Что значит "сварочное оборудование". Что значит сварка
Развитие сварки и ее значение
Сварка металлов является одним из выдающихся русских изобретений и впервые была освоена в России.В 1802 г. русский академик Василий Владимирович Петров обратил внимание на то, что при пропускании электрического тока через два стержня из угля или металла между их концами возникает ослепительно горящая дуга (электрический разряд), имеющая очень высокую температуру. Он изучил и описал это явление, а также указал на возможность использования тепла электрической Дуги для расплавления металлов и тем заложил основы дуговой сварки металлов.
Результаты опытов В. В. Петрова тогда не были известны за границей, а в России не использовались. Только спустя 80 лет русские инженеры - Николай Николаевич Бенардос и Николай Гаврилович Славянов применили открытие В. В. Петрова на практике и разработали различные промышленные способы сварки металлов электрической «дугой Петрова».
Н.Н.Бенардос | Н.Г.Славянов |
Н.Н. Бенардос в 1882 г. изобрел способ дуговой сварки с применением угольного электрода. В последующие годы им были разработаны способы сварки дугой, горящей между двумя или несколькими электродами; сварки в атмосфере защитного газа; контактной точечной электросварки с помощью клещей; создан ряд конструкций сварочных автоматов. Н.Н. Бенардосом запатентовано в России и за границей большое количество различных изобретений в области сварочного оборудования и процессов сварки.
Автором метода дуговой сварки плавящимся металлическим электродом, наиболее распространенного в настоящее время, является Н.Г. Славянов, разработавший его в 1888 г.
Н.Г. Славянов не только изобрел дуговую сварку металлическим электродом, описал ее в своих статьях, книгах и запатентовал в различных странах мира, но и сам широко внедрял ее в практику. С помощью обученного им коллектива рабочих-сварщиков Н.Г. Славянов дуговой сваркой исправлял брак литья и восстанавливал детали паровых машин и различного крупного оборудования. Н.Г. Славянов создал первый сварочный генератор и автоматический регулятор длины сварочной дуги, разработал флюсы для повышения качества наплавленного металла при сварке. Созданные Н.Н. Бенардосом и Н.Г. Славяновым способы сварки явились основой современных методов электрической сварки металлов.
В настоящее время создано большое количество типов сварочного оборудования, марок электродов, разработаны новые прогрессивные сварочные процессы, в том числе высокомеханизированные и автоматизированные, освоена техника сварки многих металлов и сплавов, глубоко и всесторонне разработана теория сварочных процессов.
Сейчас сварка является основным способом соединения деталей при изготовлении металлоконструкций. Широко применяется сварка в комплексе с литьем, штамповкой и специальным прокатом отдельных элементов заготовок изделий, почти полностью вытеснив сложные и дорогие цельнолитые и цельноштампованные заготовки.
Сварка обеспечивает ряд преимуществ, основные из которых приводятся ниже:1. Экономия металла вследствие наиболее полного использования рабочих сечений элементов сварных конструкций, придания им наиболее целесообразной формы в соответствии с действующими нагрузками и уменьшения веса соединительных элементов. В сварных конструкциях вес металла сварных швов обычно составляет от 1 до 2%, в то время как в клепаных вес заклепок и косынокне менее 4% от веса изделия. Сварка дает до 25% экономии металла по сравнению с клепкой, а по сравнению с литьем в отдельных случаях - до 50%Использование сварки на строительстве зданий позволяет уменьшить вес стальных конструкций на 15%, облегчает изготовление и увеличивает жесткость всей конструкции.Сокращение сроков работ и уменьшение стоимости изготовления конструкций за счет снижения расхода металла и уменьшения трудоемкости работ.2. Возможность изготовления сварных изделий сложной формы из штампованных элементов взамен ковки или литья. Такие конструкции называются штампосварными и широко применяются в автомобилестроении, самолетостроении, вагоностроении. С помощью сварки можно изготовлять детали из металла, прошедшего различную предварительную обработку, например сваривать прокатанные профили со штампованными, литыми или коваными заготовками. Можно сваривать и разнородные металлы: нержавеющие стали с углеродистыми, медь со сталью и др.3. Возможность широкого использования сварки и резки при ремонте, где эти способы обработки металла позволяют быстро и с наименьшими затратами восстанавливать изношенное или вышедшее из строя оборудование и разрушенные сооружения.4. Удешевление технологического оборудования, так как отпадает необходимость в использовании дорогих сверлильных, дыропробивных станков и клепальных машин.5. Герметичность получаемых сварных соединений.6. Уменьшение производственного шума и улучшение условий труда рабочих.Сваркой можно получить сварное соединение прочностью выше основного металла. Поэтому сварку широко применяют при изготовлении весьма ответственных конструкций, работающих при высоких давлениях и температурах, а также при динамических (ударных) нагрузках - паровых котлов высокого давления, мостов, самолетов, гидросооружений, арматуры железобетонных конструкций и др.
weldering.com
Как происходит сварка


