Processes. Сварка в режиме TIG (GTAW) TIG (GTAW-P) Stick (SMAW). Сварка gtaw
Cварка электродом (SMAW) Аргонно-дуговая сварка TIG (GTAW) Cварка порошковой проволокой (FCAW) Воздушно-дуговая резка и строжка (CAC-A)
Транскрипт

1 Серия XMT 350 Применение в Процессы Основные промышленности области (GMAW)/Пульс применения (GMAW-P)* характеристики Строительство TEХ. ИНФО. Кораблестроение Железнодорожная отрасль Производство грузовых автомобилей / автоприцепов Серийное производство Ремонтные мастерские Прокат оборудования Энергетические Станции The Power of Blue. Cварка электродом (SMAW) Аргонно-дуговая сварка (GTAW) Cварка порошковой (FCAW) Воздушно-дуговая резка и строжка (CAC-A) *XMT-350 MPa; XMT 350 СС/CV с опционным устройством Optima ; не предусмотрен для модели XMT 350 VS. Выпуск: май 2010 Регистрационный : DC/18.83 RU Многофункциональный источник сварочного тока Требуется 3- или 1-фазное Технические питание, В Входная мощность переменного тока, 50/60 Гц Номинальная В, A мощность Масса то: 80 фунтов (36,3 кг) Брутто: 89,1 фунтов (40,4 кг) XMT 350 CC/CV Технология аэродинамической трубы Wind Tunnel Technology предотвращает загрязнение электрических узлов и электронных плат. Система охлаждения Fan-On-Demand включается только при необходимости, что позволяет снизить уровень шума, потребление электроэнергии и объем загрязненного воздуха, проходящего через аппарат. Функция восходящей дуги Lift-Arc, позволяет начать аргонно-дуговую сварку без использования высокой частоты. При данном способе возбуждения дуги сварочный шов не загрязняется вольфрамом. Функция адаптивного «горячего старта» Adaptive Hot Start при необходимости увеличивает силу выходного тока в начале сварки, предотвращая риск залипания электрода. Корпус из лёгкого алюминия аэрокосмического класса обеспечивает защиту, не утяжеляя агрегат. XMT 350 VS Модели серии XMT 350 обладают множеством функциональных возможностей для удовлетворения самых взыскательных требований к сварочным работам. См. стр. 2, чтобы определить, какая модель оптимально подходит для ваших производственных нужд. Технология управления режимом питания Auto-Line позволяет подключаться к любому входному напряжению в пределах от ( В) автоматически, что обеспечивает удобство эксплуатации в любых рабочих условиях. Идеальное решение - в условиях грязного или нестабильного сетевого напряжения. XMT 350 MPa со встроенной функцией Пульс (см. стр. 4) Инверторная технология управления дугой обеспечивает улучшенный контроль над сварочной ванной, позволяя добиться оптимального качества при сварке и качественных результатов при использовании целлюлозных электродов. Компенсация сетевого напряжения поддерживает постоянный уровень сварочного тока даже при колебаниях входного напряжения в пределах +/-10%. Компенсация сетевого напряжения становится ещё более впечатляющей, достигая таких невероятных значений, как +37% и -59% при входном напряжении 460 В. Переключатель режимов сварки помогает уменьшить число комбинаций параметров управления с сохранением всех функциональных возможностей. Цифровые приборы для измерения двух параметров имеют крупные размеры, позволяющие легко видеть показания, обладают возможностью предварительной настройки, что облегчает регулировку параметров сварки. Срок действия гарантии на детали и сборку источника питания 3 года. Срок действия гарантии на силовые элементы выпрямителя производства Miller Electric 5 лет. Срок действия гарантии на детали и сборку горелки 90 дней. ITW Welding Products Россия Россия, г. Санкт-Петербург, ул. М. Морская, д. 8 Тел.: +7 (812) Моб.: +7 (921) е-mail: Главное Международное Управление Miller Electric Mfg. Co. An Illinois Tool Works Company 1635 West Spencer Street Appleton, WI USA ТЕЛ.: ФАКС:
2 Какая модель XMT подходит для Вас? Какая модель XMT 350 подходит для Вас? Вам необходима функция с (GMAW-P)? НЕТ Чаще всего используете () или сварку порошковой (FCAW) с подающим VS? НЕТ См.XMT 350 CC/СV (стр. 3) ДА ДА См. XMT 350 MPa (стр. 4) См. XMT 350 VS (стр. 3) Сила тока* 300 A 350 A 565 A Подключение к сети Auto-Link Auto-Line Ручное *60% Рабочий цикл Промышленные инверторы XMT 304 СС/CV, 230/460 В XMT 350 МPа, В XMT 350 CC/CV, В XMT 350 VS, В XMT 456, 230/460 В Дистанционное управление Виды сварочных процессов Stick, DC,, CAC-A Функция с Требуется устройство Optima для управления с Встроенная Требуется устройство Optima для управления с Требуется устройство Optima для управления с Соединительные разъемы Только Dinse Dinse или Tweco Dinse или Tweco Только Tweco Только болтовое соединение Резервная мощность Опция Опция Опция Стандарт Для дополнительной информации Документ DC/18.8 Страница 4 Страница 3 Страница 3 Документ DC/18.8 Спецификация XMT 350 (может меняться без предупреждения.) Напряжение питания Трехфазное Однофазное Номинальная мощность ПВ 60% 350 A при 34 В постоянного тока 300 A при 32 В постоянного тока Диапазон напряжений в режиме CV В В Диапазон токов в режиме CC A A Максимальное напряжение холостого хода 75 В постоянного тока 75 В постоянного тока Сертифицировано на соответствие стандартам Канады и США для сварочного оборудования. Значение тока при номинальной выходной нагрузке, 60 Гц 208 В 230 В 400 В 460 В 575 В ква квт 40,4 36,1 20,6 17,8 14,1 14,2 13,6 60,8 54,6 29,7 24,5 19,9 11,7 11,2 Размеры B: 17 дюймов (432 мм) Ш: 12-1/2 дюймов (318 мм) Г: 24 дюйма (610 мм) Масса 80 фунтов (36,3 кг) Дополнительные функции Высокий электрический КПД. При 400A-КПД достигает 87,24%! 350 A сварочного тока при ПВ 60% с превосходными эксплутационными качествами на нижнем пределе. Коэффициент мощности 0,95 позволяет использовать предохранители/выключатели и первичную проводку меньшей мощности. Величина потребляемого тока при номинальной мощности на 25% меньше, чем у моделей конкурентов. Сверхпрочная поликарбонатная крышка панели управления защищает передние органы управления от повреждений. Опционная комплектация газовым соленоидом для сварки (). Рабочие характеристики XMT 350 СВАРОЧНЫЙ ТОК ГРАФИК РАБОЧИХ ЦИКЛОВ РАБОТА ОТ ТРЕХФАЗНОГО НАПРЯЖЕНИЯ РАБОТА ОТ ОДНОФАЗНОГО НАПРЯЖЕНИЯ КАБЕЛЬ ПИТАНИЯ 6 AWG КАБЕЛЬ ПИТАНИЯ 8 AWG 30 РАБОЧИЙ ЦИКЛ НАПРЯЖЕНИЕ ВОЛЬТ- АМП. ДЛЯ СТАБИЛИЗИРОВАННОГО ТОКА МАКСИМАЛЬНОЕ ЗНАЧЕНИЕ ДЛЯ (MMA)-СВАРКИ ПРИ ТОКЕ 80A 0% УПРАВЛЕНИЕ ГОЙ МИН. 25% ЗНАЧЕНИЕ 50% ДЛЯ () 75% 100% A МАКС. ЗНАЧЕНИЕ ДЛЯ ()- СВАРКИ ВОЛЬТ- АМП. ДЛЯ СТАБИЛИЗИРОВАННОГО НАПРЯЖЕНИЯ MAКС MИН НАПРЯЖЕНИЕ A 2
