Газовая сварка и её применение на практике. Сварка газом
Газовая сварка | Сварка своими руками

Научно-технический прогресс не стоит на месте и с появлением компактных инверторных ИП дуговой сварки жизнь сильно упростилась. Казалось бы, теперь можно забыть и про старую добрую газовую сварку! Однако у сварщиков газовая сварка по-прежнему пользуется большим уважением, в частности, в сфере ЖКТ при прокладке труб, а также в мастерских.
Тепловую энергию при газосварке, необходимую для плавления металла, получают в результате сжигания топлива. В его качестве могут применяться смеси: Н2+О2; C2h3+02; бензин+ О2 и т.д. Трудно не заметить присутствие кислорода во всех приведенных примерах, добавляется он с целью увеличения температуры пламени.На практике из всего перечисленного чаще всего используется C2h3 (ацетилено-кислородная сварка) или его дешевый аналог МАФ.
Дуговая и газовая сварка по всем физическим проявлениям относятся к сварке плавлением. Но получается на этом родственные сходства и заканчиваются, а по сути технологически два процесса сильно разнятся. При газосварке разогрев металла происходит медленно, с малой скоростью. В определенных случаях это дает преимущества, в других — и вовсе затрудняет сварочный процесс или делает его невозможным.
Газосварка дает преимущества при сварке:
• Тонкостенных металлов от 0,2 до 5 мм;• Цветных металлов;• Сталей, требующих медленного предварительного подогрева и такого же последующего охлаждения;• Чугуна, который покрывается трещинами при температурных перепадах , и спецсталей.
Также трудно переоценить качество и скорость выполнения работ при твердой пайке коррозионностойких сталей, медных сплавов и наплавке.
Востребована газосварка для многих ремонтно-монтажных видов деятельности. Но существуют и отрицательные стороны. Связаны они с малой скоростью сварки: медленный нагрев еще сильнее замедляется с увеличением сечения детали. Считается, что при толщине детали свыше 8-10 мм выполнение газосварки экономически нецелесообразно, хотя технологически сохраняется де-юре возможность сварки толщин до 40 мм. Медленный нагрев, кроме всего прочего, может привести к нежелательным метаморфозам в металле. Перегрев на структурном уровне проявляет себя укрупнением зерна, что снижает мех.прочность. Также из-за достаточно объемного и длительного термического воздействия на изделие появляется другая проблема – высокое его коробление (если сравнивать с ММА). Поэтому соединения под сварку используют максимально упрощенные, чаще всего это стыковые соединения. Тавровые, нахлесточные, угловые и т.д. соединения применяют крайне редко, так как они требуют интенсивного нагрева, что сопровождается крайне повышенными деформациями. По подготовке стыковых соединений ограничений нет: применяют отбортовку кромок, снятие фасок с одной/двух сторон, а также возможен вариант, когда выполняется сварка встык без мех.подготовки (острые кромки).
Газовую горелку настраивают на нормальное пламя. Для получения нормального пламени отношение О2 к горючему газу должно быть для C2h3 1,1 -1,2.Пламя устанавливают таким образом, чтобы деталь попадала под действие восстановительной зоны (2-6 мм от ядра). Прикасаться ядром к жидкому металлу сварочной ванны запрещено, так как это вызывает эффект насыщения углеродом. С изменением угла наклона мундштука горелки к поверхности металла меняется интенсивность термического воздействия на соединение. Чем больше угол – тем активнее нагрев. Соответственно, при сварке цветных металлов, например, меди, а также при работе с толстостенными изделиями угол увеличивают При работе с тонкими листами угол наклона уменьшают, и тепловое воздействие снижается за счет его рассредоточения по большей площади.
Газосварку выполняют во всех известных на сегодняшний день положениях. Наиболее сложное из них – это потолок, когда подвижный металл требуется удержать силой пламени.
Для того, чтобы заполнить зазор или усилить шов применяют присадку или, как ее еще называют, пруток, проволоку. Материал проволоки должен быть приближен к материалу детали. Иногда для улучшения мех. свойств в присадку вводят ниобий, вольфрам, кремний и т.д. (смотрите ГОСТ 2246-70).
Для сварки чермета с низким уровнем углерода применяют Св.- 08; Св.-08А; Св.-10ГА и Св.-15Г. Для чугунов — спецпрутки (высокоуглеродистые) с большим количеством Si. Для стойкой к износу наплавки применяют твердосплавы, полученные литейным способом.
Некоторые особенности, которые нужно учитывать:• Темп. плавления проволоки должна быть не выше, чем у основного металла;• Проволока без видимых загрязнений. На поверхности не должно быть масла, следов ржавчины, питтинговой коррозии, лакокрасочных покрытий;• Характер плавления прутка – спокойный, без обильного выделения брызг;
Защита
В процессе сварки все металлодетали окисляются в присутствии О2 . Оксидные пленки имеют темп. плавления на порядок выше, чем у обычного металла, что создает сложности Для защиты сварочной ванны от влияния воздушной атмосферы окружающей среды и растворения окислов используют флюсовые добавки или пасты. Пасты обычно достаточно вязкие, чтобы их можно было наносить кисточкой, флюсовые добавки же чаще всего поступают в зону сварки на кончике прутка. Добавка разрушает окисел и ошлаковывается .Флюсы применяют для сварки цветметов, высоколегированных сталей и чугуна. Для газосварки чермета с малым содержанием углерода флюсование не используется.Нужно отметить, что в зависимости от вида металла образуется всегда два вида окислов: основной и кислый. Отталкиваясь от того, какой из них преобладает, выбирают флюсовую добавку. Кислый окисел убирают основной флюсовой добавкой и наоборот.Например, при сварке чугуна преобладает окисел с кислыми свойствами SiO2 для удаления которого применяется K20 и Na2O, бура.При работе с Cu и его сплавами получают основные окислы Сu2О, ZnO и т.д. Их эффективно растворяют кислые флюсы, составленные на основе соединений с бором.