Чтобы начать рабочий процесс, сварщик касается электродом металла. Быстро отводит его от него на 3мм. От соприкосновения вспыхивает дуга. Длина ее равна расстоянию удаления от электрода. Поднимая и опуская прибор, усиливается или уменьшается сила плавки и температура дуги. Работы требуют соблюдения техники безопасности. Лицо закрывается щитком.
Есть другой способ образования дуги. Сварщик проводит по металлу электродом, затем отводит прибор в сторону на нужное расстояние. Образуется электрическая дуга.
Качество шва

От размера дуги зависит качество шва. Лучший результат получается при короткой дуге. Она не дает металлу разбрызгиваться, т.е. сохраняет его в большем объеме, при меньшей деформации. Электрод плавится при короткой дуге спокойно, без вспышек. Пучок искр ровный. Глубина при такой дуге получается больше. Если дуга длиннее, то электрод быстрее окисляется, сильнее разбрызгивается. Шов получается неровным, с оксидами и наплывами.
Длину дуги можно контролировать по звуку, издаваемому оборудованием. Оптимальная длина сопровождается равномерным звуком на одной ноте. Длинной дугой издается резкий тон, прерывающийся. Иногда слышатся звуки, похожие на хлопки, взрывы.
Дуга может прерваться. Тогда процесс повторяется, важно не оставить провал там, глее произошел разрыв.

Некоторые мастера при сваривании сложных деталей, ответственных за работу техники мест, зажигают дугу вне зоны сваривания. Они стремятся не допустить ожога металлической поверхности. Зажигание вне зоны сложнее, его смогут выполнить только квалифицированные работники.
Метод подвода дуги к изделию магнитным способом:
- отклонение влево;
- нормальное;
- отклонение вправо;
- влияние ферромагнитной массы железа.


Шов – это прочность скрепления. Поэтому одним из основных умений сварщика можно считать умение манипулировать электродом. Мастер перемещает электрод по металлу, видит шов, меняет его форму и размеры.

Режимы сварки и размеры шва
Режим сваривания – показатель проваривания металла. Математически это можно представить в виде формулы: отношение ширины шва к глубине. Ручная сварка предоставляет в этом широкие возможности. Шов можно получить как достаточно широкий, так и минимально узкий. Тип шва при этом не зависит от размера:

- угловой;
- стыковой;
- накладной.

Параметры и коэффициенты подачи тока

В ручной сварке важна сила тока. От ее увеличении зависит глубина проникновения в металл, проплав получается только при нужном токе. поэтому важно заранее просчитать необходимый коэффициент силы тока. Чем плотнее металл, тем больший проплав. Род электрического тока также имеет значение.
- Постоянный ток дает узкий шов;
- Увеличение напряжения увеличивает шов.

Поэтому выбираются электроды разных диаметров наконечника.

