Сварочный трансформатор делаем сами. Сварочный трансформатор это
Классификация сварочных трансформаторов по условиям их эксплуатации
Существует еще и классификация сварочных трансформаторов по условиям размещения при их эксплуатации. Всего их существует пять категорий:
для работы на открытом воздухе;
для работы в отсутствие прямого воздействия солнечного излучения и атмосферных осадков;
для работы исключительно в закрытых помещениях;
для работы в отапливаемых, вентилируемых или охлаждаемых с той или иной целью помещениях;
для работы в помещениях с повышенной влажностью.
Невзирая на то, что сварочное оборудование постоянно совершенствуется, создать уникальный сварочный аппарат, с которым работы можно будет производить в любых условиях, специалистам пока не удалось.
Конструкции всех трансформаторов на удивление разнообразны, но в зависимости от магнитоэлектрической системы их можно разделить на две большие группы. Первая — это сварочные трансформаторы с нормальным магнитным рассеянием и дополнительной реактивной катушкой, которая смонтирована раздельно либо же выполненной в однокорпусном исполнении. Вторая группа — сварочные трансформаторы с увеличенным магнитным рассеянием, изготовленные без реактивной катушки. Эта группа трансформаторов разделяется еще на три подгруппы:
с подвижными катушками;
с магнитными шунтами;
Устройство сварочного трансформатора
Сварочный трансформатор имеет сердечник – магнитопровод из трансформаторной стали, на сердечнике размещаются две обмотки – первичная и вторичная. Переменный ток из сети, проходя через первичную обмотку трансформатора, намагничивает сердечник, создавая в нем
переменный магнитный поток, который, пересекая витки вторичной обмотки, индуктирует в ней переменный ток.
Напряжение индуктированного тока зависит от числа витков вторичной обмотки: чем меньше витков, тем напряжение индуктируемого тока будет меньше. Регулирование величины сварочного тока и создание внешней характеристики обеспечивается изменением потока магнитного рассеяния или включением в сварочную цепь дополнительного индуктивного сопротивления.
Типы сварочных трансформаторов
Сварочные трансформаторы подразделяют на две основные группы. К первой относят трансформаторы с повышенным магнитным рассеянием. Трансформаторы этой группы делятся на три типа: сварочные трансформаторы с магнитными шунтами, подвижными катушками и витковым (ступенчатым) регулированием (трансформаторы типов ТС, ТД, СТШ, ТСК, ТСП).
Ко второй группе относятся сварочные трансформаторы с нормальным магнитным рассеянием и дополнительной реактивной катушкой – дросселем (типов СТН, ТСД).
Характеристики трансформатора ТСК-500
Сварочный трансформатор ТСК-500 с повышенным магнитным рассеянием, с подвижной катушкой, при перемещении которой регулируется сварочный ток. В нижней части сердечника находится первичная обмотка, состоящая из двух неподвижных катушек.
Вторичная обмотка, тоже состоящая из двух катушек, подвижная, она может перемещаться по сердечнику.
Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшается, сварочный ток возрастает. При вращении рукоятки против часовой стрелки сварочный ток уменьшается.
Пределы регулирования сварочного тока 165-650 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40-165 А.
Для повышения коэффициента мощности сварочный трансформатор ТСК –500 имеет в первичной цепи конденсатор большой мощности.
На сайте вы найдете широкий выбор сварочных трансформаторов, аппаратов для сварки, электродов и другого качественного сварочного оборудования.
Тема 12.
Сварочные трансформаторы
Сварочный трансформатор – это аппарат, преобразующий переменное напряжение сети в переменное напряжение для сварки (как правило, понижает переменное напряжение до значения менее 141 В). Устройство однопостового сварочного трансформатора с подвижными обмотками приведено на рисунке ниже.

Рисунок. Устройство сварочного трансформатора (с подвижными обмотками)
Регулирование силы тока в таком сварочном трансформаторе осуществляется с помощью подвижной обмотки.
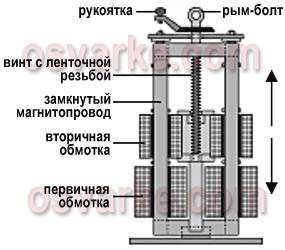
Рисунок. Схема регулирования тока в сварочном трансформаторе с подвижными обмотками
Серийно производят сварочные трансформаторы для ручной дуговой сварки и сварочные трансформаторы для автоматической сварки под флюсом.
pdnr.ru
СВАРОЧНЫЙ ТРАНСФОРМАТОР - это... Что такое СВАРОЧНЫЙ ТРАНСФОРМАТОР?
аппарат для регулируемого питания сварочных процессов перем. током (см. рис.). Для дуговой сварки применяют С. т., состоящие из двух отд. частей - понижающего трансформатора и дросселя, и в однокорпусном исполнении. Для повышения стабильности горения дуги во вторичную цепь С. т. включают осциллятор, к-рый используют также для зажигания дуги при сварке неплавящимся электродом. Для контактной сварки применяют С. т. с миним. сопротивлением вторичного контура, для чего вторичная обмотка обычно имеет 1 или 2 витка. Регулирование напряжения достигается изменением числа витков в первичной обмотке.