Где газовая сварка востребована?
Газосварка пользуется популярностью во многих сферах производства и человеческой хозяйственной деятельности. Например, она и сегодня актуальна в строительстве самолетов, особенно там, где требуется сварка черных сталей с малым содержанием углерода толщиной 1 -3 мм; газовая сварка используется при производстве агрегатов хим.назначения. Популярна она также в сфере коммунального хозяйства; при проведении ремонтно-монтажных работ (прокладка труб небольшого диаметра, до 100 мм; ремонт подвижного состава в мастерских, депо; сельское хозяйство и т.д.).Качество газосварки выше, чем при ММА сварке электродами с тонким или стабилизирующим покрытием. Некоторые электродные стержни бывают, как это ни странно звучит, покрыты только лишь жидким стеклом, состоящим из силикатов калия и натрия. Подобные электроды относятся к старому типу и устроены примитивно, но все еще активно жгутся сварщиками. Однако газосварка проигрывает сварке добротными (высококачественными) электродами с обмазкой из сплавов Fe с Mn, Ti и Si. Объясняется это тем, что добротный электрод выступает не только в роли присадки, а и оказывает легирующее влияние на сварочную ванну. Прочность легированных швов гораздо выше. Поэтому мех.характеристики швов, полученных в газовой защите, обеспеченной восстановительной зоной газового факела, уступают аналогичным свойствам швов, полученных при работе добротным электродом ММА.Высокая результативность газосварки резко падает с наращиванием толщины изделия. При толщине 0,5-1,5 мм газовая сварка по эффективности может опережать ММА. Однако эта разница фактически нивелируется при наращивании толщины до 2-3 мм и далее, с прибавлением каждого миллиметра металла скорость ММА значительно возрастает. Также при газосварке тонких деталей расход газа невелик, но с увеличением толщины стенки его расход значительно возрастает и ценник на газовую сварку становится больше, чем при ММА. Поэтому газовая сварка целесообразна только лишь при работе с небольшими толщинами.
Горелки для газовой сварки

Горелка — это инструмент, без которого газосварщик не может обойтись. Он постоянно находится у него в руках, поэтому он должен быть по возможности не громоздкий, удобно лежать в руке.
Принцип работы газовой горелки заключается в том, что газы в ней смешиваются до однородного состава, а приготовленная смесь поджигается и дает пламя необходимое для разогрева и перехода кромок металлического соединения, подлежащего сварке, в жидкое состояние. Горелка сегодня выполняет нетривиальные задачи:
- она должна выдавать высокотемпературный факел определенной формы наиболее эффективный для сварки;
- точно регулироваться;
- установленный режим работы должен поддерживаться на протяжении всего времени выполнения работ;
- горелка должна обладать высокими прочностными характеристиками, обеспечивающими надежность эксплуатации, не требовать постоянного ремонта;
- иметь не большой вес, чтобы не обрывать руки сварщику;
- оборудование должно соответствовать требования ТБ и т.д.
Все эти пункты могут быть выполнены только при условии, что горелка имеет удачные конструктивные особенности и собрана из надежных дорогих материалов, выдерживающих высокотемпературное воздействие, давление и т.д. В основном это медные сплавы и, собственно, сам Сu. Для изготовления основной части горелки используется сплав Cu с Zn (латунь), для наиболее нагреваемой части (мундштук) предусмотрена красная медь, ее темп. плавления (около 1100 градусов) достаточна, чтобы пламя на выходе не оплавляло ее. Температура, конечно, не большая, но и температура пламени у основания ацетилено-кислородного факела не превышает 700 оС и достигает 3200 оС только в середине ядра.
Существуют различные виды горелок. Есть даже сжигающие в своем чреве бензин или керосин, однако по конструктивным отличиям более всего распространены горелки безинжекторные (высокого давления) и инжекторные (низкого давления).
Безинжекторные горелки
Здесь главенствует принцип: если подаваемые газы имеют одинаковое большое давление, тогда и нет необходимости в дополнительном нагнетании (подсосе) горючего газа. Все что нужно, смешать О2 и горючий газ в спец.камере до получения однородной смеси – и все готово для проведения сварочных мероприятий. Горелка имеет наиболее простую сборку. Она состоит из рукавов, по которым подается газ, системы регулирующих барашков, ниппелей, смесителя. Безинжекторные горелки не пользуются большой популярностью у мастеров из-за того, что водород и метан – газы, применяемые при данной технологии, не очень-то востребованы в массах. Ацетилен не используется из-за того, что наше производство выпускает в основном ацетилен низкого давления.
Инжекторные горелки
Более сложно устроены. О2 поступает в горелку под большим давлением 4 атм. В инжекторе он создает разрежение, давление падает ниже атмосферного и таким образом происходит подсос горючего газа. Расход ацетилена увеличивается по мере разогрева мундштука, а также в связи с появлением препятствий, осложняющих выход газов из наконечника. Поэтому в процессе работы сварщик постоянно вынужден откручивать ацетиленовый барашек на горелке, другими словами ему постоянно приходится корректировать режим. При всем этом расход О2 остается неизменным.
svarka-master.ru
Газовая сварка - основные особенности технологии
Газовая сварка – это процесс, при осуществлении которого происходит плавление присадочного и основного материала. Он происходит в пламени полностью открытой горелки. Поддержка пламени горелки осуществляется посредством подачи одного или нескольких видов газов одновременно с кислородом. Необходимо помнить, что пламя может быть восстановительным и окислительным.
