Оборудование Сварочного Поста Для Ручной Дуговой Сварки. Устройство сварочного поста для ручной электродуговой сварки
СВАРОЧНЫЙ ПОСТ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
Сварочным постом называют специально оборудованное рабочее место для сварки. Сварочный пост состоит из сварочного аппарата -источника питания дуги электрическим током – пусковой аппаратуры, комплекта сварочных проводов, электрододержателя и самого рабочего места, на котором работает сварщик. При постоянном расположении сварочный пост называют стационарным, при переменном – передвижным.
Передвижные сварочные посты применяют при строительстве различных зданий и сооружений непосредственно на строительной площадке.
Основным оборудованием сварочного поста являются источники питания. Наиболее распространены источники питания переменного тока – сварочные трансформаторы. Обычно применяют трансформаторы типа ТД и ТДМ. Для ответственных и сложных сварочных работ посты укомплектовываются источниками постоянного тока – преобразователями ПД-502, или ПСО, а также однопостовыми выпрямителями ВД-401, ВД-501 и … др.
В условиях цеха или на крупных металлоёмких объектах может быть использован многопостовой источник питания – преобразователь ПСМ-1001, выпрямитель ВДМ-1001 и др. В этом случае пост оборудуют балластным реостатом РБ-300 или РБ-500, подсоединяемым к сварочной шине (или проводу), идущей от многопостового источника.
На рис. 82 изображена схема поста для сварки переменным током.

Рисунок 82 — Сварочный пост для ручной дуговой сварки:
1 – трансформатор; 2 – провода; 3 – рабочий стол; 4 – электрододержатель; 5 – свариваемая деталь
Переменный ток от сети по проводам подводится к сварочному трансформатору 1, который понижает напряжение подводимого от сети переменного тока с 220 или 380 В до 69…65 В, требуемого для возбуждения дуги при сварке.
Основным рабочим инструментом электросварщика является электрододержатель, служащий для удержания электрода, подвода к нему сварочного тока и манипулирования электродом в процессе сварки.
Электрододержатели должны допускать возможность захвата электрода не менее чем в двух положениях: перпендикулярно и под углом не менее 115° к оси электрододержателя. Конструкция электрододержателя должна обеспечить время на смену электрода не более 4 с. Токоведущие части электрододержателей должны быть надежно изолированы от случайного соприкосновения со свариваемым изделием или руками сварщика.
Электрододержатели должны обладать достаточной, механической прочностью. Наиболее распространенные конструкции электрододержателей показаны на рис. 83.

а

б
Рисунок 83 — Электродержатели:
а – открытого типа с зажимом; б – винтового типа.
Щитки и шлемы (маски) применяют для защиты лица сварщика от вредного действия лучей сварочной дуги и брызг расплавленного металла. Их изготовляют по ГОСТ 1361–69 из фибры черного матового цвета или специально обработанной фанеры. Щитки и шлемы должны иметь массу не более 0,6 кг. В щиток или шлем вставляют специальный светофильтр, удерживаемый рамкой размером 120× 60 мм. Нельзя пользоваться случайными цветными стеклами, так как они не могут надежно защищать глаза от лучей сварочной дуги, вызывающих хроническое заболевание глаз.
Защитные светофильтры имеют различную плотность. Наиболее темное стекло имеет марку ЭС-500 и применяется при сварке током до 500 А, среднее ЭС-300 — для сварки током до 300 А, более светлое стекло ЭС-100 — для сварки током 100 А и менее. Снаружи светофильтр защищают от брызг расплавленного металла обычным прозрачным стеклом, которое нужно 2-3 раза в месяц заменять новым.
Для зачистки швов и удаления шлака применяют проволочные щетки — ручные и с электроприводом.
Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака служат клейма, зубила и молотки.
3.9 КОНТРОЛЬ КАЧЕСТВА СВАРКИ
В процессе образования сварного соединения в металле шва и зоне термического влияния могут возникать дефекты (рис.84) т.е отклонения от установленных норм и требований, приводящие к снижению прочности, надежности, точности, а также ухудшению внешнего вида изделия.
Дефекты по расположению в сварном соединении разделяют на внешние и внутренние. К внешним дефектам относятся: неравномерная форма шва, непровар, подрез зоны сплавления, прожог, наплыв, поверхностные поры, незаваренные кратеры и трещины на поверхности шва. К внутренним дефектам относятся следующие: непровары и внутренние трещины, внутренние поры, шлаковые включения, не выходящие на поверхность, пережог металла.
Нарушение формы шва являются результатом низкой квалификации сварщика, неустойчивого режима сварки и неточного направления электрода.
Трещины могут быть в металле шва или околошовной зоне. Они подразделяются на горячие и холодные. Возникновение трещин связано с химическим составом, характером и скоростью нагрева и охлаждения металла, жесткостью конструкций. Трещины резко снижают пластические свойства и являются очагами разрушения сварных соединений.
Подрезы – это углубления на основном металле у края шва. Подрезы возникают при сварке на повышенном токе и напряжении, неправильном угле наклона электрода, несоответствии диаметра электрода. Подрезы являются концентраторами напряжений, уменьшают поперечное сечение сварочного шва.
Непровары – это местные несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков. Причинам непроваров могут быть также неправильное ведение процесса сварки, плохая подготовка кромок, малый зазор между ними, загрязнение поверхности металла, недостаточный сварочный ток; завышенная скорость сварки и др. Непровары снижают прочность соединений.
Поры и раковины образуются в результате перенасыщения расплавленного металла шва газами. Поры могут быть поверхностными, внутренними или располагаться в цепочку. Поры возникают из-за недостаточной защиты расплавленного металла от воздуха, попадания влаги в зону сварки и плохой очистки свариваемых поверхностей от масла, ржавчины, большой скорости сварки и охлаждения металла. Поры нарушают прочность, нарушают герметичность изделия.
Наплывы – результат натекания наплавленного металла шва на непрогретую поверхность основного металла или ранее выполненного валика без сплавления с ним. Наплывы образуются при неправильном режиме сварки и положении электрода. Наплывы являются концентраторами напряжений, снижают прочность соединения.
Кратеры (незаплавленные углубления) – возникают при низкой квалификации сварщика.
Прожог – сквозное отверстие в сварном шве. Основные причины прожога: большой ток при малой скорости сварки; большой зазор между кромками; малая толщина металла.
Включение шлака возникают из-за большой скорости сварки, плохой очистки свариваемых поверхностей от грязи. Шлаковые включения вызывают концентрацию напряжений, снижают прочность.


 а б в
а б в
г д е
ж з и
Рисунок 84 — Дефекты сварных швов:
а — неравномерная форма шва; б – трещины; в – подрезы; г – непровары; д – поры и раковины; е – наплывы; ж – кратеры; з – прожог; и – включения шлака
В качестве основного метода контроля сварных соединений применяют внешний осмотр. При осмотре выявляют наличие трещин, подрезов, прожогов, наплывов, кратеров, пористости, непроваров, определяют дефекты формы шва. Некоторые из указанных дефектов недопустимы и подлежат вырубке и повторной заварке.
В ряде случаев для оценки качества сварного соединения применяют методы разрушающего и неразрушающего контроля.
Разрушающие испытания проводят на образцах или на моделях, которые сваривают из того же материала и по той же технологии, что и основное изделие. Механические испытания соединений проводят на растяжение, изгиб, ударную вязкость.
Для исследования структуры и дефектов сварных швов используют методы металлографического анализа. Для анализа изготавливают микрошлифы и затем изучают на металлографических микроскопах при увеличении в 100…1500 раз. При этом обнаруживают микротрещины, перегрев или пережог металла, изучают строение и структуру металла шва и основного металла.
При неразрушающих испытаниях, проводимых обычно на самих изделиях, оценивают те или иные физические свойства, косвенно характеризующие качество, прочность или надежность соединения. Основными методами неразрушающего контроля являются: радиационные (определяют объемные внутренние и поверхностные несплошности в любых материалах), ультразвуковой (внутренние и поверхностные несплошности в любых материалах, кроме крупнозернистых), магнитный (поверхностные и подповерхностные несплошности в ферромагнитных материалах), люминисцентный и капиллярный (поверхностные несплошности в любых материалах) и на герметичность жидкостями (керосином, водой) и газами (гелием, аммиаком, сжатым воздухом).
Радиационные методы контроля являются надежными и широко распространенными методами контроля, основанными на способности рентгеновского и гамма-излучения проникать через металл. Выявление дефектов при радиационных методах основано на разном поглощении рентгеновского или гамма-излучения участками металла с дефектами и без них. Сварные соединения просвечивают специальными аппаратами. С одной стороны шва на некотором расстоянии от него помещают источник излучения, с противоположной стороны плотно прижимают кассету с чувствительной фотопленкой (рис. 85). При просвечивании лучи проходят через сварное соединение и облучают пленку. В местах, где имеются поры, шлаковые включения, непровары, крупные трещины, на пленке образуются темные пятна. Источниками рентгеновского излучения служат специальные аппараты (РУП-150-1, РУП-120-5-1 и др.). Рентгенопросвечиванием целесообразно выявлять дефекты в деталях толщиной до 60 мм. Наряду с рентгенографированием (экспозицией на пленку) применяют и рентгеноскопию. Имеющиеся дефекты в этом случае рассматривают на экране. Такой способ можно сочетать с телевизионными устройствами и контроль вести на расстоянии. При просвечивании сварных соединений гамма-излучением источником излучения служат радиоактивные изотопы: кобальт-60, тулий-170, иридий-192 и др. Ампула с радиоактивным изотопом помещается в свинцовый контейнер. Технология выполнения просвечивания подобна рентгеновскому просвечиванию. Гамма-излучение отличается от рентгеновского большей жесткостью и меньшей длиной волны, поэтому оно может проникать в металл на большую глубину. Оно позволяет просвечивать металл толщиной до 300 мм. Недостатками просвечивания гамма-излучением по сравнению с рентгеновским являются меньшая чувствительность при просвечивании тонкого металла (менее 50 мм), невозможность регулирования интенсивности излучения, большая опасность гамма-излучения при неосторожном обращении с гамма-аппаратами.

