этот пост побудили тупорылые комментарии очередных каменщиков самоучек, к видео в конце:
С чего начались вопросы по кладке?
Заполнять вертикальные швы или не заполнять началось с обнаружения такого “артефакта” в кладке:
Так нужно или нет, или это можно считать нормальным? Свои мысли излагать не буду, а просто процитирую, людей с профильным образованием:
4.3. К чему приводит плохое заполнение вертикальных швов в каменнойкладке?Приводит не только к резкому снижению теплозащитных свойств наружныхстен, но и к снижению прочности кладки не менее чем на 10%, поскольку незаполненные вертикальные швы — это “инициаторы” вертикальных трещин. Для качественного заполнения швов кирпич следует укладывать методом «впритык» или «вприсык». Многие каменщики предпочитают более простую «технологию» раскладывают кирпич и поливают его сверху раствором. К сожалению, брак этот (особенно у иностранных рабочих) стал настолько массовым, что на него перестали обращать внимание не только мастера и прорабы, но и контролирующие службы.
Одна из причин слабого контроля состоит в том, что плохое заполнение вертикальных швов можно обнаружить только в процессе работы, а не на боковых поверхностях уже готовой кладки (там швы всегда замазаны). Проектировщикам же можем только порекомендовать: не закладывать в проекты 100%-ное использование расчетного сопротивления кладки сжатию — по крайней мере, до тех пор, пока на стройках в этом вопросе не будет наведен порядок.
В. В. Габрусенко, Общество железобетонщиков Сибири и Урала, Новосибирск АВАРИИ, ДЕФЕКТЫ И УСИЛЕНИЕ ЖЕЛЕЗОБЕТОННЫХ И КАМЕННЫХ КОНСТРУКЦИЙ
Для тех кто хочет приобрести книгу В.Габрусенко, полную ценной информации, которую нужно знать до начала строительства дома, посмотреть можно под катом:
Книга В.Габрусенко Аварии,дефекты и усиление железобетонных и каменных конструкций
Гроздов относит к наиболее характерным дефектам каменных конструкций, допускаемым при их возведении, следующие:
- неоднородность растворной постели;
- применение вида и марок кирпича и раствора не соответствующих проектным;
- некачественная перевязка камней в кладке, отсутствие перевязки продольных стен с поперечными;
- пропуск или занижение сечений связей стен с колоннами и перекрытиями;
- утолщение горизонтальных швов кладки против предусмотренных нормами;
- плохое заполнение раствором вертикальных швов кладки;
- нарушение вертикальности стен и столбов;
Плохое заполнение вертикальных швов приводит к уменьшению прочности кладки (на 6-7 %), так как раствор в вертикальных швах препятствует свободной деформации камня в горизонтальном направлении при приложении вертикальных усилий. Пустые вертикальные швы, кроме того, являются концентраторами напряжений. Кладка с плохо заполненными вертикальными швами становится легко продуваемой, ее теплопроводность значительно возрастает.
(Гроздов В.Т. Дефекты строительных конструкций и их последствия – Дефекты возведения каменных конструкций http://stroy-knigi.com/book_view.php?id=214)
Еще:
… Проведенное обследование жилых домов выявило низкое качество кладки стен.Не выдерживается оптимальная толщина растворных швов, в ряде случаев раствор в вертикальных швах отсутствует или толщина шва составляет 1 – 3 мм, местами раствор выпадает из швов. В кладке в большом количестве использовались половинки и четвертинки кирпича.
На ряде участков раствор дал большую усадку и между раствором и камнем просматривается зазор 0,05 – 0,1 мм, в результате чего снижено сцепление раствора с камнем и нарушена монолитность кладки. О некачественном растворе свидетельствует тот факт, что большинство образовавшихся трещин в стенах прошли по вертикальным и горизонтальным растворным швам без разрыва камней.