Данный фактор регулируется количеством применяемого кислорода. В прямой зависимости от состава используемого металла, выбирается состав основных применяемых в процессе работы посадочных прутков. В прямой зависимости от толщины используемого при сварке металла, выбирается диаметр охвата обрабатываемой площади сварки.
Основная сфера применения сварки
Современная газовая сварочная обработка металлов используется для осуществления процесса нагрева металлических элементов для прочного их соединения. Суть нагрева основана на сжигании горючего газа в специальных сварочных горелках. Данный процесс характеризуется медленным, возможно плавным нагревом металла. Это обуславливает основные сферы ее применения. Газовая сварка используется в таких моментах и областях деятельности, как:
• При работе со сталью, толщина которой составляет 0,2 – 5 мм. Здесь требуется знать, что с увеличением показателей толщины металла, по причине более медленного нагрева, автоматически снижается уровень производительности труда;• Для соединения изделий и элементов, выполненных и цветных металлов;• Сварка газовая используется в процессе работе с инструментальными сталями, которые требуют относительно мягкого нагрева, а также более медленного охлаждения;• Не обойтись без такого процесса, как сварка газовая металлов при соединении чугунных элементов, а также некоторых иных специальных сталей, которые требуют определенного подогрева при осуществлении данного вида деятельности.
Подобные работы обычно производятся на предприятиях, но газовая сварка также достаточно широко используется в процессе осуществления ремонтных работ, где требуется процесс твердой пайки, а также некоторых видов и типов наплавочных работ. Несмотря на то, что сварка газовая не достигает такой высокой скорости, как электродуговая сварка, ей отдают предпочтение очень много мастеров, так как процесс характеризуется мобильностью и относительной простотой.
Основные преимущества газовой обработки
В современной промышленности применяется именно такая сварка, так как метод обладает немалым количеством преимуществ. Это такие положительные стороны, как:
• Отсутствие необходимости в применении разных источников электроэнергии, а также дорогостоящего оборудования. Именно благодаря этому все без исключения сварочные работы можно смело провести в лесу или на участке, где не проведены инженерные коммуникации. Стоит отметить, что большинство нефтепроводов, которые были созданы много лет назад, были сварены, как раз посредством газовой обработки металлов. Это обеспечивает возможность производить ремонтные работы разных частях зданий и сооружений, а также в самых разных областях и регионах России;• Подобная газовая сварка металлов идеально подходит для эффективного и качественного соединения свинца, латуни, чугуна и меди, что также является одним из основных преимуществ. Присутствует возможность осуществлять замену мощности пламени для соединения металлов, которые характеризуются разными температурными показателями плавления;• К положительной характеристике можно отнести относительно медленный нагрев, а также остывание материала;• Если используется такая сварка газовая, швы получаются идеально ровными, а также высококачественными. Необходимо помнить, что для достижения подобного результата требуется грамотно выбрать параметры мощности пламени и его вид, также не менее важна марка проволоки;• Прочность полученных швов очень часто получается на порядок выше, чем в ситуации применения обычно электродуговой сварки, где применяются низкокачественные электроды;• В процессе работы с газовой сваркой, у специалиста появляется возможность достаточно быстро изменять установленную температуру пламени;• Посредством такого метода, как сварка можно не просто закалять материал, но также осуществлять его резку, а также производить свое основное действие – сваривать максимально эффективно разные виды металлов.
Благодаря всем вышеперечисленным положительным факторам, газовая сварка среди прочих по своим масштабам применения занимает второе место. Данный метод немного уступает только дуговой электросварке. При осуществлении подобного способа сваривания деталей, могут быть использованы такие горючие газы, как водород, ацетилен, природный газ, пары бензина, керосин, а также пропан-бутан.
Прежде чем будет выбрана для работы та или иная сварка, важно узнать не только основные преимущества вида, но также и некоторые недостатки.
к меню ↑Газовая сварка — отрицательные стороны
Знание и ознакомления с присутствующими недостатками поможет определиться с тем, какой метод сварки для каких работ подойдет более оптимальным образом. Говоря о данной стороне метода, можно отметить такие факторы, как:
• Одновременно с увеличением толщины материала, автоматически снижается уровень производительности. Например, если толщина металла будет немного больше 5 мм, его сварка будет совершенно невыгодной, так как наиболее оптимальным способом здесь будет применение электродуговой сварки;• Присутствует достаточно широкая зона нагрева, потому сварка газовая для некоторых ситуаций может не подойти. Это может стать причиной перегрева элементов, которые относятся к категории термически неустойчивых. Они потеряют свою форму при нахождении рядом с зоной осуществления нагрева;• В процессе использования такого вида сварки могут быть использованы достаточно опасные вещества, они могут стать самой настоящей бомбой. Газовые баллоны требуется держать на значительном расстоянии от разнообразны органических веществ, например, от жиров и всех видов масла, на таком же расстоянии должна производиться и сама сварка;• Специалисты не рекомендуют использовать данный вид обработки металла при соединении внахлест металлических элементов, толщина которых составляет 3 мм. Все дело в том, что в подобной ситуации в металле может появиться определенное напряжение, которое может стать одной из причин образования некоторой деформации в местах, где производится спайка;• Сварка металлов такого плана не рекомендована для работы с высокоуглеродистыми сталями;• Подобный вид совершенно не подходит для легирования наплавляемого металла. Стоит обратить особое внимание, что на качество швов оказывает влияние качество обмазки электродов;• Сварка такого плана не поддается процессам механизации;• Также к отрицательной стороне можно отнести относительно медленный нагрев и последующее остывание всех присутствующих свариваемых поверхностей.