Рисунок 85 — Схема радиационного просвечивания швов:
а – рентгеновское, б – гамма-излучением; 1 – источник излучения, 2 – изделие, 3 – чувствительная пленка
Ультразвуковой контроль основан на способности ультразвуковых волн, проникать в металл на большую глубину и отражаться от находящихся в нем дефектных участков.
На рисунке 86 приведена принципиальная схема импульсного ультразвукового дефектоскопа. Генератор ультразвуковых волн 3 возбуждает, пьезопластину передающей искательной головки 1. Ультразвуковые колебания распространяются в контролируемой детали, отражаются от ее противоположной стенки ("донный сигнал") и попадают на пьезопластину приемной искательной головки 2. Эти колебания после их усиления подаются на экран 5 электронно-лучевой трубки дефектоскопа, которые свидетельствуют о наличии дефектов. На экране различают сигнал начального (зондирующего) импульса I, сигнал от дефекта II и донный сигнал III. При отсутствии дефекта в контролируемом участке детали на экране осциллографа импульс II будет отсутствовать.

Рисунок 86 — Схема ультразвукового дефектоскопа:
1 – передающая искательная головка; 2 – приемная искательная головка; 3 – усилитель; 4 – генератор УЗК; 5 – экран; 6 – развертывающее устройство
Перемещая передающую и приемную искательные головки по поверхности сварочного шва, обнаруживают дефекты и определяют их местоположение. В некоторых конструкциях ультразвуковых дефектоскопов имеется только одна совмещенная искательная головка, которая используется как для передачи, так и для приема ультразвуковых колебаний. Места прилегания искательных головок к контролируемой детали смазывается тонким слоем трансформаторного масла или вазелина для обеспечения непрерывного акустического контакта искательных головок с поверхностью контролируемого изделия.
Ультразвуковой контроль можно проводить при одностороннем доступе к сварному шву без снятия усиления и предварительной обработки поверхности шва. Ультразвуковой контроль имеет следующие преимущества: высокая чувствительность (1…2 %), позволяющая обнаруживать, измерять и определять местонахождение дефектов площадью 1…2 мм2; большая проникающая способность ультразвуковых волн, позволяющая контролировать детали большой толщины; возможность контроля сварных соединений с односторонним подходом; высокая производительность и отсутствие громоздкого оборудования. Существенным недостатком ультразвукового контроля является сложность установления вида дефекта. Этот метод применяют и как основной вид контроля, и как предварительный с последующим просвечиванием сварных соединений рентгеновским или гамма-излучением.
Люминесцентный контроль и контроль капиллярной дефектоскопией, проводят с помощью специальных жидкостей, которые наносят на контролируемую поверхность изделия. Эти жидкости, обладающие большой смачивающей способностью, проникают в мельчайшие поверхностные дефекты – трещины, поры, непровары.
Люминесцентный контроль основан на свойстве некоторых веществ светиться под действием ультрафиолетового облучения. Перед контролем поверхности шва и околошовной зоны очищают от шлака и загрязнений, на них наносят слой проникающей жидкости, которая затем удаляется, а изделие просушивается. Для обнаружения дефектов поверхность облучают ультрафиолетовым излучением – в местах дефектов следы жидкости обнаруживаются по свечению.
Контроль капиллярной дефектоскопией заключается в том, что на очищенную поверхность сварного соединения наносится смачивающая жидкость, которая под действием капиллярных сил проникает в полость дефектов. После ее удаления на поверхность шва наносится белая краска. Выступающие следы жидкости окрашивают места расположения дефектов.
Магнитные методы контроля основаны на обнаружении полей магнитного рассеяния, образующихся в местах дефектов при намагничивании контролируемых изделий. В зависимости от способа обнаружения потоков рассеяния различают следующие методы магнитного контроля: метод магнитного порошка, индукционный и магнитографический. При методе магнитного порошка на поверхность намагниченного соединения наносят магнитный порошок (окалина, железные опилки) в сухом виде (сухой способ) или суспензию магнитного порошка в жидкости (мокрый способ). Над местом расположения дефекта образуются скопления порошка. Для облегчения подвижности порошка изделие слегка обстукивают. С помощью магнитного порошка выявляют трещины, невидимые невооруженным глазом, внутренние трещины на глубине не более 15 мм, расслоение металла, а также крупные поры, раковины и шлаковые включения на глубине не более 3…5 мм. При индукционном методе дефекты обнаруживают с помощью искателя, в катушке которого под воздействием поля рассеяния индуцируется э.д.с., вызывающая оптический или звуковой сигнал на индикаторе. При магнитографическом методе поле рассеяния фиксируется на эластичной магнитной ленте, плотно прижатой к поверхности соединения. Запись воспроизводится на магнитографическом дефектоскопе. В результате сравнения контролируемого соединения с эталоном делается вывод о качестве соединения.
Сварные швы и соединения ряда изделий и сооружений должны отвечать требованиям непроницаемости (герметичности) для различных жидкостей и газов. Учитывая это, во многих сварных конструкциях (емкости, трубопроводы, химическая аппаратура и т.д.) сварные швы подвергают контролю на плотность. Этот вид контроля производится после окончания монтажа или изготовления конструкции. Дефекты, выявленные внешним осмотром, устраняются до начала испытаний.
Существуют несколько методов испытания: гидравлическое, пневматическое, аммиаком, вакуумом, керосином.
Гидравлическое испытание. При этом методе испытания в сосуде после наполнения его водой с помощью насоса или гидравлического пресса создают избыточное давление. Давление при испытании обычно берут в 1,5-—2 раза больше рабочего. Величину давления определяют по проверенному и опломбированному манометру. Испытуемый сосуд под давлением выдерживают в течение 5—10 мин. В это время швы осматривают на отсутствие течи, капель и отпотевания. Для гидравлического испытания применяют не только воду, но и авиационное масло, или дизельное топливо (при контроле плотности швов в масляных и топливных баках, трубопроводах).
Пневматическое испытание. При пневматическом испытании сжатый газ (воздух, азот, инертные газы) или пар подают в испытываемый сосуд. Сосуды небольшого объема погружают в ванну с водой, где по выходящим через не плотности в швах пузырькам газа обнаруживают дефектные места. Более крупные сварные резервуары и трубопроводы испытывают путем смазывания сварных швов пенным индикатором, который пузырится в местах неплотностей. Самым простым пенным индикатором является водный раствор мыла. Для испытания при отрицательных температурах пригодны смесь мыльного растворе с глицерином, льняное масло и др.
Испытание аммиаком. Сущность этого метода заключается в том, что испытуемые швы покрывают бумажной лентой или марлей (pис. 87), которая пропитана 5%-ным водным раствором азотнокислой ртути или фенолфталеином. В изделие нагнетается воздух до определенного давления и одновременно подают некоторое количество газа (аммиака), Проходя через поры шва, аммиак оставляет на бумаге черные (бумага пропитана раствором азотнокислой ртути) или красные (фенолфталеиновая бумага) пятна.

Рисунок 87 — Схема испытания плотности швов аммиаком
Вакуумному контролю подвергают сварные швы, которые невозможно испытать керосином, воздухом или водой, доступ к которым возможен только с одной стороны. Участок шва, проверяемым на плотность, смачивают водным раствором мыла. На шов устанавливают вакуум — камеру, представляющую собой коробку с открытым дном и прозрачной верхней крышкой из плексигласа. По контуру открытого дна вакуум — камера имеет резиновое уплотнение. Из камеры выкачивают воздух до определенного разрежения. По вспениванию мыльного раствора, которое наблюдают через крышку, обнаруживают расположение дефектов. Этот метод нашел применение при контроле стыковых швов днищ, резервуаров.
Испытание керосином. Этот метод испытания основан на явлении капиллярности, которое заключается в способности многих жидкостей, в том числе и керосина, подниматься по капиллярным трубкам (трубкам малого поперечного сечения). Такими капиллярными являются сквозные поры и трещины в металле сварного шва. Одну сторону стыкового шва покрывают водным раствором мела, после высыхания которого, другую сторону смачивают керосином. Время выдержки изделия после смачивания керосином зависит от толщины свариваемых деталей: чем больше толщина и чем ниже температура воздуха, тем больше время выдержки.
Испытания с помощью течеискателей. При этом методе испытания применяют гелиевые или галоидные течеискатели. При применении гелиевых течеискателей внутри испытуемого сосуда создают вакуум, а снаружи сварные швы обдувают смесью воздуха с гелием. При наличии не плотностей гелий проникает внутрь, сосуда, а затем поступает в течеискатель, где имеется специальная аппаратура для его обнаружения.
В случае применения галоидных течеискателей внутри испытуемого сосуда создают избыточное давление и вводят небольшое количество голоидного газа. Газ проникает через не плотности шва, отсасывается снаружи сосуда и поступает в специальную аппаратуру. По наличию галоидного газа определяют неплотность шва. Этот метод обладает высокой чувствительностью и применяется для контроля ответственных сварных изделий.
СОДЕРЖАНИЕ СВАРОЧНОЙ ПРАКТИКИ
Цель:ознакомится с оборудованием для ручной дуговой сварки и требованиями, предъявляемыми к источникам питания; ознакомится с маркировкой и назначением электродов для ручной дуговой сварки; изучить основы выбора режима и технологии ручной дуговой сварки; изучить особенности сварочного процессов, строение и дефекты сварных соединений, а также методы контроля сварных соединений.