Схема сварочного трансформатора с подвижной обмоткой (при увеличении расстояния между первичной и вторичной обмотками трансформатора сила сварочного тока снижается): 1 - ручка регулятора силы тока; 2 - подвижная обмотка; 3 - неподвижная обмотка; 4 - магнитопровод; 5 - свариваемая деталь; 6 электрод
Большой энциклопедический политехнический словарь. 2004.
- СВАРОЧНЫЙ ГЕНЕРАТОР
- СВЕКЛОПОДЪЁМНИК
Смотреть что такое "СВАРОЧНЫЙ ТРАНСФОРМАТОР" в других словарях:
сварочный трансформатор — Трансформатор, предназначенный для питания установок электрической сварки [ГОСТ 16110 82] Тематики трансформатор Классификация >>> EN ac transformer type welderarc welderarc welding transformerwelding transformer … Справочник технического переводчика
Сварочный трансформатор — 2.31. Сварочный трансформатор Трансформатор, предназначенный для питания установок электрической сварки Источник: ГОСТ 16110 82: Трансформаторы силовые. Термины и определения оригинал документа Смотри также родственные термины … Словарь-справочник терминов нормативно-технической документации
сварочный трансформатор — suvirinimo transformatorius statusas T sritis fizika atitikmenys: angl. arc welding transformer; welding transformer vok. Schweißtransformator, m rus. сварочный трансформатор, m; трансформатор сварки, m pranc. transformateur de soudage, m … Fizikos terminų žodynas
Сварочный трансформатор — English: Weldinged transformer Трансформатор, предназначенный для питания установок электрической сварки (по ГОСТ 16110 82 ст сэв 1103 78) Источник: Термины и определения в электроэнергетике. Справочник … Строительный словарь
сварочный трансформатор контактной машины — сварочный трансформатор Трансформатор контактной машины, ко вторичной обмотке которого присоединены элементы вторичного контура. [ГОСТ 22990 78] Тематики сварка, резка, пайка Синонимы сварочный трансформатор … Справочник технического переводчика
Сварочный трансформатор контактной машины — – трансформатор контактной машины, ко вторичной обмотке которого присоединены элементы вторичного контура. [ГОСТ 22990 78] Рубрика термина: Сварочное оборудование Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
Сварочный трансформатор контактной машины — 20. Сварочный трансформатор контактной машины Сварочный трансформатор Трансформатор контактной машины, ко вторичной обмотке которого присоединены элементы вторичного контура Источник: ГОСТ 22990 78: Машины контактные. Термины и определения… … Словарь-справочник терминов нормативно-технической документации
вращающийся сварочный трансформатор — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.] Тематики электротехника, основные понятия EN rotary welding transformer … Справочник технического переводчика
многопостовой сварочный трансформатор — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва] Тематики электротехника, основные понятия EN multioperator welding transformer … Справочник технического переводчика
однопостовой сварочный трансформатор — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999] Тематики электротехника, основные понятия EN single operator welding transformer … Справочник технического переводчика
dic.academic.ru
Сварочный трансформатор — WiKi
Сварочный трансформатор — трансформатор, предназначенный для различных видов сварки.
Сварочный трансформатор с регулированием напряжения при помощи изменения величины зазора между катушкамиСварочный трансформатор преобразует напряжение сети (220 или 380 В) в низкое напряжение, а ток из низкого - в высокий, до тысяч ампер.
Сварочный ток регулируется благодаря изменению величины либо индуктивного сопротивления, либо вторичного напряжения холостого хода трансформатора, что осуществляется посредством секционирования числа витков первичной или вторичной обмотки. Это обеспечивает ступенчатое регулирование тока.
Сварочные трансформаторы классифицируются следующим образом:
- По количеству обслуживаемых рабочих мест
- По фазности напряжения в сети: однофазные, трехфазные.
- По конструкции: с регулировкой вторичного напряжения магнитным рассеянием, регулировкой переключением количества витков, с регулируемым выходным напряжением посредством дросселя насыщения.
К характеристикам сварочных трансформаторов относятся:
- Коэффициент мощности
- Напряжение сети
- Вторичное напряжение
- Мощность
- Пределы регулирования тока
Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должна быть не менее 60-65 В; напряжение дуги при ручной сварке обычно не превышает 20-30 В.
Для сварки переменным током широко применяют однофазные трансформаторы, которые понижают напряжение с 220 В до величины не более 70 В. В промышленности чаще всего используют трехфазные сварочные трансформаторы, где напряжение с 380 В понижается до величины не более 70 В. Бывают и двухфазные (с объединенными в две фазы по 220 в) сварочные трансформаторы, которые понижают напряжение с 380 в до 70 В. Они отличаются между собой только величиной коэффициента преобразования напряжения и тока, вследствие разницы во входных напряжениях и, соответственно, в построении первичной обмотки; в трехфазных есть три первичные обмотки, а в однофазных и двухфазных есть только одна первичная обмотка, только с той разницей, что витков на этой обмотке в двухфазных больше, соответственно с напряжением, в первых 220 В, а во вторых 380 В.
Вольт-амперная характеристика вторичной цепи трансформаторов, должна обеспечивать ведение устойчивого сварочного процесса, учитывает статическую характеристику сварочной дуги.