 Подводя итоги, можно отметить, что знание всех положительных и отрицательных сторон поможет сделать выбор метода максимально обоснованно. Многие специалисты отмечают, что замедленная скорость может быть отнесена, как в положительной, так и к отрицательной стороне. Преимущество присутствует так как некоторые металлы требуют определенных мягких условий. Что же касается недостатков, то тут все просто, некоторые виды металлов просто нуждаются в иных условиях сварки.
Подводя итоги, можно отметить, что знание всех положительных и отрицательных сторон поможет сделать выбор метода максимально обоснованно. Многие специалисты отмечают, что замедленная скорость может быть отнесена, как в положительной, так и к отрицательной стороне. Преимущество присутствует так как некоторые металлы требуют определенных мягких условий. Что же касается недостатков, то тут все просто, некоторые виды металлов просто нуждаются в иных условиях сварки.
При осуществлении данного процесса, важно знать, что есть две основные особенности обработки металлов, которая относится к категории газовой:
• Чем более чистый используется кислород, тем меньшим будет его расход, а соответственно выше общая скорость резки и чище кромка;• При применении такого метода сварки часто получают в результате стыковые и торцевые соединения.
Именно на основании всех присутствующих положительных факторов, а также универсальности, газовая сварка металлов завоевала высокие показатели популярности и прочно занял свою нижу в промышленности.
Похожие статьиgoodsvarka.ru
Газовая сварка труб
Монтаж трубопроводных систем часто производят методом газовой сварки. При этом используют смесь кислорода и другого горючего вещества: ацетилена, пропана, водорода, бутана. В некоторых случаях газовая сварка труб осуществляется с применением аргона. Такой способ целесообразно использовать, когда необходимо сварить цветной металл или детали из легированной стали. В этом случае аргон предотвращает окисление свариваемых заготовок в процессе выполнения работ.

Материалы и оборудование
Сварка трубопроводов производится с использованием следующих материалов и веществ:
- Кислород. Необходим для поддержания горения используемого газа.
- Газообразная горючая смесь. Чаще всего в качестве основного рабочего вещества применяют ацетилен.
- Сварочная проволока. Является присадочным материалом и по своему составу должна соответствовать свариваемым трубам.
- Флюсы. Не допускают окисления металла под влиянием воздуха. Используются в виде порошков и пастообразных смесей для сварки меди, чугуна или деталей из легированной стали.
Для выполнения газосварочных работ необходимы баллоны с кислородом и горючим газом, редукторы для регулировки давления, горелка, ацетиленовый генератор (если используется ацетилен не в баллонах).
Технологии газосварки
Перед проведением сварочных работ поверхность трубы очищают от загрязнений и обезжиривают. Затем кромки толстостенных труб (свыше 3,5 мм) механически обрабатывают, делая скосы. Это связано с тем, что металл способен достаточно прогреваться на глубину до 4 мм. Если толщина менее 3,5 мм эта операция не проводится.
Технология основного сварочного процесса бывает двух видов. В первом случае сварку производят по направлению слева направо (правый способ). Пламя горелки направляется впереди присадочной проволоки на уже пройденный участок. Этот метод лучше защищает поверхность от проникновения азота и кислорода из воздуха и обеспечивает повышенную глубину плавления. Таким образом удобно соединять трубы с толщиной стенок свыше 5 мм. При втором способе (левый) направление движения горелки справа налево за сварочной проволокой. Пламя направляется на ещё не сваренный металл, поэтому рабочий хорошо видит обрабатываемую поверхность. В результате шов получается равномерным по высоте и ширине. Этот метод используют для работы с тонкостенными трубами.
Сварка труб с использованием аргона
Технология аргонодуговой сварки предполагает использование электродов для плавки металла в защитной среде, создаваемой аргоном. Этот газ тяжелее воздуха, а также он не вступает в реакцию с окружающей атмосферой и обрабатываемым материалом. Сварка труб аргоном происходит следующим образом. Между электродом и поверхностью возникает дуга, которая плавит металл в среде инертного газа. Имея превосходящую массу, аргон вытесняет воздух и предотвращает процессы окисления. Газ начинают подавать за 20 сек. до появления дуги и прерывают подачу спустя 10 сек. после того, как она погаснет. Часто при монтаже трубопроводов защитный газ направляют и вовнутрь трубы.
Таким способом сваривают материалы из легированных сталей, алюминия и других цветных металлов. Сварка аргоном труб с небольшой толщиной стенок может осуществляться без присадочных материалов. Процесс может выполняться автоматически или в ручном режиме.
Материалы и оборудование для аргонодуговой сварки
Для осуществления аргонодуговой сварки необходимы:
Инвертор вырабатывает необходимый постоянный ток. В силу технических особенностей этого способа сварки, зажигать дугу прямым касанием электрода нельзя. Поэтому современные сварочные аппараты оснащаются встроенным осциллятором. При помощи этого прибора производится возбуждение электрической дуги. После этого он выполняет роль стабилизатора. Газосварка различных труб осуществляется с использованием неплавящихся вольфрамовых электродов, которые крепятся возле сопла горелки.
Техника выполнения аргонодуговой сварки достаточно сложная. Для овладения ею необходим некоторый опыт подобной работы с металлами. Обрести новые навыки помогут обучающие видео, которые находятся в свободном доступе.
Поделись с друзьями
0
0
0
0
svarkalegko.com
газовая сварка - это... Что такое газовая сварка?
Сварочная горелка для газовой сварки:
1 – кислород; 2 – горючий газ; 3 – регулятор подачи кислорода; 4 – регулятор подачи горючего газаЭнциклопедия «Техника». — М.: Росмэн. 2006.
.