Оборудование и оснащение рабочих мест: стол сварочный – ССН-101 СВАГА; комплект сварочных проводов; электрододержатели; сварочные маски; сварочные выпрямители – ВДМ-6303С, ВД 301У3; реостат балластный – РБ-302У2; сварочный полуавтомат – А-1230М; сварочный аппарат в среде защитных газов – УДГУ 301УХЛ4; верстаки слесарные 1- и 2-тумбовые; тумбочки инструментальные; шкафы металлические; ящики для инструментов.
| | | следующая страница ==> | |
| ТЕХНОЛОГИЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | | | Упражнения и комплексные работы сварочной практики |
Дата добавления: 2014-09-29; просмотров: 1.
Поделиться с ДРУЗЬЯМИ:refac.ru
Оборудование Сварочного Поста Для Ручной Дуговой Сварки — КиберПедия
Рабочее место сварщика – это сварочный пост (рис. 20), который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными.Сварочные посты необходимо размещать в специальных сварочных кабинах.В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе.Применяются также и многопостовые источники питания на несколько независимых постов.
Рис. 20. Сварочный пост для ручной сварки:1 – сеть электрического питания;2 – рубильник или магнитный пускатель; 3 – источник питания; 4 – сварочные провода; 5 –электрододержатель; 6 – зонд местной вытяжки воздуха
Кабина сварочного поста должна иметь размеры: 2(1,5) или 2(2) м и высоту не менее 2 м. В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений.Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода, сварочным щитком с защитными светофильтрами, различными зачистными и мерительными инструментами.Сварщики обеспечиваются средствами личной защиты, спецодеждой.Электрододержатель – приспособление для закрепления электрода и подвода к нему тока (рис. 21). Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготовляемые в соответствии с существующими стандартами: I типа – для тока до 125 А; II типа – для тока 125—315 A; III типа – для тока 315– 500 А. Эти электрододержатели выдерживают без ремонта 8 000—10 000 зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные электрододержатели.
Рис. 21. Типы электрододержателей: а – вилочный; б – 111игатовый; в – завода «Электрик»; г – с пружинящим кольцом
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов. Масса щитка не должна превышать 0,50 кг.Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров. Номер светофильтра подбирается в первую очередь в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52x102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от величины сварочного тока: 100 А – № С5; 200 А – № С6; 300 А – № С7; 400 А – № С8; 500 А – № С9 и т. д.При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов – на номер больше по сравнению со светофильтром при сварке покрытыми электродами.При сварке в среде С02 применяют следующие светофильтры: до 100 А – № С1; 100—150 А – № С2; 150—250 А – № СЗ; 250—300 А – № С4; 300—400 А – № С5 и т. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют.Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18—0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Рекомендуемые сечения сварочных проводов для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию приведены в (табл. 2).Таблица 2Площадь поперечного сечения сварочных проводов
Токоподводящий провод соединяется с изделием через специальные зажимы. В сварочном поворотном приспособлении должны быть предусмотрены специальные клеммы. Закрепление провода должно быть надежным. Самодельные удлинители токоподводящего провода в виде кусков или обрезков металла не допускаются. Некоторые виды зажимов приведены на рис 22.
Рис. 22. Токопроводящие зажимы:а – быстродействующий с пружинным зажимом; б – с винтовым зажимом; в – с винтовой струбциной
Одежда сварщика изготовляется из различных тканей, которые должны удовлетворять двум основным требованиям:наружная поверхность одежды должна быть огнестойкой и термостойкой;внутренняя (изнаночная) поверхность одежды должна быть влаго-поглощающей.Исходя из этих требований одежду для сварщиков – куртку и брюки – шьют из брезента, сукна, замши; иногда комбинируют ткани.Ассортимент тканей и самой спецодежды постоянно расширяется. Зарубежные и отечественные фирмы изготавливают универсальную спецодежду, применяемую сварщиками, автогонщиками, работниками аварийно-спасательной службы. Наиболее совершенные костюмы для сварщиков изготавливает отечественная фирма «Авто-химэкс». Куртка и брюки изготовлены из двухлицевой ткани, у которой внешняя сторона – из нити типа кевлар, а внутренняя – из хлопчатобумажной пряжи. Ткань обладает повышенной прочностью, малым удлинением, что обеспечивает сохранение формы костюма (куртка, полукомбинезон или комбинезон). Температура, при которой рабочий чувствует себя комфортно длительное время, составляет 200—250 °С.Все сварщики должны пользоваться защитными рукавицами. При выполнении сварочных работ внутри котлов, емкостей, резервуаров и т. д. сварщики должны обеспечиваться резиновыми ковриками, ботами, галошами, особыми наколенниками и подлокотниками, деревянными подложками и др.При выполнении сварочных работ сварщик пользуется традиционным инструментом: металлической щеткой для зачистки кромок перед сваркой и удаления остатков шлака после сварки; молотком-шлакоотделителем для удаления шлаковой корки; зубилом, шаблонами для проверки размеров швов, личным клеймом, рулеткой металлической, угольником, чертилкой и т. д. (рис. 23).
Рис. 23. Инструмент для зачистки сварного шва и свариваемых кромок: а – металлическая щетка; б – молоток-шлакоотделитель
Контрольные вопросы:1. Что называется сварочным постом, где могут быть оборудованы сварочные посты в зависимости от условий работы?2. Какие источники питания применяются для оснащения сварочного поста?3. Что вы знаете об устройстве кабины для сварочного поста и ее оснащении?4. Что представляет собой электрододержатель?5. Расскажите о назначении сварочных щитков и применяемых светофильтров.6. Какие кабели и сварочные провода применяются при оснащении сварочных постов?7. Для чего применяются токоподводящие зажимы?8. Какие основные требования предъявляются к одежде сварщика?9. Какими инструментами пользуется сварщик при выполнении сварочных работ?
Основные Требования Безопасности Труда При Ручной Дуговой Сварке
При выполнении сварочных работ существуют опасности для здоровья рабочего:поражение электрическим током;поражение глаз и открытых поверхностей кожи лучами дуги; отравление вредными газами и пылью;ожоги от разбрызгивания электродного расплавленного металла и шлака;ушибы и порезы в процессе подготовки изделий под сварку и во время сварки.Поэтому, прежде чем приступить к сварочным работам, необходимо изучить на рабочем месте инструкцию по безопасным приемам обращения со сварочным оборудованием и расписаться в регистрационном журнале.После этого необходимо ознакомиться с порядком включения и выключения питающей сети высокого напряжения, убедиться в наличии актов обязательной ежегодной проверки заземления и сопротивления изоляции коммутационных проводов и электрододержателей.Во время сварки необходимо работать только в спецодежде. Куртка должна быть надета поверх брюк и застегнута, брюки должны закрывать обувь.Запрещается пользоваться неисправными сварочными щитками, разбитыми защитными светофильтрами. Нельзя производить сварочные работы при отключенной или неисправной системе вентиляции.После окончания работы электрододержатель должен находиться в таком положении, при котором исключался бы его контакт с токоведущими частями сварочного поста. Сварочное оборудование в процессе эксплуатации требует внимательного ухода и обслуживания. Сварщику необходимо принимать следующие меры:перед включением источника питания очистить его от пыли, грязи, случайно попавших огарков электродов или кусков сварочной проволоки;проверить надежность изоляции сварочных проводов и их соединения, при необходимости подтянуть крепление, изолировать место повреждения сварочного кабеля;убедиться в наличии заземления.Эти меры гарантируют длительную, надежную и безопасную работу источника питания.При включении источника питания могут быть обнаружены его дефекты или неисправности. В этом случае необходимо отключить источник питания и сообщить об этом мастеру, наладчику или электромонтеру для устранения неисправностей источника питания.Контрольные вопросы:1. Расскажите об обязанностях обучающихся перед проведением сварочных работ.2. Каковы правила пользования спецодеждой и сварочными щитками? Расскажите об обязанностях сварщиков по обслуживанию сварочного оборудования.
cyberpedia.su
Оборудование сварочного поста для ручной дуговой сварки
Сварочным постом называется рабочее место сварщика, укомплектованное оборудованием для выполнения сварочных работ - источником питания, сварочными проводами, электрододержателем, защитным щитком, приспособлениями для сборки и сварки, вспомогательными инструментами.
Сварочные посты могут быть стационарными и передвижными.
Стационарные посты располагаются в цехе, преимущественно в отдельных сварочных кабинетах, в которых сваривают изделия небольших размеров. Стенки кабин могут быть изготовлены из тонкого металла, фанеры, брезента. Фанера и брезент должны быть пропитаны огнестойким составом, например раствором алюмокалиевых квасцов. Каркас кабины изготовляют из стальной трубы или уголка. Пол в кабине должен быть выложен из огнестойкого материала (кирпича, бетона, цемента). Стены окрашивают в светло-серый цвет красками, хорошо поглощающими ультрафиолетовые лучи. Освещенность кабины должна быть не менее 80 лк. Кабину оборудуют местной вентиляцией с воздухообменом 40 м³/ч на каждого рабочего. Детали сваривают на рабочем столе высотой 0,5-0,7 м. В ряде случаев на столе устанавливают различные приспособления для сборки и сварки изделий. Если выполняются однотипные работы, то стол заменяют манипулятором или другим приспособлением, на котором изделия собираются и свариваются в удобном для сварщика положении. В зависимости от свариваемых материалов и применяемых электродов для ручной дуговой сварки применяют источники переменного или постоянного тока с крутопадающей характеристикой. В кабине устанавливают рубильник или магнитный пускатель для включения источника сварочного тока. Передвижные сварочные посты, как правило, применяют при монтаже крупногабаритных изделий (трубопроводов, металлоконструкций, сосудов) и ремонтных работах. При этом часто используют переносные источники питания. Для защиты рабочих от излучения дуги служат щиты. Чтобы предохранить сварочный пост от дождя и снега, используют навесы, а на монтаже - передвижные машинные залы.