Наличие индуктивного сопротивления необходимой расчетной величины обеспечивает в трансформаторах стабилизацию дуги и ее восстановление при частой смене полярности переменного тока.
ru-wiki.org
Сварочный трансформатор делаем сами
Сварочный аппарат — желанное приобретение для любого хозяйства. Преимущества ручной элекросварки очевидны и бесспорны: простота в пользовании, широчайшая область применения, высокая производительность и надежность соединений — и все это при возможности работы практически везде, где есть электросеть. Проблем с выбором и приобретением сварочных аппаратов сегодня, вроде бы, не существует. В продаже появилось немало бытовых и профессиональных сварочных аппаратов промышленного изготовления. Наперебой предлагают свою продукцию и всевозможные кустарные мастерские и умельцы. Да вот только цены на фабричные аппараты «кусаются», как правило, в несколько раз, превосходя теперешний среднемесячный заработок. В основном именно это печальное несоответствие между собственным достатком и ценой всегда и вынуждает многих людей браться за сварку собственными руками.
В современной литературе можно встретить немало материала по сварочному делу. В последние годы ряд статей, посвященных усовершенствованию и расчету элементов сварочных трансформаторов . Я предлагаю самое главное: как и из чего в домашних условиях изготовить сварочные трансформаторы. Все описанные в дальнейшем схемы сварочных трансформаторов прошли практическую проверку и реально пригодны для ручной электросварки. Некоторые же из схем отрабатывались «в народе» на протяжении десятилетий и стали своего рода «классикой» самостоятельного «трансформаторостроения». Как и любой трансформатор, сварочный трансформатор состоит из первичной и вторичной (возможно с отводами) обмоток, намотанных на крупном магнитопроводе из трансформаторного железа. От обычного трансформатора сварочный отличает режим работы: работает он в дуговом режиме, т.е. в режиме практически максимально возможной мощности. А отсюда и сильные вибрации, интенсивный нагрев, необходимость применения провода большого сечения. Запитывается такой трансформатор от однофазной сети 220-240 В. Выходное напряжение вторичной обмотки в режиме холостого хода (х.х.) (когда к выходу не подключена нагрузка ) у самодельных сварочников лежит, как правило, в пределах 45-50 В, реже до 70 В. Вообще, выходные напряжения для промышленных сварочных агрегатов ограничены (80 В для переменного, 90 В для постоянного напряжения). Поэтому большие стационарные агрегаты имеют на выходе 60-80 В. Основной мощностной характеристикой сварочного трансформатора принято считать выходной ток вторичной обмотки в дуговом режиме (режиме сварки). При этом электрическая дуга горит в зазоре между концом электрода и свариваемым металлом. Величина зазора 0,5…1,1 d (d — диаметр электрода), она поддерживается вручную. Для переносных конструкций рабочие токи составляют 40-200 А. Сварочный ток определяется мощностью трансформатора. От выходного тока сварочного трансформатора зависят выбор диаметра используемых электродов и оптимальная толщина свариваемого металла. Наиболее распространенными являются электроды со стальными прутьями 3 мм («тройка»), для которых необходимы токи 90-150 А (чаще 100-130 А). В умелых руках «тройка» будет гореть и при 75 А. При токах, больших 150 А, такие электроды можно применять для резки металла (тонкие листы железа 1-2 мм можно резать и при меньших токах). При работе электродом 3 мм через первичную обмотку трансформатора протекает ток 20-30 А (чаще около 25 А). Если выходной ток ниже требуемого, то электроды начинают «липнуть» или «клеиться», привариваясь кончиками к свариваемому металлу: так, сврочный трансформатор начинает работать с опасной перегрузкой в режиме короткого замыкания. При токах, больше допустимых, электроды начинают резать материал: так можно испортить все изделие. Для электродов с железным стержнем 2 мм необходим ток 40-80 А (чаще 50-70 А). Ими можно аккуратно сваривать тонкую сталь толщиной 1-2 мм. Электроды 4 мм хорошо работают при токе 150-200 А. Более высокие токи используют для малораспространенных (05-6 мм) электродов и резки металла. Кроме мощности, важным свойством сварочного трансформатора является его динамическая характеристика. Динамическая характеристика трансформатора во многом определяет стабильность горения дуги, а значит, и качество сварных соединений. Из динамических характеристик можно выделить крутопадающую и пологопадающую. При ручной сварке происходят неизбежные колебания конца электрода и соответственно изменение длины горения дуги (в момент зажигания дуги, при регулировании длины дуги, на неровностях, от дрожания рук). Если динамическая характеристика трансформатора крутопадающая, то при колебаниях длины дуги происходят незначительные изменения рабочего тока во вторичной обмотке трансформатора: дуга горит стабильно, сварной шов ложится ровно. При пологопадающей или жесткой характеристике трансформатора: при изменении длины дуги резко меняется и рабочий ток, что меняет режим сварки — в результате дуга горит нестабильно, шов получается некачественным, работать с такимсварочным аппаратом вручную тяжело или вообще невозможно. Для ручной дуговой сварки необходима крутопадающая динамическая характеристика трансформатора. Пологопадающая применяется для автоматической сварки. Вообще в реальных условиях как-либо измерить или количественно оценить параметры вольт-амперных характеристик, впрочем, как и многие другие параметры сварочных трансформаторов, вряд ли представляется возможным. Поэтому на практике их делят на такие, которые сваривают лучше и которые работают хуже. Когда трансформатор работает хорошо, сварщики говорят: «Варит мягко». Под этим следует понимать высокое качество шва, отсутствие разбрызгивания металла, дуга все время горит стабильно, металл наплавляется равномерно. Все описанные в дальнейшем конструкции трансформаторов реально пригодны для ручной дуговой сварки.