Уменьшение электрода сокращает горение дуги, увеличивает глубина проплава, сокращается ширина. Уменьшение поперечника электрода увеличивается глубина шва. Повышение подвижности горения дуги при увеличении размера электрода делает шов больше по ширине. Еще один показатель – напряжение. Оно меняет ширину, но не влияет на глубину.
Изменение напряжения используется активно в автоматической сварке, он позволяет регулировать наплавку.
Сварка в защитных газах
Процесс заключается в том, что в дуговую область поступант газ, который явлеяется ее защитой. Газ становится изолятором расплавленного металла от воздуха.
Виды такой сварки:
- инертные газы;
- активные газы;
- смеси газов;
- струйная газовая защита.
В комплект для сварочных работ входит следующая техника:
- трансформаторы;
- инверторы;
- блоки питания;
- горелки;
- маски или щитки;
- газовое оборудование.
ГОСТ
Стандарт распространяется на конструктивные элементы, указывает размеры. Характеристики по ГОСТу дают следующие данные:
- Тип соединения;
- Форму подготовленных краев деталей;
- Характер получаемого шва;
- Форма поперечного сечения;
- Толщина деталей.
В ГОСТе дается условное обозначение каждого типа соединения. Изучив документ, сварщик легко сориентируется в чертежах, самостоятельно разрабатывает требования к сварным конструкциям. Есть четкие требования, каким по размерам и форме должен быть шов:
- при одинаковых поверхностях;
- разных металлов;
- разная толщина изделий.
Применять стандарт сможет сварщик с любым уровнем образования. Его соблюдение станет гарантом получения отличного качества сварки.
svarkagid.com
Слово СВАРКА - Что такое СВАРКА?
Слово сварка английскими буквами(транслитом) - svarka
Слово сварка состоит из 6 букв: а а в к р с
Значения слова сварка. Что такое сварка?
Сварка — технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или пластическом деформировании.
ru.wikipedia.orgСВАРКА общее название более 50 разных технологических процессов создания неразъемного соединения металлических деталей. Один из старейших способов сварки, в настоящее время редко применяемый, - кузнечная сварка…
Энциклопедия КольераСВАРКА, общее название более 50 разных технологических процессов создания неразъемного соединения металлических деталей. Один из старейших способов сварки, в настоящее время редко применяемый, – кузнечная сварка…
Энциклопедия КругосветЭлектросварка
Электросварка — один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу. Температура электрической дуги (до 5000°С) превосходит температуры плавления всех существующих металлов.
ru.wikipedia.orgДУГОВАЯ СВАРКА — электродуговая сварка, - сварка плавлением, при к-рой нагрев соединяемых деталей осуществляется электрической дугой. Дуговой разряд возбуждается между свариваемым (основным) металлом и электродом(дуга прямого действия)…
ДУГОВАЯ СВАРКА (электродуговая сварка), сварка плавлением, при которой детали в месте соединения нагреваются электрической дугой. Дуговой разряд возбуждается в основном между свариваемым металлом и плавящимся или неплавящимся электродом…
Современная энциклопедия. - 2000Газовая сварка
Га́зовая сва́рка — соединение деталей с нагревом (плавлением) мест сварки газовым пламенем, получаемым при сжигании различных горючих веществ в кислороде.
Энциклопедия техникиГазовая, или газоплавильная сварка, также газосварка — сварка плавлением с применением смеси кислорода и горючего газа, преимущественно ацетилена; реже — водорода, пропана, бутана, блаугаза, бензина и т. д. Тепло...
ru.wikipedia.orgГазовая сварка, процесс сварки с местным расплавлением металла пламенем горючих газов сварочной горелки. Для повышения температуры пламени применяют смесь горючего газа с технически чистым кислородом.
БСЭ. — 1969—1978Взрывная сварка
Взрывная сварка, сварка взрывом, способ сварки, основанный на использовании энергии взрыва. Привариваемая (метаемая) деталь располагается под углом (см. рис.) к неподвижной детали (мишени).
СВАРКА ВЗРЫВОМ — сварка с применением давления, основанная на использовании энергии взрыва. Привариваемая (метаемая) деталь устанавливается под. углом к неподвижной детали (мишени).
Большой энциклопедический политехнический словарьХолодная сварка
Холодная сварка — технологический процесс сварки давлением с пластическим деформированием соединяемых поверхностей заготовок без дополнительного нагрева внешними источниками тепла.
ru.wikipedia.orgХолодная сварка, способ сварки металлов без нагрева при сдавливании соединяемых деталей. Х. с. обычно производится при комнатной температуре и при высоких давлениях — до 1 Гн/м²(10⁴кгс /см²) и более, вызывающих пластическое течение металлов.
БСЭ. — 1969—1978ХОЛОДНАЯ сварка - сварка без нагрева (обычно при температуре ок. 20.С) приложением давления, создающего значительную пластическую деформацию в зоне соединения.
Большой энциклопедический словарьРельефная сварка
Рельефная сварка — сварочный процесс, при котором детали соединяются в одной или одновременно в нескольких точках, имеющих специально подготовленные выступы-рельефы. Этот способ аналогичен точечной контактной сварке.
ru.wikipedia.orgРЕЛЬЕФНАЯ СВАРКА — контактная сварка, при к-рой соединение деталей происходит при прохождении электрич. тока через предварительно образованные выступы - рельефы (см. рис.).
Большой энциклопедический политехнический словарьТермитная сварка
Термитная сварка, способ сварки, при котором для нагрева металла используется термит, состоящий из порошкообразной смеси металлического алюминия или магния и железной окалины.
БСЭ. — 1969—1978Термитная сварка — способ сварки, при котором для нагрева металла используется термит, состоящий из порошкообразной смеси металлического алюминия или магния и железной окалины.