Оборудование сварщика. Для нормальной работы сварщик должен быть обеспечен следующим оборудованием. Защитные щитки и маски. Для предохранения глаз и кожи лица сварщика от вредного влияния излучения электрической дуги и брызг расплавленного металла используют щитки и маски, которые изготовляют из легкого токонепроводящего материала (фибры, спецфанеры). Светофильтры. Для защиты от вредных излучений применяют светофильтры типа С темно-зеленого цвета. Зеленый цвет светофильтров благоприятно действует на органы зрения, не утомляет их и улучшает общее самочувствие сварщиков. Существуют 13 классов светофильтров типа С для сварки на токах 13-900 А, что позволяет точнее подобрать необходимую оптическую плотность светофильтра в зависимости от сварочного тока и вида сварки и обеспечить оптимальный яростный контраст, снизить напряжение и утомление глаз сварщика. Размеры светофильтров – 520102 мм. Светофильтр вставляют в рамку щитка. Щитки комплектуются стеклом для защиты светофильтра от брызг металла и защитным оргстеклом, которое необходимо 2-3 раза в месяц заменять новым. Сварка покрытыми электродами при токе 100 А выполняется со светофильтром С5, 200 А-С6, 300 А-С7, 400 А-С8, 500-600 А - С9 и т.д. При сварке плавящимся электродом тяжелых металлов в инертном газе пользуются светофильтром на номер меньше, а легких металлов – на номер больше по сравнению со светофильтром для сварки покрытыми электродами. Сварка в СО2 на токах 50-100 А выполняется со светофильтром С1, 100-150 А-С2, 150-250 А-С3, 250-300 А-С4, 300-400 А-С5 и т.д.
Инструмент сварщика. Электрододержатели. Основным рабочим инструментом сварщика при ручной дуговой сварке является электрододержатель, который предназначен для закрепления электрода и подвода к нему сварочного тока. Используются пассатижные (ЭП и ЭД), рычажные (ЭР), защелочные (ЭДС и ЭУ), винтовые (ЭВ) и другие электрододержатели. Сварочные кабели. Для подвода тока к электрододержателю и изделию от источника питания применяют гибкие кабели марок РГД, РГДО и РГДВ. Длина гибкого кабеля, к которому подсоединен электрододержатель, обычно равна 2-3 м, остальная его часть может заменяться кабелями марок КРПГН, КРПНТ и КРПСН. Применять кабель длиной более 30-40 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи, что отрицательно сказывается на качестве сварки. Кабель, соединяющий свариваемое изделие с источником питания, может быть более жестким и менее дорогостоящим, например ПРН. Сечение сварочных кабелей выбирают в зависимости от тока дуги и допустимых нагрузок. Например, площадь сечения одножильного кабеля для сварочного тока 200 А берут 40 мм², 300 А-70 мм², 400 А-120 мм². Для разъемного соединения сварочных кабелей применяют соединительные муфты МС-2, МСБ-2, М-315, М-500. Неразъемно кабели соединяют с помощью специального соединителя ССП-2, который состоит из токоподвода, покрытого изоляционным материалом, и винтов, зажимающих сварочный кабель. К источнику питания сварочные кабели подключают медными кабельными наконечниками или присоединительной муфтой МС-3. Обратный кабель к заземляемому изделию присоединяется клеммами заземления КЗ-2. Комплекты. Промышленностью выпускаются три вида комплекта для электросварщика: КИ-125, КИ-315, Ки-500. В каждый комплект входят: муфта соединительная М-315 или М-500, электрододержатель типа ЭД со сварочным кабелем, запасные части к электрододержателю, стекла и светофильтры для щитка или маски сварщика, зажимы контактные, шлакоотделитель, металлическая щетка. Кроме того, для сварщиков изготовляются наборы инструментов ЭНИ-300 и ЭНИ-300/1. В каждом таком наборе имеются: электрододержатель с запасными частями, соединительная муфта, клемма заземления, щетка-зубило, отвертка с диэлектрической ручкой, две диэлектрические ручки, плоскогубцы комбинированные, ключ гаечный разводной, клеймо сварщика, молоток, два защитных светофильтра, стекло покровное для щитка или маски сварщика, отрезок кабеля марки РГД длиной 3 м. Набор размещается в металлическом ящике размером 415х290х80мм.
Дополнительный инструмент сварщика. На рабочем месте сварщик должен иметь: стальную щетку для зачистки кромок изделия перед сваркой и удаления с поверхности швов остатков шлака, молоток-шлакоотделитель для удаления шлаковой корки и брызг металла, зубило, набор шаблонов для контроля размеров швов, личное клеймо, метр, отвес, стальную линейку и угольник. Для зачистки шва и околошовной зоны используют шлифовальную машинку (КПМ-37) с набором абразивных кругов и металлических щеток. Инструменты и электроды хранятся в специальных ящиках, сумках или пеналах. Для сушки электродов служат специальные пеналы, подключаемые к сварочному источнику тока.
Электрическая сварка плавлением. Дуговая сварка. Сварочной дугой называется устойчивый электрический разряд в сильно ионизированной газовой среде или среде паров между двумя электродами или электродом и деталью, использующимися при сварке. Сварочная дуга характеризуется большой плотностью тока и высокой температурой.Для поддержания такого разряда нужной продолжительности необходимо иметь в промежутке между электродами электрически заряженные частицы - электроны, а также положительные и отрицательные ионы. Процесс образования ионов и электронов называется ионизацией, а газ, содержащий электроны и ионы,- ионизированным. Ионизация дугового промежутка происходит во время зажигания дуги и непрерывно поддерживается в процессе ее горения. Ионизированный газ концентрируется в объеме около 1 см³. Но и в этом небольшом пространстве различают три области. Две из них – катодная и анодная – пограничные между электродами и ионизированным газом. В этих областях наблюдается значительное падение напряжения, вызванное образованием около электродов пространственных зарядов (скоплением заряженных частиц). На поверхности анода и катода образуются электродные пятна, через которые проходит сварочный ток. Электродные пятна выделяются яркостью свечения. Третью областью, расположенную между катодной и анодной областями, называют столбом дуги. Для питания дуги переменным током применяют сварочные трансформаторы, при постоянном токе-сварочные генераторы или сварочные выпрямители.
Дуговая сварка классифицируется по следующим признакам:
- виду электрода (плавящийся и неплавящийся)- по виду дуги (свободная или сжатая)- по характеру воздействия дуги на основной металл (прямого или косвенного действия, трехфазной дугой).
Дуговая сварка покрытыми электродами. Плавящиеся электроды подразделяются на штучные, проволочные и ленточные. Они применяются как сплошного сечения, так и порошковые. Неплавящиеся электроды подразделяются на вольфрамовые, угольные и графитовые. Дуговую сварку производят постоянным током прямой и обратной полярности, переменным током как промышленной, так и повышенной частоты и пульсирующим током. При этом сварка может быть выполнена как одно-, двух– и многодуговая (с раздельным питанием каждой дуги), так и одно-, двух– и многоэлектродная (с общим подводом сварочного тока). Ручная дуговая сварка может производиться неплавящимся и плавящимся электродами. Первый способ осуществляют следующим образом. Свариваемые кромки изделия приводят в соприкосновение. Между неплавящимся (угольным, графитовым) электродом и изделием возбуждают дугу. Кромки изделия и вводимый в зону дуги присадочный материал нагреваются до плавления; образуется ванночка расплавленного металла. После затвердения металл ванночки образует сварной шов. Этот способ используется при сварке цветных металлов и их сплавов, а также при наплавке твердых сплавов. Второй способ, выполняемый плавящимся электродом, является основным при ручной дуговой сварке. Электрическая дуга возбуждается между металлическим электродом и свариваемыми кромками изделия. Теплота дуги расплавляет электрод и кромки изделия. Получается общая ванна расплавленного металла, которая, охлаждаясь, образует сварной шов. Существенным недостатком данной сварки является малая производительность процесса и зависимость качества сварки от квалификации сварщика.
Дуговая сварка под флюсом. Горение электрической дуги происходит между плавящимся электродом и деталью под слоем сварочного флюса, полностью закрывающего дугу и сварочную ванну от взаимодействия с воздухом. Выполнение автоматической и полуавтоматической сварки под флюсом путем механизации осуществляется путем основных движений, выполняемых сварщиком при ручной сварке, - подачи электрода вдоль ее оси в зону дуги и перемещения его вдоль свариваемых кромок изделия. При проведении полуавтоматической сварки механизирована подача электрода в зону дуги, а перемещение электрода вдоль свариваемых кромок сварщик производит вручную. При автоматической сварке механизированы все операции, необходимые для процесса сварки. Жидкий металл сварочной ванны защищают от воздействия кислорода и азота воздуха расплавленным шлаком, образованным от плавления флюса, подаваемого в зону дуги. После затвердевания металла сварочной ванны образуется сварочный шов. Недостатком процесса сварки является трудность сварки деталей небольших толщин, выполнения коротких швов и швов в основных положениях, отличных от нижних.
Дуговая сварка в защитных газах. Горение электрической дуги происходит в среде специально подаваемых в зону сварки защитных газов. Дуговая сварка в защитном газе выполняется неплавящимся (вольфрамовым) или плавящимся электродом. В первом случае сварной шов формируется за счет металла расплавляемых кромок изделия. Во втором случае в зону дуги подается присадочный металл. Тогда подаваемая в зону дуги электродная проволока расплавляется и участвует в образовании сварного шва. Защиту расплавленного металла от окисления и азотирования осуществляют струей защитного газа, оттесняющего атмосферный воздух из зоны дуги. Сварка выполняется ручным, механизированным или автоматическим способом. Сварка в защитных газах отличается широким разнообразием и применяется для широкого круга металлов и сплавов.