Способствовало развитию трещин по растворным швам то, что перевязка вертикальных швов ложковых и тычковых рядов на ряде участков осуществлялось менее ¼ длины кирпича, для выравнивания рядов кладки применялся тесаный кирпич
ОБ ЭФФЕКТИВНОСТИ УСИЛЕНИЯ КИРПИЧНЫХ СТЕН Касимов Р.Г., Касимов А.А. Оренбургский государственный университет, г. Оренбург http://conference.osu.ru/assets/files/conf_info/conf11/s4.pdf
Кто еще верит строителям у которых дедушка каменщиком 8го разряда с золотыми руками:
2.7. Горизонтальные швы между рядами кирпичной кладки и поперечные вертикальные швы между кирпичами должны быть целиком заполнены раствором.
В продольных вертикальных швах допускается частичное их заполнение (не на всю высоту).
В перемычках, простенках и в столбах все швы (горизонтальные, поперечные и продольные вертикальные) должны быть целиком заполнены раствором.
При кладке в пустошовку глубина швов, не заполненных раствором с лицевой стороны, допускается не более 15 мм в стенах и не более 10 мм (только вертикальных швов) в столбах. При перекладке разрушенных простенков горизонтальные швы должны быть не более 10 мм, а места примыкания новой кладки и вышерасположенной старой надлежит плотно заполнять раствором с тщательной расчеканкой (уплотнением).
“ТЕХНИЧЕСКИЕ УКАЗАНИЯ НА ПРОИЗВОДСТВО И ПРИЕМКУ ОБЩЕСТРОИТЕЛЬНЫХ И СПЕЦИАЛЬНЫХ РАБОТ ПРИ КАПИТАЛЬНОМ РЕМОНТЕ ЖИЛЫХ И ОБЩЕСТВЕННЫХ ЗДАНИЙ” (утв. Приказом Минкоммунхоза РСФСР от 13.02.69 N 53) http://zakonbase.ru/content/part/1385602?print=1
Ну и что бы совсем потерять веру в строителей самоучек, и даже начать их ненавидеть:
Выводы
Нужно отдать должное, что несмотря на дикий хейт обоих видео, правда остается правдой – швы необходимо заполнять, как минимум в простенка и столбах, с этим может спорить только упоротый идиот. Но есть и луч света, среди сброда:
Но нужно сказать, что несмотря на претензии по заполнению швов, положили более-менее ровно. Варианты хуже, почти за те же самые деньги встречаются, и выглядят вот так:
Заполнение вертикальных швов кладки
Незаполненные раствором вертикальные швы кладки
Вот так и кладут, и потом пишут в комментариях на Ютубе, о том что так теплее, я так построил 10 домов и прочий словесный понос.
За себя могу сказать, я получил урок, и хорошо, что он обошелся относительно недорого. Учитесь на чужих ошибках!
aiare.ru
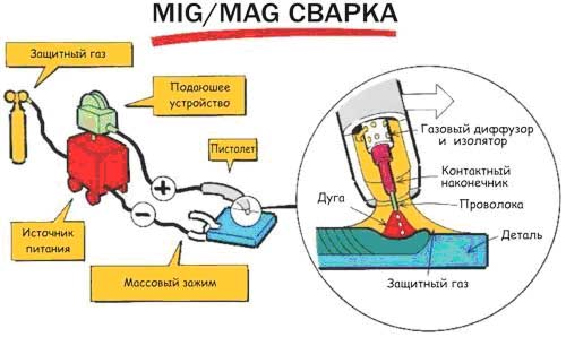
Как правильно сваривать вертикальный шов видео
Как варить вертикальный шов электросваркой.






















Сварочные работы или как правильно класть вертикальный шов
Технология ручной дуговой сварки
Ручная сварка вертикальных швов
Сварка швов в вертикальном положении значительно труднее сварки в нижнем положении, так как расплавленный металл стремится вытечь из сварочной ванны. Для уменьшения объема жидкого металла в ванне при сварке вертикальных швов силу сварочного тока уменьшают на 10—15% по сравнению со сваркой в нижнем положении. Сварка ведется обязательно короткой дугой, что способствует лучшему переходу расплавленного металла электрода в жидкую ванну. Чтобы избежать вытекания наплавляемого металла из сварочной ванны, рекомендуется относительно быстро вести электрод от середины шва в сторону и вверх. Это способствует быстрому формированию шва.
Существует два способа сварки вертикальных швов: «снизу вверх» и «сверху вниз». Наиболее употребителен первый способ.

