







Температура плавления бронзы – технология литейного производства. Температура плавления бронзы
Температура плавления бронзы
Многие сегодня пытаются в домашних условиях осваивать технологии промышленного производства. При условии соблюдения последовательности определенных манипуляций и наличия необходимого оборудования удается решать порою очень сложные задачи. Так, например, можно легко плавить металлы и создавать своими руками холодное оружие или эксклюзивные украшения. Для этого необходимо знать, до какой температуры нужно разогревать металл и как это лучше всего делать. Данная статья расскажет о том, какова температура плавления бронзы, что нужно учитывать, желая подчинить себе данный металл.

Особенности описываемого металла
Что такое бронза? Это сплав, состоящий из основного компонента (меди) и дополнительного легирующего элемента. В зависимости от того, что выступает в качестве легирующей добавки, различают несколько марок описываемого материала, поэтому у каждого вида бронзы своя температура плавления. От процентного содержания дополнительных компонентов зависят физико-химические свойства бронзы. Понять, какие примеси содержатся в сплаве, помогает его маркировка.
Все бронзовые составы условно можно разделить на две большие группы:
- Оловянные.
- Безоловянные.
К оловянным сплавам относится разновидность бронзы, в составе которой в качестве легирующего элемента выступает олово. Этот металл прочнее меди, но он легкоплавок. Сочетание меди (80%) и олова (20%) – первый сплав, который научилось создавать человечество. При помощи него на Руси отливались церковные колокола. Металл хорошо звучал, но был хрупок. Поэтому возникла необходимость искать более совершенные сплавы.
Безоловянные сплавы не содержат в своем составе хрупкого олова. В качестве легирующих добавок в них может выступать бериллий, кремний, свинец и алюминий. В зависимости от того, какой именно из перечисленных металлов сочетается с медью, сплав обретает свои физико-химические свойства. Так, например, бериллий позволяет создавать сплавы, которые по своим прочностным характеристикам во многом превышают высококачественную сталь. Добавление кремния делает бронзу более устойчивой к механическому трению. Свинец помогает формировать высокую устойчивость к коррозии, алюминий улучшает фрикционные характеристики сплава.
Процесс плавления бронзы обязательно должен начинаться с изучения ее состава. Все оловянные марки плавятся при температуре 900–950°C, безоловянные марки плавятся при температуре 950–1080°C.
Обратите внимание! При литье учитывается еще один показатель сплава – его вязкость. У оловянной бронзы она выше, чем у латуни, поэтому при нагреве ее необходимо сильно перегреть. Потом после остывания описываемая марка дает минимальную усадку, поэтому данный вид бронзы идеально подходит для фасонной отливки.
Можно ли отливать бронзу в домашних условиях?
Многие из нас задаются вопросом, возможен ли процесс плавки описываемого сплава в домашних условиях. Воссоздать промышленное литье невозможно. Так как бронза имеет высокую температуру плавления, для работы с раскаленным металлом нужны особые условия. Можно попытаться освоить мелкое литье, позволяющее создавать украшения или маленькие поделки. Для осуществления этого процесса придется выделить отдельную комнату, а также предпринять все меры противопожарной безопасности, сделать качественную вентиляцию. Изготавливать крупные бронзовые детали можно там, где есть земляной или бетонный пол (это может быть гараж с хорошей принудительной вентиляцией).
Для работы понадобится определенное оборудование и специальный инструмент. Осуществить литье позволит только муфельная печь (наличие терморегулятора значительно упростит решение поставленной задачи). Для крупного литься придется устанавливать горн. Плавить металл можно в чугунной емкости, которая имеет форму с носиком. Он помогает аккуратно переливать расплавленный металл в форму. Такая чугунная емкость называется тигель.
Из печи тигель вынимается длинными щипцами и специальным крюком. Под рукой должна быть литейная форма. Для растопки муфельной печи лучше всего подходит древесный уголь, для горна кокс.
Процесс литья

Сам процесс литься бронзы предельно прост. Печь разогревается до определенных параметров. Напомним еще раз, что для плавки оловянных сплавов необходимо разогреть печь до температуры 900–950°C, температура плавления безоловянных сплавов на порядок выше – 950–1080°C.
Плавление любого состава бронзы должно начаться с прокалки формы для заливки в муфельной печи или в горне. Для этого печь сначала нагревается до температуры 600°C. Затем в нее погружается форма, после этого температуру в печи нужно увеличить до 900°С. Литейная форма должна провести в печи пару часов. После окончания таймера форма вынимается из печи и остужается до температуры 500°С.
Бронза помещается в чугунный лоток и отправляется прямиком в хорошо прогретую печь. После того, как сплав расплавится, металл нужно еще подержать в печи пять минут. Так он хорошо прогреется, а это значит, можно будет легко обеспечить качественное заполнение литейной формы. Из печи тигель извлекается крюком, щипцами обеспечивается процесс переливки расплавленного сплава в форму. Выливать металл важно тонкой непрерывной струйкой. Только так можно предотвратить процесс размывания формы.
Как правильно залить расплавленную бронзу в литейную форму
Залить расплавленную бронзу в литейную форму – настоящая наука. Заполнить форму больших размеров будет несложно. Жидкий сплав под действием силы притяжения и собственного веса сам равномерно распределится по емкости и вытеснит весь имеющийся воздух. С заполнением форм маленьких размеров возникнет определенная проблема. Дело в том, что воздух препятствует равномерному перераспределению сплава по всем плоскостям. Поэтому нередко плавление бронзы в домашних условиях не позволяет создавать качественные изделия.
Можно ли самостоятельно решить подобную проблему? Да, если под рукой есть центрифуга. Центробежная сила вытеснит воздух и позволит сплаву равномерно перераспределиться по всей площади формы. Действовать по такому плану необходимо очень быстро, пока бронза не успела застыть.
Вынимать заливку из формы нужно, когда сплав полностью застынет. Поверхность заготовки получится шероховатой, кое-где обязательно появятся наплывы из металла. Подобные дефекты устраняются методом механической шлифовки. Если правильно была прогрета печь, объем механической шлифовки будет минимальным.
Создание литейной формы
Учитывая то обстоятельство, что у каждого вида бронзы своя температура плавления, важно иметь под рукой форму, способную выдержать наивысшую точку нагрева описываемого сплава. Ее сложно создать собственными руками в домашних условиях, но попытаться можно, если внимательно изучить следующую инструкцию.
Сначала нужно создать формовочный ящик (литейщики называют его опокой). Его размеры в полтора раза больше размеров будущей детали. Собирается опока из не струганных досок по следующей схеме: сначала сбивается верхняя рамка (внешне она похожа на обычный ящик без дна и верха, но с двумя перекладинами посередине), потом сбивается нижняя рамка (ящик с дном).
Потом приступают к созданию формовочной земли. Она имеет особый состав: 75% мелкозернистого песка, 20% глины и 5% пыли каменного угля. Все ингредиенты соединяются между собой и тщательно перемешиваются.
Следующий этап – изготовление модели, которая поможет сформировать форму для будущего литья. Специалисты рекомендуют изготавливать ее из дерева. Дальнейший процесс воспроизводится по следующему алгоритму.
- Модель из дерева предварительно обильно посыпается тальком, а потом аккуратно помещается в нижний ящик опоки ровно наполовину.
- Потом он доверху заполняется уже готовой формовочной землей.
- Вся полученная композиция обильно посыпается графитом.
- После этого нижняя часть опоки (с дном) закрывается верхней рамкой (без дна).
- В верхнюю рамку вставляется металлический конус, узкая часть которого должна коснуться поверхности деревянной модели. Конус позволит сформировать литник – деталь, через которую будет заливаться расплавленная бронза.
- Верхний ящик тоже доверху заполняется формовочной землей. Наполнение тщательно утрамбовывается специальной ступкой.
- После этого металлический конус аккуратно извлекается. При помощи острого ножа верхняя опока снимается с нижней рамки вместе с формовочной смесью. Из нее извлекается деревянная заготовка. После всех произведенных манипуляций на обеих опоках должны остаться углубления, точно копирующие геометрию одной половины деревянной модели.
Обратите внимание! Ножом можно на данном этапе поправлять слегка осыпавшиеся линии. Если часть земли прилипла к модели, ее недостаток в опоке восполняется. Излишки просто удаляются.
- Оставляем нижнюю и верхнюю часть опоки до полного высыхания, а потом соединяем вместе таким образом, чтобы между ними не оставалась щель. Форма для литья бронзы готова.
При помощи такой формы удается создавать изделия из бронзы, не имеющие четкого рисунка и мелких деталей.
Как получить более качественное литье
Даже в домашних условиях можно произвести более качественное литье, если применить особый способ создания формы под литье. За основу берется модель, в точности напоминающую ту, что необходимо будет выплавить из бронзы. Она изготавливается из воска или парафина.
- С модели сначала снимается гипсовый слепок, состоящий из двух половинок. Части слепка соединяются между собой гипсовым раствором.
- Получившаяся форма после высыхания заполняется жидким парафином через специально оставленное отверстие.
- Когда парафин застынет, гипсовую скорлупу удаляют. Должна остаться фигура из застывшего парафина.
- Ее помещают в жаростойкую массу и формируют неразъемную форму для литья. Литейные массы сегодня продаются в строительных магазинах. Обязательно оставляется отверстие в форме для слива парафина и заливки бронзы.
- Затем неразъемную форму необходимо поместить в кипяток. Он нагреется и расплавит парафин или воск. Через специальное отверстие, предназначенное для заливки жидкого сплава (будущий литник), нужно слить расплавленный воск. После этого форма для создания более качественного литья будет готова. Изготовление формы таким способом позволяет получать бронзовое литье, имеющее более четкий контур и мелкие детали.
Воссоздать процесс плавления бронзы в домашних условиях не так уж и просто, но если задастся подобной задачей, решить ее поможет предложенная статья. Главное нужно всегда помнить о мерах предосторожности, уметь различать виды сплавов, знать, при какой температуре каждый из них плавится.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Температура плавления бронзы – можно ли лить бронзу дома? + Видео
Бронза в зависимости от марки сплава плавится при разных температурах. При надлежащем оснащении оборудованием и соблюдении технологии ее можно отливать в домашних условиях.
1 Виды бронз и температура их плавления
Бронза – это сплав меди с дополнительным легирующим элементом. Чаще всего в качестве такого компонента выступает олово, а также алюминий, кремний, свинец, бериллий. Как правило во всех марках бронзы в очень малых количествах присутствуют такие добавки как свинец, цинк, фосфор и другие. Сплавы меди с никелем (мельхиор, копель, константан, нейзильбер) и цинком (латунь) не относят к бронзам.
От процентного содержания основных легирующих элементов и дополнительных примесей зависит цвет бронзы, ее физико-химические характеристики. Каждый отдельный сплав имеет свою маркировку. Температуры плавления бронз находятся в диапазоне 930–1140 оC.
Все сплавы бронзы условно делят на два основных типа:
- оловянные;
- безоловянные.
Первый вид – сплав меди, в котором основной легирующий элемент олово. Эта бронза – один из первых сплавов металлов, который освоил человек. Медь в нем преобладает, он тверже и прочнее меди, но более легкоплавок. Классической маркой такой бронзы, используемой издревле и по наши дни применяемой для изготовления колоколов, является так называемая колокольная бронза, в которой меди 80 %, а олова 20 % (разброс составов может достигать 3 %). Ее недостаток – повышенная хрупкость, обусловленная большим количеством олова.