ru.wikipedia.orgТЕРМИТНАЯ СВАРКА - технологический процесс, при котором зазор между соединяемыми деталями, предварительно нагретыми до 400-700.С, заполняется металлическим расплавом, полученным при сгорании термита.
Большой энциклопедический словарьЭлектрошлаковая сварка
Электрошлаковая сварка (ЭШС) — вид электрошлакового процесса, сварочная технология, использующая для нагрева зоны плавления тепло шлаковой ванны, нагреваемой электрическим током. Шлак защищает зону кристаллизации от окисления и насыщения водородом.
ru.wikipedia.orgЭЛЕКТРОШЛАКОВАЯ СВАРКА — сварка, при к-рой для плавления осн. металла и электрода используется теплота, выделяющаяся при прохождении электрич. тока через шлаковую ванну - расплавл. флюс (см. рис.).
Большой энциклопедический политехнический словарьЭлектрошлаковая сварка Electroslag welding — Электрошлаковая сварка. Процесс сварки плавлением, в котором нагрев при сварке производится пропусканием электрического тока через расплавленный проводящий шлак (флюс), содержащийся в шлаковой ванне…
Металлы и сплавы. Справочник. - 2003Шовная контактная сварка
Шовная контактная сварка, также встречается название Роликовая сварка — сварочный процесс, при котором детали соединяются швом, состоящим из ряда отдельных сварных точек (литых зон), частично перекрывающих или не перекрывающих одна другую.
ru.wikipedia.orgШОВНАЯ КОНТАКТНАЯ СВАРКА — контактная сварка, при к-рой детали соединяются внахлёстку непрерывным или прерывистым швом, образуемым рядом сварочных точек.
Большой энциклопедический политехнический словарьТочечная контактная сварка
Точечная контактная сварка — сварочный процесс, при котором детали соединяются в одной или одновременно в нескольких точках. Прочность соединения определяется размером и структурой сварной точки...
ru.wikipedia.orgТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА — контактная сварка, при к-рой детали соединяются в отд, точках при местной пластич. деформации, вызываемой осадочным усилием и нагревом электрич. током.
Большой энциклопедический политехнический словарьРусский язык
Сва́рка, -и, р. мн. -рок.
Орфографический словарь. — 2004С/ва́р/к/а.
Морфемно-орфографический словарь. — 2002Примеры употребления слова сварка
В истории российского железнодорожного строения была впервые произведена сварка алюминиевых кузовов.
Впервые в истории отечественного железнодорожного строения была произведена сварка алюминиевого кузова.
В эту субботу , впервые в истории российского железнодорожного строения, на заводе была произведена сварка алюминиевого кузова.
Символическая сварка первого стыка газопровода "Южный поток", который должен соединить российские газовые месторождения и европейских потребителей через Черное море, состоится в пятницу вблизи Анапы.
В эту субботу, впервые в истории российского железнодорожного строения, на заводе была произведена сварка алюминиевого кузова.
По предварительным данным, трагедией обернулась сварка при ремонте бензобака.
- сваривший
- свариться
- сварить
- сварка
- сварливец
- сварливица
- сварливиц
wordhelp.ru
Режим сварки на сварочном аппарате
Качество сварного соединения – это результат удачного сочетания правильного выбора электрода, соблюдения условий, мастерства и умений сварщика, а также выбор правильного режима сварки на сварочном аппарате. К слову, на последнем компоненте этой цепочки, в этой статье, мы остановимся более подробно.
Дело в том, что от выбора режима сварки на сварочном аппарате зависит, чуть ли не 50% всего результата, поэтому каждому сварщику нужно знать, как правильно его выбирать, вне зависимости от того, раз в 5 лет вы решились поварить трубы на даче, или сталкиваетесь с этим ежедневно.
Дуговая сварка контролируется по ряду параметров, а если быть более конкретным, то по таким значениям, как: сварочный ток и напряжение дуги, скорость сварочного процесса, а также род и полярность тока, пространственное положение шва и тип электрода (в том числе, его диаметр). Поэтому, прежде чем приступить к сварке, обратите внимание на эти параметры, и в итоге, у вас получится качественный сварной шов.
Значение сварочного тока
Одним из главных параметров во время ручной дуговой сварки, является величина сварочного тока. Именно она определяет качества результирующего сварного шва, а также скорость и производительность всего сварочного процесса.
Как правило, все рекомендации касательно выбора величины сварочного тока, приводятся в инструкциях пользователя, что идут в комплекте с аппаратом. Но, если эта инструкция была утеряна или её не было изначально, значение сварочного тока можно определить, исходя из величины диаметра электрода.
Таким образом, диаметр электрода и величина сварочного тока взаимозависимы между собой. В свою очередь, диаметр также зависим от толщины изделия, которое будет свариваться. Поэтому, и значение сварочного тока будет зависимым от толщины изделия.
Необходимо помнить, что увеличение диаметра электрода приводит к уменьшению плотности сварочного тока. Это, в свою очередь, вызывает «блуждание» сварочной дуги, колебания и изменение длины дуги. В таком случае увеличивается ширина сварочного шва, а также уменьшается глубина провара, иными словами, качество сварки заметно ухудшается.
Также, сварной ток зависим от пространственного положения сварочного шва. Если во время сварки шок находится в потолочном или вертикальном положении, рекомендуют использовать электроды с диаметром не менее 4 мм, и при этом уменьшить сварочный ток на 10-20% от стандартных значений, принятых для горизонтального положения.