Режим работы сварочного трансформатора
Режим работы сварочного трансформатора можно охарактеризовать как кратковременный повторяющийся. В реальных условиях после сваривания, как правило, следуют монтажные, сборочные и другие работы. Поэтому трансформатор после работы в дуговом режиме имеет какое-то время для охлаждения в режиме холостого хода. В дуговом режиме сварочный трансформатор интенсивно нагревается, а в режиме холостого хода охлаждается, но намного медленнее. Хуже ситуация, когда трансформатор применяют для резки металла, что весьма распространено. Чтобы перерезать дугой толстые прутья, листы, трубы и т.д., при не слишком высоком токе самодельного трансформатора, приходится слишком перегревать аппарат. Любой аппарат промышленного изготовления характеризуется таким важным параметром, как коэффициент продолжительности работы (ПР), измеряемым в %. Для отечественных заводских переносных аппаратов массой 40-50 кг ПР обычно не превосходит 20%. Это значит, что сварочный трансформатор может работать в дуговом режиме не более 20% общего времени, остальные 80% он должен находится в режимехолостого хода. Для большинства самодельных конструкций ПР следует принимать еще меньше. Интенсивным же режимом работы трнасформатора будем считать такой, когда время горения дуги того же порядка, что и время перерывов. Самодельные сварочные трансформаторы выполняют по разным схемам: на П- и Ш-образных магнито-проводах или тороидальные, с различными комбинациями расположения обмоток. Схема изготовления трансформатора и количество витков будущих обмоток главным образом определяются имеющимся в распоряжении магнитопроводом. В дальнейшем в статье будут рассмотрены реальные схемы самодельных трансформаторови, материалы для них. Сейчас же определим, какие обмоточные и изоляционные материалы нам понадобятся.
Учитывая высокие мощности, для обмотоки трансформаторов применяют относительно толстый провод. Развивая во время работы значительные токи, любой сварочник постепенно нагревается. Скорость нагрева зависит от ряда факторов, важнейшим из которых является диаметр или площадь поперечного сечения проводов обмоток. Чем толще провод, тем лучше он пропускает ток, тем меньше он нагревается и, наконец, тем лучше он рассеивает тепло. Основной характеристикой является плотность тока (А/мм2): чем выше плотность тока в проводах, тем интенсивнее происходит разогрев трансформатора. Обмоточные провода могут быть медными или алюминиевыми. Медь позволяет использовать в 1,5 раз большую плотность тока и меньше греется: первичную обмотку лучше намотать медным проводом. В промышленных аппаратах плотность тока не превышает 5 А/мм2 для медного провода. Для самодельных вариантов удовлетворительным результатом можно считать и 10 А/мм2 для меди. С увеличением плотности тока резко ускоряется нагрев трансформатора. В принципе, для первичной обмотки можно использовать провод, через который потечет ток с плотностью до 20 А/мм2, но тогда трансформатор нагреется до температуры 60° С уже после использования 2-х-3-х электродов. Если вы считаете, что сваривать вам придется немного, небыстро, и лучших материалов у вас все равно не найдется, то можно первичную обмотку намотать проводом и с сильной перегрузкой. Хотя это, конечно, неизбежно уменьшит надежность аппарата.