3 Панель управления XMT 350 VS 1 Manufactured Under the Following US Patents: 5,601,741 5,642,260 5,902,150 6,002,103 6,115,273 6,193,548 6,239,407 6,266,257 6,625,046 6,611,189 6,426,888 Other Patents Pending 3 4 Дополнительные функции 2 5 Функция низкого напряжения разомкнутой цепи (НХХ) для встроенная отключаемая функция, понижающая напряжение до15 В, когда аппарат не загружен. Отпадает необходимость в дополнительных устройствах понижения напряжения. Примечание: Модель VS поставляется только с разъемами сварочного кабеля-tweco. Штепсель разъема Tweco не входит в комплект поставки и должен приобретаться отдельно. 1. Вольтметр 2. Переключатель выбора режимов сварки (поворотный переключатель) 3. Амперметр 4. Регулировка V/A 5. Регулировка дуги (настройка для сварки порошковой - FCAW) Розетка резервной мощности 115 В переменного тока не предусмотрена для модели VS. Функция с (GMAW-P) не предусмотрена для моделей VS). ПРИМЕЧАНИЕ: Выходные терминалы моделей VS оснащены разъемами Tweco. Панель управления XMT 350 CC/CV 1 Manufactured Under the Following US Patents: 5,601,741 5,642,260 5,902,150 6,002,103 6,115,273 6,193,548 6,239,407 6,266,257 6,625,046 6,611,189 6,426,888 Other Patents Pending 4 5 Дополнительные функции Технология Auto Remote Sense даёт возможность автоматического перехода на дистанционное управление при подключении к разъёму Вольтметр 2. Разъем для подключения устройства дистанционного управления 3. Переключатель Сварочных Процессов (поворотный переключатель) 4. Амперметр 5. Регулировка V/A 6. Регулировка дуги (настройка для сварки порошковой - FCAW) CC FCAW 6 Функция низкого напряжения разомкнутой цепи (НХХ) для встроенная отключаемая функция, понижающая напряжение до15 В, когда аппарат не загружен. Отпадает необходимость в дополнительных устройствах понижения напряжения. Терминалы с разъёмами Dinse обеспечивают высокое качество соединений сварочного кабеля. Возможен заказ разъемов Dinse и Tweco. Опционная розетка резервной мощности 115 В переменного тока обеспечивает силу тока 10 А с защитой автоматическим выключателем и служит для подключения охлаждающих устройств и т.д. Использование Функции с с опционным блоком Optima позволяет снизить разбрызгивание и коробление, улучшает контроль над сварочной ванной при сварке out-of-position и снижает выбросы дыма и загрязняющих частиц. 3

4 Панель управления XMT 350 MPa Простая в использовании, мощная модель XMT 350 MPa выполнит любое сварочное задание, требующее портативного источника питания. Добавьте к ней подающий S-74 MPa, чтобы получить синергетическую систему, упрощающую процесс импульсной сварки Manufactured Under the Following US Patents: 5,601,741 5,642,260 5,902,150 6,002,103 6,115,273 6,193,548 6,239,407 6,266,257 6,625,046 6,611,189 6,426,888 Other Patents Pending OUTPUT ON 1. Световой индикатор включения выходной мощности 2. Левый дисплей 3. Индикатор напряжения 4. Индикатор длины дуги 5. Разъем для подключения устройства дистанционного управления 6. Переключатель Сварочных Процессов (поворотный переключатель) 7. Регулятор настройки CC Setup Arc Control Wire Type Gas Type SETUP Встроенные программы с 8. Правый дисплей 9. Индикатор настройки 10. Индикатор силы тока 11. Интерфейс дистанционного ПК 12. Световые индикаторы настройки Индикатор Управления дугой Индикатор Типа проволоки Индикатор Типа газа Кнопка Настройки XMT 350 MPa расширяет возможности XMT 350, благодаря наличию встроенной функции с. В приведенной ниже таблице указан широкий диапазон возможного применения. Стальная Металлопорошковая Нержавеющая сталь Алюминиевая Никелевая Кремний-бронзовая Медно-никелевая Виды проволоки 0,035 STL (0.9 мм) 0,045 STL ( мм) 0,035 MCOR 0,045 MCOR 0,052 MCOR 0,035 SSTL 0,045 SSTL 0,035 AL4X (Серия 4000) 3/64 AL4X (Серия 4000) 0,035 AL4X (Серия 5000) 3/64 AL4X (Серия 5000) 0,035 NI 0,045 NI 0,035 SIBR 0,045 CUNI Типы газа 90% Аргон / 10% CO 2 95% Аргон / 5% Кислород 90% Аргон / 10% CO 2 TRI MIX (Смесь трех газов: 81% Аргон / 18% Гелий / 1% CO 2 98% Аргон / 2% Кислород 98% Аргон / 2% CO 2 100% (Аргон) 75% Аргон / 25% Гелий 100% Аргон 75% Гелий / 25% Аргон Пульс MPa: M-(), P-Пульс, a-оптимизировованное управление дугой). Эта функция обеспечивает более высокое качество дуги при Пульс сварке. Благодаря SharpArc оператор получает возможность эффективного контроля сварочной ванны и формирования валика сварного шва. Кроме того, аппарат обеспечивает более мощную и устойчивую дугу при её очень короткой длине,что понижает температуру процесса и расширяет номенклатуру свариваемых материалов и их толщины. В чем заключаются некоторые преимущества Synergic-Pulsed? 1. Простота настройки 2. Отпадает необходимость при изменении скорости подачи проволоки на подающем, затем возвращаться к источнику для соответствующего изменения параметров. Концентрированная дуга SharpArc управляет шириной конуса дуги в режиме с (GMAW-P). Низкое значение (Настройка 0) (Настройка 50) Высокое значение Если используется тип газа, который отличается от указанных в таблице сварочных программ (см. слева), SharpArc позволяет настроить требуемую дугу с учетом используемого газа. Понижение параметров настройки SharpArc расширяет конус дуги, увеличивает текучесть сварочной ванны и меняет профиль валика сварного шва на более плоский. Дополнительные функции Технология Auto Remote Sense даёт возможность автоматического перехода на дистанционное управление при подключении к разъёму. Терминалы с разъёмами Dinse обеспечивают высокое качество соединений сварочного кабеля. Возможен заказ разъемов Dinse и Tweco. Опционная розетка резервной мощности 115 В переменного тока обеспечивает силу тока 10 А с защитой автоматическим выключателем и служит для подключения охлаждающих устройств и т.д. Синергетический с При сварке стали с подающим S-74 MPa можно воспользоваться преимуществами системы импульсной сварки Synergic Pulsed. По мере увеличения/уменьшения скорости подачи проволоки происходит увеличение/уменьшение параметров пульса, таким образом, чтобы выходная мощность соответствовала скорости подачи проволоки. 4
5 Комплекты XMT 350 с подающими ми SuitCase X-TREME 8VS с XMT 350 VS и горелкой Bernard Q300 # с 14,5 кг SuitCase X-TREME 12VS с XMT 350 CC/CV и горелкой Bernard Q300 # с 29,9 кг SuitCase 8RC с XMT 350 MPa и горелкой Bernard Q300 # с 14,5 кг XMT 350 CC/CV c 22A Runner # SuitCase 12RC с XMT 350 MPa и горелкой Bernard Q300 # с SuitCase X-TREME 8VS с XMT 350 MPa и горелкой Bernard Q300 # с 14,5 кг SuitCase X-TREME 12VS с XMT 350 MPa и горелкой Bernard Q300 # с 29,9 кг 29,9 кг В комплект поставки входит: Источник питания XMT 350 CC/CV Механизм подачи проволоки 22A Горелка Bernard Q Расходные материалы Комплект подающих роликов 0,035/0,045 дюйма (0.9/1.2 мм) Регулятор/расходомер с газовым шлангом Тележка Runner со стойкой для газовых баллонов Нижний ярус может быть использован для охладителя - Coolmate 3 (продаётся отдельно) XMT 350 CC/CV c S-74D Runner # (не показан) В комплект поставки входит: Источник питания XMT 350 CC/CV Полуавтомат S-74D Горелка Bernard Q Расходные материалы Комплект подающих роликов 0,035/0,045 дюйма (0.9/1.2 мм) Регулятор/расходомер с газовым шлангом Тележка Runner со стойкой для газовых баллонов Нижний ярус может быть использован для охладителя - Coolmate 3 (продаётся отдельно) 5
.")