Величина напряжения дуги (в т.ч., длина сварочной дуги)
Как только вы определите силу сварочного тока, следует приступить к расчету длины сварочной дуги. В этом случае, длина между концом электрода и поверхность материала, который сваривается, и называется длиной сварочной дуги. Стабильность длины дуги во время сварки – очень важный показатель, который в конечном итоге серьезно влияет на качество шва.
Лучше всего работать на короткой дуге, длина которой не более длины электрода. Однако, на практике достичь этих условий трудно, даже при огромном опыте. Поэтому, принятой считать длину дуги такой, которая находится посредине между наиболее минимальным значением короткой дуги, и максимально длинной дуги. Для наглядности, руководствуйтесь таблицей ниже.

Определяем скорость сварки
Скорость сварки зависима от толщины детали, которая сваривается, а также от толщины сварочного шва. Определить скорость следует таким образом, чтобы сварочная ванна заполнялась расплавленным металлом от электрода, и могла возвышаться над поверхностью кромки, с плавным переходом к свариваемой детали, с минимальными наплывами или подрезами. Идеальной скоростью будет такое значение, при котором ширина сварочного шва была больше диаметра электрода в 1,5-2 раза.
При слишком медленном передвижении электрода, вдоль стыка будет образовываться большое количество жидкого металла, который, в свою очередь, начнет растекаться перед сварочной дугой, таким образом, препятствуя её действию на кромки. В результате, получится непровар или некачественно сделанный шов.
Собственно, слишком быстрое перемещение также вызывает непровары, из-за недостаточного количества тепла в зоне сварки. Это также чревато деформациями швов после охлаждения, а также формирования трещин.
Чтобы быстро определить оптимальную скорость сварки, проще всего приблизительно ориентироваться на размер сварочной ванны. Как правило, она имеет от 8 до 15 мм в ширину, от 6 мм в глубину, и от 10 до 30 мм в длину. Очень важно, чтобы в процессе сварки, ванна заполнялась равномерно, что свидетельствует о том, что глубина проплавления не изменяется, а значит всё хорошо.

Из приведенного рисунка вы можете увидеть закономерность, при которой ширина шва заметно уменьшается, если увеличивать скорость сварки, но глубина в таком случае остается постоянной. Поэтому, наиболее качественные швы будут получаться при скорости от 30 до 40 м/ч.
Параметры рода и полярности тока
Большинство бытовых сварочных аппаратов дуговой сварки работают при постоянном токе. В таком случае, возможно, всего 2 варианта подключения электрода к свариваемой детали, это:
- ток прямой полярности, при котором деталь подключается к зажиму «+», а электрод к «-»;
- ток обратной полярности, при котором наоборот, деталь подключают к зажиму «-», а электрод к зажиму «+».

Обратите внимание, что на зажиме «+» всегда выделяется большее количество тепла, чем на зажиме «-». Соответственно, при сварке тонколистовых металлических деталей, пользуются обратной полярностью, подключая зажим «+» к электроду, а не к детали. Это не даст прожечь деталь, таким образом, не «запороть» сварку. Также, обратная полярность применяется при сваривании высоколегированных сталей, с целью предотвращения перегрева. Прямой полярностью, чаще всего пользуются для сварки массивных и толстых деталей.
Для тех, кто не знал, низколегированной сталью называется конструкционная сталь, в которой содержание легирующих элементов не превышает порог в 2,5%. Такие стали широко используются в строительстве, строительстве судов, в трубопрокате. Сварка низколегированных сталей производится как вручную, так и автоматически, независимо от полярности.
Поджигание сварочной дуги
Как правило, в бытовой и профессиональной сварке, наиболее распространенными способами поджигания дуги, остаются «чиканье» и «касание».