Фиг.52.Сварка угловых швов в "лодочку"
Сварка способом «сверху вниз» применяется при соединении, главным образом, тонких листов. При выполнении вертикальных швов «сверху вниз» не получается полного провара.
Техника сварки вертикальных швов «снизу вверх» заключается в следующем. Прежде всего необходимо правильно расположить электрод относительно плоскости шва. При сварке электродом с тонким покрытием (фиг. 53, а ) угол наклона берется в пределах 15—20°, при сварке толстопокрытыми электродами (фиг. 53, б) наклон электрода к горизонтальной линии должен составлять около 45—50°. Такой большой наклон электрода с толстым покрытием необходим для обеспечения более легкого стекания шлака из ванны и для поддержания расплавленного металла.
Дуга зажигается в наиболее низком месте шва, и после образования ванны с расплавленным металлом конец электрода при возможно короткой дуге отводится в сторону вправо или влево и несколько вверх. При этом движении электрода дается возможность расплавленным частицам металла быстро застывать и образовывать своеобразный порог, необходимый для задержания последующих капель расплавляемого металла. Движения электрода повторяются, и наплавляемый металл принимает форму шва. На вертикальных швах чешуйки выражены более резко, и по этому признаку вертикальные швы отличаются от нижних.

Фиг.53. Фиг.54.Положение электордов при сварке вертикальных швов методом "снизу вверх"; "сверху вниз"
При сварке вертикальных швов «сверху вниз» электрод располагается перпендикулярно к свариваемой поверхности. После возбуждения дуги и образования первых капель расплавленного металла электрод наклоняют книзу (фиг. 54), продолжая одновременно расплавлять основной металл. Постепенно подавая электрод и поддерживая короткую дугу, необходимо концом электрода препятствовать стеканию металла, а отводом его в сторону и вниз способствовать застыванию наплавленных капель и образованию шва.
При обоих способах выполнения вертикальных швов электроду необходимо сообщать поперечные колебательные движения. При этом надо подбирать такой путь электрода, при котором передвижение вдоль шва происходило бы без длительной концентрации тепла в одном каком-нибудь месте.
При сварке «сверху вниз» для уменьшения размеров ванны с расплавленным металлом силу сварочного тока и диаметр электрода следует назначать несколько меньшими, чем при сварке «снизу вверх». При выполнении вертикальных стыковых швов с V-образной и Х-образной разделками кромок, а также валиковых швов, последовательность сварки, многослойность, провар вершины угла производят аналогично сварке нижних швов.
Возвращайте деньги за свои покупки в интернете! Время экономить:
Режимы сварки; горизонтальные, вертикальные и потолочные швы
Запись создана: 29.10.2014 20:18:07
Все параметры режима сварки можно разделить на основные и дополнительные. Основные параметры - это величина и полярность тока, диаметр электрода, напряжение на дуге, скорость сварки. Дополнительные параметры — состав и толщина покрытия электрода, положение электрода и положение изделия.
Сварочный ток. Увеличение его вызывает (при одинаковой скорости сварки) рост глубины проплавления (провара), что объясняется изменением погонной энергии (теплоты, приходящейся на единицу длины шва) и частично изменением давления, оказываемого столбом дуги на поверхность сварочной ванны.
Род и полярность тока также влияют на форму и размеры шва. При сварке постоянным током обратной полярности глубина провара на 40—50% больше, чем постоянным током прямой полярности, что объясняется различным количеством теплоты, выделяющейся на аноде и катоде. При сварке переменным током глубина провара на 15—20% меньше, чем при сварке постоянным током обратной полярности.
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, а также от вида соединения и формы подготовленных кромок под сварку. При сварке встык листов стали толщиной до 4 мм в нижнем положении диаметр электрода обычно берется равным толщине свариваемого металла. При сварке стали большей толщины используют электроды диаметром 4—6 мм при условии обеспечения полного провара соединяемых деталей и правильного формирования шва.
Напряжение определяет, главным образом, ширину шва. На глубину провара напряжение оказывает весьма незначительное влияние. Если при увеличении напряжения скорость сварки увеличить, ширина шва уменьшится.
