Сварочные электроды озана 2. Качество каких электродов выше ок 93 95 или озана 2
Электроды ОЗАНА-2

В качестве развития линейки электродов для сварочных работ по алюминию, производственное объединение «СпецЭлектрод» создал электроды ОЗАНА-2 для выполнения наплавочных работ и работ по заделке брака в литых деталях из алюминиево-кремниестых сплавов. Можно провести аналогию между аналогичными сериями ОЗА-1 и ОЗА-2, где ОЗАНА-1 и ОЗАНА-2 являются обновленным и усовершенствованным вариантом.
Типовой химический состав данных электродов содержит 94.7% алюминия, 5% железа, и менее 0.2% кремния. При сварке следуют использовать постоянный ток с обратной полярностью. Коэффициент собственной наплавки ОЗАНА-2 8.0 г/А•ч. Для диаметра 4мм производительность наплавки составляет 0,8 кг в час. На 1 кг металла наплавки расход электродов составляет 1,7 кг.
При наплавке и заделке брака рабочая поверхность имеет как правило достаточно большую площадь, и нестандартную форму. В таких случаях нужно особое внимание уделять правильному процессу наплавки.
А в случае с алюминием здесь вступают в действие особые факторы самого материала. В первую очередь алюминий обладает высокой текучестью и теплопроводностью. В связи с этим, чтобы не перегреть делали в процессе сварки, нужно варить с достаточно высокой скоростью. Во вторую очередь, алюминий обладает высокой окисляемостью, а на его поверхности образуется пленка из оксидов алюминия, которая препятствует нормальному формированию сварочной ванны, и является причиной образования неметаллических включений в металле шва. С этим помогает бороться солевое покрытие электродов, а так же качественная предварительная механическая или химическая зачистка свариваемых поверхностей.
Налпавку электродами ОЗАНА-2 на детали из заготовок толщиной до 10 мм ведут без подогрева, из металла превышающим 10 мм – с предварительным местным подогревом или подогревом всей детали до температуры 200°С.
Непосредственно до начала сварки электроды обязательно прокалить в специальной печи при температуре 150°С в течении 30 минут. Сварочные электроды ОЗАНА-2 обеспечивают стабильное, непрерывное горение дуги, хорошее формирование шва с высокими механическими свойствами в большинстве положений, в том числе и в вертикальном. Шлаковая корка, образующаяся в процессе сварки отделяется без особых усилий.
Сварочные электроды ОЗАНА-2 поставляются в трех видах по длине и диаметру: 3 мм при длине 320 мм, 4 мм при 360мм, и 5 мм при 390 мм длины. Количество электродов на килограмм веса составляет 90, 41 и 30 штук соответственно.
ОЗАНА 2 изготавливаются по техническим условиям ТУ 1272-086-00187197-96
elektrod-3g.ru
Электроды ОЗАНА-2
Электроды ОЗАНА-2 применяются для наплавки и заварки брака в литье деталей из алюминиево-кремнистых сплавов, например: АЛ-4, АЛ-9, АЛ-11 и т. п.
Характеристики электродов
Электроды имеют следующие характеристики:
- электроды имеют солевое покрытие;
- коэффициент наплавки, г/А•ч: 8,0;
- производительность наплавки электродов (для диаметра 4,0 мм), кг: 0,8;
- расход сварочных электродов на 1 кг наплавленного металла, кг: 1,7.

Электроды следует использовать для сварка постоянным током обратной полярности в вертикальном, наклонном и нижнем положениях шва.

Типичные механические свойства металла шва электродов
| Временное сопротивление, МПа | Угол изгиба сварного соединения, градус |
| 90 | 140 |
Типичный химический состав наплавленного металла, %
| Al | Si | Fe |
| основа | ≤ 0,5 | ≤ 0,2 |
Геометрические размеры и сила тока при сварке
| Диаметр, мм | Ток, А | Среднее количество электродов в 1 кг, шт. | |
| 3,0 | 320 | 60…90 | 90 |
| 4,0 | 360 | 90…120 | 41 |
| 5,0 | 390 | 120…150 | 30 |

Технологические особенности сварки
Сварку следует производить по следующей технологии:
- металл толщиной до 10 мм — без подогрева;
- металл больших толщин – с предварительным местным или общим подогревом до температуры Т ≥ 200°С.
Перед сваркой необходимо производить очистку свариваемых кромок от оксидов и загрязнений до металлического блеска.
Перед сваркой обязательна прокалка электродов при температуре Т = 150°С в течение 30 минут.