6 Аксессуары производства Miller Optima # Многоцелевой микропроцессорный блок импульсного управления, как для синергетической -сварки так и для ручной Пульс -сварки. Это устройство управления можно использовать с XMT 304/350 СС/CV и с любым подающим Miller, в том числе с автоматическими подающими и с механизированными горелками (spool). Поставляется с проводом 7,6 м с 14-контактным разъемом. (Не предусмотрен для использования с моделями XMT 350 MPa или VS). Удлинительные провода для Optima # футов (7,6 м) # футов (15,2 м) # футов (22,9 м) WC-24 Сварочный контроллер # Предназначен для использования с аппаратами Miller (CV), с разъемом для 24 В и с 14-контактными разъемами. Используется с механизированной горелкой Spoolmatic 30A. WC-115A сварочный контроллер # Питание 115 В и предназначен для использования с аппаратами, не имеющими 14-контактных разъемов. Используется с механизированной горелкой Spoolmatic 30A. Поставляется в комплекте со штепселем для настенного подключения и проводом 3 м. HF-251D-1 высокочастотный модуль возбуждения и стабилизации дуги # Модуль 250 А, с ПВ 60% дополняет сварочную цепь током высокой частоты для возбуждения дуги в начале аргонно-дуговой сварки на постоянном токе. Работает от 115, 50/60 Гц. См. документ AY/5.1. Переключатель процессов сварки # Предназначен для использования с двухкатушечными подающими, где требуется их независимая работа (разные процессы) и/или изменение полярности сварочного тока, или процессов сварки. Поставляется в комплекте с разъемом 115 В АС/2 А, двумя 14-контактными разъемами и 14-контактным проводом 3 м. Комплект газового соленоида для аргонно-дуговой сварки # Легко монтируемый опционный комплект газового соленоида для сварки (). Комплект работает только с XMT 350. RFCS-14 Пульт педального типа для # Промышленный педальный выключатель с регулировкой силы тока. Поставляется в комплекте с проводом 6 м с 14-контактной вилкой. RHC-14 пульт ручного # Миниатюрный ручной пульт Размеры: 102 x 102 x 82 мм. Поставляется в комплекте с проводом 6 м с 14-контактной вилкой. RMLS-14 пульт # контактный разъем. Дистанционный двухпозиционный выключатель управления для мгновенного и постоянного контакта. Нажать вперед для постоянного подключения и назад для краткосрочного контакта. Поставляется в комплекте с проводом 6 м. RCC-14 пульт ручного типа для # контактный разъем. Регулирование посредством вращения роторного барашка пальцем крепится к -горелке с помощью двух ремешков Velcro. Поставляется в комплекте с кабелем управления 8,5 м. RCCS-14 Пульт ручного типа для # Регулировка перемещением роторного барашка вверх-вниз. Удобно для процессов, требующих повышенной точности регулирования силы тока. Поставляется в комплекте с кабелем управления 8,5 м. Удлинительные провода для пультов и механизмов подачи проволоки, c питанием от 24 В переменного тока # футов (7,6 м) # футов (15,2 м) # футов (22,8 м) 14-контактная вилка для 14-контактной розетки. Примечание: Не предназначена для использования с Optima или серией подающих 60M. Мульти-стойки для инверторов Сварочная система из четырех или шести аппаратов Мульти-стойка для инверторов служит для удобного размещения нескольких аппаратов XMT для нескольких операторов. Имеются модели для размещения 4 и 6 устройств. Основные характеристики: Используется для параллельных источников питания с централизованным подключением Имеет две подъёмные серьги для транспортировки Прочные салазки для перетаскивания или толкания Пользователь может установить до 4 источников питания XMT 456 Подробную информацию о мульти-стойках для инверторов, изготавливаемых под заказ, см. документ DC/ Тележка для передвижения Стандартная тележка Тележка для двухкатушечных п/автоматов Тележка Runner # Передвижная стойка для газовых баллонов # (Для двух- катушечных полуавтоматов) Небольшая по размеру, маневренная, со стойкой для газовых баллонов с низким поддоном, для облегчения их установки. Тележка для газовых баллонов серии XMT # Рассчитана на два баллона весом (72,6 кг), или один газовый баллон и одну систему охлаждения для сварки. Механизмы подачи крепятся на лоток, расположенный над источником питания. Универсальная тележка со стойкой для газовых баллонов # Рассчитана на источник питания и газовый баллон высотой до 142,2 см с диаметром от 15,2 22,8 см. 6

7 Аксессуары производства Miller (Продолжение) Защитный чехол # Устойчив к воздействию плесени и воды, не имеет запаха, служит для защиты поверхности оборудования. Для инверторов 300/350 A: XMT, Maxstar и Dynasty. Механизмы подачи сварочной проволоки/горелки SuitCase X-TREME 8VS # SuitCase X-TREME 12VS # Лёгкий,портативный полуавтомат предназначен для работы с различными типами проволоки до 0,078 дюйма (2,0 мм). Подходит для катушек до 203 мм (8VS) или 305 мм (12VS). Работает от напряжения разомкнутой цепи, что устраняет необходимость использования кабеля управления/питания. См. документ M/6.41. SuitCase 8RC # SuitCase 12RC # Лёгкий портативный полуавтомат предназначен для работы с различными типами проволоки до 0,078 дюйма (2,0 мм). Подходит для катушек до 203 мм (8RC) или 305 мм (12RC). Работает с 14-контактным разъёмом управления. См. документ M/6.5. Полуавтомат XR # Система подачи проволоки тяни-толкай обеспечивает превосходные рабочие характеристики при -сварке алюминиевой. См. документ M/1.7. подающие 70-й серии S-74S # S-74D # S-74DX # S-74 MPa # Механизм оснащён узлом форсированной поступательной подачи Posifeed и предназначен для работы с различными типами проволоки до 1/8 дюйма (3,2 мм). Поставляется в комплекте с БЕСПЛАТНОЙ горелкой Bernard Q. См. документ M/3.0. Spoolmatic 30A # Горелка с приводом (вес 450гр.) и воздушным охлаждением, увеличивает расстояние до места сварки и предназначена для -сварки тонкой алюминиевой. Расчитана на 200 A при 100% рабочем цикле. Поставляется в комплекте с кабельной сборкой 9,1 м. Для использования с аппаратами с 14-контактными разъёмами необходимо опционное устройство WC-24 (# ). Горелки для сварки порошковой Ironmate См. документ AY/16.0. Модель FC-1260 # футов (3 м) # футов (4,6 м) Модель FC-1260LM # футов (3 м) # футов (4,6 м) Модель FC-1150 # футов (3 м) # футов (4,6 м) Системы жидкостного охлаждения Для дополнительной информации см. список литературы о системах охлаждения Miller, документ AY/7.2. Система Coolmate V3 # В переменного тока предназначена для горелок с водным охлаждением и силой тока до 500 А. Благодаря вертикальной конструкции легко размещается на передвижной стойке Miller, вместо одного из газовых баллонов. Система Coolmate 4 # В переменного тока предназначена для горелок с водным охлаждением и силой тока до 600 А. Прочный формованный полиэтиленовый контейнер с ручкой для переноса. Охлаждающая жидкость # Продается в коробках, по четыре пластиковые бутыли ёмкостью 3.8л каждая. Охлаждающая жидкость Miller производится на базе этиленгликоля и деионизированной воды для защиты от замерзания до -37 F (-38 C) или кипения до 227 F (108 C). Также содержит добавку, препятствующую росту водорослей. Международные разъемы Примечание: Выходные терминалы Источников питания XMT 350 оснащены международными разъемами для подсоединения сварочных кабелей. IАдаптер Международный/ Tweco # Адаптер Международный/ Cam-Lok # Неразъёмный адаптер со штепсельной вилкой международного разъема (для подключения к источнику питания) с одной стороны и розеткой (Tweco или Cam-Lok для подключения сварочного кабеля) с другой. Набор международного разъема # мм Рассчитан на размеры кабеля #4 или #1/0 AWG. # мм Рассчитан на размеры кабеля #1/0 или #2/0 AWG. В набор входит одна штепсельная вилка международного разъема для подключения к детали и/или сварочным кабелям или к терминалу на источнике питания. Набор- удлинитель международного разъема # мм Рассчитан на размеры кабеля #4 или #1/0 AWG. # мм Рассчитан на размеры кабеля #1/0 или #2/0 AWG. Используется как адаптер или удлиненитель сварочных и/или рабочих кабелей. В набор входит кабель, соединенный с международными штепселем и розеткой на разных концах. Система Coolmate 3 # В переменного тока # В переменного тока Предназначена для горелок с водным охлаждением и током до 600 А. Уникальный индикатор с лопастным колесиком, наружным фильтром и широкой горловиной. 7