Электрошлаковая сварка. Электрошлаковая сварка является бездуговым процессом. Данная сварка осуществляется путем сплавления металла свариваемых кромок изделия и электрода теплотой, выделяемой током при прохождении через расплавленный шлак. Шлак защищает расплавленный металл от воздействия воздуха. Формирование сварного шва осуществляется с помощью движущихся вдоль кромок медных ползунов с водяным охлаждением. Выполнение сварки происходит чаще всего при вертикальном положении свариваемых деталей с зазором между ними. Для формирования шва по обе стороны зазора устанавливают медные ползуны-кристаллизаторы, охлаждаемые водой. Электрошлаковую сварку применяют для соединения деталей больших толщин (20-1000 мм и более).
Специальные виды сварки. Электронно-лучевая сварка. Электронно-лучевая сварка производится путем использования кинетической энергии концентрированного потока электронов, движущихся с большой скоростью в вакууме. Высокий вакуум, образуемый в сварочной камере, позволяет значительно снизить потери кинетической энергии электронов и обеспечивает химическую и тепловую защиту катода и свариваемого изделия. При этом раскаленный вольфрамовый катод, размещенный в фокусирующей головке, излучает поток электронов. Под действием высокого напряжения (30-100 кВ) межу катодом и ускоряющим электродом (анодом) поток электронов приобретает значительную кинетическую энергию. После этого при помощи магнитной линзы поток электронов фокусируется в узкий луч, который с помощью магнитной отклоняющей системы направляется точно на свариваемые кромки изделия.Питание установки осуществляется высоковольтным источником постоянного тока.
Плазменная сварка. Плазменной сваркой называют сварку плавлением, при которой нагрев производится сжатой дугой. Основана данная сварка на использовании струи ионизированного газа – плазмы, содержащей электрически заряженные частицы и способной проводить ток. Различают плазменную струю прямого и косвенного действий. Плазмообразующий газ (аргон, азот, водород), подаваемый в сопло плазмотрона, сжимает столб дуги, горящей между вольфрамовым электродом и свариваемым изделием. При этом происходит значительное повышение температуры столба дуги и ионизации плазмообразующего газа. Струей нагретого до 10 000-20 000 К ионизированного газа – плазмы – сваривают самые различные тугоплавкие сплавы, металлы и неметаллические материалы, в том числе и неэлектропроводные. Энергия дуговой плазменной струи зависит от сварочного тока, напряжения, расхода газа, скорости сварки и других параметров. Источники питания дуги должны иметь рабочее напряжение более 120 В. Плазмообразующий газ служит также для защиты расплавленного металла от атмосферного воздуха. Иногда для защиты расплавленного металла подают отдельную струю более дешевого газа, который, имея более низкую температуру, одновременно охлаждает сопло плазмотрона. В некоторых типах плазмотронов применяют водяное охлаждение.
Лазерная сварка. Лазерная сварка основана на том, что при большом усилении световой луч способен плавить металл. Для получения такого луча применяют устройства, называемые лазерами. Схема действия рубинового лазера такова. Искусственный рубиновый кристалл расположен в кварцевой трубке, которая представляет собой спиральную газоразрядную лампу, наполненную газом ксеноном. При замыкании выключателя происходит разряд высоковольтного конденсатора и в кварцевой лампе появляется вспышка света, в результате чего рубиновый кристалл испускает импульс мощного светового луча. Импульсы светового луча фокусируются и направляются в зону сварки. Сварка ведется как бы отдельными точками, перекрывающими друг друга.
ck-garant.ru
Оборудование сварочного поста для ручной дуговой сварки — МегаЛекции
Рабочее место сварщика – это сварочный пост (рис. 20), который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными.
Сварочные посты необходимо размещать в специальных сварочных кабинах.
В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе.
Применяются также и многопостовые источники питания на несколько независимых постов.
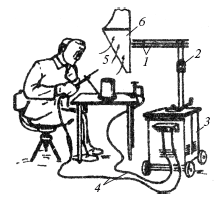
Рис. 20. Сварочный пост для ручной сварки:
1 – сеть электрического питания;
2 – рубильник или магнитный пускатель; 3 – источник питания; 4 – сварочные провода; 5 – электрододержатель; 6 – зонд местной вытяжки воздуха
Кабина сварочного поста должна иметь размеры: 2(1,5) или 2(2) м и высоту не менее 2 м. В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений.
Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода, сварочным щитком с защитными светофильтрами, различными зачистными и мерительными инструментами.
Сварщики обеспечиваются средствами личной защиты, спецодеждой.
Электрододержатель – приспособление для закрепления электрода и подвода к нему тока (рис. 21). Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготовляемые в соответствии с существующими стандартами: I типа – для тока до 125 А; II типа – для тока 125—315 A; III типа – для тока 315– 500 А. Эти электрододержатели выдерживают без ремонта 8 000—10 000 зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные электрододержатели.
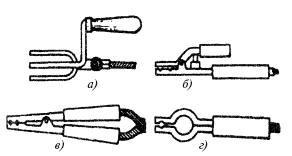
Рис. 21. Типы электрододержателей: а – вилочный; б – 111игатовый; в – завода «Электрик»; г – с пружинящим кольцом
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов. Масса щитка не должна превышать 0,50 кг.
Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров. Номер светофильтра подбирается в первую очередь в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52x102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от величины сварочного тока: 100 А – № С5; 200 А – № С6; 300 А – № С7; 400 А – № С8; 500 А – № С9 и т. д.
При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов – на номер больше по сравнению со светофильтром при сварке покрытыми электродами.
При сварке в среде С02 применяют следующие светофильтры: до 100 А – № С1; 100—150 А – № С2; 150—250 А – № СЗ; 250—300 А – № С4; 300—400 А – № С5 и т. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют.
Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18—0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Рекомендуемые сечения сварочных проводов для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию приведены в (табл. 2).
Таблица 2
megalektsii.ru
СВАРОЧНЫЙ ПОСТ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ — КиберПедия
Сварочным постом называют специально оборудованное рабочее место для сварки. Сварочный пост состоит из сварочного аппарата -источника питания дуги электрическим током – пусковой аппаратуры, комплекта сварочных проводов, электрододержателя и самого рабочего места, на котором работает сварщик. При постоянном расположении сварочный пост называют стационарным, при переменном – передвижным.
Передвижные сварочные посты применяют при строительстве различных зданий и сооружений непосредственно на строительной площадке.
Основным оборудованием сварочного поста являются источники питания. Наиболее распространены источники питания переменного тока – сварочные трансформаторы. Обычно применяют трансформаторы типа ТД и ТДМ. Для ответственных и сложных сварочных работ посты укомплектовываются источниками постоянного тока – преобразователями ПД-502, или ПСО, а также однопостовыми выпрямителями ВД-401, ВД-501 и др.
В условиях цеха или на крупных металлоёмких объектах может быть использован многопостовой источник питания – преобразователь ПСМ-1001, выпрямитель ВДМ-1001 и др. В этом случае пост оборудуют балластным реостатом РБ-300 или РБ-500, подсоединяемым к сварочной шине (или проводу), идущей от многопостового источника.
На рис. 82 изображена схема поста для сварки переменным током.
Рисунок 82 - Сварочный пост для ручной дуговой сварки:
1 – трансформатор; 2 – провода; 3 – рабочий стол; 4 – электрододержатель; 5 – свариваемая деталь
Переменный ток от сети по проводам подводится к сварочному трансформатору 1, который понижает напряжение подводимого от сети переменного тока с 220 или 380 В до 69…65 В, требуемого для возбуждения дуги при сварке.
Основным рабочим инструментом электросварщика является электрододержатель, служащий для удержания электрода, подвода к нему сварочного тока и манипулирования электродом в процессе сварки.
Электрододержатели должны допускать возможность захвата электрода не менее чем в двух положениях: перпендикулярно и под углом не менее 115° к оси электрододержателя. Конструкция электрододержателя должна обеспечить время на смену электрода не более 4 с. Токоведущие части электрододержателей должны быть надежно изолированы от случайного соприкосновения со свариваемым изделием или руками сварщика.
Электрододержатели должны обладать достаточной, механической прочностью. Наиболее распространенные конструкции электрододержателей показаны на рис. 83.
а
б
Рисунок 83 - Электродержатели:
а – открытого типа с зажимом; б – винтового типа.
Щитки и шлемы (маски) применяют для защиты лица сварщика от вредного действия лучей сварочной дуги и брызг расплавленного металла. Их изготовляют по ГОСТ 1361–69 из фибры черного матового цвета или специально обработанной фанеры. Щитки и шлемы должны иметь массу не более 0,6 кг. В щиток или шлем вставляют специальный светофильтр, удерживаемый рамкой размером 120× 60 мм. Нельзя пользоваться случайными цветными стеклами, так как они не могут надежно защищать глаза от лучей сварочной дуги, вызывающих хроническое заболевание глаз.
Защитные светофильтры имеют различную плотность. Наиболее темное стекло имеет марку ЭС-500 и применяется при сварке током до 500 А, среднее ЭС-300 - для сварки током до 300 А, более светлое стекло ЭС-100 - для сварки током 100 А и менее. Снаружи светофильтр защищают от брызг расплавленного металла обычным прозрачным стеклом, которое нужно 2-3 раза в месяц заменять новым.
Для зачистки швов и удаления шлака применяют проволочные щетки - ручные и с электроприводом.
Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака служат клейма, зубила и молотки.
3.9 КОНТРОЛЬ КАЧЕСТВА СВАРКИ
В процессе образования сварного соединения в металле шва и зоне термического влияния могут возникать дефекты (рис.84) т.е отклонения от установленных норм и требований, приводящие к снижению прочности, надежности, точности, а также ухудшению внешнего вида изделия.