Шов,полученный электродом ОЗАНА-2.
Обозначение в документации сварочных электродов
ОЗАНА-2-Æ по ТУ 1272-086-00187197-96
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Электроды для сварки алюминия

Для сварки алюминиевых изделий, наплавки и устранения брака при отливке созданы специальные электроды. Применявшиеся ранее покрытые электроды не позволяли обеспечить нужный результат сварных работ.
Сегодняшние электроды для сварки алюминия обеспечивают высокое качество электродуговой сварки и применяются во многих сферах промышленности.
Электроды ОЗАНА-1 и ОЗАНА-2
Покрытые электроды ОЗАНА-1, начиная с 2001 года, широко используются для сварки и наплавки конструктивных элементов из технического алюминия.
Сварочные электроды ОЗАНА-2 применяются для устранения производственного брака при отливе и наплавки деталей из алюминиево-кремнистых сплавов. При этом сварка выполняется намного быстрее по сравнению со стальными электродами.
В процессе работы электрод используется без поступательно-возвратных движений и сжигается безостановочно. Данные электроды имеют стабильный режим горения, дают высококачественный шов, близкий по характеристикам к свариваемому металлу.

Шлаковая корка после работ легко отделяется. Для предотвращения коррозии шлак счищают металлической щеткой, а сам шов промывают горячей водой.
Электроды ОК 96.10, ОК 96.20, ОК 96.50
Данные электроды применяются для сваривания литейных алюминиевых сплавов, включая силумины. Электроды ОК 96.10 имеют щелочно-солевое покрытие и алюминиево-кремниевый стержень. Режим сварки выбирается с учетом того, что скорость плавления ОК 96.10 втрое превышает скорость плавления стальных электродов.
Для проведения сварочных работ требуется предварительный нагрев от 150 °С до 300 °С. В электродах ОК 96.20 алюминиево-марганцевый стержень покрыт щелочно-солевым составом.
Изделия применяют для сварки прокатного свариваемого алюминия, в том числе алюминиево-марганцевых и алюминиево-магниевых конструкций для судостроительных, пивоваренных и молочно-перерабатывающих предприятий. Перед проведением сварки осуществляют нагрев до 150 – 300 °С.
Поскольку покрытие довольно восприимчиво к влаге, электроды необходимо хранить в сухих складах во влагозащитной упаковке. Если это условие не соблюдается, снижается качество сварочного шва.
Неплавящиеся электроды для сварки алюминия
Данный вид электродов изготавливается из вольфрама и применяется для проведения сварочных работ по алюминию в аргоновой среде. Вольфрамовые электроды имеют сечение в 2 -6 мм и выбираются в соответствии с толщиной свариваемого металла.
В качестве сырья для их производства используют как вольфрам в чистом виде, так и с различными добавками, улучшающими качество сварочного шва.
Видео: Сварка алюминия покрытыми электродами
www.stroypraym.ru
Сварочные электроды : Построй свой дом
Размещено 28 декабря 2016в рубрике Сварка металлов | Прокомментировать