8 Информация для заказа Источник питания и опции Номер товара Описание Кол-во Цена XMT 350 CC/CV # В с Auto-Line # В с Auto-Line и резервной мощностью # В с Auto-Line и резервной мощностью и CE # В с Auto-Line и разъемами Tweco XMT 350 VS # В с Auto-Line (без 14-контактного разъема и разъемами Tweco) XMT 350 MPa # В с Auto-Line # В с Auto-Line и резервной мощностью # В с Auto-Line и резервной мощностью и CE # В с Auto-Line и разъемами Tweco Комплекты XMT 350 с См. стр. 5 Механизмом подачи проволоки Мульти-стойки для инверторов См. документ под DC/18.81 (полные или пустые) Дополнительные принадлежности Блок Импульсного управления # Только для моделей CC/CV. Не предназначен для использования с Optima XMT 350 MPa или VS. Удлинительные провода для Optima См. стр. 6 WC-24 (24VАC)- сварочный контроллер # Для Spoolmatic 30A и источников питания с 14-контактным разъемом WC-115A - сварочный контроллер # Для Spoolmatic 30A и источников питания без 14-контактного разъема Переключатель режимов сварки # Комплект газового соленоида для # Только для моделей XMT 350 аргонно-дуговой сварки HF-251D-1 HF- Высокочастотный модуль # См. документ под AY/5.1 возбуждения и стабилизации дуги для RFCS-14 - пульт педального # типа для RHC-14 - пульт ручного типа # RMLS-14 - пульт ручного типа # RCC-14 - пульт ручного типа для # RCCS-14 - пульт ручного типа для # Удлинительные провода (для пультов и подающих м-ов, работающих от 24 В переменного тока) См. стр. 6. Не предназначен для использования с Optima, с п/а 60M или XR-M Тележка для передвижения Тележка Runner # Передвижная стойка для газовых # Для двух- катушечных подающих баллонов Тележка для газовых баллонов серии XMT # Универсальная тележка со стойкой для # газовых баллонов Защитный чехол # Механизмы подачи сварочной проволоки/горелки SuitCase X-TREME 8VS / X-TREME 12VS # / # См. документ под M/6.4 и M/6.41 SuitCase 8RC / 12RC # / # См. документ под M/6.5 Полуавтомат XR # См. документ под M/1.7 подающие 70-й серии # S-74S. См. документ под M/3.0 # S-74D. См. документ под M/3.0 # S-74DX. См. документ под M/3.0 # S-74 MPa. Разработан исключительно для XMT/Invision 350 MPa для синергетической Пульс сварки Synergic Pulsed Горелка с приводом Spoolmatic 30A # Необходим WC-24 для использования с 14-контактными разъемами Горелки для сварки порошковой Ironmate Системы жидкостного охлаждения Международные разъемы См. стр. 7 См. документ под AY/16.0 См. стр. 7. См. документ под AY/7.2 та: Полная стоимость: Распространяется: Отпечатано в США
docplayer.ru
Processes. Сварка в режиме TIG (GTAW) TIG (GTAW-P) Stick (SMAW)
Транскрипт
1 35 and и 7 Dynasty Dynasty TIG/Stick TIG/Stick Welding Welding Краткие Quick Specs характеристики Industrial Промышленное Applications применение Точное производство Precision Industrial Fabrication Applications Heavy Тяжелое Precision Fabrication производство Fabrication Pipe Изготовление Heavy and Fabrication Tube труб Fabrication Aerospace Аэрокосмическая Pipe and Tube Fabrication отрасль Aluminum Сварка Aerospace алюминиевых Ship Repair Anodized конструкций Aluminum Aluminum Ship в судоремонте Repair Fabrication Производство Anodized Aluminum анодированного Fabrication алюминия The Power of Blue. Мощный потенциал Blue. Возможность любой Allows схемы входного for any input Allows напряжения voltage for any ( hookup ( В) без подключения V) with no input вручную, manual voltage что linking, обеспечивает providing hookup ( convenience удобство V) в with in любой any no job manual рабочей setting. linking, операции. Ideal providing solution Идеальное convenience for dirty решение or in unreliable any в job случае setting. power. нестабильного Ideal solution или for dirty ненадежного or unreliable питания. power. Калибровка Meter Calibration приборов allows позволяет meters производить to be поверку calibrated Meter Calibration измерительных for certification. allows meters to be приборов для calibrated for certification. сертификации. 12 V auxiliary power receptacle for Доп. питание 12 В розетка для подключения системы cooling 12 V auxiliary system охлаждения or power small receptacle или небольших tools. for cooling system or small tools. инструментов. Wind Tunnel Technology protects internal Технология electrical Wind Tunnel components Wind Technology Tunnel from Technology protects airborne internal (аэродинамическая contaminants, electrical components extending труба) from защищает the airborne product внутренние life. детали contaminants, от загрязнения, extending что продлевает the product срок life. службы. Fan-On-Demand power source cooling Система system Fan-On-Demand operates охлаждения only power источника when source needed, cooling питания Fan-On- Demand reducing system operates noise, (вентилятор energy only when по use требованию) and needed, the amount работает только of reducing contaminants noise, energy тогда, когда pulled это необходимо, though use and the the что machine. amount снижает of contaminants pulled though the machine. уровень шума, энергоемкость и количество загрязняющих NEW! Blue Lightning веществ, проходящих High Frequency через агрегат. НОВИНКА! Arc NEW! Starter Blue Blue for Lightning non-contact High LightningTM arc Frequency Высокочастотный initiation. стартер More Arc Starter consistent for non-contact дуги для неконтактного arc starts compared arc initiation. зажигания. Более устойчивое to More traditional consistent возбуждение HF arc arc starters. starts compared дуги по Greater Dynasty 7 to traditional HF arc starters. Greater сравнению с Dynasty 7 7 традиционными reliability and no ВЧ maintenance стартерами. Повышенная on solid- Dynasty 35 надежность state reliability components. and no maintenance без необходимости Preset parameters on solid- техобслуживания Dynasty 35 полупроводниковых for state tungsten components. sizes from Preset деталей..2 parameters Предварительно ¼ inch задаваемые provide for tungsten optimized sizes параметры starting from.2 для for вольфрамовых applications ¼ inch электродов размером,2 1/4 обеспечивают Особенности стержня (AC/DC) from provide thick optimized to micro starting thin. For for unique applications Stick Features (AC/DC) оптимальное from thick to зажигание micro thin. для For различной unique Stick толщины, Подстраиваемость Features (AC/DC) дуги (DIG) позволяет менять ее applications, custom settings are Tailored arc control (DIG) allows the arc characteristic от толстой до ультратонкой. Пользовательские характеристики в зависимости от конкретного применения и programmable. applications, custom settings are to Tailored be changed arc control for specific (DIG) applications allows the arc and characteristic electrodes. настройки programmable. можно программировать под Smooth to электродов. be changed running Плавная for 718 specific работа or stiffer, applications обеспечивается more penetrating and electrodes. электродами конкретные Lift-Arc start варианты provides применения. AC or DC arc Smooth или тверже, running более 718 глубокое or stiffer, проплавление more penetrating Пуск starting Lift-Arc в режиме without start provides Lift-Arc the use of AC (подъем high or frequency DC arc дуги) Hot Hot Start Start adaptive (горячий control пуск) адаптивное provides управление positive arc позволяет starts starting without the use of high frequency обеспечивает зажигание дуги перем. или пост. without Hot Start производить sticking. adaptive control provides positive arc starts положительное зажиганеие дуги без прилипания. током Program без использования memory features высокой 9 independent without sticking. Program memory features 9 independent частоты Контроль частоты перем. тока придает дополнительную Память program программ memories 9 that независимых maintain/save AC frequency control adds additional stability when Stick program memories that maintain/save модулей устойчивость при стержневой сварке перем. током для памяти your parameters. для управления/ сохранения ваших welding AC frequency in AC for control smoother adds additional welds. stability when Stick your parameters. welding получения in AC гладкого for smoother шва. welds. параметров. Auto-Postflow calculates the length of Авто-подача Auto-Postflow postflow time газа calculates based после on сварки the length the amperage система of рассчитывает postflow time setting. This eliminates продолжительность based on the amperage the need подачи to газа после setting. сварки This исходя eliminates из заданной the need силы to тока. Это independently set the postflow time for исключает independently необходимость set the postflow независимой time for настройки different amperages. This feature preserves подачи different для amperages. различных величин This feature тока. preserves Данная функция your tungsten сохраняет and вольфрамовый prevents porosity. your tungsten and prevents porosity. электрод и Power source is warranted for 3 years, parts and labor. Power Гарантия source на источник is warranted питания for - 3 years, года, включая parts and запчасти labor. и работу. предотвращает образование пор. Original Гарантия main на power оригинальные rectifier parts детали are главного warranted выпрямителя for 5 years. Original main power rectifier parts are warranted for 5 years. 