Рекомендуем ознакомиться
Безоловянные бронзы не содержат олова. Основные виды:
- бериллиевая – самый прочный и стойкий сплав, превосходящий по основным характеристикам высококачественную сталь;
- кремниецинковая – обладает высокой механической стойкостью к трению, в расплавленном состоянии – текучестью;
- свинцовая – с повышенной стойкостью к коррозии;
- алюминиевая – высокая стойкость к коррозии и фрикционные характеристики.
Оловянные бронзы, несмотря на то, что уступают по отдельным характеристикам другим маркам, на сегодняшний день являются самыми распространенным. Для всех сплавов в маркировке сначала указывается, что это бронза (Бр), а затем следуют обозначения входящих в нее добавок, после чего идет их процентное содержание. Например: Бр ОЦСН3-7-5-1 – бронза с добавками: олова 2,5–4 %, цинка 6–9,5 %, свинца 3–6 %, никеля 0,5–2 %. Другие компоненты обозначают: А – алюминий, Б – бериллий, Ж – железо, К – кремний, Мц – марганец, Ф – фосфор. Какой сплав наиболее распространен? Это следующие марки: литейные БрО5, БрО19, БрОЦ8-4, БрОЦ10-2, БрОФ10-1 и ковкая БрОС5-25.

В зависимости от содержания в меди добавок и примесей оловянная бронза может плавиться при температурах 900–950 оC, а безоловянная – 950–1080 оC.
При литье важна такая особенность оловянных литейных бронз как большая вязкость (больше, чем у латуни), поэтому расплав перед отливкой необходимо перегреть. В то же время эти сплавы характеризуются незначительной усадкой при остывании, что позволяет делать из них фасонные отливки.
2 Можно ли плавить и отливать бронзу в домашних условиях?
Совсем в домашних условиях отливать бронзу не получится. Обращение с жидким раскаленным до 1000 оC и выше металлом требует определенных условий. Для литья мелких изделий (кольца, другие украшения и подобное) потребуется как минимум отдельная комната с хорошей вентиляцией и всеми мерами пожарной безопасности. Для плавки бронзы при изготовлении крупных деталей необходима мастерская или хотя бы гараж с земляным или бетонным полом. Хорошая вентиляция подразумевается.

Для плавки используют муфельную печь (желательно с регулятором температуры) и/или горн (для крупного литья). Понадобятся также:
- тигель – стальная или чугунная емкость, в которой плавят металл, с носиком для переливания расплавленного материала;
- щипцы;
- крюк;
- готовая литейная форма для будущего изделия;
- древесный уголь, а лучше кокс – для топки горна.
Бронзу кусками помещают в тигель, который затем устанавливают в печи или горне. После расплавления выдерживают металл в печи еще 4–5 минут для его максимального прогрева, что будет способствовать наиболее качественному заполнению бронзой формы, особенно в тонких местах. Затем тигель извлекают из горна крюком. Расплавленный сплав заливают в форму через литниковое отверстие. Струя металла должна быть тонкой, чтобы не вызвать размывание формы, но непрерывной.

Перед заливкой сплава форму требуется прокалить в горне или печи. Последнюю сначала разогревают до 550–600 оC, затем в нее помещают форму и увеличивают температуру до 900 оC. При такой температуре длительность прокаливания составляет 2–4 часа (в зависимости от массивности формы). По завершении прокаливания форму извлекают из печи и охлаждают до 500 оC.
3 Особенности заливки бронзы в форму
В формы сравнительно больших размеров расплавленный сплав затекает и распределяется в них под действием силы тяжести (собственного веса). Находящийся внутри воздух при этом хорошо вытесняется жидкой бронзой. Когда у отливки маленькие размеры, воздух не позволяет расплавленному сплаву заполнить форму по всем полостям – получить изделие хорошего качества невозможно.

Преодолеть это затруднение можно, если поместить форму с залитым металлом в центрифугу (ручную или электрическую). Центробежная сила поможет вытеснить воздух и даст возможность бронзе полностью заполнить форму. Выполнять эту операцию следует очень быстро, пока сплав находится в неостывшем расплавленном состоянии.

Когда бронза полностью остынет, форму разнимают и извлекают готовую отливку. У получаемых таким способом изделий поверхность как правило шероховатая и даже с наплывами металла там, где были литник и отводящие воздух каналы. Поэтому заготовку из бронзы необходимо подвергнуть механической и чистовой обработке.
4 Изготовление литейной формы под отливку
Литейную форму изготавливают в формовочном ящике, который называют опокой, а делают из неструганных досок (чтобы обеспечить лучший контакт стенок с формовочной землей). У опоки размеры должны быть приблизительно в 1,5 раза больше габаритов детали. Она состоит из 2-х частей:
- верхней – рамка в виде ящика без дна и верха с поперечинами (двумя или тремя) посередине;
- нижней – представляет собой ящик с дном.
Чтобы обе части прочно соединялись между собой, на нижнем ящике делают фиксаторы, а в рамке – углубления под них. Затем готовят формовочную землю: тщательно перемешивают мелкий чистый песок – 75 % от общего объема, глину – 20 % и каменноугольную пыль – 5 %. Должна получиться однородная масса.

Для изготовления формы потребуется модель будущей отливки. Ею может служить сама деталь или специальная модель, которую выполняют из дерева или какого-нибудь иного материала. Когда для формовки используют уже сработанное (поврежденное) в отдельных местах изделие, то недостающие фрагменты на нем наращивают шпатлевкой (лучше эпоксидной) до контуров такой же новой детали. Полностью затвердевшие реставрированные места необходимо обработать напильником и зачистить шкуркой.
Формовку выполняют следующим образом:
- Формовочную землю насыпают в нижний ящик опоки до его верха, а затем слегка утрамбовывают.
- Готовую модель припудривают тальком или порошкообразным графитом и вжимают наполовину в землю. Модель размещают так, чтобы ее выступы и иные части легко извлекались из формы, которая при этом не разрушалась бы.
- Землю внутри ящика и модель, лежащую в ней, посыпают тальком или графитом.
- На ящик устанавливают верхнюю часть опоки, совмещая отверстия с фиксаторами. В неответственной части отливаемой детали устанавливают коническую пробку (узкой частью к модели, а широкой кверху) для последующего формирования литника (расплавленный сплав будет заливаться в форму через него).
- Формовочную землю с избытком насыпают в опоку и хорошо утрамбовывают.
- Очень аккуратно извлекают пробку литника.
- С помощью острого предмета разъединяют части формы, снимают верхнюю и вынимают из нижней модель.