Для того, чтобы процесс сварки получился качественным, необходимо иметь набор электродов, позволяющих производить сварочные работы различных металлов. Правильно выбрать сварочные электроды для инвертора — главное условие для получения прочного и ровного сварного шва. Современный рынок предлагает большой ассортимент электродов. О том, как выбрать сварочные электроды для инвертора, и на какие параметры обращать внимание мы и поговорим в этой статье.
Сварочные электроды для инвертора
Электрод для сварки инвертором представляет собой сердечник, покрытый специальным смазочным материалом — обмазкой. Во время сварки сердечник расплавляется, а обмазка обеспечивает защиту сварного шва от кислородного окисления. Качественные электроды должны соответствовать ГОСТ 2246-72. В соответствии с классификацией ГОСТ электроды бывают легированные, углеродистые и высоколегированные. Для изготовления каждого вида используется разная металлическая проволока.
Каким электродом лучше варить
Отвечая на этот вопрос, прежде всего, необходимо знать, что электроды для инверторного сварочного аппарата различаются по типу, размеру (диаметру) и материалу покрытия.
 В первую очередь подбирают состав сердечника: он должен быть сходным с типом свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали. Вот из такой же проволоки и должны быть электроды. Иногда приходится варить нержавейку. Тогда сердечник тоже должен быть из нержавейки. Электроды подразделяются на плавящиеся и не плавящиеся. Первый тип представляет собой стержень, выполненный из металла, с обмазкой, способствующей образованию и поддержанию сварочной дуги. Не плавящиеся электроды применяются для аргоновой сварки.
В первую очередь подбирают состав сердечника: он должен быть сходным с типом свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали. Вот из такой же проволоки и должны быть электроды. Иногда приходится варить нержавейку. Тогда сердечник тоже должен быть из нержавейки. Электроды подразделяются на плавящиеся и не плавящиеся. Первый тип представляет собой стержень, выполненный из металла, с обмазкой, способствующей образованию и поддержанию сварочной дуги. Не плавящиеся электроды применяются для аргоновой сварки.
Диаметр электродов для сварки
Сварочные электроды бывают различных диаметров, но наибольшее распространение получили электроды 3 и 5 мм. «Тройки» используют для сварки металлических элементов не толще 5 мм, а «пятёрки» — не толще 10 мм. Для сверхтонких деталей используются электроды диаметром 1-2 мм.
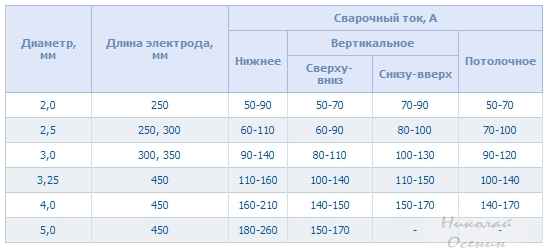
Сила тока для сварки рассчитывавшийся по формуле 30-40 А. на 1мм электрода. Так на электрод 3 мм. ставим ток 90-120 А., на электрод 4мм ставим ток 120-160А и т. При сварке в вертикальном положении уменьшаем силу тока на 15%.
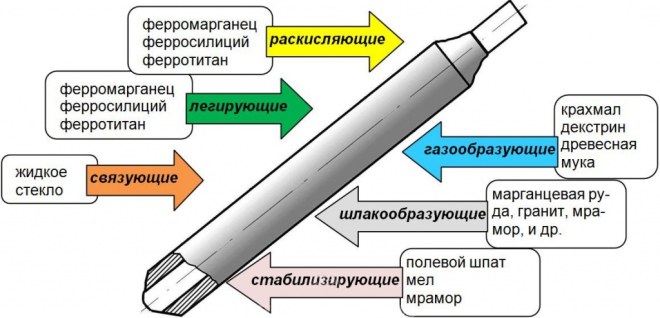
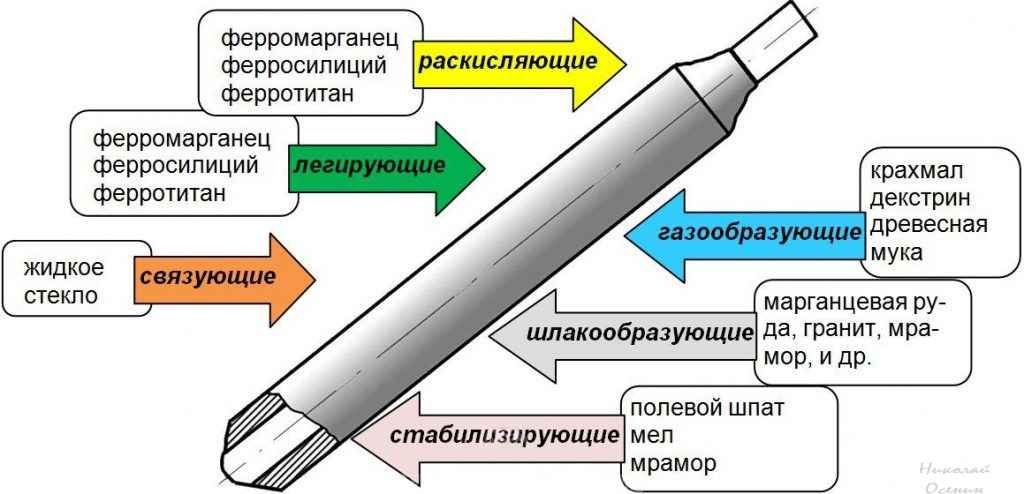
Обмазка электродов также имеет большое значение, от неё зависит процесс горения дуги и газошлаковая защита. Существует четыре вида обмазки:
- целлюлозная;
- кислая;
- рутиловая;
- основная (УОНИ).
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки постоянным током. Они могут использоваться на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.
Два других (рутиловое и кислое) — могут работать при сварке как переменным, так и постоянным током. Но кислое покрытие очень токсично. Поэтому работать этими электродами в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Обмазка для сварочных электродов
Но в большинстве случаев сварочные электроды для инвертора используют две обмазки:
 -Основная обмазка УОНИ13/55. С помощью этих электродов делают швы с высокими механическими показателями, показателями пластичности и ударной вязкости. Изделия хорошо переносят комнатные и низкие температуры, не подвергаются процессам старения и почти не подвержены появлению кристаллизационной трещины. Электроды с этой обмазкой применяются для ответственных конструкций, горят только на постоянном токе, любят стабильную дугу и не любят скачков напряжения. Начинайте работать с УОНИИ 13/55 только тогда, когда вы научитесь варить МР-3 и АНО.