Сила тока в основном зависит от диаметра электрода, а также от длины его рабочей части, состава покрытия, положения сварки. Чем больше ток, тем выше производительность, т. е. больше наплавляется металла.
Однако при чрезмерном для данного диаметра электрода токе электрод быстро нагревается выше допустимого предела, что приводит к снижению качества шва и повышенному разбрызгиванию.
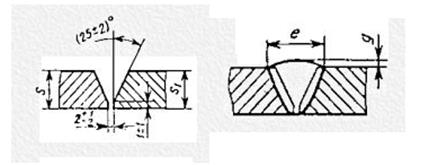
Режимы сварки стыковых соединений без скоса кромок:
Диаметр электрода, мм
Дополнение. Значения величины тока уточняются по данным паспорта электродов.
Горизонтальные, вертикальные и потолочные швы.
Выполнение указанных швов потребует определенных навыков. Существует очень большая вероятность вытекания расплав ленного металла, падение капель. Чтобы этого не происходило, сварку надо производить очень короткой дугой. Кроме этого будут необходимы и поперечные колебания электрода.
Что может удержать слой расплавленного металла в сварочной ванне? Только сила поверхностного натяжения. Употребим и термин «пленка поверхностного натяжения». И чем тоньше будет масса, тем больше вероятности, что она будет удержана силой (пленкой) поверхностного натяжения. Достичь этого можно следующим приемом: конец электрода надо периодически отводить в сторону от ванны, давая возможность расплавленному металлу частично закристаллизоваться. Далее - применяется пониженный ток (на 10 или 20%) и электроды меньшего диаметра. Все это даст уменьшение ширины сварочного валика. Для потолочных швов оптимальными являются электроды с диаметром 4 мм, для горизонтальных (включая и вертикальные) швов берутся электроды с диаметром 5 мм.
Потолочный шов. Самый сложный. Сварку выполняют периодическими короткими замыканиями конца электрода на сварочную ванну, во время которых металл сварочной ванны частично кристаллизуется, что уменьшает объем сварочной ванны. В то же время расплавленный электродный металл вносится в сварочную ванну. При удлинении дуги образуются подрезы. При сварке этих швов создаются неблагоприятные условия для выделения шлаков и газов из расплавленного металла сварочной ванны.
Вертикальный шов может быть выполнен двумя способами — на спуск и на подъем. Предпочтительнее сварка на подъем. В этом случае нижележащий, уже частично закристаллизовавшийся, металл удерживает находящийся выше (у электрода) расплавленный металл. При данном способе удобно проваривать корень шва и кромок. Объясняется это тем, что расплавленный металл с электрода будет стекать в сварочную ванну. Единственный недостаток данного способа — поверхность шва будет покрыта грубой чешуей.
Сварка на спуск легче, но будет труднее получить качественный провар места соединения деталей. Дело в том, что расплавленный металл и шлак будут подтекать под дугу и удерживаться могут только силой поверхностного натяжения и силой действующей дуги. Но эти две силы могут быть недостаточными и расплавленный металл потечет.
Горизонтальный шов более сложен в исполнении, чем вертикальный. Причина — отекание расплавленного металла из сварочной ванны на нижнюю кромку. В результате возможно образование подреза по верхней кромке. При сварке металла повышенной толщины обычно делают скос только одной верхней кромки, нижняя помогает удерживать расплавленный металл в сварочной ванне. Сварка горизонтальных угловых швов в нахлесточных соединениях не вызывает трудностей и по технике не отличается от сварки в нижнем положении.
 Рис. 1 Угол наклона электрода при сварке: А — угол при вертикальной сварке; Б — угол при горизонтальной сварке; В — угол при потолочной сварке
Рис. 1 Угол наклона электрода при сварке: А — угол при вертикальной сварке; Б — угол при горизонтальной сварке; В — угол при потолочной сварке
Другие статьи раздела "Советы мастеру":
Источники: http://tv-show-best.ru/video/Q0k0TFhpWkY1YlU%3D, http://www.prosvarky.ru/techniguewelding/technology/9.html, http://sam-stroy.info/delajsam/sovety/1414603087.htm
Комментариев пока нет!kak-delat-pravilno.ru