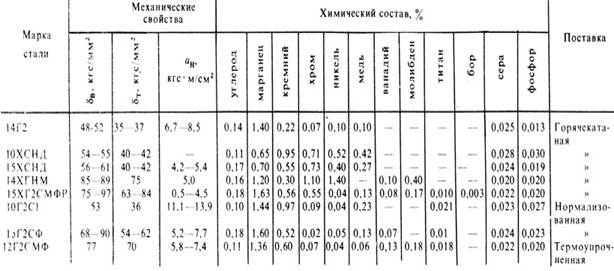
Кроме сечения, другой важной характеристикой провода является способ изоляции. Провод можно покрыть лаком, намотать в один или два слоя нити или ткани, которые, в свою очередь, пропитать лаком. От типа изоляции сильно зависит надежность обмотки, ее максимальная температура перегрева, влагостойкость, изоляционные качества (см. таблицу). Наилучшей является изоляция из стеклоткани, пропитанной теплостойким лаком, однако достать такой провод сложно, а если покупать, то обойдется он недешево. Наименее желательным, но самым доступным материалом для самоделок являются обычные провода ПЭЛ, ПЭВ 1,6-2,4 мм в простой лаковой изоляции. Такие провода наиболее распространены, их можно снять с катушек дросселей, трансформаторов отслужившего оборудования. Осторожно снимая старые провода с каркасов катушек, необходимо следить за состоянием их покрытия и слегка поврежденные участки дополнительно изолировать. Если катушки с проводом были дополнительно пропитаны лаком, их витки между собой склеились, и при попытке рассоединения затвердевшая пропитка часто срывает и собственное лаковое покрытие провода, оголяя металл. В редких случаях, при отсутствии других вариантов «самодельщики» наматывают первичные обмотки даже монтажным проводом в хлорвиниловой изоляции. Его недостатки: лишний объем изоляции и плохой теплоотвод.  Качеству укладки первичной обмотки трансформатора всегда следует уделять наибольшее внимание. Первичная обмотка содержит большее количество витков, чем вторичная, плотность ее намотки выше, она больше греется. Первичная обмотка находится под высоким напряжением, при ее межвитковом замыкании или пробое изоляции, например, через попавшую влагу, вся катушка быстро «сгорает». Как правило, восстановить ее без разборки всей конструкции невозможно. Вторичную обмотку наматывают единым или многожильным проводом, сечение которого обеспечивает необходимую плотность тока. Существует несколько способов решения этой проблемы. Первый можно использовать монолитный провод сечением 10-24 мм2 из меди или алюминия. Такие провода прямоугольного сечения (обычно называемые шиной) используют для промышленных сварочных трансформаторов. Однако в большинстве самодельных конструкций провод обмоток приходится много раз протягивать через узкие окна магнитопровода. Попробуйте себе представить, как это проделать примерно 60 раз с твердым медным проводом сечением 16 мм2. В этом случае лучше отдать предпочтение алюминиевым проводам: они намного мягче, да и стоят дешевле. Второй способ — намотать вторичную обмотку многожильным проводом подходящего сечения в обычной хлорвиниловой изоляции. Он мягкий, легко укладывается, надежно изолирован. Правда, слой синтетики занимает лишний объем в окнах и препятствует охлаждению. Иногда для этих целей используют старые многожильные провода в толстой резиновой изоляции, которые применяют в мощных трехфазных кабелях. Резину легко удалить, а вместо нее провод обмотать слоем какого-нибудь тонкого изоляционного материала. Третий способ — можно изготовить вторичную обмотку из нескольких одножильных проводов -примерно таких, которыми намотана первичная обмотка. Для этого 2-5 проводов 1,6-2,5 мм аккуратно стягивают вместе скотчем и используют как один многожильный. Такая шина из нескольких проводов занимает небольшой объем и обладает достаточной гибкостью, что облегчает ее укладку. Если же нужный провод достать трудно, то вторичную обмотку можно изготовить из тонких, наиболее распространенных проводов ПЭВ, ПЭЛ 0,5-0,8 мм, хотя для этого и придется потратить час-другой. Для начала нужно выбрать ровную поверхность, где жестко установить два колышка или крючка с расстоянием между ними, равным длине провода вторичной обмотки 20-30 м. Потом между ними протянуть без прогиба несколько десятков жил тонкого провода, получится один вытянутый пучок. Далее один из концов пучка отсоединить от опоры и зажать в патрон электро- или ручной дрели. На небольших оборотах весь пучок в слегка натянутом состоянии, закручивается в единый провод. После скручивания длина провода немного уменьшится. На концах получившегося многожильного провода нужно аккуратно обжечь лак и зачистить кончики каждого проводка отдельно, а потом надежно спаять все вместе. После всего провод желательно изолировать, обмотав его по всей длине слоем, например, скотча. Для укладки обмоток, крепления провода, межрядовой изоляции, изоляции и крепления магнитопровода понадобится тонкий, крепкий и теплостойкий изоляционный материал. В дальнейшем будет видно, что во многих конструкциях сварочных трансформаторов объем окон магнитопровода, в которые необходимо укладывать несколько обмоток толстыми проводами, сильно ограничен. Поэтому в этом «жизненно важном» пространстве магнитопровода дорог каждый миллиметр. При малых размерах сердечников изоляционные материалы должны занимать как можно меньший объем, т.