- газобетон
- газовая турбина
Смотреть что такое "газовая сварка" в других словарях:
газовая сварка — Сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки. [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] газовая сварка Сварка плавлением, при… … Справочник технического переводчика
ГАЗОВАЯ СВАРКА — ГАЗОВАЯ СВАРКА, сварка плавлением с помощью пламени, образованного при сжигании смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом в сварочной горелке. Созданию газовой сварки способствовали использованию процессов… … Современная энциклопедия
Газовая сварка — ГАЗОВАЯ СВАРКА, сварка плавлением с помощью пламени, образованного при сжигании смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом в сварочной горелке. Созданию газовой сварки способствовали использованию процессов… … Иллюстрированный энциклопедический словарь
ГАЗОВАЯ СВАРКА — см. Сварка. Технический железнодорожный словарь. М.: Государственное транспортное железнодорожное издательство. Н. Н. Васильев, О. Н. Исаакян, Н. О. Рогинский, Я. Б. Смолянский, В. А. Сокович, Т. С. Хачатуров. 1941 … Технический железнодорожный словарь
ГАЗОВАЯ СВАРКА — способ сварки металлических изделий с помощью газового пламени, образованного при сгорании смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом. Применяют для сварки тонкостенных изделий из стали, цветных металлов и сплавов … Большой Энциклопедический словарь
Газовая сварка — Устройство газового резака … Википедия
Газовая сварка — 32. Газовая сварка Сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
газовая сварка — способ сварки металлических изделий с помощью газового пламени, образованного при сгорании смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом. Применяют для сварки тонкостенных изделий из стали, цветных металлов и сплавов … Энциклопедический словарь
газовая сварка — dujinis suvirinimas statusas T sritis chemija apibrėžtis Neišardomas metalinių detalių sujungimas dujų liepsna. atitikmenys: angl. gas welding rus. газовая сварка ryšiai: sinonimas – autogeninis suvirinimas … Chemijos terminų aiškinamasis žodynas
ГАЗОВАЯ СВАРКА — сварка плавлением, при к рой для нагрева используется теплота пламени смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом, сжигаемой с помощью горелки сварочной. Наибольшую темп ру (ок. 3200 °С) имеет ацетилено кислородное … Большой энциклопедический политехнический словарь
газовая сварка — [gas welding] сварка плавлением, при которой свариваемые поверхности нагреваются газовым пламенем, питание газами горелок при газопламенной сварке осуществляется от баллонов (О2 и С2h3 ) и непосредственно от генераторов горючих газов. Такие газы … Энциклопедический словарь по металлургии
dic.academic.ru
Газовая сварка и её применение на практике.
Одним из методов соединения деталей из металла между собой является газовая сварка, при которой сварочный процесс осуществляется путем нагревания и плавления кромок соединяемых металлов. Производится он при помощи сварочного пламени, образованного в результате сгорания ацетилена в направленной струе кислорода. Также для этих целей используются водород, керосин, бензин и другие горючие газы. Температура пламени в результате горения этих газов достигает температуры в 3050—3150 °С. При газовой сварке заполнение зазора между кромками соединяемых деталей происходит при помощи присадочной проволоки, которая при плавлении в пламени заполняет этот зазор.
 Производится газовая сварка при помощи специального оборудования, состоящего из баллонов для хранения газов, редуктора с двумя манометрами (низкого и высокого давления), предназначенного для регулировки подачи газов при производстве сварочных работ, а также горелки и шлангов для подачи газов в горелку от регулировочного редуктора.
Производится газовая сварка при помощи специального оборудования, состоящего из баллонов для хранения газов, редуктора с двумя манометрами (низкого и высокого давления), предназначенного для регулировки подачи газов при производстве сварочных работ, а также горелки и шлангов для подачи газов в горелку от регулировочного редуктора.
 Газовая сварка используется в промышленности для соединения (сваривания) конструкций из стали и некоторых цветных металлов, включая латунь и чугун, имеющих толщину не более пяти миллиметров. Также газовая сварка применима для наплавочных работ, пайки и других ремонтов. Сваривание металлов большей толщины производится при помощи электродуговой сварки. Стоит отметить, что газовая сварка металлов малоэффективна в сравнении с электродуговой.
Газовая сварка используется в промышленности для соединения (сваривания) конструкций из стали и некоторых цветных металлов, включая латунь и чугун, имеющих толщину не более пяти миллиметров. Также газовая сварка применима для наплавочных работ, пайки и других ремонтов. Сваривание металлов большей толщины производится при помощи электродуговой сварки. Стоит отметить, что газовая сварка металлов малоэффективна в сравнении с электродуговой.
Резка металлов производится кислородной струей при помощи резаков или специальных горелок. Основное отличие их от газосварочных горелок в том, что у них две кислородных струи – одна для прогревания металла, другая для выдувания расплавленного металла в местах резки. Резаки отличаются по конструкции сопла (мундштука), которые разделяются в отношении расположения нагревательного пламени и режущей струи ступенчатым расположением сопел, а также последующим и концентрическим. Еще они разделяются по роду применяемого горючего. Существуют резаки для водорода, ацетилена, светильного газа, водорода и пр.
Процесс резки металла заключается в следующем: в точке начала резания металл прогревается нагревательной струей до белого цвета, что соответствует примерно 1000°С, после чего металл частично сжигается или выдувается в месте резки. Очень важно при резке «держать» температуру плавления металла, для чего выбирается оптимальный вариант подачи режущей струи. Применяется для резки железа, низкоуглеродистых и низколегированных сталей.