Также, рекомендуем обращать внимание на наклон и длину электрода. Как правило, электрод держится в вертикальном положении, наклоняясь в отношении к направлению проводки. Поэтому, придерживаясь этих правил, вы сможете установить и выбрать оптимальный режим сварки на сварочном аппарате.
www.vse-o-svarke.org
Виды и назначение сварки

Сварка является одним из самых распространенных технологических процессов обработки металлов и служит для неразъемного соединения металлов путем нагревания сварных швов до жидкого или пластического состояния. Сущность сварки в сближении частиц металлов на расстояние, близкое к расстоянию между молекулами, что обеспечивает большую прочность сварочного соединения. В современном обществе трудно назвать такую область обработки металла, где не применялась бы сварка. Это и кино- и радиоаппаратура, точное приборостроение, строительство каркасов зданий, морских судов, газопроводов, машиностроение, особенно актуальная в последнее время сварка металлоконструкций: металлические заборы и ворота, решетки на окна и другие элементы архитектурных форм в городе, отвечающие за благоустройство. Сварка даёт возможность замены тяжелых и трудоемких работ на более простые и легкие. За счет чего экономится металл, сокращаются сроки работ, снижается себестоимость изготовления конструкций. Сварные соединения прочны и надежны, что имеет большое значение в производстве различных сосудов, где хранятся и перевозятся жидкости и сжиженные газы, для котлов отопления и т.п. Огромное значение сварки обуславливается тем, что такие способы как электродуговая, контактная, электрошлаковая и другие, автоматизированы и механизированы, что позволяет получать сложные сварные конструкции при высоких техническо-экономических показателях. Достижения в технологии, удобная аппаратура плюс высокая производительность сварочных процессов обеспечивают сварке всё более широкое применение в различных областях производства, строительства и ремонта. При выборе вида сварки необходимо учитывать способность металла к образованию прочного соединения. Хорошо свариваются металлы с высокой теплопроводностью, взаимной растворимостью, низким коэффициентом линейного расширения и небольшой усадкой.Способы сваркиКузнечная сварка.Металл при этом виде сварки нагревают в кузнечном горне или в специализированной печи. Для получения прочного шва, нужно чтобы в местах соединения металл прогревался полностью. Контактная электросварка или сварка электросопротивлением, основана на быстром нагреве зоны контакта свариваемых металлов путем пропускания через них тока большой силы и малого напряжения. При электродуговой сварке места сварки и присадочный материал расплавляются жаром электрической дуги. Расплавленные электродный и основной материал смешиваются в сварочной ванне и при движении дуги вдоль свариваемых кромок быстро твердеет, образуя, сварочный шов. При газовой сварке места соединения металлов и присадка плавятся за счет сгорания горючих газов, которые, смешиваясь с кислородом, дают высокую температуру пламени (около 3000 градусов по Цельсию). Обычно горючим газом служит ацетилен. Газорезку используют для разделения на части рельсов, сортового проката, материала большой толщины, а так же для вырезания из толстого листа деталей сложной конфигурации. Газовая резка позволяет разрезать сталь толщиной свыше 2000 миллиметров. Качество сварных швов проверяется многочисленными способами. Простейшим из них, является осмотр мест сварки при помощи лупы. Он позволяет выявить поверхностные раковины, поры, шлаковые включения, пережог, мелкие трещины, неравномерность швов и другие наружные дефекты. Часто практикуется проба на изгиб. Суть её состоит в определении угла, при котором на шве появляется первая трещина. Причина возникновения дефектов в сварном шве очень разнообразны. Как правило, дефекты возникают из-за низкого качества металла. К ним относятся расслоения плены, раковины, присутствие окалины, включения серы.В связи с нарушением процесса сварки получаются: 1. непровары – слабое соединение основного металла с наплавленным;2. недовары – неполномерные швы;3. закалка околошовной зоны; неравномерность, несимметричность, неполность сварных швов;4. наплывы и др.Изучение сварочных процессов и достижений в области их выполнения являются непосредственной задачей сварщиков.Автор: Кузнецов М.Ю., сотрудник Монолит-Мет - монтаж металлоконструкций
Другие статьи, публикации по ремонту, строительству:www.companybest.ru
Что значит сварочное оборудование - Значения слов
машины, аппараты и приспособления, необходимые для изготовления из заготовок сварных изделий. Комплекс технологически связанного между собой С. о. для выполнения сварочных работ при том или ином участии сварщика называется сварочным постом, установкой, а при объединении нескольких постов или установок ≈ линией.
Существуют посты и установки для дуговой, контактной, газовой, электроннолучевой и других способов сварки . К С. о. относят: сварочные аппараты и машины с источниками питания и устройствами для выполнения собственно процесса сварки; технологические приспособления для осуществления быстрой сборки деталей под сварку, удерживания их во время работы и предотвращения или уменьшения коробления свариваемого изделия; вспомогательное оборудование для перемещения изделий в процессе выполнения сварки, крепления и перемещения сварочных аппаратов; инструмент сварщика. Кроме того, при сварке используют различные транспортные средства, приборы для контроля качества сварного соединения и т. п. Техническая характеристика С. о. определяется выбранным способом сварки, характером производства и степенью механизации процесса (ручная, полуавтоматическая или автоматическая сварка).
Сварочный пост ≈ участок производственной площади, на котором размещены источник тока, токопровод, необходимые технологические приспособления и инструменты сварщика. Для защиты окружающих от излучения участок огорожен шторами или щитами. В условиях современного производства широко распространены автоматизированные установки (рис.1). Такие стационарные посты размещают в цехе. В полевых условиях, для сварки крупногабаритных изделий, на строительстве, при выполнении ремонтных работ и т. п. организуют передвижные посты.
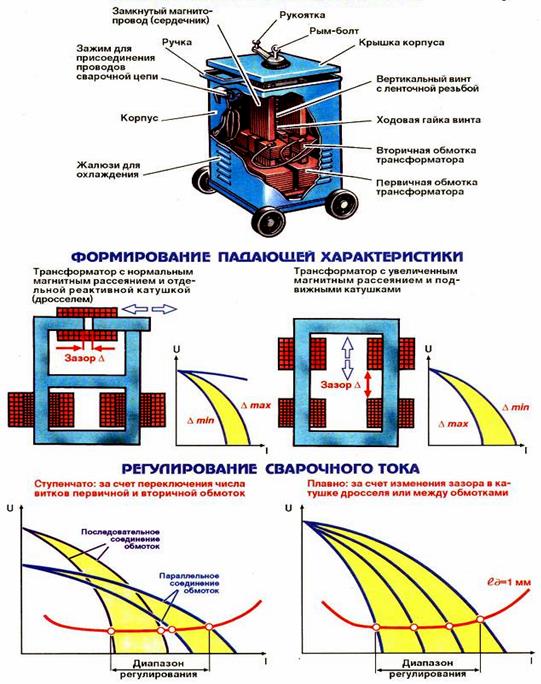