е. быть как можно тоньше и эластичнее. Распространенную ПХВ изоленту можно исключить сразу из применения на греющихся участках трансформатора. Даже при незначительном перегреве она становится мягкой и постепенно расползается или продавливается проводами, а при значительном перегреве плавится и пенится. Для изоляции и бандажа можно использовать фторопластовые, стекло- и лакотканевые киперные ленты, а меж рядами — обычный скотч. Скотч можно отнести к наиболее удобным изоляционным материалам. Ведь обладая клейкой поверхностью, малой толщиной, эластичностью, он достаточно теплоустойчивый и крепкий. Тем более что сейчас скотч продается почти везде на катушках различной ширины и диаметров. Катушки малых диаметров как нельзя лучше подходят для протяжки через узкие окна компактных магнитопрводов. Два-три слоя скотча между рядами провода практически не увеличивают объем катушек. И наконец, самый важный элемент любого трансформатора — магнитопровод. Как правило, для самоделок используются магнитопроводы старых электроприборов, которые до того ничего общего с сварочным трансформатором не имели, например, крупные трансформаторы, автотрансформаторы (ЛАТРы), электродвигатели. Наиболее важным параметром магнитопровода является его площадь поперечного сечения (S), по которому циркулирует поток магнитного поля. Для изготовления трансформатора подходят магнитопроводы с площадью сечения 25-60 см2 (чаще 30-50 см2). Чем больше сечение, тем больший поток сможет передавать магнитопровод, тем большим запасом мощности обладает трансформатор и тем меньшее количество витков содержат его обмотки. Хотя оптимальная площадь сечения магнитопровода, наилучшие характеристики при средней мощности, 30 см2. Существуют стандартные методики расчета параметров магнитопровода и обмоток для схем сварочников промышленного изготовления. Однако для самоделок эти методики практически не пригодны. Дело в том, что расчет согласно стандартной методике ведется для заданной мощности трансформатора, причем только в единственном варианте. Для нее отдельно рассчитывают оптимальное значение сечения магнитопровода и количество витков. На самом деле, площадь сечения магнитопровода для той же мощности может находиться в весьма широких пределах. Связи между произвольным сечением и витками в стандартных формулах нет. Для самодельных сварочных трансформаторов обычно используют любые магнитопроводы, и понятно, что найти сердечник с «идеальными» параметрами стандартных методик практически невозможно. На практике приходится подбирать витки обмоток под существующий магнитопровод, выставляя тем самым требуемую мощность. Мощность сварочного трансформатора зависит от ряда параметров, учесть которые в полной мере в обычных условиях невозможно. Однако важнейшими среди них являются количество витков первичной обмотки и площадь сечения магнитопровода. Соотношение между площадью и количеством витков и будет определять рабочую мощность . Для расчета трансформаторов, предназначенных для сварки 3-4 мм электродами и работающих от однофазной сети с напряжением 220-230 В, предлагаю использовать следующую приближенную формулу, полученную мной на основе практических данных. Количество витков N=9500/S (см2). При этом для трансформаторов с большой площадью магнитопровода (более 50 см2) и относительно высоким КПД можно рекомендовать увеличить количество рассчитанных по формуле витков на 10-20%. Для трансформаторов, изготавливаемых на сердечниках с небольшой площадью (меньше 30 см), возможно придется, наоборот, уменьшить на 10-20% количество расчетных витков. Кроме того, полезная мощность будет определяться еще рядом факторов: КПД, напряжением вторичной обмотки, напряжением питания в сети. (Практика показывает, что сетевое напряжение в зависимости от местности и времени может колебаться в пределах 190-250 В). Немаловажное значение имеет и сопротивление линии электропередачи. Составляя всего единицы Ома, оно практически не влияет на показания вольтметра, обладающего большим сопротивлением, но может сильно гасить мощность трансформатора. Особенно может сказывается влияние сопротивления линии в отдаленных от трансформаторных подстанций местах (например, дачи, гаражные кооперативы, в сельской местности, где линии проложены тонкими проводами с большим количеством соединений). Поэтому изначально точно рассчитать выходной ток для разных условий, вряд ли возможно — это можно сделать только приблизительно. Наматывая первичную обмотку, ее последнюю часть лучше выполнить с 2-3 отводами через 20-40 витков. Таким образом, можно подрегулировать мощность, выбрав оптимальный для себя вариант, или подстроиться под сетевое напряжение. Для получения от сварочного трансформатора более высоких мощностей, например для работы 4 мм электродом на токах, больших 150 А, необходимо еще уменьшить количество витков первичной обмотки на 20-30%. Но следует помнить, что с увеличением мощности возрастает и плотность тока в проводе, а значит, и интенсивность разогрева обмоток. Выходной ток можно также несколько повысить увеличением количества витков вторичной обмотки, чтобы выходное напряжение холостого хода повысилось с предполагаемых 50 В до более высоких значений (70-80 В).
Качеству укладки первичной обмотки трансформатора всегда следует уделять наибольшее внимание. Первичная обмотка содержит большее количество витков, чем вторичная, плотность ее намотки выше, она больше греется. Первичная обмотка находится под высоким напряжением, при ее межвитковом замыкании или пробое изоляции, например, через попавшую влагу, вся катушка быстро «сгорает». Как правило, восстановить ее без разборки всей конструкции невозможно. Вторичную обмотку наматывают единым или многожильным проводом, сечение которого обеспечивает необходимую плотность тока. Существует несколько способов решения этой проблемы. Первый можно использовать монолитный провод сечением 10-24 мм2 из меди или алюминия. Такие провода прямоугольного сечения (обычно называемые шиной) используют для промышленных сварочных трансформаторов. Однако в большинстве самодельных конструкций провод обмоток приходится много раз протягивать через узкие окна магнитопровода. Попробуйте себе представить, как это проделать примерно 60 раз с твердым медным проводом сечением 16 мм2. В этом случае лучше отдать предпочтение алюминиевым проводам: они намного мягче, да и стоят дешевле. Второй способ — намотать вторичную обмотку многожильным проводом подходящего