Дефекты по расположению в сварном соединении разделяют на внешние и внутренние. К внешним дефектам относятся: неравномерная форма шва, непровар, подрез зоны сплавления, прожог, наплыв, поверхностные поры, незаваренные кратеры и трещины на поверхности шва. К внутренним дефектам относятся следующие: непровары и внутренние трещины, внутренние поры, шлаковые включения, не выходящие на поверхность, пережог металла.
Нарушение формы шва являются результатом низкой квалификации сварщика, неустойчивого режима сварки и неточного направления электрода.
Трещины могут быть в металле шва или околошовной зоне. Они подразделяются на горячие и холодные. Возникновение трещин связано с химическим составом, характером и скоростью нагрева и охлаждения металла, жесткостью конструкций. Трещины резко снижают пластические свойства и являются очагами разрушения сварных соединений.
Подрезы – это углубления на основном металле у края шва. Подрезы возникают при сварке на повышенном токе и напряжении, неправильном угле наклона электрода, несоответствии диаметра электрода. Подрезы являются концентраторами напряжений, уменьшают поперечное сечение сварочного шва.
Непровары – это местные несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков. Причинам непроваров могут быть также неправильное ведение процесса сварки, плохая подготовка кромок, малый зазор между ними, загрязнение поверхности металла, недостаточный сварочный ток; завышенная скорость сварки и др. Непровары снижают прочность соединений.
Поры и раковины образуются в результате перенасыщения расплавленного металла шва газами. Поры могут быть поверхностными, внутренними или располагаться в цепочку. Поры возникают из-за недостаточной защиты расплавленного металла от воздуха, попадания влаги в зону сварки и плохой очистки свариваемых поверхностей от масла, ржавчины, большой скорости сварки и охлаждения металла. Поры нарушают прочность, нарушают герметичность изделия.
Наплывы – результат натекания наплавленного металла шва на непрогретую поверхность основного металла или ранее выполненного валика без сплавления с ним. Наплывы образуются при неправильном режиме сварки и положении электрода. Наплывы являются концентраторами напряжений, снижают прочность соединения.
Кратеры (незаплавленные углубления) – возникают при низкой квалификации сварщика.
Прожог – сквозное отверстие в сварном шве. Основные причины прожога: большой ток при малой скорости сварки; большой зазор между кромками; малая толщина металла.
Включение шлака возникают из-за большой скорости сварки, плохой очистки свариваемых поверхностей от грязи. Шлаковые включения вызывают концентрацию напряжений, снижают прочность.
а б в
г д е
ж з и
Рисунок 84 - Дефекты сварных швов:
а - неравномерная форма шва; б – трещины; в – подрезы; г – непровары; д – поры и раковины; е – наплывы; ж – кратеры; з – прожог; и – включения шлака
В качестве основного метода контроля сварных соединений применяют внешний осмотр. При осмотре выявляют наличие трещин, подрезов, прожогов, наплывов, кратеров, пористости, непроваров, определяют дефекты формы шва. Некоторые из указанных дефектов недопустимы и подлежат вырубке и повторной заварке.
В ряде случаев для оценки качества сварного соединения применяют методы разрушающего и неразрушающего контроля.
Разрушающие испытания проводят на образцах или на моделях, которые сваривают из того же материала и по той же технологии, что и основное изделие. Механические испытания соединений проводят на растяжение, изгиб, ударную вязкость.
Для исследования структуры и дефектов сварных швов используют методы металлографического анализа. Для анализа изготавливают микрошлифы и затем изучают на металлографических микроскопах при увеличении в 100...1500 раз. При этом обнаруживают микротрещины, перегрев или пережог металла, изучают строение и структуру металла шва и основного металла.
При неразрушающих испытаниях, проводимых обычно на самих изделиях, оценивают те или иные физические свойства, косвенно характеризующие качество, прочность или надежность соединения. Основными методами неразрушающего контроля являются: радиационные (определяют объемные внутренние и поверхностные несплошности в любых материалах), ультразвуковой (внутренние и поверхностные несплошности в любых материалах, кроме крупнозернистых), магнитный (поверхностные и подповерхностные несплошности в ферромагнитных материалах), люминисцентный и капиллярный (поверхностные несплошности в любых материалах) и на герметичность жидкостями (керосином, водой) и газами (гелием, аммиаком, сжатым воздухом).
Радиационные методы контроля являются надежными и широко распространенными методами контроля, основанными на способности рентгеновского и гамма-излучения проникать через металл. Выявление дефектов при радиационных методах основано на разном поглощении рентгеновского или гамма-излучения участками металла с дефектами и без них. Сварные соединения просвечивают специальными аппаратами. С одной стороны шва на некотором расстоянии от него помещают источник излучения, с противоположной стороны плотно прижимают кассету с чувствительной фотопленкой (рис. 85). При просвечивании лучи проходят через сварное соединение и облучают пленку. В местах, где имеются поры, шлаковые включения, непровары, крупные трещины, на пленке образуются темные пятна. Источниками рентгеновского излучения служат специальные аппараты (РУП-150-1, РУП-120-5-1 и др.). Рентгенопросвечиванием целесообразно выявлять дефекты в деталях толщиной до 60 мм. Наряду с рентгенографированием (экспозицией на пленку) применяют и рентгеноскопию. Имеющиеся дефекты в этом случае рассматривают на экране. Такой способ можно сочетать с телевизионными устройствами и контроль вести на расстоянии. При просвечивании сварных соединений гамма-излучением источником излучения служат радиоактивные изотопы: кобальт-60, тулий-170, иридий-192 и др. Ампула с радиоактивным изотопом помещается в свинцовый контейнер. Технология выполнения просвечивания подобна рентгеновскому просвечиванию. Гамма-излучение отличается от рентгеновского большей жесткостью и меньшей длиной волны, поэтому оно может проникать в металл на большую глубину. Оно позволяет просвечивать металл толщиной до 300 мм. Недостатками просвечивания гамма-излучением по сравнению с рентгеновским являются меньшая чувствительность при просвечивании тонкого металла (менее 50 мм), невозможность регулирования интенсивности излучения, большая опасность гамма-излучения при неосторожном обращении с гамма-аппаратами.
Рисунок 85 - Схема радиационного просвечивания швов:
а – рентгеновское, б – гамма-излучением; 1 – источник излучения, 2 – изделие, 3 – чувствительная пленка
Ультразвуковой контроль основан на способности ультразвуковых волн, проникать в металл на большую глубину и отражаться от находящихся в нем дефектных участков.
На рисунке 86 приведена принципиальная схема импульсного ультразвукового дефектоскопа. Генератор ультразвуковых волн 3 возбуждает, пьезопластину передающей искательной головки 1. Ультразвуковые колебания распространяются в контролируемой детали, отражаются от ее противоположной стенки ("донный сигнал") и попадают на пьезопластину приемной искательной головки 2. Эти колебания после их усиления подаются на экран 5 электронно-лучевой трубки дефектоскопа, которые свидетельствуют о наличии дефектов. На экране различают сигнал начального (зондирующего) импульса I, сигнал от дефекта II и донный сигнал III. При отсутствии дефекта в контролируемом участке детали на экране осциллографа импульс II будет отсутствовать.
Рисунок 86 - Схема ультразвукового дефектоскопа:
1 – передающая искательная головка; 2 – приемная искательная головка; 3 – усилитель; 4 – генератор УЗК; 5 – экран; 6 – развертывающее устройство
Перемещая передающую и приемную искательные головки по поверхности сварочного шва, обнаруживают дефекты и определяют их местоположение. В некоторых конструкциях ультразвуковых дефектоскопов имеется только одна совмещенная искательная головка, которая используется как для передачи, так и для приема ультразвуковых колебаний. Места прилегания искательных головок к контролируемой детали смазывается тонким слоем трансформаторного масла или вазелина для обеспечения непрерывного акустического контакта искательных головок с поверхностью контролируемого изделия.
Ультразвуковой контроль можно проводить при одностороннем доступе к сварному шву без снятия усиления и предварительной обработки поверхности шва. Ультразвуковой контроль имеет следующие преимущества: высокая чувствительность (1…2 %), позволяющая обнаруживать, измерять и определять местонахождение дефектов площадью 1…2 мм2; большая проникающая способность ультразвуковых волн, позволяющая контролировать детали большой толщины; возможность контроля сварных соединений с односторонним подходом; высокая производительность и отсутствие громоздкого оборудования. Существенным недостатком ультразвукового контроля является сложность установления вида дефекта. Этот метод применяют и как основной вид контроля, и как предварительный с последующим просвечиванием сварных соединений рентгеновским или гамма-излучением.
Люминесцентный контроль и контроль капиллярной дефектоскопией, проводят с помощью специальных жидкостей, которые наносят на контролируемую поверхность изделия. Эти жидкости, обладающие большой смачивающей способностью, проникают в мельчайшие поверхностные дефекты – трещины, поры, непровары.
Люминесцентный контроль основан на свойстве некоторых веществ светиться под действием ультрафиолетового облучения. Перед контролем поверхности шва и околошовной зоны очищают от шлака и загрязнений, на них наносят слой проникающей жидкости, которая затем удаляется, а изделие просушивается. Для обнаружения дефектов поверхность облучают ультрафиолетовым излучением – в местах дефектов следы жидкости обнаруживаются по свечению.
Контроль капиллярной дефектоскопией заключается в том, что на очищенную поверхность сварного соединения наносится смачивающая жидкость, которая под действием капиллярных сил проникает в полость дефектов. После ее удаления на поверхность шва наносится белая краска. Выступающие следы жидкости окрашивают места расположения дефектов.