5 лет. Miller Electric Mfg. Mfg. Co. Co. Equipment Отдел продаж Sales в США US и and Канаде Canada Веб-сайт Web Site Производство инструментального Тел.: An An Miller Illinois Electric Tool Works Mfg. Company Co. Phone: Equipment Sales US and Canada Web Site оборудования, штат Иллинойс Факс: 1635 An Illinois West Tool Spencer Works Street Company FAX: Phone: Appleton, 1635 West WI WI Spencer Street Street USA FAX: International Международный Phone: тел.: Appleton, Appleton, WI54914 WI США USA International Международный Phone: FAX: факс: International FAX: Issued October 29 Index No. AD/5. Издано Issued в октябре October 29 г. Индекс Index No. AD/5. АD/5. Источник питания для стержневой сварки/ Power в Power режиме Source Source TIG Processes Технологические процессы Input Входной Power ток V, 3- or В, 1-Phase 3 или 1 фаза Сварка в режиме TIG (GTAW) Диапазон тока 35:3-35 TIG Processes (GTAW) Input Power V, 3- or 1-Phase Импульсная сварка TIG Amperage Range 35: 3 A Pulsed TIG (GTAW) TIG (GTAW-P) Amperage Range 7: 5-7 (GMAW-P) 7: 35: A Stick Pulsed (SMAW) TIG (GTAW-P) Стержневая сварка (SMAW) Ном. мощность 7: 35: Aпри 32 В, цикл нагрузки 6% Stick (SMAW) Rated Output 35: 3 A at 32 V, 6% Duty Cycle Air Carbon Arc (CAC-A) Воздушно-дуговая угольным Rated Output 7: 6 A при 44 VDC, Air Carbon Arc (CAC-A) 7: 35: 6 3 A at V, 6% Duty Cycle 35: 1/4 in maximum электродом (CAC-A) 7: 6% 6 цикл A at нагрузки 44 V, 6% Duty Cycle 7: 35: 3/8 1/4 in maximum Weight 35: lb (61 kg) 35: 1/4 д максимум Вес 35:135,5 фнт (61 7: 3/8 in maximum Weight 7: 35: lb lb (9 (61 kg) kg) кг) 7: 3/8 д максимум 7: 7:198 lb фнт (9 (9 kg) кг) Особенности AC TIG Features AC TIG Features сварки TIG перем. током Independent Amplitude/Amperage Независимый Control Independent allows Amplitude/Amperage контроль EP and EN Амплитуды/ Силы amperages Control allows тока позволяет to be EP set and независимо independently EN устанавливать to amperages precisely to control силу be set тока heat independently ПЭ input и ОЭ to для точного the to precisely work регулирования and control electrode. heat передачи input тепла to заготовке the work и and электроду. electrode. Extended AC balance (3 99%) Расширенный баланс пер. тока (3-99%) controls Extended регулирует the AC amount balance объем of (3 99%) oxide кислородной cleaning controls (amperage the amount очистки (время time of oxide in амперной EN) нагрузки which cleaning is в essential (amperage EN), что особенно for time high in важно quality EN) для welds which высококачественных on is essential aluminum. for high quality welds on aluminum. сварных соединений AC frequency алюминия. (2 4 hz) controls Частота the AC frequency width пер. of тока the (2 4 (2-4 arc cone Гц) hz) and controls the контролирует force the width of the of arc. ширину the arc конуса cone and дуги the и ее давление. force of the arc. Формы AC Waveforms AC Waveforms колебаний пер. тока Advance Наступающая Squarewave, прямоугольная fast freezing Advance волна: быстро puddle, Squarewave, остывающая deep fast penetration freezing сварочная and fast puddle, ванна, travel глубокое deep speeds. проплавление penetration and и быстрые fast travel скорости speeds. прохода. Soft Мягкая Squarewave прямоугольная for волна: a soft buttery Soft Squarewave мягкая дуга arc с with максимальным maximum for a soft puddle control buttery контролем and arc good сварочной with wetting maximum ванны action. и хорошим puddle control смачиванием. and good wetting action. Sine Синусоида: wave для for пользователей, customers that Sine которые like wave предпочитают a traditional for customers arc. Quiet with that традициональную good like a wetting. traditional arc. дугу. Мягкая дуга Quiet с хорошим with good смачиванием wetting. Triangular Треугольная wave волна: reduces понижает the heat Triangular передачу input тепла and wave is и good reduces хорошо onthe thin aluminum. heat input подходит Fast and для travel is good сварки speeds. on тонкого алюминия. thin aluminum. Быстрые Fast скорости travel прохода. speeds. Особенности DC TIG Features DC TIG Features сварки TIG Exceptionally smooth and precise пост. током Исключительно arc Exceptionally for welding smooth мягкая exotic and precise и materials. arc for welding exotic materials. точная дуга для сварки High-Speed необычных DC TIG материалов. Pulse Control High-Speed DC TIG Pulse Control Высокоскоростной Pulse frequency контроль capable импульсов of pulsing Pulse frequency capable of pulsing сварки перем. 5 pulses током в per режиме second. TIG Pulsing 5 pulses per second. Pulsing Частота adds arc импульсов stability, может reduces достигать heat input 5 adds and warpage имп./сек. arc stability, Пульсация reduces and can increase придает heat input travel дуге устойчивость, and warpage speeds. Other снижает and can parameters подвод increase include тепла travel и деформации, speeds. Other peak amperage, а также parameters peak может time увеличить include and скорость peak amperage, background прохода. peak amperage. Прочие time параметры and background пиковая амперная amperage., пиковое время и фоновая амперная.
2 Характеристики (Могут изменяться без уведомления) Модель Dynasty 35 Dynasty 7 Диапазон амперной нагрузки Макс. напряжение разомкнутой цепи Входной ток Три фазы 3-35 A 75 VDC 1-15 VDC* Одна фаза 3-35 A 75 VDC 1-15 VDC* Три фазы 5-7 A 75 VDC 1-15 VDC* Одна фаза 5-7 A 75 VDC 1-15 VDC* Ток на входе при ном. нагрузке, 5/6 Гц Номинальная мощность 25 A при 3 В, цикл нагрузки 1% 3 A при 32 В, цикл нагрузки 6% В 23 В 4 В 46 В 575 В ква квт Размеры H: 24-3/4 д (629 мм) W: 13-3/4 д (349 мм) D: 22 д (559 мм) с TIGRunner 18 A при 27.2 В, H: 45-1/8 д (1146 мм) цикл нагрузки 1% W: 23-1/8 д (587 мм) 225 A при 29 В, D: 43-3/4 д (1111 мм) цикл нагрузки 6% 5 A при 4 В, цикл нагрузки 1% H: 34-5/8 д (879 мм) W: 13-3/4 д (349 мм) 6 A при 44 В, D: 22 д (559 мм) цикл нагрузки 6% 36 A при 34 В, с TIGRunner цикл нагрузки 1% H: 55-1/8 д (14 мм) W: 23-1/8 д (587 мм) D: 43-3/4 д (1111 мм) 45 A при 38 В, цикл нагрузки 6% Вес нетто фнт (61 кг) с TIGRunner 38 фнт (14 кг) 198 фнт (9 кг) с TIGRunner 37 фнт (168 kg) 2 Сертификация по стандартам Канады и США для сварочного оборудования. * Указано измеренное напряжение для функций Lift-Arc TIG и Low OCV Stick. Панель Control Panel управления Control Параметры Panel панели Parameter управления Values 1. Память 36 комбинаций (9 AC TIG) (9 AC Stick) (9 DC TIG) (9 DC Stick) 2. Полярность AC/DC 3. Процесс/ TIG: ВЧ импульс, Подъем дуги Зажигание дуги СТЕРЖЕНЬ: Адаптивный горячий пуск 4. Контроль выхода Стандартный дист., Триггер 2T удерж., Выход ВКЛ (ON) 5. Контроль импульсов Импульсов в секунду DC:.1-5 PPS AC:.1-5 PPS Пиковое время 5-95% Пиковый ток 5-95% f f Все модели CE соответствуют применяемым положениям серии стандартов IEC Контроль последовательности Начальная сила тока Dynasty 35: 3-35 A Dynasty 7: 5-7 A Начальный уклон,-5, сек Конечный уклон,-5, сек Конечная сила тока Dynasty 35: 3-35 A Dynasty 7: 5-7 A 7. Подача защ. газа/dig,-25, сек. Подача газа после сварки Автоматическая, Регулировка,-5 DIG -1% 8. Форма колебаний пер. тока EN 3-35 A/5-7 A EP 3-35 A/5-7 A Баланс 3-99% Частота пер. тока 2-4 Гц 9. Регулятор силы тока 1. Регулятор аналого-цифрового преобразователя 11. Дисплей амперметра 12. Дисплей вольтметра Дополнительные установочные параметры Предпрограммируемое зажигание Dynasty 35,2-3/16 д, вольфрамовый электрод Dynasty 7,2-1/14 д, вольфрамовый электрод Предпрограммируемое зажигание Сила тока Dynasty 35: 3-2 A Dynasty 7: 5-2 A Время -2 миллисекунд Время линейного изменения -25 миллисекунд Минимальная сила тока Dynasty 35: 3-25 A Dynasty 7: 5-25 A Дополнительные триггеры 3T, 4T, мини-логика, Формы колебаний 4T моментальный Наступающая прямоуг. волна, Мягкая прямоуг. волна, Синусоида, Треугольная волна Блокировка амплитуды EN EP аналогично, EN EP независимо Таймер св. точки/шва,-999 сек. OCV Низкое OCV, Нормальное OCV (напр. разомкнутой цепи) Проверка прилипания Вкл/Выкл Блокировки Пять уровней Таймер дуги,-9999 часов и -59 мин Счетчик циклов - 999,999 циклов Калибровка приборов ±-2, А ±-2, В