сечения в обычной хлорвиниловой изоляции. Он мягкий, легко укладывается, надежно изолирован. Правда, слой синтетики занимает лишний объем в окнах и препятствует охлаждению. Иногда для этих целей используют старые многожильные провода в толстой резиновой изоляции, которые применяют в мощных трехфазных кабелях. Резину легко удалить, а вместо нее провод обмотать слоем какого-нибудь тонкого изоляционного материала. Третий способ — можно изготовить вторичную обмотку из нескольких одножильных проводов -примерно таких, которыми намотана первичная обмотка. Для этого 2-5 проводов 1,6-2,5 мм аккуратно стягивают вместе скотчем и используют как один многожильный. Такая шина из нескольких проводов занимает небольшой объем и обладает достаточной гибкостью, что облегчает ее укладку. Если же нужный провод достать трудно, то вторичную обмотку можно изготовить из тонких, наиболее распространенных проводов ПЭВ, ПЭЛ 0,5-0,8 мм, хотя для этого и придется потратить час-другой. Для начала нужно выбрать ровную поверхность, где жестко установить два колышка или крючка с расстоянием между ними, равным длине провода вторичной обмотки 20-30 м. Потом между ними протянуть без прогиба несколько десятков жил тонкого провода, получится один вытянутый пучок. Далее один из концов пучка отсоединить от опоры и зажать в патрон электро- или ручной дрели. На небольших оборотах весь пучок в слегка натянутом состоянии, закручивается в единый провод. После скручивания длина провода немного уменьшится. На концах получившегося многожильного провода нужно аккуратно обжечь лак и зачистить кончики каждого проводка отдельно, а потом надежно спаять все вместе. После всего провод желательно изолировать, обмотав его по всей длине слоем, например, скотча. Для укладки обмоток, крепления провода, межрядовой изоляции, изоляции и крепления магнитопровода понадобится тонкий, крепкий и теплостойкий изоляционный материал. В дальнейшем будет видно, что во многих конструкциях сварочных трансформаторов объем окон магнитопровода, в которые необходимо укладывать несколько обмоток толстыми проводами, сильно ограничен. Поэтому в этом «жизненно важном» пространстве магнитопровода дорог каждый миллиметр. При малых размерах сердечников изоляционные материалы должны занимать как можно меньший объем, т.е. быть как можно тоньше и эластичнее. Распространенную ПХВ изоленту можно исключить сразу из применения на греющихся участках трансформатора. Даже при незначительном перегреве она становится мягкой и постепенно расползается или продавливается проводами, а при значительном перегреве плавится и пенится. Для изоляции и бандажа можно использовать фторопластовые, стекло- и лакотканевые киперные ленты, а меж рядами — обычный скотч. Скотч можно отнести к наиболее удобным изоляционным материалам. Ведь обладая клейкой поверхностью, малой толщиной, эластичностью, он достаточно теплоустойчивый и крепкий. Тем более что сейчас скотч продается почти везде на катушках различной ширины и диаметров. Катушки малых диаметров как нельзя лучше подходят для протяжки через узкие окна компактных магнитопрводов. Два-три слоя скотча между рядами провода практически не увеличивают объем катушек. И наконец, самый важный элемент любого трансформатора — магнитопровод. Как правило, для самоделок используются магнитопроводы старых электроприборов, которые до того ничего общего с сварочным трансформатором не имели, например, крупные трансформаторы, автотрансформаторы (ЛАТРы), электродвигатели. Наиболее важным параметром магнитопровода является его площадь поперечного сечения (S), по которому циркулирует поток магнитного поля. Для изготовления трансформатора подходят магнитопроводы с площадью сечения 25-60 см2 (чаще 30-50 см2). Чем больше сечение, тем больший поток сможет передавать магнитопровод, тем большим запасом мощности обладает трансформатор и тем меньшее количество витков содержат его обмотки. Хотя оптимальная площадь сечения магнитопровода, наилучшие характеристики при средней мощности, 30 см2. Существуют стандартные методики расчета параметров магнитопровода и обмоток для схем сварочников промышленного изготовления. Однако для самоделок эти методики практически не пригодны. Дело в том, что расчет согласно стандартной методике ведется для заданной мощности трансформатора, причем только в единственном варианте. Для нее отдельно рассчитывают оптимальное значение сечения магнитопровода и количество витков. На самом деле, площадь сечения магнитопровода для той же мощности может находиться в весьма широких пределах. Связи между произвольным сечением и витками в стандартных формулах нет. Для самодельных сварочных трансформаторов обычно используют любые магнитопроводы, и понятно, что найти сердечник с «идеальными» параметрами стандартных методик практически невозможно. На практике приходится подбирать витки обмоток под существующий магнитопровод, выставляя тем самым требуемую мощность. Мощность сварочного трансформатора зависит от ряда параметров, учесть которые в полной мере в обычных условиях невозможно. Однако важнейшими среди них являются количество витков первичной обмотки и площадь сечения магнитопровода. Соотношение между площадью и количеством витков и будет определять рабочую мощность . Для расчета трансформаторов, предназначенных для сварки 3-4 мм электродами и работающих от однофазной сети с напряжением 220-230 В, предлагаю использовать следующую приближенную формулу, полученную мной на основе практических данных. Количество витков N=9500/S (см2). При этом для трансформаторов с большой площадью магнитопровода (более 50 см2) и относительно высоким КПД можно рекомендовать увеличить количество рассчитанных по формуле