У полученной формы на обеих частях должны иметься углубления, в точности отображающие геометрию детали.
В некоторых случаях приходится дополнительно подправлять форму с помощью тонкого гибкого ножа:
- формовочную землю добавляют в тех местах, где она вынулась вместе с моделью, прилипнув к последней;
- излишки земли удаляют.
У форм для длинных деталей в одном конце формируют литник, а на другом – аналогичное отверстие, но служащее для выхода из них воздуха по мере их заполнения расплавленным сплавом.
Обе половины формы должны подсохнуть. После этого их соединяют, а затем хорошо сжимают (между ними не должно остаться щели). Форма для заливки бронзы готова.
5 Нюансы получения более качественного литья
Чтобы отливать изделия с высокими точностью, качеством и любой формы, используют другую технологию создания модели и формы, более сложную. Модель для будущего литья изготавливают из парафина, воска либо иного подручного легкоплавкого материала. Потом ее заформовывают в неразъемной форме из жаростойкой массы (материала). Незначительным нагреванием либо даже погружением в кипящую воду выплавляют парафиновую модель из формы. Растаявший воск сам вытекает через подготовленное отверстие (впоследствии литник). Созданная форма готова для заливки расплавленного металла. В случае тщательного формования этот способ позволяет воспроизвести в изделии мельчайшие детали модели.

Материал, используемый для изготовления модели, должен обладать температурой плавления 50–90 оC и плотностью, меньшей, чем у воды, чтобы он во время выплавления модели мог беспрепятственно всплывать на поверхность. Чтобы достичь высокой точности изготовления изделия, сначала, используя оригинал, делают гипсовую форму, в которую отливают модель из воска. Этот процесс почти ничем не отличается от литья отливки из металла. Разница только в том, что при заливке гипса вместо опоки используется картонная коробка.

tutmet.ru
Литье бронзы в домашних условиях: температура, технология
Бронза – медный сплав, легированный оловом, алюминием, свинцом и другими элементами. Медь, легированная цинком – это латунь, а никелем – мельхиор. Одним из способов получения бронзовых изделий является литье. Расплавленный металл заливают в форму, где он застывает.

Классификация
Бронзовые сплавы по составу делятся на:
- Оловянные.
- Безоловянные.
Как понятно из названия, имеется в виду наличие или отсутствие в них олова. Вторые бывают алюминиевыми, кремнистыми, бериллиевыми и другими, в зависимости от главного легирующего компонента.
Добавки по-разному влияют на качество сплава:
- Олово – придает прочность, улучшает антифрикционные свойства. Большое количество олова охрупчивает металл.
- Бериллий – хорошо упрочняет материал, он сравним по свойствам со сталью.
- Свинец – улучшает коррозионную стойкость.
- Алюминий – снова стойкость к коррозии и антифрикционные качества.
- Железо – улучшает структуру и прочностные свойства.
По технологическим свойствам бронзы разделены на:
- Обрабатываемые давлением (деформируемые) – хорошо штампуются, куются.
- Литейные.
Маркировка
Принцип маркировки такой:
- Пишут буквы Бр (означает «бронза»).
- Пишут буквы, обозначающие легирующие элементы:
- Пишут цифры, обозначающие количество каждого элемента в процентах. Для деформируемых бронз цифры пишут в конце маркировки в том же порядке, что и буквы.Для литейных цифру пишут после каждого легирующего компонента. Например:
БрОФ10-1 – деформируемая бронза. Олова примерно 10%, а фосфора 1%, остальное – медь. Или:
БрА10Ж3 – литейная бронза, где алюминия 10%, железа 3%, остальное – медь.
Могут быть и другие примеси, но их количество незначительно.
Температура плавления
В таблице приведена температура плавления бронзы некоторых марок, а также температура заливки. Из таблицы видно, что температуры плавления и литья у материалов не совпадают. Это связано с тем, что бронза – вязкий материал. Его нужно расплавить, затем хорошо нагреть перед заливкой, чтобы достичь максимальной текучести расплава.
Можно ли отливать бронзу дома
Хорошая новость – этот металл растопить можно не только в промышленных условиях, но и в домашних. Правда «дома» – понятие относительное. Лить у себя на кухне не получится. Нужно, как минимум отдельное помещение с хорошей вентиляцией. Это для небольших вещей, например, мелкого художественного литья. Для крупных деталей понадобится гараж или ангар.
У бронзы малая усадка – менее 1%, из нее изготавливают точные отливки. Но в любом случае достичь промышленного качества литья не получится. И главное – нужно соблюдать меры предосторожности и пожарной безопасности! О них речь пойдет в конце статьи.
В качестве сырья используют бронзовый лом, можно переплавить своими руками детали сантехники. Промышленность выпускает металл в слитках.
Как сделать форму для литья
Материал для формы (оснастки) в непромышленных условиях – песчаная или глиняная смесь (литье в «землю») и гипс.
Примеры смесей для литья в «землю»:
- песок, глина, каменноугольная пыль в соотношении 75% – 20% – 5%.
- глина, шамотный кирпич, тонкие древесные опилки, соотношение 40% – 40% – 20%.
Компоненты смешивают до получения однородной консистенции.
Также может использоваться модель изделия из дерева либо другого материала. Также это может быть готовая деталь, образец.
Приспособление для подготовки песчаной оснастки – опока. Она состоит из двух ящиков без крышки, обычно деревянных. Нижний – с дном, верхний – без дна (по сути, рама). Части опоки имеют центрирующие элементы для их точного расположения относительно друг друга. Они иногда скрепляются между собой фиксаторами.

Оснастку изготавливают так:
- Перед работой поверхность опок и образец изделия присыпают тальком.
- В нижний ящик насыпают песчаную смесь до края и трамбуют.
- Модель детали кладут в опоку на землю и вжимают.
- На нижний ящик опоки кладут верхнюю раму.
- На модель крепят усеченный конус узкой частью к изделию. Это модель литника, через него зальют расплав. Желательно, чтобы место расположения литника было самой толстой частью изделия. Нужно учитывать, что на готовой детали в месте заливки могут быть дефекты.
- Верхнюю опоку заполняют доверху смесью. Снова трамбуют.
- Достают из песка модель литника.
- Острым тонким предметом разъединяют верхнюю и нижнюю половины, обозначая линию разъема. Верхнюю опоку с песчаной массой в ней снимают, изделие осторожно вынимают из песка.
- Части формы сушат и вновь соединяют.
Линию разъема выбирают так, чтобы деталь вынималось из оснастки, не повредив ее. Кроме того, иногда в части изделия, противоположной литнику, делают «воздушник». Это такое же отверстие в оснастке, как и литник. Через него в процессе заливки воздух выходит из полости.
Заливка металла
Для того чтобы расплавлять материал понадобится:
- Плавильная муфельная печь, желательно с регулятором нагрева. Для крупных отливок нужен горн. Иногда материал плавят автогеном, паяльной лампой, газовой или бензиновой горелкой.
- Тигель – стальная, чугунная или шамотная (из огнеупорной глины) емкость для плавки, желательно с носиком.
- Щипцы и крюк для извлечения горячего тигля из печи и других манипуляций.
- Литейная форма. Как ее подготовить к работе, описано ниже.
- Флюс. Нужен для предохранения сплава от окисления воздухом. Древесный уголь, бура.
- Топливо для горна, например, тот же древесный уголь.
- Керамическая или березовая палочка для перемешивания расплава.
Технология литья
- Куски сырья кладут в тигель и нагревают в печи до нужной температуры (на 50-100˚ Цельсия выше температуры заливки) и выдерживают 4-5 минут. Перегрев нежелателен, так как некоторые компоненты сплава могут гореть при высоких температурах. До заливки расплав несколько раз перемешивают палочкой. Плавку ведут под слоем флюса. Он изолирует металл от воздуха и не дает окисляться.
- Тигель с жидким металлом вынимают из печи с помощью крюка и щипцов. Обязательно ложкой снимают шлак с поверхности расплава.
- Тонкой непрерывной струей аккуратно заливают материал в полость оснастки через специальное отверстие (литник).
- Когда металл остыл, затвердевшее изделие вынимают. Иногда плавильную форму размыкают и деталь выбивают оттуда либо разрушают оснастку, если она одноразовая.
Если деталь сложная по геометрии или очень маленькая, расплав может выдавливать не весь воздух из полости, и на детали возникают дефекты. В этом случае используют центробежное литье. Оснастку устанавливают во вращающуюся центрифугу. Под действием центробежной силы жидкий металл равномерно распределяется по полости формы. Привод центрифуги бывает ручной или электрический.