3 Рабочие характеристики Dynasty 35 3 ФАЗЫ % СИЛА ТОКА 3% 35A 6% 3A 1% 25A 1 ФАЗА % СИЛА ТОКА 1% 35A 3% 25A 6% 225A 1% 18A ЦИКЛ НАГРУЗКИ Dynasty 7 3 ФАЗЫ % СИЛА ТОКА 3% 7A 6% 6A 1% 5A 1 ФАЗА % СИЛА ТОКА 1% 7A 3% 5A 6% 45A 1% 36A Карта модернизации технологии TIG Какой агрегат Вам подходит? Почему надо модернизировать? Syncrowave 35 Dynasty 35 Преимущества Dynasty 35 Максимальная толщина ВЧ зажигание дуги Регулировка частоты Регулировка выхода пер. тока Формы колебаний пер. тока 1/2 д, алюминий Непрерывная ВЧ Зафиксировано на 6 Гц Мягкая прямоуг. волна > 5/8 д, алюминий Увеличена толщина алюминия. Только Пуск Переменная частота 2-4 Гц Наступающая пр. волна Скругленная пр. волна Синусоида Треугольная волна Функция Только Пуск ограничивает воздействие ВЧ. Более высокие частоты обеспечивают лучший контроль дуги и повышенные скорости прохода. Наступающая прямоуг. волна = Более быстрый проход Скругленная прямоуг. волна = Максимальный контроль сварочной ванны Синусоида = Традиционные характеристики Треугольная волна = Пониженный подвод тепла Сварка алюминия заостренным вольфрамовым электродом Регуляторы формы колебаний поддерживают точку. Преимущества: пониженный подвод тепла к свариваемой детали, меньшие валики сварного шва, улучшенное зажигание и доп. контроль дуги. Портативность Передаваемая мощность при 3 А Точное управление 496 фнт Подключение вручную 28/23/46 В Одна фаза 11 A при 23 В Одна фаза Частичное цифровое управление 135 фнт Auto-Line В Одна фаза или три фазы. 32 A при 23 В Три фазы Полное цифровое управление Легко переносить, благодаря небольшому размеру и весу. Auto-Line позволяет устройству работать на любом напряжении. Одна или три фазы. Даже у генераторов! Значительное снижение мощности, требуемой для работы. Упрощенное техобслуживание электрочасти, менее мощные предохранители, защитные автоматы и шнур питания. Точность и повторяемость всех цифровых программ управления. 3
4 Регуляторы формы волны переменного тока Характеристика Форма волны Влияние на валик шва Влияние на внешний вид Уравнитель переменного тока Регулирует очистку при дуговой сварке. Путем регулирования процента амперной нагрузки отрицательного электрода регуляторов формы волны переменного тока контролируется ширина зоны травления вокруг шва. Примечание: Настройте уравнитель переменного тока для соответствующей очистки при дуговой сварке по бокам и впереди сварочной ванны. Уравнивание переменного тока должно быть точно отрегулировано в соответствии с тем, насколько тяжелые или толстые оксиды. Регулятор частоты переменного тока Регулирует ширину конуса дуговой сварки. Увеличение частоты переменного тока обеспечивает более ориентированную дугу с повышенным управлением по направлению. Примечание: Уменьшение частоты переменного тока смягчает дугу и расширяет сварочную ванну для более широкого сварного шва. Независимый регулятор нагрузки переменного тока Позволяет производить независимую настройку значения амперной нагрузки для положительного и отрицательного электродов. Регулирует отношение амперной нагрузки отрицательного и положительного электродов для точного контроля подводимой теплоты к детали и электроду. отрицательного электрода регулирует степень проникновения, а амперная положительного электрода существенно влияет на очистку при дуговой сварке вместе с уравнителем переменного тока. Сила тока Сила тока отр. электрод 51-99% отр. электрод 3-5% 6 Гц 12 Гц ПЭ+ ПЭ+ % ПЭ % ПЭ % ПЭ % ПЭ Время Время ОЭ ОЭ % ПЭ Уменьшает каплеобразование и помогает сохранять острие Глубокое, узкое проникновение Увеличивает каплеобразование электрода Неглубокое проникновение Широкий валик, хорошее проникновение идеально для наплавки Узкий валик для угловых сварных швов и автоматической сварки Сила тока больше у отрицательного электрода: более глубокое проникновение и большая скорость прохода Сила тока больше у положительного электрода: менее глубокое проникновение Узкий валик без видимой очистки Без видимой очистки Широкий валик и очистка Широкий валик и очистка Широкий валик и очистка Узкий валик без видимой очистки Широкий валик и очистка Очистка Очистка Очистка Очистка Без видимой очистки 4
5 Регуляторы формы волны переменного тока (продолжение) Выбор формы волны переменного тока Чтобы получить оптимальные характеристики электродуговой сварки для конкретного применения, выберите одну из четырех различных форм волны переменного тока. Возможные варианты: Прямоугольная волна СКРУГЛЕННАЯ Прямоугольная волна (+) ( ) Быстрое переключение для быстрореагирующей динамичной дуговой сварки. (+) ( ) Все преимущества обычной прямоугольной формы волны, настроенной для обеспечения гладкой, пологой дуги с максимальным контролем ванны и хорошим смачивающим действием. СИНУСОИДА ТРЕУГОЛЬНАЯ ВОЛНА (+) ( ) Прямоугольные переходы исключают необходимость постоянной высокой частоты, а пиковые значения синусоиды делают дугу более пологой. (+) ( ) Нетрадиционная форма волны обеспечивает эффективность пиковой амперной нагрузки при уменьшении общей подводимой теплоты. Быстрое формирование ванны уменьшает время сварки ограничивая подводимую теплоту и уменьшая степень деформации сварного шва особенно на материалах небольшой толщины. Регуляторы импульсов TIG Регуляторы импульсов TIG постоянного тока высокой частоты Имп./с Импульсы в секунду (Гц): пост.ток =..1 5 имп./с / перемен. ток =,1 5 имп./с % ВКЛ % Время пика импульса: 5 95% (Регулирует величину времени при каждом периоде повторения импульсов при пиковой амперной нагрузке.) Фоновая амперная : 5 99% (Задается значение амперной нагрузки низкого импульса как процент пиковой нагрузки.) ТРАДИЦИОННЫЙ ИМПУЛЬСНЫЙ TIG ВЫСОКОЧАСТОНЫЙ ИМПУЛЬСНЫЙ TIG Пиковая амперная Время пика импульса % Пиковая амперная Время пика импульса % Фоновая амперная (% от пиковой) Период повторения импульсов Обычно от 1 до 1 импульсов в секунду. Обеспечивает эффект нагрева и охлаждения сварочной ванны и может уменьшить деформацию путем снижения средней амперной нагрузки. Эффект нагрева и охлаждения также дает отличительный рельеф мелких волн в валике сварного шва. Отношение между частотой импульса и скоростью прохода отпределяет расстояние между "волнами" рельефа. Медленная подача импульсов может быть также скоординирована с добавлением присадочного металла и может усилить общий контроль за сварочной ванной. Фоновая амперная (% от пиковой) Период повторения импульсов При увеличении частоты свыше 4 импульсов в секунду импульсный TIG становится скорее слышимым, чем видимым вызывая повышенное перемешивание в сварочной ванне для лучшей микроструктуры после сварки. Подача импульсов сварочного тока при высоких скоростях между верхним пиковым значением и нижней фоновой амперной нагрузкой может также сжать и сфокусировать дугу. Это приведет к максимальной устойчивости дуги, увеличению проникновения и повышенным скоростям прохода (Общий диапазон: 1 5 имп./с). Эффект заострения дуги при высокой частоте подачи импульсов расширяется до новых размеров. Возможность подавать импульсы с частотой 5 импульсов в секунду повышает устойчивость дуги и потенциальную возможность концентрации это очень выгодно для автоматических устройств, где требуются максимальные скорости прохода. 5
 первичный кабель 8 футов (2,4 м), (2) международных разъема (Dinse 5) и компакт-диск CD-ROM с программой настройки и демонстрационной программой.")
 (2) резьбовых разъема кабеля для сварки ( 225 29), (1) резьбовой адаптер горелки с водяным охлажддением ( 225 28) для горелок 18 и 2 и компакт-диск CD-ROM с программой настройки и")
6 Комплекты и наборы сварочных горелок Источники питания Dynasty Dynasty (CSA) (Auto-Line В перемен.тока) Dynasty (CE) (Auto-Line В перемен.тока) первичный кабель 8 футов (2,4 м), (2) международных разъема (Dinse 5) и компакт-диск CD-ROM с программой настройки и демонстрационной программой. Примечание: Адаптер горелки TIG должен заказываться отдельно. Dynasty (CSA) (Auto-Line В перемен.тока) Dynasty (CE) (Auto-Line В перемен.