В связи с тем, что газовая сварка и резка металлов - производственные процессы, требующие определенных навыков работы на газосварочном оборудовании и знания мер безопасности при выполнении огневых работ, для работ этого вида необходимо привлекать квалифицированных работников прошедших специальное обучение. Неаккуратное обращение с оборудованием, а также пренебрежение мерами безопасности могут привести к серьезным последствиям.
fb.ru
Области применения и способы газовой сварки
Газовая сварка относится к группе сварки плавлением. Метод газовой сварки прост, не требует сложного оборудования и источника электрической энергии. К недостаткам газовой сварки относятся меньшая скорость и большая зона нагрева, чем при дуговой сварке.
Газовую сварку применяют при изготовлении и ремонте изделий из тонколистовой стали толщиной 1-3 мм, монтаже труб малого и среднего диаметров, сварке соединений и узлов, изготовляемых из тонкостенных труб, сварке изделий из алюминия и его сплавов, меди, латуни и свинца, сварке чугуна с применением в качестве присадки чугунных, латунных и бронзовых прутков, наплавке твердых сплавов и латуни на стальные и чугунные детали.
Газовой сваркой могут соединяться почти все металлы и сплавы, применяемые в настоящее время в промышленности. Наиболее широкое применение газовая сварка получила при строительно-монтажных работах, в сельском хозяйстве и при ремонтных работах.
Для выполнения сварочных работ необходимо, чтобы сварочное пламя обладало достаточной тепловой мощностью. Мощность пламени горелки определяется количеством ацетилена, проходящего за один час через горелку, и регулируется наконечниками горелки. Мощность пламени выбирается в зависимости от толщины свариваемого металла и его свойств. Количество ацетилена в час, необходимое на 1 мм толщины свариваемого металла, устанавливается практикой.
Пример. При сварке низкоуглеродистой стали на 1 мм толщины свариваемого металла требуется 100-130 дм3 ацетилена в час.
Для сварки низкоуглеродистой стали толщиной 4 мм минимальная мощность сварочной горелки составит 100х4=400 дм3/ч, наибольшая - 130х4=520 дм3/ч.
Для газовой сварки различных металлов требуется определенный вид пламени - нормальное, окислительное, науглероживающее. Газосварщик регулирует и устанавливает вид сварочного пламени на глаз. При ручной сварке сварщик держит в правой руке сварочную горелку, а в левой - присадочную проволоку. Пламя горелки сварщик направляет на свариваемый металл так, чтобы свариваемые кромки находились в восстановительной зоне на расстоянии 2- 6 мм от конца ядра. Конец присадочной проволоки должен находиться в восстановительной зоне или в сварочной ванне.
Скорость нагрева регулируется изменением угла наклона а мундштука к поверхности свариваемого металла.
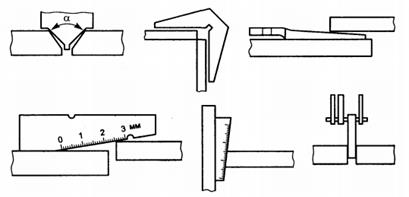
Рисунок 1 - Угол наклона (а) и способы перемещения мундштука горелки (б)
Величина угла выбирается в зависимости от толщины и рода свариваемого металла. Чем толще металл и больше его теплопроводность, тем больше угол наклона мундштука горелки к поверхности свариваемого металла. В начале сварки для лучшего прогрева металла угол наклона устанавливают больше, затем по мере прогрева свариваемого металла его уменьшают до величины, соответствующей данной толщине металла, а в конце сварки постепенно уменьшают, чтобы лучше заполнить кратер и предупредить пережог металла.
Рукоятка горелки может быть расположена вдоль оси шва или перпендикулярно ей. То или иное положение выбирается в зависимости от условий (удобств) работы газосварщика, чтобы рука сварщика не нагревалась теплотой, излучаемой нагретым металлом.
В процессе газовой сварки газосварщик концом мундштука горелки совершает одновременно два движения: поперечное - перпендикулярно оси шва и продольное - вдоль оси шва. Основным является продольное движение, поперечное служит для равномерного прогрева кромок основного и присадочного металла и получения шва необходимой ширины.
Способ 1, при котором пламя периодически отводится в сторону, применять при газовой сварке не рекомендуется, так как при этом возможно окисление расплавленного металла кислородом воздуха. Способ 2 - по спирали и способ 3 - полумесяцем рекомендуются при сварке металла средней толщины, способ 4 - при сварке тонких листов (рисунок 1).
Присадочной проволокой можно совершать такие же колебательные движения, но в направлении, обратном движениям конца мундштука горелки.
Конец присадочной проволоки не рекомендуется извлекать из сварочной ванны и особенно из восстановительной зоны пламени. Движения, совершаемые концом мундштука горелки и концом присадочной проволоки в процессе сварки, зависят от положения шва в пространстве, толщины свариваемого металла, рода металла и требуемых размеров сварочного шва. Для сварки швов в нижнем положении наиболее распространено движение полумесяцем.
weldering.com
Газовая сварка металлов. Технология газовой сварки. Техника газовой сварки.
Газовая сварка
Газопламенная обработка металлов — это ряд технологических процессов, связанных с обработкой металлов высокотемпературным газовым пламенем.
Газовая сварка — сварка плавлением, при которой нагрев кромок соединяемых частей деталей производится пламенем газов, сжигаемых на выходе из горелки для газовой сварки. При газовой сварке заготовки 1 и присадочный материал 2 в виде прутка или проволоки расплавляют высокотемпературным пламенем 4 газовой горелки 3 (рисунок 1).
Рисунок 1 — Газовая сварка схема

Технология газовой сварки
Газовое пламя чаще всего образуется в результате сгорания (окисления) горючих газов технически чистым кислородом (чистота не ниже 98,5%). В качестве горючих газов используют ацетилен, водород, метан, пропан, пропанобутановую смесь, бензин, осветительный керосин.