Подготовка формы
Перед работой форму прогревают. Печь греют до 500-600˚С, помещают туда оснастку и повышают температуру в печи до 900˚С. Прокаливают в течение 2-5 часов. Время зависит от размера формы. Затем ее достают и остужают до 500-600˚С. После этого можно лить металл.
Изготовление отливок высокого качества
Можно получить изделия более высокого качества, чем при литье в землю. Для этого применяют литье по выплавляемым моделям.
Оснастку изготавливают из гипса. Она одноразовая, разрушаемая. Чтобы сделать форму, нужна модель изделия из воска, парафина или другого легкоплавкого материала. Этот материал должен быть легче воды. Далее будет сказано, почему это важно.
Изготавливают восковую модель также литьем в гипсовую оснастку. Модели сложной конфигурации делают из нескольких частей. А гипсовую оснастку для модели делают по оригиналу изделия либо его модели аналогично оснастке из песка. Получается цепочка: оригинал изделия – гипсовая форма для восковой модели – модель – гипсовая форма для металла – готовое изделие.
Когда оснастка для изделия готова, восковую модель из нее выплавляют, погружая форму в горячую воду или просто нагревая. Расплавившийся воск вытекает из полости через то же отверстие, куда потом зальют металл. Именно поэтому материал модели должен быть легче воды – чтобы при выплавке в воде он поднимался на поверхность.
Ознакомиться с процессом можно по инструкции в приведенном видео.
Меры предосторожности
Чтобы лить бронзу в непромышленных условиях, нужно отдельное помещение с принудительной вентиляцией. Для мелких деталей подойдет комната, для больших нужен гараж или ангар.
Пол в мастерской делают из негорючего материала. Обязательно устанавливают рабочий огнетушитель. В мастерской запрещено хранить легковоспламеняющиеся вещества.
Работать следует в специальной одежде, в перчатках, маске и респираторе. Некоторые материалы при плавке выделяют вредные вещества. Особенно осторожным следует быть, переплавляя старинный металл, так как при нагревании он иногда выделяет мышьяк.
oxmetall.ru
Литьё бронзы в домашних условиях | В домашних условиях
 » В домашних условиях
» В домашних условиях
Как расплавить медь в домашних условиях
Видео по теме
Обратите внимание
Муфельная печь должна позволять получать следующие температуры: для плавления меди – 1083оС, для плавления бронзы – 930—1140оС, для плавления латуни - 880—950оС.
Красная медь является вязкоплавкой. Она малопригодна для тонкой отливки. Для этих целей больше подходит латунь. Чем светлее латунь, тем более легкоплавкой она является.
Не рекомендуется заниматься переплавкой старинной бронзы неизвестного происхождения, поскольку она может содержать в своем составе большое количество мышьяка.
Горн представляет собой открытую печь с вытяжкой, в которой сжигают древесный уголь. Для увеличения температуры в горн вдувают дополнительный воздух с помощью мехов или компрессора.
Бронза - температура плавления. Как делаются изделия из бронзы
May 29,
Бронза представляет собой сплав из меди и другого дополнительного элемента, в качестве которого чаще всего выступает олово, свинец, алюминий или кремний. В зависимости от процентного показателя данных металлов, бронза может иметь разный цвет и дополнительные характеристики.
Немного истории
Бронза является фактически первым сплавом, который начало использовать человечество. В 3-м тысячелетии до н. э. мастера активно применяли медь для самых разных целей. Некоторые сорта руды содержали незначительный процент олова. При обработке данного материала люди заметили, что такая медь более плотная и твердая, чем обычная. Таким образом, это стало зарождением нового исторического и культурного периода, который известен сейчас как эпоха бронзы . Дальнейшие исследования привели к тому, что было открыто олово, которое начали специально добавлять в медь для получения качественного сплава для изготовления инструментов и украшений.
Металлургия бронзы качественно повысила производительность самых разных отраслей, которыми было занято человечество на тот момент. Плавление постепенно совершенствовалось, и люди начали изготавливать специальные каменные формы, в которых различные изделия можно было отливать многократно. Постепенно были изобретены закрытые формы, которые позволяли делать оружие и украшения со сложной конструкцией и рисунком.

Основные характеристики
Широкое применение данного материала определяется его базовыми показателями. Для бронзы характерны такие отличительные черты, как:
- высокая сопротивляемость коррозии
- прочность
- высокий уровень электро- и теплопроводности
- повышенные показатели сопротивления износу
- низкий коэффициент процесса трения
- отличные показатели стойкости в морской воде, на открытом воздухе и в различных органических растворах
- высокие показатели паростойкости
- легкость в обработке.
Бронза, температура плавления которой составляет около 930-1100 градусов, имеет отличные показатели прочности и стойкости. Особенно если сравнивать ее с другими подобными сплавами.
Классификация бронзы
Несмотря на то что эпоха бронзы давно прошла, на сегодняшний день используются несколько вариантов данного материала. По составу сплав распределяют на следующие типы:
- безоловянный (не содержит олово)
- оловянный.
В первую группу дополнительно включают бериллиевый, алюминиевый, свинцовый и кремниецинковый типы.
- Бериллиевая бронза – это самый стойкий и прочный сплав, который по своим базовым характеристикам превосходит даже сталь высокого уровня качества.
- Кремниецинковый вид в расплавленном состоянии отличается высокими показателями текучести.
- Свинцовая бронза – вид сплава, который обладает повышенной стойкостью и устойчивостью.
- Алюминиевая бронза отличается от других типов стойкостью перед химическими раздражителями и негативными влияниями окружающей среды.
Что касается второго подвида бронзы, то оловянный тип на сегодняшний день считается самым распространенным в промышленности, несмотря на тот факт, что другие виды сплавов превосходят его по отдельным характеристикам.

Сферы использования бронзы
Применение данного сплава определяется его базовыми характеристиками. Достаточно часто в бронзу добавляют различные дополнительные составляющие, которые характерным образом меняют и дополняют ее особенности.
Что касается оловянного подвида сплава, то он применяется еще с древних времен. Особенно популярны были различные изделия из бронзы – украшения, статуэтки, предметы быта и др.
Чтобы повысить стойкость сплава перед коррозией, в него добавляют никель, цинк, фосфор и другие подобные элементы. Чаще всего такой материал используется для изготовления всевозможных инструментов для мореплаванья.
Алюминиевый и кремниецинковый виды применяются, как правило, для создания предметов искусства.
Плавление бронзы в домашних условиях
В современном мире изготавливается множество изделий на основе данного сплава. Для того чтобы сделать какое-либо украшение или изделие в домашних условиях, следует учитывать такие факторы, как основные характеристики, которыми обладает бронза, - температура плавления материала и др. В качестве вспомогательных устройств потребуются следующие вещи:
- тигель
- щипцы
- древесный уголь
- печь с поддержкой необходимого диапазона температур
- горн
- готовая форма для заготовки
- крюк.

Последовательность выполнения процесса
- В тигель закладываются отдельные куски металла, а он сам помещается в печь. Потом устанавливается регулятор нагрева, и бронза, температура плавления которой зависит от ее составляющих элементов, начинает менять форму.
- После этого тигель достается из печи при помощи крюка, а сам сплав заливается в подготовленную форму.
- Бронза, температура плавления которой относительно невысокая, позволяет заменять муфельную печь автогеном или паяльной лампой.
Подобная последовательность подойдет и для работы с другими сплавами меди. Поскольку, например, температура плавления бронзы и латуни находится приблизительно в одном и том же диапазоне - 930-1140 и 880-950 градусов соответственно.
Меры предосторожности
Плавление металлов в домашних условиях совсем не означает, что это можно делать просто в жилом помещении без каких-либо ограничений. Для литья бронзы понадобится отдельная комната, выполняющая функции мастерской, которая должна быть оснащена всем необходимым для этого процесса оборудованием и средствами личной защиты. Мастерская обязательно должна быть оборудована рабочим огнетушителем, а в самом помещении не могут храниться легковоспламеняющиеся материалы и вещества.
Кроме этого, плавление бронзы считается достаточно травмоопасным занятием, поэтому выполнение всех необходимых этапов данной процедуры должно осуществляться только подготовленным человеком.
Особые моменты
Для отливки различных тонких металлических изделий предпочтение следует отдать латуни, поскольку она плавится гораздо легче, чем бронза. Что касается оборудования, то выбор лучше сделать в сторону тиглей из керамики и глины, поскольку они более подходят для работы с данным сплавом.
Относительно переплава старинной бронзы следует сказать, что при данной процедуре надо быть особенно внимательным, поскольку в ее составе может быть мышьяк.
Следует также учитывать количество примесей, которые имеет бронза. Температура плавления материала в зависимости от этого может значительно отличаться. Для оловянистого сплава показатели находятся в пределах 900-950 градусов, тогда как для безоловянистых нужно около 950-1080.
Бронза представляет собой сплав меди с добавлением различных цветных металлов. Данный материал отличается стойкостью, твердостью и устойчивостью к процессу коррозии. В прошлом бронза использовалась для изготовления различных орудий, украшений, оружия и скульптур, а в настоящее время к данному сплаву добавляют другие металлы для получения особых характеристик. Благодаря этому алюминиевая бронза используется при изготовлении различных деталей трубопроводов и самолетов, кремниевая – в мореходстве, а фосфорная – для различных пружин и деталей электротехнического оборудования.
1 5 Апр 12:50:19
- Автор: Tarsomys гость