витков на 10-20%. Для трансформаторов, изготавливаемых на сердечниках с небольшой площадью (меньше 30 см), возможно придется, наоборот, уменьшить на 10-20% количество расчетных витков. Кроме того, полезная мощность будет определяться еще рядом факторов: КПД, напряжением вторичной обмотки, напряжением питания в сети. (Практика показывает, что сетевое напряжение в зависимости от местности и времени может колебаться в пределах 190-250 В). Немаловажное значение имеет и сопротивление линии электропередачи. Составляя всего единицы Ома, оно практически не влияет на показания вольтметра, обладающего большим сопротивлением, но может сильно гасить мощность трансформатора. Особенно может сказывается влияние сопротивления линии в отдаленных от трансформаторных подстанций местах (например, дачи, гаражные кооперативы, в сельской местности, где линии проложены тонкими проводами с большим количеством соединений). Поэтому изначально точно рассчитать выходной ток для разных условий, вряд ли возможно — это можно сделать только приблизительно. Наматывая первичную обмотку, ее последнюю часть лучше выполнить с 2-3 отводами через 20-40 витков. Таким образом, можно подрегулировать мощность, выбрав оптимальный для себя вариант, или подстроиться под сетевое напряжение. Для получения от сварочного трансформатора более высоких мощностей, например для работы 4 мм электродом на токах, больших 150 А, необходимо еще уменьшить количество витков первичной обмотки на 20-30%. Но следует помнить, что с увеличением мощности возрастает и плотность тока в проводе, а значит, и интенсивность разогрева обмоток. Выходной ток можно также несколько повысить увеличением количества витков вторичной обмотки, чтобы выходное напряжение холостого хода повысилось с предполагаемых 50 В до более высоких значений (70-80 В).  Включив первичную обмотку в сеть, надо измерить токхолостого хода, он не должен иметь большое знание (0,1-2 А). (При включении сварочного трансформатора в сеть происходит кратковременный, но мощный скачок тока). В общем по току холостого хода. нельзя судить о выходной мощности тр: он может быть разным даже для одинаковых типов трансформаторов. Однако, исследовав кривую зависимости тока холостого хода от питающего сварочник напряжения, можно более уверенно судить о свойствах трансформатора. Для этого первичную обмотку необходимо подключить через ЛАТР, что позволит плавно менять напряжение на ней от 0 до 250 В. Вольт-амперные характеристики трансформтора в режиме холостого хода при различных количествах витков первичной обмотки показаны на рисунке, где 1 — обмотка содержит мало витков; 2 — трансформатор работает при максимальной своей мощности; 3, 4 — умеренная мощность . Сначала кривая тока полая, почти линейно возрастает до небольшого значения, потом скорость возрастания увеличивается — кривая плавно загибается вверх, после чего следует стремительное увеличение тока. Когда стремление тока к бесконечности происходит до точки рабочего напряжения 240 В (кривая 1), то это значит, что первичная обмотка содержит мало витков, и ее необходимо домотать (надо учитывать, чтосварочный трансформатор, включенный на тоже напряжение без ЛАТРа, будет потреблять ток примерно на 30% больше). Если точка рабочего напряжения лежит на изгибе кривой, тотрансформатор будет выдавать свою максимальную мощность (кривая 2, ток сварки порядка 200 А). Кривые 3 и 4 соответствуют случаю, когда трансформатор имеет ресурс мощности и незначительный ток холостого хода: большинство самоделок ориентированы на этот случай. Реально токи холостого хода различны для разных типов сварочных трансформаторов: большинство лежит в интервале 100-500 мА. Я не рекомендую устанавливать ток холостого хода более 2 А.
Включив первичную обмотку в сеть, надо измерить токхолостого хода, он не должен иметь большое знание (0,1-2 А). (При включении сварочного трансформатора в сеть происходит кратковременный, но мощный скачок тока). В общем по току холостого хода. нельзя судить о выходной мощности тр: он может быть разным даже для одинаковых типов трансформаторов. Однако, исследовав кривую зависимости тока холостого хода от питающего сварочник напряжения, можно более уверенно судить о свойствах трансформатора. Для этого первичную обмотку необходимо подключить через ЛАТР, что позволит плавно менять напряжение на ней от 0 до 250 В. Вольт-амперные характеристики трансформтора в режиме холостого хода при различных количествах витков первичной обмотки показаны на рисунке, где 1 — обмотка содержит мало витков; 2 — трансформатор работает при максимальной своей мощности; 3, 4 — умеренная мощность . Сначала кривая тока полая, почти линейно возрастает до небольшого значения, потом скорость возрастания увеличивается — кривая плавно загибается вверх, после чего следует стремительное увеличение тока. Когда стремление тока к бесконечности происходит до точки рабочего напряжения 240 В (кривая 1), то это значит, что первичная обмотка содержит мало витков, и ее необходимо домотать (надо учитывать, чтосварочный трансформатор, включенный на тоже напряжение без ЛАТРа, будет потреблять ток примерно на 30% больше). Если точка рабочего напряжения лежит на изгибе кривой, тотрансформатор будет выдавать свою максимальную мощность (кривая 2, ток сварки порядка 200 А). Кривые 3 и 4 соответствуют случаю, когда трансформатор имеет ресурс мощности и незначительный ток холостого хода: большинство самоделок ориентированы на этот случай. Реально токи холостого хода различны для разных типов сварочных трансформаторов: большинство лежит в интервале 100-500 мА. Я не рекомендую устанавливать ток холостого хода более 2 А.
К списку статей
www.tor-trans.com.ua