Рисунок 2 — Распределение температуры по оси нормального газового пламени

Газовое сварочное ацетиленокислородное «нормальное» пламя имеет форму, схематически показанную на рисунке 2.
Во внутренней части ядра пламени 1 происходит подогрев газовой смеси, поступающей из сопла до температуры воспламенения. В наружной оболочке ядра происходит частичный распад ацетилена. Выделяющиеся частицы углерода раскалены, ярко светятся, четко выделяя очертания оболочки ядра (температура газов в ядре невелика и не превышает 1500 0С).
Зона 2 является наиболее важной частью сварочного пламени (сварочной зоной). В ней происходит первая стадия сгорания ацетилена за счет кислорода, поступающего в сопло из баллона, в результате чего здесь развивается максимальная температура. Содержащиеся в сварочной зоне газы обладают восстановительными свойствами по отношению к оксидам многих металлов, в том числе и к оксидам железа. Поэтому ее можно назвать восстановительной. Содержание углерода в металле шва изменяется незначительно.
В зоне 3 или факеле пламени протекает догорание газов за счет кислорода воздуха что отражает состав газов в факеле. Содержащиеся в факеле газы и продукты их диссоциации окисляют металлы, т.е. эта зона является окислительной. Вид ацетиленокислородного пламени зависит от соотношения в газовой смеси подаваемой в горелку кислорода и ацетилена называется коэффициентом β.
Рисунок 3 — Строение ацетиленокислородного пламени

При β = 1,1 … 1,2 пламя нормальное (см. рисунок 2). При увеличении этого соотношения, т.е. относительном увеличении содержания кислорода (окислительное пламя), форма и строение пламени изменяются (рисунок 3). При этом реакции окисления ускоряются, а ядро пламени бледнеет, укорачивается и приобретает коническую заостренную форму. В этом случае сварочная зона утрачивает восстановительные свойства и приобретает окислительный характер (содержание углерода в металле шва уменьшается, выжигается). С уменьшением β, т.е. при увеличении содержания ацетилена в газовой смеси реакции окисления замедляются. Ядро удлиняется, и его очертания становятся размытыми. Количество свободного углерода увеличивается, частицы его появляются в сварочной зоне. При большом избытке ацетилена частицы углерода появляются и в факеле пламени. В этом случае сварочная зона становится науглероживающей, т.е. содержание углерода в металле шва повышается.
Пламя заменителей ацетилена принципиально подобно ацетиленокислородному и имеет три зоны. В отличие от углеводородных газов во-дородно-кислородное пламя светящегося ядра не имеет (нет светящихся частиц углерода).
Одним из важнейших параметров, определяющих тепловые, а значит и технологические свойства пламени, является его температура. Она различна в различных его участках как по длине вдоль его оси (рисунок 2), так и в поперечном сечении. Она зависит от состава газовой смеси и степени чистоты применяемых газов. Наивысшая температура наблюдается по оси пламени, достигая максимума в сварочной зоне на расстоянии 2 … 3 мм от конца ядра. Эта сварочная зона является основной для расплавления металла. С увеличением β максимальная температура возрастает и смещается к мундштуку горелки. Это объясняется увеличением скорости горения смеси при избытке кислорода. При избытке ацетилена (β менее 1) наоборот, максимум температуры удаляется от мундштука и уменьшается по величине.
Горючие газы-заменители ацетилена, дешевле и недефицитны. Однако их теплотворная способность ниже, чем у ацетилена. Максимальные температуры пламени также значительно ниже. Поэтому их используют в ограниченных объемах в технологических процессах, не требующих высокотемпературного пламени (сварка алюминия, магния и их сплавов, свинца; пайка, сварка тонколистовой стали; газовая резка и т.д.). Например, при использовании пропана и пропанобутановых смесей максимальная температура в пламени 2400 … 2500 0С. Их используют при сварке стали, толщиной до 6 мм, сварке чугуна, некоторых цветных металлов и сплавов, наплавке, газовой резке и т.д.
При использовании водорода максимальная температура в пламени 2100 0С. Нагрев металла пламенем обусловлен лучистым, и в основном конвективным теплообменом между потоком горячих газов и соприкасающейся с ним поверхностью металла. При вертикальном положении от пламени ее растекающийся поток образует на поверхности металла симметричное относительно центра пятно нагрева. При наклоне пламени пятно нагрева вытягивается по направлению оси и сужается с боков. Интенсивность нагрева впереди ядра выше, чем позади его.
Ввод тепла в изделие при газовой сварке происходит по большей площади пятна нагрева. Источник тепла менее сконцентрирован, чем при других способах сварки плавлением. В результате обширной площади разогрева основного металла околошовная зона (зона термического влияния) имеет большие размеры, что приводит к образованию повышенных деформаций сварных соединений (коробление).
При газовой сварке на металл сварочной ванны активно воздействует газовая фаза всего пламени и особенно сварочной зоны, содержащей, в основном, СО + Н2 и частично пары воды, а также СО2, Н2, О2 и N2 и некоторое количество свободного углерода. Состав газовой фазы определяется соотношением кислорода и горючего газа в газовой смеси, температурой пламени и различен в ее различных зонах. От этого зависят металлургические взаимодействия газовой фазы с металлом сварочной ванны. Основные реакции при сварке — это окисление и восстановление. Направление реакции зависит от концентрации кислорода в газовой фазе (окислительное и науглероживающее пламя), температуры взаимодействия и свойств оксида. При сварке сталей основное взаимодействие газовой фазы происходит с железом, т.е. образование его оксидов или восстановление. Элементы, имеющие большее сродство к кислороду, чем железо (Al, Si, Mn, Cr и т.д.) могут интенсивно окисляться тогда, когда реакций окисления железа не проходит. Они легко окисляются не только в чистом виде, но и находясь в виде легирующих добавок, причем чем их содержание выше, тем окисление интенсивнее. Окисление таких элементов, как Al, Ti, Mg, Si и некоторых других вообще исключить не удается и для уменьшения их угара следует помимо регулирования состава газовой смеси использовать флюсы.