Начну с того, что в материалах по реконструкции мордвы мне попался удививший меня факт, что мордовские бабоньки держали в своих руках монополию на литье аж до 11 века (именно по этому у них так и много украшений было - ведь занимались они этим на дому и массово). До 11 века, понимаете ли, мужчины-кузнецы не особо так занимались отливкой украшений, а вот в женских захоронениях сплошь и рядом находят тигли, льячки и остатки форм. Правда, в полноценное ремесло литье у мордвы так и не сформировалось. В общем, даю ссылку на подробное исследование именно по этой теме - Женское литье .
Желание заняться литьем как таковым у меня не возникло (боюсь, что в моем случае без травматизма и пожара не обойтись, если не найдется старший товарищ по технике безопасности), но вот изучить тему захотелось. В связи с этим, я стала рыть интернет и делюсь с вами результатом своих поисков.
www.chipmaker.ru/topic/2114/ Тема, которая начиналась как FAQ по литью превратилась тоже в кашу, но при должном усердии можно для себя уяснить начальную информацию. Ниже даю краткую выдержку по технологии.Описываемая технология - литье по выплавляемым восковым моделям .
1. делается модель из воска, к ней с помощью паяльника приплавляются палочки - литники (это будущие каналы, по которым будет поступать расплавленный металл)
2. далее восковая модель обезжиривается, устанавливается на подставочку, (например, пластилиновую, как видим в одном из роликов ниже), обмазывается кисточкой аккуратно формовочной массой и устанавливается, в так называемую опоку (как я понимаю, кусок трубы с дырочками), дырочки заклеиваются строительным скотчем и модель в опоке заливается формовочной массой и даем ей застыть.
3. Некоторые ювелиры из формовочной массы перед заливкой опоки вакуумом убирают воздух и повторяют процедуру после заливки массой опоки - плюс еще устанавливают опоки на вибростолик (самодельный). Цель - удалить из массы пузырьки воздуха, чтобы не было брака при литье. В этом случае, модель не обезжиривалась и массой не обмазывалась.
4. Далее, опока нагревается и под воздействием температуры из нее выплавляется воск, выливаясь через канал сформированный литником.
5. Нагреваем и плавим металл - заливаем его в опоку. При плавлении металл посыпают бурой. Далее надо, чтобы металл равномерно распределился. Делается это под действием центробежной силы. Есть специальные машинки для этого (можно сделать такую и самостоятельно), можно и ручками покрутить (ниже будет видео, где показано как именно).
6. Опоку опускаем в воду, под действием воды формовочная масса размягчается и из нее достается отлитая модель.
7. Откусываем литники и наводим красоту - полируем и т.д. Thats all!
К вопросу о том, можно ли в домашних условиях.
1. Поиск по tforum по темам, связанным с литьем, дал намек на то, что олово и бронзу можно попробовать плавить на газу - но это был намек, точного подтверждения никто не дал, большинство участников обсуждения использовали в домашних условиях бензиновые и газовые горелки. Вы можете использовать бензиновую или газовую горелку дома?
2. Металлы иногда содержат вредные примеси (в зарубежных видюхах мужики работают в распираторах и перчатках), процесс плавления вонюч. Что скажут ближние и соседи?
3. Техника безопасности. У меня сложилось впечатление, что это у них там в видео все так просто, когда это делаешь в сто двадцать первый раз. Готовы рискнуть?
В общем, я считаю, что, если и пробовать то в каком-нибудь гараже с нормальной естественной вентиляцией, на даче, на природе. На tforum товарищи, реконструирующие сам процесс литья - плавили металл на костре в ближайшем замкадье (ниже будет видео, где показано как плавят на костре).
Для изучения вопроса я предлагаю следующий порядок просмотра видео и чтения .
1. - используется муфельная печь, вакуум и вибростанок не используется, опока прогревается горелкой, центробежка реализуется ручками
- немного занудно, зато очень доходчиво. установка восковой модели, опоки, формовка. используется вакуум и вибростанок
3. - так как у предыдущего товарища не показан сам процесс литья, то можно вот с этим видео ознакомиться.
www.chipmaker.ru/topic/2114/ youtu.be/IYZOTt9zTv0 - тут очень четкий дядя льет в землю youtu.be/C7lrNBOtgLY (предупреждаю, все оооочень медленно). youtu.be/Ut3pXPyMze4 youtu.be/EblEJl8dHpk (с 1.50 - до этого реклама воскового пистолета). youtu.be/r3PnLX-2gdQ - муфельная печь, кажется, с чем-то типо пылесоса - такая конструкция обсуждалась как более менее подходящая на tforum - ну по крайней мере мое воображение такое нарисовало.Источники: http://www.kakprosto.ru/kak-27896-kak-rasplavit-med-v-domashnih-usloviyah, http://fb.ru/article/141695/bronza---temperatura-plavleniya-kak-delayutsya-izdeliya-iz-bronzyi, http://shuka.ibord.ru/viewtopic.php?id=734
Комментариев пока нет!restart24.ru
Бронза – состав, свойства и виды сплава по этим критериям + Видео
Многим нравится, как выглядит бронза, состав же ее интересует кого-то редко. А ведь благодаря его вариациям существует большое количество видов этого сплава с различными качествами, из-за чего применение бронзы практически не имеет границ.
1 Маркировка, химсостав и цвет бронзы
Бронзой называется сплав меди с оловом (а не с серебром, как считают некоторые). Это самый основной вид. Помимо главных ингредиентов, из которых состоит материал, бывают еще цинковые, свинцовые, марганцевые, алюминиевые добавки. Но какими бы ни были эти соединения, присутствие меди всегда остается неизменным. Есть две группы, на которые делятся бронзы по своему химическому составу: оловянные (легирующий, т. е. преобладающий элемент среди добавок – олово) и безоловянные (этот легкоплавкий металл присутствует, но не в большом количестве). Помимо химического различия сплавы еще могут классифицироваться по способу обработки. Имеются деформируемые типы, которые производятся для деталей, изготавливаемых давлением (штамповкой), и литейные составы, приспособленные для создания отливок.

Бронзовый сплав
Рекомендуем ознакомиться
Если начать перечислять сплавы, в которых присутствуют дополнительные металлы, то весь перечень займет не один лист. Говорят, опытный специалист может определять разные бронзы по цвету и даже безошибочно назвать, какие примеси есть в изделии. Вполне возможно, но вот как при необходимости простой человек, никогда не имевший отношения ни к металлургии, ни к слесарному делу, сможет определить, какие именно сплавы ему необходимы? На помощь приходят условные обозначения, принятые государственными стандартами. Существуют таблицы с буквенными кодами, благодаря которым любой желающий может узнать, подходит бронзовое изделие для его нужд или нет. Пользоваться этими индексами чрезвычайно просто.
Для примера давайте рассмотрим маркировку одного из самых распространенных видов с кодом БрАЖ 9–4. Итак, "Бр" означает, что сплав имеет в основе традиционную бронзу. Буквы А и Ж говорят о том, что в состав помимо меди и олова входят алюминий и железо. Если вместо этого вы увидите другой буквенный знак, то легко можете определить, какой металл еще присутствует внутри того или иного бронзового изделия:
- А – алюминий;
- Б – бериллий;
- Ж – железо;
- К – кремний;
- Мц – марганец;
- Н – никель;
- О – олово;
- С – свинец;
- Ц – цинк;
- Ф – фосфор.