тока) (2) резьбовых разъема кабеля для сварки ( ), (1) резьбовой адаптер горелки с водяным охлажддением ( ) для горелок 18 и 2 и компакт-диск CD-ROM с программой настройки и демонстрационной программой. Примечание: Первичный кабель и горелка TIG должны заказываться отдельно. Комплекты TIGRunner Dynasty 7 TIGRunner (CSA) Полностью в сборе В комплект входят: Dynasty 7 ( 97 11) Ножное управление RFCS-14 HD Система охдаждения Coolmate 3.5 Тележка со следующими характеристиками: одноцилиндровая стойка, держатель ножной педали, (3) держателя кабеля/горелки, (2) держателя присадок электрода TIG и подходящий ящик для хранения вольфрама и расходных материалов Примечание: Комплект горелки и системы охлаждения должны заказыватсья отдельно. Dynasty 35 TIGRunner (CSA) Полностью в сборе В комплект входят: Dynasty 35 ( 97 24) Ножное управление RFCS-14 HD Система охдаждения Coolmate 3.5 Тележка со следующими характеристиками: одноцилиндровая стойка, держатель ножной педали, (3) держателя кабеля/горелки, (2) держателя присадок электрода TIG и подходящий ящик для хранения вольфрама и расходных материалов Примечание: Комплект горелки и системы охлаждения должны заказыватсья отдельно. Полные комплекты Dynasty 35 Complete (CSA) Полностью в сборе В комплект входят: Dynasty TIGRunner ( ) Горелка 25 футов (7,6 м) Weldcraft CS31 Покрытие кабеля горелки Комплект аксессуаров горелки CS31AKC в том числе, защитные колпаки, зажимные втулки, корпуса зажимных втулок и 2% церисто-вольфрамовые электроды (размер 1/16, 3/32 и 1/8 дюйма) Регулятор / Расходомер Smith HM251A-58 Резиновый газовый шланг 12 футов (3,7 м) (регулятор к установке) Адаптер горелки Dinse Сварочный провод с зажимом (рабочий провод или провод заземления 15 футов (4,6 м) 1/ и разъем Dinse 4 галлона предварительно смешанной охлаждающей жидкости с низкой электропроводностью ( 43 81) Dynasty 7 Complete (CSA) Полностью в сборе В комплект входят: Dynasty 7 TIGRunner ( ) Горелка 25 футов (7,6 м) Weldcraft WP18SC Покрытие кабеля горелки Комплект аксессуаров горелки AK18C в том числе, защитные колпаки, зажимные втулки, корпуса зажимных втулок и 2% церисто-вольфрамовые электроды (размер 3/32, 1/8 и 5/32 дюйма) Регулятор /расходомер Smith h2954D-58 Резиновый газовый шланг 12 футов (3,7 м) (регулятор к установке) Адаптер горелки Dinse Сварочный провод с зажимом (рабочий провод или провод заземления 12 футов (3,7 м) 4/ 4 галлона предварительно смешанной охлаждающей жидкости с низкой электропроводностью ( 43 81) 6
7 Оригинальное вспомогательное оборудование фирмы Miller Комплекты горелок Набор горелок с водяным охлаждением, 25 А Горелка Weldcraft WP2 с кабелем (7,6 м) Защитный кожух кабеля В комплект горелки AK4C входят экранирующие колпаки, цанги, держатели цанги и электроды (сплав вольфрама с 2% церия) (1/16, 3/32 и 1/8 дюйма) Регулятор/расходомер Smith HM251A-58 Резиновый шланг (3,7 м) (от регулятора к агрегату) Адаптер горелки по стандарту DINSE Сварочная проволока 1, мм (длина 4,6 м) с зажимом (рабочий провод или заземление) и разъем Тележка Предназначена для перемещения агрегатов Dynasty или источников питания Maxstar 35 или 7 и охлаждающего модуля Coolmate 3.5 Cooler. Особенности тележки: стойка на 1 баллон, фиксатор ножной педали, держатели кабеля/ горелки (3 шт.), держатели проволоки для аргонодуговой сварки и удобный ящик для материалов holders, (2) и TIG вольфрамовой electro проволоки. CОхлаждающий # модуль Coolmate 3.5 D wпредназначен для aиспользования совместно aс агрегатами Dynasty и источниками питания Maxstar 35 и 7. Используется с горелками с водяным охлаждением мощностью до 6 А. Объем 13 л. Хладагент для аргонодуговой сварки Продается в упаковках по 4 шт. Готовый, обладающий низкой проводимостью хладагент фирмы Miller, содержащий этилен-гликоль и деионизированную воду. Предназначен для предотвращения замерзания и кипения в диапазоне температур от -38 до 18 C). Пластиковые фляги объемом 3,8 л. Адаптер по стандарту DINSE Для Dynasty и Maxstar 35. Используется для подключения моделей WP2, WP18, и CS31 к разъему по стандарту DINSE. Заказывайте у компании Miller. Фиксатор резьбы с водяным охлаждением Для Dynasty и Maxstar 7. Используется с моделями горелок WP125, WP24W, WP25, WP2, WP18, WP12, CS31, CS41, WP22, WP27). Заказывайте у компании Miller. Набор горелок с водяным охлаждением, 3 A Рекомендуется для агрегата Dynasty 35 Горелка Weldcraft CS31 с кабелем (7,6 м) Защитный кожух кабеля В комплект горелки CS31AKC входят экранирующие колпаки, цанги, держатели цанги и электроды (сплав вольфрама с 2% церия) (1/16, 3/32 и 1/8 дюйма) Регулятор/расходомер Smith HM251A-58 Резиновый шланг (3,7 м) (от регулятора к агрегату) Сварочная проволока 1, мм (длина 4,6 м) с зажимом (рабочий провод или заземление) и разъем Перчатки для аргонодуговой сварки Малый размер Большой размер Средний размер Очень большой размер. Сделаны из мягкого сафьяна. Прошиты нитками с кевларом. Заказывайте у компании Miller. Комплект интерфейса автоматики Включает в себя плату автоматики, 28-штырьковое гнездо со жгутом, 28-штырьковый штекер. Обеспечивает стандартное или усовершенствованное автоматическое управление. Датчик тока сварки Показывает отсоединение рабочего зажима и предотвращает выход из строя (и, следовательно, дорогостоящий ремонт) разъединительных устройств, сетевого шнура и проводов. Обучающие материалы Для заказа этих материалов дистрибьюторы могут позвонить в Центр компании Miller по обучающим материалам по телефону или отправить заказ по факсу Книга по аргонодуговой сварке CD-ROM Видео-тренажер и руководство по настройке (входит в комплект агрегата). Вольфрамовые электроды Электроды длиной 17,5 см, упаковки по 1 шт. Заказывайте у компании Miller. Сплав с 2% церия (оранжевый) для переменного/постоянного напряжения. WC4X7.4 дюйма, 1-8 A WC116X7 1/16 дюйма, 7-15 A WC332X7 3/32 дюйма, A WC18X7 1/8 дюйма, A WC532X7 5/32 дюйма, 3-5 A Сплав с 1,5% лантана (золотистый) для переменного/постоянного напряжения WL4X7.4 дюйма, 1-8 A WL116X7 1/16 дюйма, 7-15 A WL332X7 3/32 дюйма, A WL18X7 1/8 дюйма, A WL532X7 5/32 дюйма, 3-5 A Набор горелок с водяным охлаждением, 4 A Рекомендуется для агрегата Dynasty 7 Горелка Weldcraft WP18SC с кабелем (7,6 м) Защитный кожух кабеля В комплект горелки AK18C входят экранирующие колпаки, цанги, держатели цанги и электроды (сплав вольфрама с 2% церия) (3/32, 1/8 и 5/32 дюйма) Регулятор/расходомер Smith h2954D-58 Резиновый шланг (3,7 м) (от регулятора к агрегату) Адаптеры горелки с фиксатором резьбы Сварочная проволока 4, мм (длина 3,7 м) 4/ с зажимом (рабочий провод или заземление) Дистанционное управление и переключатели Дистанционный контактор и регулятор тока RCCS штырьковый штекер. Модуль сенсорного управления (вверх-вниз) прикрепляется к горелке с помощью двух отрезков ленты-липучки. В комплект входит управляющий кабель длиной 8 м. Ножное управление RFCS-14 HD Максимальная гибкость достигается с помощью перенастраиваемого шнура, который может выходить can exit the front, baспереди, сзади или с любой боковой стороны педали. Ножная педаль обеспечивает дистанционное управление током и контактором. В комплект входит кабель длиной 6 м и 14-штырьковый разъем. Ручное управление RHC Миниатюрный блок ручного управления для дистанционного управления током и контактором. В комплект входит кабель длиной 6 м и 14-штырьковый разъем. Переключатель RMLS Кулисный переключатель для and кратковременного maintained-contact или постоянного ro отключения/ включения контактора. При нажатии вперед устанавливается постоянный контакт, а при нажатии назад устанавливается кратковременный контакт. В комплект входит кабель длиной 8 м и 14-штырьковый разъем. Выключатель RMS Выключатель для кратковременного включения контактора. Покрытая резиной кнопка идеально подходит для многоразовых включения и отключений. В комплект входит кабель длиной 8 м и 14-штырьковый разъем. Удлинительные шнуры для 14-штырьковых блоков дистанционного управления ,6 м ,2 м м 7
8 Информация для заказа Оборудование Инв. Наименование Кол-во Цена Dynasty Auto-Line VAC, 5/6 Гц, CSA. Основной шнур длиной 8 футов Dynasty 35 TIGRunner Auto-Line VAC, 5/6 Гц, CSA. Основной шнур длиной 8 футов Требуется хладагент Dynasty 35 в комплекте Auto-Line VAC, 5/6 Гц, CSA. Основной шнур длиной 8 футов Dynasty 35 Международного исполнения Auto-Line VAC, 5/6 Гц, CE. Основной шнур длиной 8 футов Dynasty Auto-Line VAC, 5/6 Гц, CSA. Dynasty 7 TIGRunne Auto-Line VAC, 5/6 Гц, CSA. Требуется хладагент Dynasty 7 в комплекте Auto-Line VAC, 5/6 Гц, CSA. Dynasty 7 Международного исполнения Auto-Line VAC, 5/6 Гц, CE. Комплекты горелок TIG Комплект горелки Weldcraf 25 A См. стр. 7 Комплект горелки Weldcraft 3 A См. стр. 7. Рекомендуется для Dynasty 35 Комплект горелки Weldcraft 4 A См. стр. 7. Рекомендуется для Dynasty 7 Расходные материалы и вольфрамовые Дистрибьютор: См. каталог запасных частей Miller электроды Газовый баллон, шланг и фитинги Дистанционное управление RCCS Сенсорное управление "вверх-вниз" RFCS-14 HD Ножное управление усиленного типа RHC Ручное управление RMLS Кулисный переключатель мгновенного/постоянного действия RMS Кнопка моментального действия в резиновой оболочке Удлинители фт (7,6 м) фт (15,2 м) фт (22,9 м) Аксессуары Тележка Runner См. стр. 7 Охладитель Coolmate Требуется хладагент Хладагент для TIG Продается комплектами по четыре пластмассовые бутылки емкостью 1 галлон Комплект интерфейса автоматики Для работы в полевых условиях. Обеспечивает необходимые подключения автоматики Датчик сварочного тока Для работы в полевых условиях. Требуется установка Руководство по газо-вольфрамовой Заказывать на сайте MillerWelds.com/resources/tools электродуговой сварке (TIG) CD-ROM Видео-фильм по установке с моделированием рабочего процесса (прилагается к агрегату) Адаптеры горелок Поставляются с источником питания и комплектами горелок Адаптер по стандарту DINSE Для Dynasty/Maxstar 35. Используется для подключения горелок с водяным охлаждением к разъему стандарта DINSE. Для моделей WP2, WP18 и CS31 (адаптер включен в комплект поставки). Заказывать в компании Miller Фиксатор резьбы Используется для подключения горелок к Dynasty/Maxstar 7. Заказывать в компании Miller Кабельные разъемы Поставляются с источником питания и комплектами горелок Разъем 5 мм стандарта Dinse (штекерный, 1 шт.) Используется для подключения сварочного провода к разъему стандарта DINSE на агрегате Разъемы фиксаторов резьбы (штекерные, 2 шт.) Используется для подключения сварочного провода к Dynasty 7 или Maxstar 7. Заказывать в компании Miller Разъем 5 мм стандарта Dinse Используется для удлинения сварочных кабелей (штекерный 1 шт., гнездовой 1 шт.) Адаптер терминала Tweco Штекерный разъем Dinse к гнездовому Tweco Адаптер терминала кулачкового зажима Штекерный разъем Dinse к гнездовому кулачкового зажима Прочее Стержневые электроды Сварочные и рабочие кабели Перчатки и щиток сварщика Дата: Общая стоимость: Поставщик: Напечатано в США