Магнитные методы контроля основаны на обнаружении полей магнитного рассеяния, образующихся в местах дефектов при намагничивании контролируемых изделий. В зависимости от способа обнаружения потоков рассеяния различают следующие методы магнитного контроля: метод магнитного порошка, индукционный и магнитографический. При методе магнитного порошка на поверхность намагниченного соединения наносят магнитный порошок (окалина, железные опилки) в сухом виде (сухой способ) или суспензию магнитного порошка в жидкости (мокрый способ). Над местом расположения дефекта образуются скопления порошка. Для облегчения подвижности порошка изделие слегка обстукивают. С помощью магнитного порошка выявляют трещины, невидимые невооруженным глазом, внутренние трещины на глубине не более 15 мм, расслоение металла, а также крупные поры, раковины и шлаковые включения на глубине не более 3…5 мм. При индукционном методе дефекты обнаруживают с помощью искателя, в катушке которого под воздействием поля рассеяния индуцируется э.д.с., вызывающая оптический или звуковой сигнал на индикаторе. При магнитографическом методе поле рассеяния фиксируется на эластичной магнитной ленте, плотно прижатой к поверхности соединения. Запись воспроизводится на магнитографическом дефектоскопе. В результате сравнения контролируемого соединения с эталоном делается вывод о качестве соединения.
Сварные швы и соединения ряда изделий и сооружений должны отвечать требованиям непроницаемости (герметичности) для различных жидкостей и газов. Учитывая это, во многих сварных конструкциях (емкости, трубопроводы, химическая аппаратура и т.д.) сварные швы подвергают контролю на плотность. Этот вид контроля производится после окончания монтажа или изготовления конструкции. Дефекты, выявленные внешним осмотром, устраняются до начала испытаний.
Существуют несколько методов испытания: гидравлическое, пневматическое, аммиаком, вакуумом, керосином.
Гидравлическое испытание. При этом методе испытания в сосуде после наполнения его водой с помощью насоса или гидравлического пресса создают избыточное давление. Давление при испытании обычно берут в 1,5-—2 раза больше рабочего. Величину давления определяют по проверенному и опломбированному манометру. Испытуемый сосуд под давлением выдерживают в течение 5—10 мин. В это время швы осматривают на отсутствие течи, капель и отпотевания. Для гидравлического испытания применяют не только воду, но и авиационное масло, или дизельное топливо (при контроле плотности швов в масляных и топливных баках, трубопроводах).
Пневматическое испытание. При пневматическом испытании сжатый газ (воздух, азот, инертные газы) или пар подают в испытываемый сосуд. Сосуды небольшого объема погружают в ванну с водой, где по выходящим через не плотности в швах пузырькам газа обнаруживают дефектные места. Более крупные сварные резервуары и трубопроводы испытывают путем смазывания сварных швов пенным индикатором, который пузырится в местах неплотностей. Самым простым пенным индикатором является водный раствор мыла. Для испытания при отрицательных температурах пригодны смесь мыльного растворе с глицерином, льняное масло и др.
Испытание аммиаком. Сущность этого метода заключается в том, что испытуемые швы покрывают бумажной лентой или марлей (pис. 87), которая пропитана 5%-ным водным раствором азотнокислой ртути или фенолфталеином. В изделие нагнетается воздух до определенного давления и одновременно подают некоторое количество газа (аммиака), Проходя через поры шва, аммиак оставляет на бумаге черные (бумага пропитана раствором азотнокислой ртути) или красные (фенолфталеиновая бумага) пятна.
Рисунок 87 - Схема испытания плотности швов аммиаком
Вакуумному контролю подвергают сварные швы, которые невозможно испытать керосином, воздухом или водой, доступ к которым возможен только с одной стороны. Участок шва, проверяемым на плотность, смачивают водным раствором мыла. На шов устанавливают вакуум - камеру, представляющую собой коробку с открытым дном и прозрачной верхней крышкой из плексигласа. По контуру открытого дна вакуум - камера имеет резиновое уплотнение. Из камеры выкачивают воздух до определенного разрежения. По вспениванию мыльного раствора, которое наблюдают через крышку, обнаруживают расположение дефектов. Этот метод нашел применение при контроле стыковых швов днищ, резервуаров.
Испытание керосином. Этот метод испытания основан на явлении капиллярности, которое заключается в способности многих жидкостей, в том числе и керосина, подниматься по капиллярным трубкам (трубкам малого поперечного сечения). Такими капиллярными являются сквозные поры и трещины в металле сварного шва. Одну сторону стыкового шва покрывают водным раствором мела, после высыхания которого, другую сторону смачивают керосином. Время выдержки изделия после смачивания керосином зависит от толщины свариваемых деталей: чем больше толщина и чем ниже температура воздуха, тем больше время выдержки.
Испытания с помощью течеискателей. При этом методе испытания применяют гелиевые или галоидные течеискатели. При применении гелиевых течеискателей внутри испытуемого сосуда создают вакуум, а снаружи сварные швы обдувают смесью воздуха с гелием. При наличии не плотностей гелий проникает внутрь, сосуда, а затем поступает в течеискатель, где имеется специальная аппаратура для его обнаружения.
В случае применения галоидных течеискателей внутри испытуемого сосуда создают избыточное давление и вводят небольшое количество голоидного газа. Газ проникает через не плотности шва, отсасывается снаружи сосуда и поступает в специальную аппаратуру. По наличию галоидного газа определяют неплотность шва. Этот метод обладает высокой чувствительностью и применяется для контроля ответственных сварных изделий.
СОДЕРЖАНИЕ СВАРОЧНОЙ ПРАКТИКИ
Цель:ознакомится с оборудованием для ручной дуговой сварки и требованиями, предъявляемыми к источникам питания; ознакомится с маркировкой и назначением электродов для ручной дуговой сварки; изучить основы выбора режима и технологии ручной дуговой сварки; изучить особенности сварочного процессов, строение и дефекты сварных соединений, а также методы контроля сварных соединений.
Оборудование и оснащение рабочих мест: стол сварочный – ССН-101 СВАГА; комплект сварочных проводов; электрододержатели; сварочные маски; сварочные выпрямители – ВДМ-6303С, ВД 301У3; реостат балластный – РБ-302У2; сварочный полуавтомат – А-1230М; сварочный аппарат в среде защитных газов – УДГУ 301УХЛ4; верстаки слесарные 1- и 2-тумбовые; тумбочки инструментальные; шкафы металлические; ящики для инструментов.
cyberpedia.su
Оборудование сварочного поста для ручной дуговой сварки
Рабочее место сварщика — это сварочный пост (рис. 20), который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными. Сварочные посты необходимо размещать в специальных сварочных кабинах. В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постов.
|
|

Рис. 20. Сварочный пост для ручной сварки: 1 — сеть
электрического питания; 2 — рубильник или магнитный пускатель; 3 — источник питания; 4 — сварочные провода; 5 — электрододержатель; 6 — зонд местной вытяжки воздуха
Кабина сварочного поста должна иметь размеры: 2(1,5) или 2(2) м и высоту не менее 2 м. В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений. Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода,
сварочным щитком с защитными светофильтрами, различными
зачистными и мерительными инструментами. Сварщики обеспечиваются средствами личной защиты, спецодеждой. Электрододержатель — приспособление для закрепления электрода и подвода к нему тока (рис. 21). Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготовляемые в
соответствии с существующими стандартами: I типа — для тока до 125 А; II типа — для тока 125—315 A; III типа — для тока 315- 500 А. Эти электрододержатели выдерживают без ремонта 8 000—10 000 зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные
электрододержатели.
|
Рис. 21. Типы электрододержателей: а — вилочный; б — 111игатовый; в — завода «Электрик»; г — с пружинящим кольцом |

Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов. Масса щитка не должна превышать 0,50 кг. Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров. Номер светофильтра
подбирается в первую очередь в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52×102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от величины сварочного тока: 100 А — №С5; 200 А-№С6; 300 А-№С7; 400 А-№С8; 500 А -№С9 ит. д. При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов — на номер больше по сравнению со светофильтром при сварке покрытыми электродами. При сварке в среде С02 применяют следующие светофильтры: до 100 А-№С1; 100-150 А-№С2; 150-250 А — № СЗ; 250—300 А -№С4; 300—400 А-№С5 ит. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют. Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18— 0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Рекомендуемые сечения сварочных проводов для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию приведены в (табл. 2).
| Сндз тока, А | Плріендь сечения провода, мм, | |
| одинарного | ДВОЙНОГО | |
| 125 | 25 | — |
| 315 | 50 | 2×16 |
| 500 | 70 | 2ч25 |
Токоподводящий провод соединяется с изделием через специальные зажимы. В сварочном поворотном приспособлении должны быть предусмотрены специальные клеммы. Закрепление провода должно быть надежным. Самодельные удлинители токоподводящего провода в виде кусков или обрезков металла не допускаются. Некоторые виды зажимов приведены на рис 22.
|
|

Рис. 22. Токопроводящие зажимы: а- быстродействующий с
пружинным зажимом; б — с винтовым зажимом; в — с винтовой струбциной
Одежда сварщика изготовляется из различных тканей, которые должны удовлетворять двум основным требованиям: наружная
поверхность одежды должна быть огнестойкой и термостойкой; внутренняя (изнаночная) поверхность одежды должна быть влагопоглощающей. Исходя из этих требований одежду для сварщиков — куртку и брюки — шьют из брезента, сукна, замши; иногда комбинируют ткани. Ассортимент тканей и самой спецодежды постоянно расширяется.