Изделие с кодом БрАЖ 9–4
Теперь о том, что обозначают цифры. Как правило, процент содержания меди в химическом составе бронзы не указывается, а высчитывается по разности. В нашем примере мы видим, что сплав имеет 9% алюминия, 4% железа, а, значит, и 87% меди. Процентное содержание меди влияет на то, каким будет цвет у того или иного изделия. Обычным считается случай, когда Cu составляет в сплаве 85%. На выходе сплав по цвету будет напоминать золото. А если пропорция красного металла будет составлять 50%, а другую половину заполнят светлые добавки, он сможет выглядеть даже как серебро.
При желании сплав можно довести и до такого состояния, когда поверхность станет черная, скажем, уже серой она становится, если содержание меди в составе бронзы уменьшить до 35%.
Где нужен совсем темный материал? Обычный человек чаще видит такой сплав в музее, изделия кажутся просто покрашенными, но глубоко черная поверхность как раз естественная. Правда, металловеды сходятся во мнении, что по-настоящему правильную бронзу такого цвета (с добавлением большого числа редкоземельных металлов) получить в древности не могли. Скорее всего, музейные экспонаты сделаны из более традиционного сплава, но претерпели пожары, где и сплавились с расположенными рядом металлическими изделиями, давшими в результате такой цвет.
2 Виды сплава и их применение
Эксперименты с пропорциями были проведены еще нашими далекими предками. Однако не все так просто. Как было обнаружено, при изменении химического состава становятся другими и свойства сплава. На ковкость бронзы влияет количество в ней олова. Чем больше этого металла, тем тверже она становится. А самым твердым материалом считается бериллиевая бронза. Во время закаливания у нее появляется определенная пластичность, и она весьма подходит для производства деталей, обладающих упругостью: пружин, рессор, мембран.
Для получения прочных металлических лент и труб, которые было бы легко резать, но в то же время они не поддавались воздействию коррозии (в том числе и от морской воды), применяется алюминиевая бронза. То есть сплав, в котором основным легирующим элементом выступает широко применяемый и известный всем металл. Свинцовистая бронза нашла применение при изготовлении подшипников. И все это благодаря отличному противостоянию ударным нагрузкам и антифрикционным свойствам. Для изготовления деталей достаточно сложных форм, у которых отсутствует такое свойство, как образование искр, используется кремнецинковая бронза. В расплавленном состоянии она, кстати, обладает отличной текучестью, что позволяет ее разливать в любые формы.

Трубы из алюминиевой бронзы
Немного особняком от традиционных сплавов стоит алюмоникелевая бронза (морская), потому что по сути это совершенно другой состав, по свойствам далекий от классического. Единственное, что роднит его с рассматриваемым материалом – наличие меди как одного из элементов. Открыт этот сплав не так давно, благодаря развитию литейного производства и созданию определенных условий, невозможных при кустарном хозяйстве.
Потребность в этом материале возникла после того, как человечество стало осваивать добычу нефти с помощью платформ, расположенных в морях и океанах. А именно, нужны были пожарные насосы, которые могли бы использовать соленую воду. Дело в том, что металлические части этих устройств изготавливались из сплавов, невыдерживающих воздействия специфичной среды. И во время экспериментальных поисков было найдено такое соотношение, которое с успехом прошло испытание.
3 Как получают бронзу – техпроцесс в двух словах
Всю историю оборудование для получения бронзы изменялось. По большому счету, принцип действия остался тем же: сырье – шихта с металлом или отходы производства, а в качестве флюса используется древесный уголь. Сам процесс происходит в определенном порядке. Вначале идет разогрев индукционной электрической печи до необходимой степени, после чего в нее засыпается слой флюса, на который затем поступает медь. Металл должен расплавиться и хорошо прогреться (температура также постоянно контролируется). Когда нужный параметр достигнут, в металлический расплав вводят фосфористую медь, которая благодаря своим свойствам воздействует на состав как кислотный катализатор.
После того как медь переходит в жидкое состояние, туда начинают поступать другие составные (легирующие) и связующие (лигатуры) элементы. Затем приступают к размешиванию сплава, пока компоненты в нем полностью не растворятся. Температурный режим также строго выдерживается. Когда до окончания плавки остается определенный технологией период, вновь вступает в дело фосфористая медь, позволяющая избавиться от нежелательных окислений. После финальной обработки бронзовый расплав уже готов к применению по назначению.