docplayer.ru
gtaw smaw — с английского на русский
Gas tungsten arc welding — TIG welding of a bronze sculpture Gas tungsten arc welding (GTAW), also known as tungsten inert gas (TIG … Wikipedia
Welding — is a fabrication process that joins materials, usually metals or thermoplastics, by causing coalescence. This is often done by melting the workpieces and adding a filler material to form a pool of molten material (the weld puddle ) that cools to… … Wikipedia
Shielded metal arc welding — (SMAW), also known as manual metal arc (MMA) welding, flux shielded arc welding … Wikipedia
Soldadura — Contenido 1 Historia 2 Procesos de soldadura 2.1 Soldadura por arco 2.2 Soldeo blando y fuerte 2.2.1 … Wikipedia Español
Arc welding — uses a welding power supply to create an electric arc between an electrode and the base material to melt the metals at the welding point. They can use either direct (DC) or alternating (AC) current, and consumable or non consumable electrodes.… … Wikipedia
Gas metal arc welding — RMD redirects here. RMD may also refer to IRA Required Minimum Distributions. Gas metal arc welding … Wikipedia
Metalworking — Machining a bar of metal on a lathe. Metalworking is the process of working with metals to create individual parts, assemblies, or large scale structures. The term covers a wide range of work from large ships and bridges to precise engine parts… … Wikipedia
Metalworking terminology — This article is a list of terms commonly used in the practice of metalworking. Contents 1 Processes 1.1 Casting 1.2 Forge work 1.3 Heat treating … Wikipedia
Tool and die maker — Not to be confused with tap and die. Tool and die makers are workers in the manufacturing industry who make jigs, fixtures, dies, molds, machine tools, cutting tools (such as milling cutters and form tools), gauges, and other tools used in… … Wikipedia
Hyperbaric welding — is the process of welding at elevated pressures, normally underwater. Hyperbaric welding can either take place in the water itself or inside a specially constructed pressure chamber and hence a dry environment. It is predominantly referred to as… … Wikipedia
Oxy-fuel welding and cutting — Oxyacetylene redirects here. For the song, see Cubanate. Side of metal, cut by oxygen propane cutting torch … Wikipedia
translate.academic.ru
Аргоновая сварка | Донсварка
Аргоновая сварка применяется при изготовлении конструкции из коррозионно-стойких и жаропрочных сталей, а также из цветных металлов (титана, никеля, тантала, алюминия, меди, магния и др.) и сплавов на их основе в однородном и разнородном сочетаниях. Дуговая сварка вольфрамовым электродом в среде инертного газа(Tungsten Inert Gas Welding),один из двух типов дуговой сварки в защитном газе, другой вид сварки- полуавтоматическая сварка плавящимся электродом в среде инертного газа(Metal Inert Gas Welding).
РАД – ручная аргонодуговая сварка неплавящимся электродом, ААД – автоматическая аргонодуговая сварка неплавящимся электродом, ААДП – автоматическая аргонодуговая сварка плавящимся электродом.
Для обозначения аргонодуговой сварки вольфрамовым электродом: TIG – Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов GTAW – Gas Tungsten Arc Welding – дуговая сварка вольфрамом в газовой среде
Аргоновая сварка широко применяется в химической, теплоэнергетической, нефтеперерабатывающей, авиационно-космической, пищевой, автомобилестроительной и других областях промышленности.
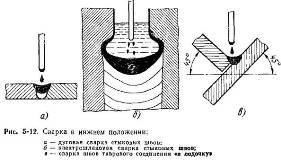
Основной принцип аргоновой сварки заключается в том что дуга горит между неплавящимся вольфрамовым электродом и свариваемым изделием при одновременной подачи в зону сварки аргона. Газовый экран надежно защищает сварочную ванну, торец присадочной проволоки и кристаллизующийся шов от контакта с атмосферой. Аргон прозрачен поэтому сварочная ванна хорошо видна сварщику.
Схема аргоновой сварки.
Основные особенности процесса(TIG):
- Минимальный нагрев основного металла;
- Надежная защита расплавленного металла от окружающего воздуха;
- Высокая тепловая мощность дуги,а значит скорость и производительность сварки;
- Возможность наблюдения за процессом;
- Простота техники сварки;
- Возможность сварки трудносвариваемых металлов и сплавов,в том числе и разнородных;
- Возможность полной механизации и автоматизации;
Присадочный металл подается в сварочную ванночку под углом 15-20° к свариваемому изделию как при газовой сварке. Изначально сварка TIG использовали для сварки магния что-бы минимизировать проблемы с коррозией.Техника успешно применялась и совершенствовалась, пока не достигла высоких результатов. Возможна сварка металлов с широким диапазоном толщин до 12мм.
Сварка TIG осуществляется как на переменном, так и на постоянном токе с диапазоном значений от 15А до 1000А. Сварку углеродистой,нержавеющей стали,никеля и медных сплавов осуществляют на постоянном токе. Сварку алюминия и его сплавов осуществляют на переменном токе.
Оборудование для аргоновой сварки
Горелка TIG
Существуют различные типы и размеры горелок подбираемые под величину сварочного тока с водяным и воздушным охлаждением. Сборка включает:кнопку для включения сварочного тока, сопло, цанга, тыльный колпачок, корпус.
Блок водяного охлаждения
Сварка на высоких значениях сварочного тока требует водяного охлаждения. Охлаждение устроено так что вода проходя через горелку и охлаждает ее.Течение воды контролируется педалью или кнопкой на горелке.
Подавитель постоянного тока.
При сварке алюминиевых и магниевых сплавов оксидная пленка на поверхности металла является серьезной проблемой.При сварке алюминия дуга формируется между вольфрамом и алюминием ток меняется с переменного на постоянный. Подавитель постоянного тока предотвращает конверсию AC в DC.
Контактор
Контактор уменьшает напряжение и гасит дугу в целях охлаждения .Защищая сварочный шов и здоровье сварщика.Этот процесс контролируется кнопкой на горелке и ли педалью.
Осциллятор
Сварочный осциллятор — это устройство для возбуждения и стабилизации дуги, приспособленное для работы с серийными источниками питания переменного и постоянного тока.Применяется для сварки алюминия и его сплавов.

Вольфрамовые электроды
Температура плавления вольфрамового электрода 3000°С. В TIG используется чистый вольфрам(ЭВЧ) у которого лучшая тепло- и электропроводность. В настоящее время используется вольфрам с примясями:
ЭВТ — окись тория 1,5 — 2%,
ЭВЛ — окись лантана 1,1 — 1,4%,
ЭВИ — окись иттрия 1,5 — 3,5%
эти металлы улучшают стабильность дуги и увеличивают долговечность электрода. Диаметр электрода выбирают в зависимости от марки вольфрама,величины и рода сварочного тока.Электроды ЭВЧ используют для сварки на переменном токе,а прочие для сварки на постоянном и переменном токе прямой и обратной полярности.
Заточка электрода является одним из главных факторов в достижении прочности и качества сварного шва. Электрод затачивается в зависимости от применения. Существует машинная и ручная заточка. Машинная как правило проблем не вызывает.
Для сварки на постоянном токе электрод затачивается по формуле:
L=(2-3)×dэ — где L- длина острия, dэ — диаметр электрода;
Чем меньше ток тем острее должен быть электрод.Размер острия электрода 0,2-0,5мм.
Для сварки на переменном токе электрод затачивается по формуле:
L=2dэ — где L- длина острия, dэ — диаметр электрода;
Размер острия R= 0,75 dэ. Угол заточки равен 45º.
Понравилось это:
Нравится Загрузка...
Похожее
donweld.ru