-Основная обмазка УОНИ13/55. С помощью этих электродов делают швы с высокими механическими показателями, показателями пластичности и ударной вязкости. Изделия хорошо переносят комнатные и низкие температуры, не подвергаются процессам старения и почти не подвержены появлению кристаллизационной трещины. Электроды с этой обмазкой применяются для ответственных конструкций, горят только на постоянном токе, любят стабильную дугу и не любят скачков напряжения. Начинайте работать с УОНИИ 13/55 только тогда, когда вы научитесь варить МР-3 и АНО.
 -Рутиловая обмазка имеет зеленоватый или синий оттенок. Электроды, в производстве которых используется рутиловая обмазка, используются при работе с конструкциями из малоуглеродистой стали. Самый используемый продукт – МР3. Эти электроды лучше использовать на переменном токе. Они не прихотливы к сырости. Их не рекомендуется использовать для ответственных конструкций, поэтому ими никогда не варят мосты и несущие балки крыши. Электродами с рутиловой обмазкой варят заборы, ворота и теплицы на даче, ограждения, небольшие металлоконструкции бытового назначения. Если нет сверх нагрузки – это электроды для Вас. Для сварки нержавейки применяют электроды ОК 63.34.
-Рутиловая обмазка имеет зеленоватый или синий оттенок. Электроды, в производстве которых используется рутиловая обмазка, используются при работе с конструкциями из малоуглеродистой стали. Самый используемый продукт – МР3. Эти электроды лучше использовать на переменном токе. Они не прихотливы к сырости. Их не рекомендуется использовать для ответственных конструкций, поэтому ими никогда не варят мосты и несущие балки крыши. Электродами с рутиловой обмазкой варят заборы, ворота и теплицы на даче, ограждения, небольшие металлоконструкции бытового назначения. Если нет сверх нагрузки – это электроды для Вас. Для сварки нержавейки применяют электроды ОК 63.34.
Сварочные электроды для алюминия
Если вам необходимо сваривать алюминий, то стоит обратить внимание на электроды: ОЗАНА-1 и ОЗАНА-2. ОЗАНА-1 применяется для наплавки и соединения алюминиевых деталей марок — А0–А3. ОЗАНА-2 сваривает сплавы АЛ4, АЛ9, АЛ11 и другие. Стержни держат стабильную дугу в нижнем и вертикальном положении.
ОЗА-1 с солевым покрытием рекомендуется для сплавов кремния с алюминием и чистого алюминия.
ОЗР, ОЗР-2 спец. покрытие, используются для прошивки отверстий, строжки и резки, а также для удаления дефектов сварных швов и разделки кромок и корня шва. Для резки применяется переменный или постоянный ток с обратной и прямой полярностью.
Комсомолец-100 с специальным покрытием для сварки и наплавки чистой меди, и для соединения меди со сталью. Перед работой, медные заготовки подогревают до температуры 300-7000С, зависит от толщины изделий.
Правила хранение электродов
 Рассматривая вопрос как выбрать сварочные электроды для инвертора, нельзя не затронуть правила их хранения. Электроды необходимо хранить в сухом отапливаемом месте. Покупая продукцию, смотрите на дату изготовления. Просроченный материал не обеспечит качество в работе и надежность соединений детали. Храните электроды в специальных пеналах, чтобы избежать пагубного воздействия влаги. Пенал понадобится вам и для сохранной транспортировки на место проведения работы. Если вы все же не уследили, и сырость оставила свой след, попробуйте просушить электроды или же прокалить их. В этом может помочь печка для прокаливания. В ней достигается температура до 400°С. После печи сложите электроды в пенал в горячем виде.
Рассматривая вопрос как выбрать сварочные электроды для инвертора, нельзя не затронуть правила их хранения. Электроды необходимо хранить в сухом отапливаемом месте. Покупая продукцию, смотрите на дату изготовления. Просроченный материал не обеспечит качество в работе и надежность соединений детали. Храните электроды в специальных пеналах, чтобы избежать пагубного воздействия влаги. Пенал понадобится вам и для сохранной транспортировки на место проведения работы. Если вы все же не уследили, и сырость оставила свой след, попробуйте просушить электроды или же прокалить их. В этом может помочь печка для прокаливания. В ней достигается температура до 400°С. После печи сложите электроды в пенал в горячем виде.
В следующей статье я расскажу как сварить алюминий инвертором.
Рекомендую еще почитать:
Kомментарии
www.ocenin.ru