Сварочные аппараты и машины. В сварочные посты и установки входят источники питания и аппараты для регулирования горения сварочной дуги в процессе сварки. Для выполнения сварки применяют источники питания, которые имеют удобную, плавную или ступенчатую регулировку и удовлетворяют общим требованиям для электрических машин и аппаратов. При электросварке используют сварочные трансформаторы, генераторы и выпрямители; при газопламенной обработке ≈ газовые генераторы. Различают источники питания одно- и многопостовые, стационарные (длительная непрерывная работа) и малогабаритные переносные (непродолжительная работа).
Сварочный трансформатор служит для согласования параметров сварочной и питающей цепей, а также выполняет функции регулятора. При дуговой сварке применяют механические и электрические способы регулирования напряжения. При механическом регулировании (рис. 2, а) изменяют, например, расстояние между первичными и вторичными обмотками. Электрическое регулирование (рис. 2, б) осуществляют изменением токов управления в дополнительных обмотках, расположенных на верхнем и среднем ярме трансформатора. При этом вторичная обмотка разделена на две части (a и b), одна из которых (b) расположена в верхнем окне трансформатора. При одном и том же коэффициенте трансформации такой трансформатор может иметь различные значения напряжения холостого хода, что необходимо при настройке режима сварки. Для контактной электросварки применяют сварочные трансформаторы с минимальным сопротивлением короткого замыкания. Их вторичная обмотка имеет обычно 1 или 2 витка. Изменение вторичного напряжения достигается переключением части витков первичной обмотки.
Сварочный генератор ≈ специальная электрическая машина постоянного тока или тока повышенной частоты. Применяют однопостовые генераторы ≈ универсальные или с падающей внешней характеристикой, которая обеспечивает устойчивое горение сварочной дуги. В сварочной технике используют генераторы: поперечного поля, с расщепленными полюсами, с размагничивающей последовательной обмоткой. У сварочного генератора поперечного поля (рис. 3, а) короткозамкнутая обмотка cd якоря создаёт поперечный магнитный поток Фп. Падающая характеристика образуется в результате действия продольного размагничивающего потока якоря Фпр. У генератора с размагничивающей последовательной обмоткой (рис. 3, б) внешняя характеристика формируется взаимодействием магнитных потоков Фр (размагничивающей последовательной обмотки) и Фв (намагничивающей параллельной обмотки). Напряжение на намагничивающую обмотку подаётся от третьей щётки или от самостоятельного источника питания (при т. н. независимом возбуждении).
Сварочный выпрямитель ≈ преобразователь переменного напряжения питающей сети в постоянное, имеющий падающую, жёсткую или регулируемую внешнюю характеристику. Выпрямитель состоит из трансформатора, блока, полупроводниковых вентилей, системы автоматического управления, дросселя электрического , коммутационной аппаратуры. Регулирование преобразователей осуществляется трансформаторами или управляемыми вентилями.
Газовый генератор ≈ аппарат для получения горючих газов. Чаще в газовых генераторах производят ацетилен из карбида кальция путём взаимодействия его с водой (см. Генератор ацетиленовый ).
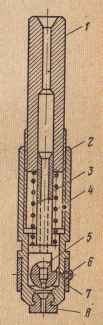
Сварочный автомат для дуговой сварки ≈ комплекс механизмов и приборов (рис. 4), с помощью которых осуществляется механизация процесса выполнения сварного соединения: подача электродной проволоки, зажигание сварочной дуги, поддержание заданного режима сварки и прекращение процесса. В таких установках используют головки с независимой скоростью подачи проволоки, в которых поддержание дугового процесса основано на саморегулировании дуги, и с автоматическим регулированием скорости подачи проволоки в зависимости от напряжения дуги. Взамен сложных установок для автоматической сварки часто применяют сварочные тракторы ≈ переносные самоходные автоматы. Существуют сварочные автоматы и самостоятельные подвесные головки, осуществляющие электросварку одним или несколькими электродами. Электроды могут быть подключены к общему источнику питания или к самостоятельным источникам. Применяются также аппараты для сварки неплавящимся угольным или вольфрамовым электродами (рис. 5).
Сварочный полуавтомат, или шланговый полуавтомат, ≈ аппарат для дуговой сварки, в котором механизирована подача электродной проволоки, а перемещение горелки вдоль свариваемых кромок осуществляется вручную. Имеются полуавтоматы для сварки неплавящимся электродом с механизированной подачей присадочной проволоки, которая проталкивается через гибкий направляющий шланг или подаётся с катушки механизмом, встроенным в горелку. Сварочными полуавтоматами осуществляют сварку в защитных газах , сварку открытой дугой и сварку под флюсом . Механизм подачи проволоки и горелка, находящаяся в руке сварщика, соединены между собой гибким шлангом (направляющим каналом), по котором у в зону горения дуги подаётся электродная проволока и подводятся сварочный ток, флюс и защитный газ. Часть сварочного аппарата (автомата, полуавтомата), обеспечивающая подвод электрического тока к электроду и газа в зону дуги, или устройство, применяемое при газовой сварке для регулирования сварочного пламени, называется сварочной горелкой .
Автомат для электрошлаковой сварки (рис. 6) конструктивно отличается от автоматов для дуговой сварки, т. к. при этом виде сварки свариваемые кромки занимают вертикальное положение. Существуют автоматы, перемещающиеся по рельсу или непосредственно по кромкам свариваемой детали. Кроме самоходного механизма для вертикального движения, автомат снабжен двумя ползунами, предназначенными для удержания сварочной ванны и формирования шва, и механизмом колебания электродов вдоль зеркала ванны.
Технологические приспособления, используемые сварщиком, служат для сборки деталей под сварку и фиксации их; для сварки заранее собранных деталей; дл
xn--b1algemdcsb.xn--p1ai
Где используется сварка: особенности и типы
После того как понятие «сварка металла» прочно вошло в современный обиход, не осталось практически ни одной индустрии, где бы она не применялась. Строительство в промышленных и малых масштабах стало главной отраслью, где используется соединение металла. Обусловлено это преимуществами сварки: ускорение процесса, прочность соединения, экономическая составляющая. Словом, все качества, при которых должна идти плодотворная работа.