Ввиду относительно невысокого защитного и восстановительного действия пламени раскисление металла в сварочной ванне при сварке сталей достигается введением в нее марганца, кремния и других раскислителей через присадочную проволоку. Их действие основано на образовании жидкотекучих шлаков, способствующих самофлюсованию сварочной ванны. Образующиеся на поверхности сварочной ванны шлаки защищают расплавленный металл от кислорода, водорода и азота, газовой среды пламени и подсасываемого воздуха. Содержащийся в пламени водород может растворяться в расплавленном металле сварочной ванны. При кристаллизации металла часть не успевшего выделиться водорода может образовать поры. Азот, попадающий в расплавленный металл из воздуха образует в нем нитриды. Структурные превращения в металле шва и околошовной зоне при газовой сварке имеют такой же характер, как и при других способах сварки плавлением. Однако вследствие медленного нагрева и охлаждения металл шва имеет более крупнокристаллическую структуру с равновесными неправильной формы зернами. В нем при сварке сталей с содержанием 0,15 … 0,3 углерода при быстром охлаждении может образовываться видманштеттовая структура. Чем выше скорость охлаждения металла, тем мельче в нем зерно и тем выше механические свойства металла шва. Поэтому сварку следует производить с максимально возможной скоростью.
Зона термического влияния состоит из тех же характерных участков, как и при дуговой сварке. Однако ее ширина значительно больше (до 30 мм при сварке стали больших толщин) и зависит от режима газовой сварки.
Техника газовой сварки
В процессе сварки происходит расплавление основного и присадочного металлов. Регулирование степени их расплавления определяется мощностью горелки, толщиной металла и его теплофизическими свойствами. Газовой сваркой выполняют сварные соединения различного типа.
Металл толщиной до 2 мм соединяют встык без разделки кромок и без зазора или, что лучше, с отбортовкой кромок без присадочного металла. Металл толщиной 2 … 5 мм с присадочным металлом сваривают встык без разделки кромок с зазором между кромками. При сварке металла свыше 5 мм используется V- или Х-образная разделка кромок.
Тавровые и нахлесточные соединения допустимы только для металла толщиной до 3 мм. При большой толщине неравномерный разогрев приводит к существенным деформациям, остаточным напряжениям и возможности образования трещин.
Свариваемые кромки зачищают от загрязнений на 30 … 50 мм механическими способами или газовым пламенем. Перед сваркой детали сварного соединения закрепляются в сборочно-сварочном приспособлении или собираются с помощью коротких швов прихваток.
Рисунок 4 — Способы газовой сварки

Направление движения горелки и наклон ее к поверхности металла оказывает большое влияние на эффективность нагрева металла, производительность сварки и качество шва. Различают два способа сварки: правый и левый (рисунок 4). Внешний вид шва лучше при левом способе сварки, так как сварщик видит процесс образования шва. При толщине металла до 3 мм более производительным является левый способ сварки ввиду предварительного подогрева кромок. Однако при большой толщине металла при сварке с разделкой кромок угол скоса кромок при правом способе сварки на 10 … 150 меньше, чем при левом. Угол наклона мундштука также может быть на 10 … 150 меньше. В результате повышается производительность сварки. Тепловое воздействие пламени на металл зависит от угла наклона оси пламени к поверхности металла (рисунок 5).
Рисунок 5 — Применяемые углы наклона горелки в зависимости от толщины металла
 БзЮВ процессе сварки горелке сообщаются колебательные движения и конец мундштука описывает зигзагообразный путь. Горелку сварщик держит в правой руке. При использовании присадочного металла присадочный пруток держится в левой руке. Присадочный пруток располагается под углом 45° к поверхности металла. Оплавляемому концу присадочного прутка сообщают зигзагообразные колебания в направлении, противоположном движению мундштука (рисунок 6). Газовая сварка может производиться в нижнем, вертикальном и потолочном положениях. При сварке вертикальных швов «на подъем» процесс удобнее вести левым способом, горизонтальных и потолочных -правым способом.
БзЮВ процессе сварки горелке сообщаются колебательные движения и конец мундштука описывает зигзагообразный путь. Горелку сварщик держит в правой руке. При использовании присадочного металла присадочный пруток держится в левой руке. Присадочный пруток располагается под углом 45° к поверхности металла. Оплавляемому концу присадочного прутка сообщают зигзагообразные колебания в направлении, противоположном движению мундштука (рисунок 6). Газовая сварка может производиться в нижнем, вертикальном и потолочном положениях. При сварке вертикальных швов «на подъем» процесс удобнее вести левым способом, горизонтальных и потолочных -правым способом.
Рисунок 6 — Движения горелки и проволоки
 а) при сварке стали толщиной более 3 мм в нижнем положении; б) при сварке угловых валиковых швов;1 — движение проволоки; 2 — движение горелки; 3 — места задержек движения
а) при сварке стали толщиной более 3 мм в нижнем положении; б) при сварке угловых валиковых швов;1 — движение проволоки; 2 — движение горелки; 3 — места задержек движения
При необходимости использования флюса он наносится на свариваемые кромки или вносится в сварочную ванну оплавляемым концом присадочного прутка (налипающим на него при погружении во флюс). Флюсы могут использоваться и в газообразном виде при подаче их в зону сварки с горючим газом.
www.mtomd.info