Бронзовый расплав
В чем секрет популярности бронзы? Почему на протяжении тысячелетий сплав продолжает пользоваться повышенным вниманием, а технологии его усовершенствования расширяют свои границы? Прежде всего – антикоррозийные и антифрикционные свойства. Материал не боится воздействий окружающей среды, ему не страшны перепады температур, повышенная или пониженная влажность, воздействие кислотных факторов.
Бронза легко поддается сварке, а добавки разных металлов придают ей свойства, необходимые в той или иной области. К примеру, бериллий и кремний дают возможность использовать бронзовые детали при значительном повышении температуры, свинец и цинк понижают коэффициент трения и позволяют использовать изделия из этого материала там, где трущиеся части механизмов ведут к сильному износу самого агрегата.
4 Патина и ее виды – что это значит для сплава?
Говоря о бронзе, невозможно обойти стороной и такое явление, как патина. Его видел каждый из нас при осмотре памятников, старых артиллерийских орудий, предметов интерьера. Некоторые считают, что она сродни ржавчине, но это совсем не так. Зеленый налет на бронзовых изделиях не что иное, как пленка, образуемая во время воздействия внешних факторов (воздуха, воды, выхлопов бензина) на медь в сплаве.
В зависимости от того, какие вещества принимали участие в образовании такого явления, и что за компоненты использовались в сплаве изделия, патина бывает оксидного и карбонатного происхождения. В отличие от ржавчины, эта естественно созданная пленка не разъедает поверхность, а наоборот, служит защитным слоем для изделия. Особо ценен слой (куприт), который образовывается на протяжении многих десятилетий и располагается в самом низу, непосредственно покрывая памятник, статуэтку или другое старинное изделие.
Следует различать два вида патины: благородную и дикую. Первая обладает теми свойствами, о которых говорилось выше. Вторая возникает из-за активного воздействия влаги и неправильно примененных веществ (краски, моющих и абразивных средств), и ведет к коррозии и образованию каверз. Опасность подобного явления состоит в том, что удаление неблагоприятного налета ведет к снятию верхнего слоя самой бронзы, а это портит вещь, обладающую исторической и культурной ценностью. При реставрационных работах антикварных вещей из этого сплава применяются специальные технологии, восстанавливающие слой на их поверхности, а также искусственное патинирование с помощью нанесения препарата, содержащего серу, и легкого нагрева самого изделия.
tutmet.ru
Теплопроводность сплавов меди. Температура плавления латуни и бронзы
Теплопроводность латуни и бронзы
В таблице приведены значения теплопроводности латуни, бронзы, а также медно-никелевых сплавов (константана, копели, манганина и др.) в зависимости от температуры — в интервале от 4 до 1273 К.
Теплопроводность латуни, бронзы и других сплавов на основе меди при нагревании увеличивается. По данным таблицы, наибольшей теплопроводностью из рассмотренных сплавов при комнатной температуре обладает латунь Л96. Ее теплопроводность при температуре 300 К (27°С) равна 244 Вт/(м·град).
Также к медным сплавам с высокой теплопроводностью можно отнести: латунь ЛС59-1, томпак Л96 и Л90, томпак оловянистый ЛТО90-1, томпак прокатный РТ-90. Кроме того, теплопроводность латуни в основном выше теплопроводности бронзы. Следует отметить, что к бронзам с высокой теплопроводностью относятся: фосфористая, хромистая и бериллиевая бронзы, а также бронза БрА5.
Медным сплавом с наименьшей теплопроводностью является марганцовистая бронза — ее коэффициент теплопроводности при температуре 27°С равен 9,6 Вт/(м·град).
Теплопроводность медных сплавов всегда ниже теплопроводности чистой меди при прочих равных условиях. Кроме того, теплопроводность медно-никелевых сплавов имеет особенно низкое значение. Самым теплопроводным из них при комнатной температуре является мельхиор МНЖМц 30-0,8-1 с теплопроводностью 30 Вт/(м·град).
| Бериллиевая медь | 300 | 111 |
| Константан зарубежного производства | 4…10…20…40…80…300 | 0,8…3,5…8,8…13…18…23 |
| Константан МНМц40-1,5 | 273…473…573…673 | 21…26…31…37 |
| Копель МНМц43-0,5 | 473…1273 | 25…58 |
| Манганин зарубежного производства | 4…10…40…80…150…300 | 0,5…2…7…13…16…22 |
| Манганин МНМц 3-12 | 273…573 | 22…36 |
| Мельхиор МНЖМц 30-0,8-1 | 300 | 30 |
| Нейзильбер | 300…400…500…600…700 | 23…31…39…45…49 |
| Автоматная латунь UNS C36000 | 300 | 115 |
| Л62 | 300…600…900 | 110…160…200 |
| Л68 латунь деформированная | 80…150…300…900 | 71…84…110…120 |
| Л80 полутомпак | 300…600…900 | 110…120…140 |
| Л90 | 273…373…473…573…673…773…873 | 114…126…142…157…175…188…203 |
| Л96 томпак волоченый | 300…400…500…600…700…800 | 244…245…246…250…255…260 |
| ЛАН59-3-2 латунь алюминиево-никелевая | 300…600…900 | 84…120…150 |
| ЛМЦ58-2 латунь марганцовистая | 300…600…900 | 70…100…120 |
| ЛО62-1 оловянистая | 300 | 99 |
| ЛО70-1 оловянистая | 300…600 | 92…140 |
| ЛС59-1 латунь отожженая | 4…10…20…40…80…300 | 3,4…10…19…34…54…120 |
| ЛС59-1В латунь свинцовистая | 300…600…900 | 110…140…180 |
| ЛТО90-1 томпак оловянистый | 300…400…500…600…700…800…900 | 124…141…157…174…194…209…222 |
| БрА5 | 300…400…500…600…700…800…900 | 105…114…124…133…141…148…153 |
| БрА7 | 300…400…500…600…700…800…900 | 97…105…114…122…129…135…141 |
| БрАЖМЦ10-3-1,5 | 300…600…800 | 59…77…84 |
| БрАЖН10-4-4 | 300…400…500 | 75…87…97 |
| БрАЖН11-6-6 | 300…400…500…600…700…800 | 64…71…77…82…87…94 |
| БрБ2, отожженая при 573К | 4…10…20…40…80 | 2,3…5…11…21…37 |
| БрКд | 293 | 340 |
| БрКМЦ3-1 | 300…400…500…600…700 | 42…50…55…54…54 |
| БрМЦ-5 | 300…400…500…600…700 | 94…103…112…122…127 |
| БрМЦС8-20 | 300…400…500…600…700…800…900 | 32…37…43…46…49…51…53 |
| БрО10 | 300…400…500 | 48…52…56 |
| БрОС10-10 | 300…400…600…800 | 45…51…61…67 |
| БрОС5-25 | 300…400…500…600…700…800…900 | 58…64…71…77…80…83…85 |
| БрОФ10-1 | 300…400…500…600…700…800…900 | 34…38…43…46…49…51…52 |
| БрОЦ10-2 | 300…400…500…600…700…800…900 | 55…56…63…68…72…75…77 |
| БрОЦ4-3 | 300…400…500…600…700…800…900 | 84…93…101…108…114…120…124 |
| БрОЦ6-6-3 | 300…400…500…600…700…800…900 | 64…71…77…82…87…91…93 |
| БрОЦ8-4 | 300…400…500…600…700…800…900 | 68…77…83…88…93…96…100 |
| Бронза алюминиевая | 300 | 56 |
| Бронза бериллиевая состаренная | 20…80…150…300 | 18…65…110…170 |
| Бронза марганцовистая | 300 | 9,6 |
| Бронза свинцовистая производственная | 300 | 26 |
| Бронза фосфористая 10% | 300 | 50 |
| Бронза фосфористая отожженая | 20…80…150…300 | 6…20…77…190 |
| Бронза хромистая UNS C18200 | 300 | 171 |
Примечание: Температура в таблице дана в градусах Кельвина!
Температура плавления латуни
Температура плавления латуни рассмотренных марок изменяется в интервале от 865 до 1055 °С. Наиболее легкоплавкой является марганцовистая латунь ЛМц58-2 с температурой плавления 865°С. Также к легкоплавким латуням можно отнести: Л59, Л62, ЛАН59-3-2, ЛКС65-1,5-3 и другие.
Наибольшую температуру плавления имеет латунь Л96 (1055°С). Среди тугоплавких латуней по данным таблицы можно также выделить: латунь Л90, ЛА85-0,5, томпак оловянистый ЛТО90-1.
| Л59 | 885 | ЛМц55-3-1 | 930 |
| Л62 | 898 | ЛМц58-2 латунь марганцовистая | 865 |
| Л63 | 900 | ЛМцА57-3-1 | 920 |
| Л66 | 905 | ЛМцЖ52-4-1 | 940 |
| Л68 латунь деформированная | 909 | ЛМцОС58-2-2-2 | 900 |
| Л70 | 915 | ЛМцС58-2-2 | 900 |
| Л75 | 980 | ЛН56-3 | 890 |
| Л80 полутомпак | 965 | ЛН65-5 | 960 |
| Л85 | 990 | ЛО59-1 | 885 |
| Л90 | 1025 | ЛО60-1 | 885 |
| Л96 томпак волоченый | 1055 | ЛО62-1 оловянистая | 885 |
| ЛА67-2,5 | 995 | ЛО65-1-2 | 920 |
| ЛА77-2 | 930 | ЛО70-1 оловянистая | 890 |
| ЛА85-0,5 | 1020 | ЛО74-3 | 885 |
| ЛАЖ60-1-1 | 904 | ЛО90-1 | 995 |
| ЛАЖМц66-6-3-2 | 899 | ЛС59-1 | 900 |
| ЛАН59-3-2 латунь алюминиево-никелевая | 892 | ЛС59-1В латунь свинцовистая | 900 |
| ЛАНКМц75-2-2,5-0,5-0,5 | 940 | ЛС60-1 | 900 |
| ЛЖМц59-1-1 | 885 | ЛС63-3 | 885 |
| ЛК80-3 | 900 | ЛС64-2 | 910 |
| ЛКС65-1,5-3 | 870 | ЛС74-3 | 965 |
| ЛКС80-3-3 | 900 | ЛТО90-1 томпак оловянистый | 1015 |
Температура плавления бронзы
Температура плавления бронзы находится в диапазоне от 854 до 1135°С. Наибольшей температурой плавления обладает бронза АЖН11-6-6 — она плавится при температуре 1408 К (1135°С). Температура плавления этой бронзы даже выше, чем температура плавления меди, которая составляет 1084,6°С.
К бронзам с невысокой температурой плавления можно отнести: БрОЦ8-4, БрБ2, БрМЦС8-20, БрСН60-2,5 и подобные.
| БрА5 | 1056 | БрОС8-12 | 940 |
| БрА7 | 1040 | БрОСН10-2-3 | 1000 |
| БрА10 | 1040 | БрОФ10-1 | 934 |
| БрАЖ9-4 | 1040 | БрОФ4-0.25 | 1060 |
| БрАЖМЦ10-3-1,5 | 1045 | БрОЦ10-2 | 1015 |
| БрАЖН10-4-4 | 1084 | БрОЦ4-3 | 1045 |
| БрАЖН11-6-6 | 1135 | БрОЦ6-6-3 | 967 |
| БрАЖС7-1,5-1,5 | 1020 | БрОЦ8-4 | 854 |
| БрАМЦ9-2 | 1060 | БрОЦС3,5-6-5 | 980 |
| БрБ2 | 864 | БрОЦС4-4-17 | 920 |
| БрБ2,5 | 930 | БрОЦС4-4-2,5 | 887 |
| БрКМЦ3-1 | 970 | БрОЦС5-5-5 | 955 |
| БрКН1-3 | 1050 | БрОЦС8-4-3 | 1015 |
| БрКС3-4 | 1020 | БрОЦС3-12-5 | 1000 |
| БрКЦ4-4 | 1000 | БрОЦСН3-7-5-1 | 990 |
| БрМГ0,3 | 1076 | БрС30 | 975 |
| БрМЦ5 | 1007 | БрСН60-2,5 | 885 |
| БрМЦС8-20 | 885 | БрСУН7-2 | 950 |
| БрО10 | 1020 | БрХ0,5 | 1073 |
| БрОС10-10 | 925 | БрЦр0,4 | 965 |
| БрОС10-5 | 980 | Кадмиевая | 1040 |
| БрОС12-7 | 930 | Серебряная | 1082 |
| БрОС5-25 | 899 | Сплав ХОТ | 1075 |
Примечание: температуру плавления и кипения других металлов можно найти в этой таблице.
Источники:
- Физические величины. Справочник. Под ред. И.С. Григорьева, Е.З. Мейлихова. — М.: Энергоатомиздат, 1991. — 1232 с.
- Чиркин В.С. Теплофизические свойства материалов ядерной техники. М.: Атомиздат, 1967 — 474 с.
thermalinfo.ru
Температура плавления бронзы в домашних условиях
Изделия из бронзы имеют широкое распространение среди мастеров-любителей, занимающихся изготовлением различных предметов искусства, оружия и аксессуаров к нему, украшений и т. д.
Отсутствие производственной базы не является препятствием к выполнению работ, основная проблема — недостаток информации о свойствах, температуре плавления бронзы и режимах обработки сплавов меди. Большинство любителей не знает, что литье бронзовых изделий производится и в домашних условиях, главное — соблюдать технологию и обеспечить необходимые условия для протекания процесса.
Основные характеристики бронзовых сплавов
Бронза — это собирательное название сплавов меди с различными легирующими добавками. Таких добавок может быть использовано очень много:

Классификация бронзовых сплавов
- Олово.
- Алюминий.
- Свинец.
- Бериллий.
- Кремний.
Все виды бронзы имеют в составе небольшое количество цинка, свинца или фосфора. При этом сплавы меди с цинком (как полноценным компонентом) к бронзам не относятся и классифицируются как латунь. Отдельной группой являются сплавы меди и никеля (константан, мельхиор, копель, нейзильбер).
Бронзы подразделяются на:

Сплавы меди — характеристика
- оловянные. Представляют собой сплавы меди и олова в том или ином соотношении;
- безоловянные. Вместо олова присутствуют другие материалы (бериллий, алюминий и т. д.).
Оловянные виды являются наиболее распространенными. Широко известная колокольная бронза (80% меди и 20% олова). Недостатком оловянной бронзы является хрупкость.
Безоловянные составы имеют массу специфических качеств, успешно используемых для выполнения различных задач.
Распространенными видами безоловянной бронзы являются:
- Бериллиевая бронза. Имеет высокую прочность, превосходящую высококачественную сталь.
- Кремниецинковая. Устойчива к трению, обладает высокой текучестью в расплавленном состоянии, чему способствует добавление кремния.
- Свинцовая. Демонстрирует высокую стойкость к коррозии.
- Алюминиевая. Обладает устойчивостью к коррозии, имеет высокие фрикционные способности.

Легирующие добавки сплавов в бронзе
Общепринятая маркировка сплавов
Необходимо понимать, что в составе любого сплава содержится несколько добавок, придающих данной марке бронзы определенные специфические качества. Например, в составе сплава марки БрО3Ц12С5 содержатся олово, цинк и свинец.
Узнать о составе данного сплава можно из его маркировки. Буквы, присутствующие в ней, кроме первых Бр (бронза) обозначают:

Маркировка бронзы — расшифровка
- алюминий – А;
- железо – Ж;
- марганец – Мц;
- олово – О;
- сурьма – Су;
- цинк – Ц;
- никель – Н;
- фосфор – Ф;
- кремний – К;
- свинец – С;
- бериллий – Б.
Подготовка к литью бронзы в домашних условиях
Для плавления бронзы в домашних условиях необходимо иметь соответствующее оборудование и приспособления. Процесс происходит при высоких температурах, с выделением дыма и прочих продуктов горения, поэтому лучше всего работать в гараже или мастерской, выполнять все действия в квартире не рекомендуется.

Плавильная печь, использующаяся в домашних условиях — устройство
Для плавления бронзовых составов необходима высокая температура, в пределах 900–1200°, поэтому обойтись без муфельной печи или горна не получится. Понадобится оборудовать качественную вытяжную вентиляцию, напольное покрытие должно отвечать всем требованиям пожарной безопасности. Необходимо приготовить емкость для плавки (специалисты рекомендуют делать расплав в чугунной емкости с вытянутым носиком для точности литья, которая называется тигель).
Для вынимания раскаленного тигля из печи и захвата горячих отливок потребуются клещи (щипцы) и крюк. Обязательно надо позаботиться о защите от искр или брызг расплавленного металла и приготовить фартук и рукавицы из плотного и прочного материала (в идеале можно использовать костюм сварщика).
Потребуется изготовить литейную форму, для горна понадобится древесный уголь.
Особенности процесса литья
Процесс плавления бронзы происходит в следующей последовательности:
- Бронзовый лом измельчается и укладывается в тигель.
- Тигель помещается в муфельную печь, которую рекомендуется нагреть заранее.
- Расплавленный металл необходимо перегреть, для чего его выдерживают в печи на 5 минут дольше, чем надо. Это делает расплав более текучим.
- Используя крючок и щипцы, тигель извлекают из печи, незамедлительно разливают в приготовленную форму.
Форму следует подготовить, хорошенько прокалив ее в печи. Если этого не сделать, металл при начале отливки сразу же остынет и станет твердым, не заполнив всю форму целиком.
Центробежное литье
Подготовка формы производится в следующем порядке:
- Печь нагревается до 600°.
- Форма помещается в печь и прогревается до имеющейся температуры.
- Нагрев печи увеличивают до 900° и выдерживают форму в таких условиях около 3–4 часов.
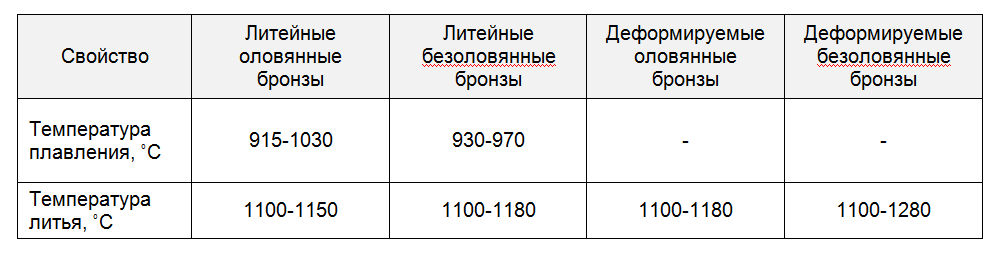
Следует учитывать, что температура плавления бронзы данной марки должна быть ниже, чем величина нагрева печи. Расплав надо разогреть до более высокой температуры для получения максимальной текучести (бронза отличается высокой вязкостью в жидком состоянии), а также для получения некоторого запаса температуры для качественного изготовления отливки.
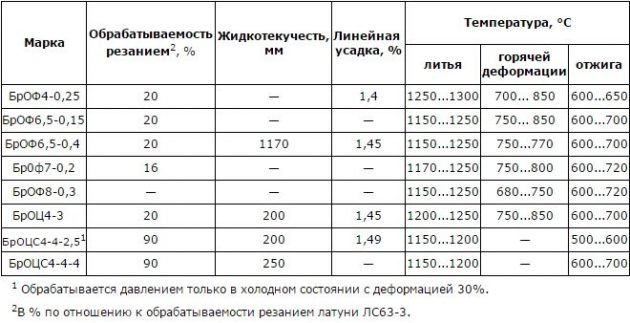
Температура обработки и технические свойства оловянных бронз
Как сделать литейную форму
Изготовление формы выполняется при помощи формовочной смеси и опоки. Смесь состоит из песка (75%), глины (20%) и каменноугольной пыли (5%). Компоненты тщательно перемешиваются до состояния однородной массы.
Опока представляет собой два неглубоких ящика, установленных друг на друга. Один, нижний, имеет дно и наполняется формовочной смесью по самый верх. Второй ящик дна не имеет, а оборудуется двумя поперечинами.
Процесс изготовления формы:
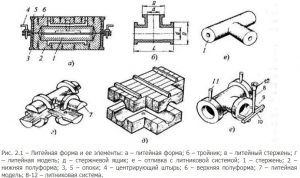
Литейная форма и ее элементы
- модель, предварительно покрытая тонким слоем талька или графитового порошка, вдавливается до половины в формовочную смесь нижнего ящика;
- затем устанавливается верхний ящик и наполняется смесью, утрамбованной так, чтобы модель была полностью и плотно облеплена ей;
- для заливки делается одно или несколько отверстий — литников;
- форма разрезается по линии стыка ящиков и разделяется пополам;
- модель извлекается, а ящики соединяются снова, пустоты от модели соединяются и образуют полость, имеющую необходимую форму.
В завершении процесса форму надо немного подсушить и можно использовать по назначению.
Заливка бронзы в литейную форму

Заливка бронзового расплава в литейную форму
Заливка расплава сама по себе не представляет сложности — металл наливают тонкой равномерной струйкой до заполнения формы целиком.
Сложности могут возникнуть при отсутствии воздушных каналов, в которые может выходить воздух. Если выходы закупорены, воздушные пробки не позволят расплаву полностью занять всю форму, и отливка будет испорчена. Проблему можно решить с помощью центрифуги, которая распределяет металл внутри формы и помогает ему преодолеть сопротивление воздушных пробок.
Как изготовить качественное литье
Чтобы получить качественное бронзовое литье, понадобится последующая механическая обработка отливки. Надо последовательно выполнить операции отделения литников, удаления облоя, механической шлифовки и полировки изделия. Получить сразу готовую отливку высокого качества в домашних условиях невозможно, поэтому надо подготовиться к выполнению доводочных процедур.

Технология художественного литья из бронзы в картинках
Видео по теме: Плавка и отливка цветных металлов (бронза)
specnavigator.ru