Зарубежные и отечественные фирмы изготавливают универсальную спецодежду, применяемую сварщиками, автогонщиками, работниками аварийно-спасательной службы. Наиболее совершенные костюмы для сварщиков изготавливает отечественная фирма «Авто-химэкс». Куртка и брюки изготовлены из двухлицевой ткани, у которой внешняя сторона — из нити типа кевлар, а внутренняя — из хлопчатобумажной пряжи. Ткань обладает повышенной прочностью, малым удлинением, что обеспечивает сохранение формы костюма (куртка, полукомбинезон или комбинезон). Температура, при которой рабочий чувствует себя комфортно длительное время, составляет 200—250 °С. Все сварщики должны пользоваться защитными рукавицами. При выполнении сварочных работ внутри котлов, емкостей, резервуаров и т. д. сварщики должны обеспечиваться резиновыми ковриками, ботами, галошами, особыми наколенниками и подлокотниками, деревянными подложками и др. При выполнении сварочных работ сварщик пользуется традиционным инструментом: металлической щеткой для зачистки кромок перед
сваркой и удаления остатков шлака после сварки; молотком — шлакоотделителем для удаления шлаковой корки; зубилом, шаблонами для проверки размеров швов, личным клеймом, рулеткой металлической, угольником, чертилкой и т. д. (рис. 23).
|
|

Рис. 23. Инструмент для зачистки сварного шва и свариваемых кромок: а — металлическая щетка; б — молоток-шлакоотделитель
hssco.ru
Оборудование сварочного поста для ручной дуговой сварки покрытыми электродами - конспект лекций
В зависимости от технологического процесса, (марки свариваемого материала и типа покрытия электрода) сварочные работы выполняют либо на переменном, либо на постоянном токе. Постоянный ток, по-сравнению с переменным, имеет то преимущество, что дуга горит стабильнее, а, следовательно, процесс сварки вести легче, особенно на малых токах.Питание сварочных постов переменным током осуществляют от специальных трансформаторов, а постоянным током — от преобразователей и выпрямителей. На рис. 1.2 показана принципиальная электрическая схема поста для ручной дуговой сварки постоянным током От сети переменный ток напряжением 220 или 380 В через рубильник и предохранители подается к источнику питания – сварочному выпрямителю, где ток трансформируется до напряжения 60—75 В, необходимого для возбуждения дуги, и по сварочным приводам поступает на балластный реостат (вольт - амперная характеристика из жесткой преобразуется в падающую), регулирующий ступенчато величину сварочного тока, и электрододержатель подводится - к изделию.При больших объемах сварочных работ рационально использовать многопостовые сварочные выпрямители, преобразователи или трансформаторы. Величину сварочного тока при этом регулируют на каждом рабочем посту балластными реостатами (при использовании постоянного тока) и дросселями (при использовании переменного тока). В многопостовых системах источник питания снабжает энергией одновременно несколько сварочных постов. Такая система создает условия для более рационального использования производственных площадей и значительного уменьшения расходов на электроэнергию и обслуживание оборудования.Для многопостовой сварки применяют мощный источник питания с жесткой внешней характеристикой (рис. 1.3).Для получения падающей характеристики на каждом сварочном посту сварочная дуга включается последовательно через балластный реостат (рис. 4). Изменением сопротивления реостата регулируют сварочный ток по формуле:где UВ,- напряжение на зажимах выпрямителя (оно обычно равно 70 В), UД - напряжение дуги, R - сопротивление балластного резистора (реостата).
Для ручной дуговой сварки покрытыми электродами используют многопостовые выпрямительные установки ВДМ-1001 или ВДМ-1601. Количество сварочных постов, которые можно подключить к многопостовому выпрямителю, определяют по формуле:
где n - количество постов; I - номинальный ток выпрямителя, А; IO - наибольший ток, потребляемый одним сварочным постом; α - коэффициент одновременности работы постов, применяемый в расчетах равным 0,6-0,65.Балластные реостаты (см. рис. 4). Назначение балластного реостата - создание падающей характеристики на каждом посту и регулирование сварочного тока. Реостатом производится ступенчатая регулировка сварочного тока в достаточно широких пределах (20 ступеней). Реостат состоит из пяти ступеней сопротивления, которые при помощи пяти рубильников могут включаться в цепь сварочной дуги. Каждая ступень включает в себя несколько элементов сопротивлений, выполненных из проволоки или ленты с большим удельным сопротивлением.Из рис. 1.4 видно, что минимальный сварочный ток будет при включении рубильника I, а максимальный - при включении всех пяти рубильников. Выпускаются балластные реостаты РБ-201, РБ-301 и РБ-501. Реостат РБ-201 дает возможность регулировать сварочный ток от 10 до 200 А через каждые 10 А; РБ-301-от 15 до 300 А через каждые 15 А; РБ-501-от 25 до 500 А через каждые 25 А.Электрододержатель - один из основных инструментов электросварщика, от которого во многом зависят производительность и безопасные условия труда.
Электрододержатель должен удовлетворять следующим требованиям: быть легким (не более 0,5 кг) и удобным в обращении; иметь надежную изоляцию; не нагреваться при работе и обеспечивать наиболее полное расплавление электрода; обеспечивать быстрое и надежное закрепление электрода в удобном для сварки положении; его зажимное устройство должно действовать без больших усилий как при закреплении электрода, так и при его смене; присоединение сварочного провода к стержню держателя должно быть прочным и обеспечивать надежный контакт. Электродержатели применяют для закрепления электрода и подвода к нему тока при ручной дуговой сварке по ГОСТ 14651. Электродержатели допускают захват электрода не менее чем в двух положениях: перпендикулярно и под углом не менее 115° к оси электрододержателя. Токоведущие части электрододержателя необходимо надежно изолировать от случайного соприкосновения со свариваемым изделием или руками сварщика.Сопротивление изоляции не менее 5 МОм Изоляция рукоятки должна выдерживать без пробоя в течение 1 мин испытательное напряжение 1500 В при частоте 50 Гц. Превышение температуры наружной поверхности рукоятки при номинальном режиме работы не более 55 °С. Поперечное сечение рукоятки на длине, охватываемой ладонью сварщика, должно вписываться в круг диаметром не более 40 мм. Схемы некоторых конструкций электрододержателей показаны на рис 1.5.В некоторых из них для безопасности работы сварщика в момент прекращения процесса сварки предусмотрено либо ручное, либо автоматическое отключение тока. Один из таких электрододержатслей показан на рис. 1.6. Он состоит из губки 1, для зажима электрода, цилиндрической рукоятки 2 и трубки 3, изготовленных из пластических материалов и являющихся изоляторами. В рукоятке расположен цилиндрический контакт 4, в продольный канал 5 которого вставлен шток соединительного стержня 6. Соединительный стержень ввинчивается в трубку и фиксируется винтом 7. В трубку вставлен электрический провод 8. На оголенный участок провода надевается чашечный контакт 10, который фиксируется в трубке винтом 11. При ввинчивании стержня 9 в трубку до соприкосновения его с контактом 10 электрическая цепь от провода до цилиндрического контакта 4 замыкается. При одном - двух поворотах цилиндрической рукоятки стержень 6 вывинчивается из трубки 3 и образует зазор между ним и контактом 10, в результате чего электрическая цепь размыкается.Щитки и маски (Рис. 1.7) применяют для защиты глаз и лица электросварщика от прямого излучения электрической дуги, брызг расплавленного металла и искр. Их изготовляют по ГОСТ 12.4035 из токонепроводящего, нетоксичного и невоспламеняющегося материала. Стандарт не распространяется на специализированные щитки и маски, предназначенные для работы в труднодоступных местах, в помещениях с повышенной загазованностью и при других особых условиях работы
.Внутренняя сторона корпусов щитков и масок должна иметь матовую гладкую поверхность черного цвета. Щиток имеет ручку овального сечения длиной не менее 120 мм, а маска снабжена устройством, удерживающим ее на наголовнике не менее чем в двух фиксированных положениях, опущенном (рабочем) и откинутом назад. Щитки и маски должны иметь массу не более 0,6 кг. Они комплектуются светофильтрами.Светофильтр выбирается в зависимости от мощности дуги (сварочного тока).По ГОСТ 12.4.080 выпускают стеклянные светофильтры следующих марок (см. Таблицу 1.1):
Таблица 1.1. Выбор светофильтров по силе сварочного тока.
СветофильтрыЭ-1Э-2Э-3Э-4Сварочный ток, А30-7575-200200-400> 400
Для вспомогательных рабочих при электросварке используются светофильтры В-1, В-2; В-3.По заказу потребителя щитки и маски комплектуются покровным стеклом (за светофильтром) для защиты светофильтра от брызг металла, и защитным стеклом из оргстекла (перед светофильтром), которое защищает от инфракрасного излучения, его нужно 2 — 3 раза в месяц заменять новым. Рамка щитков и масок, предназначенная для установки стекол, должна иметь размеры в свету 40 х 90 мм. Нельзя пользоваться случайными цветными стеклами, так как они не могут надежно защищать глаза от невидимых лучей сварочной дуги, вызывающих хроническое заболевание глаз.Д о п о л н и т е л ь н ы й и н с т р у м е н т. Для присоединения провода к изделию применяют винтовые зажимы типа струбцин, конец провода в которые впаивают твердым припоем. Зажимы должны обеспечивать плотный контакт со свариваемым изделием. Для зачистки швов и удаления шлака применяют проволочные щетки — ручные и с электроприводом. Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака служат клейма, зубила и молотки.Для хранения электродов при сварке на монтаже применяют брезентовые сумки длиной 300 мм, подвешиваемые к поясу сварщика. В цеховых условиях для этой цели используют стаканы, изготовленные из отрезка трубы диаметром 50-75 мм, длиной 300 мм, с приваренным донышком — подставкой.Силатока, АПлощадь сечения провода, мм2одинарногодвойного
-2 х 162 х 25С в а р о ч н ы е п р о в о д а служат для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию. Электрододержатели снабжаются гибким изолированным проводом ПРГДО или ПРГД, сплетенным из большого числа медных, отожженных и луженых проволочек диаметром 0,18— 0,2 мм. Рекомендуемые сечения сварочного провода приведены в табл. 1.2. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи.
2dip.su