Устройство сварочного полуавтомата.
Вопрос — где применяется сварка — практически риторический. Области, в которой соединяются металлы, настолько обширны, что уже перешли земное значение — особые технологии позволяют сваривать элементы конструкций, находясь в открытом космосе. Машиностроение и автомобильная промышленность сейчас не обойдутся без сварных технологий. Сельхозпроизводство и конструкторские бюро — еще одни из многочисленных отраслей, где применимо соединение конструкции посредством сваривания элементов. Нельзя забыть и о проводниках природных ресурсов — газа, воды, нефти и прочих. Для них тоже применяют сварные конструкции трубопроводов.
Важные условия для продуктивного процесса сварки в любых областях

Примеры применения точечной сварки.
- Конструкция требуемого изделия. Не секрет, что простую трубу приварить к другой не составит труда даже ученику. Тогда как трудоемкий процесс возведения грандиозных конструкций требует ответственности еще на стадии разработки. Учитывается все — условия применения, инструменты, техника безопасности и прочее.
- Организация процесса. Сейчас в пору технологического прогресса предприятия государственные или частные стремятся оборудовать процесс сварки по последнему слову техники. Рабочие места модернизируются, как и аппараты. Уже нет нужды протягивать большие и громоздкие кабели — технические инновации позволили создать компактные аппараты, позволяющие сваривать изделия в любых труднодоступных областях.
- Компетентность в процессах. Предприятия любого значения нуждаются в квалифицированных работниках в сферах, охватывающих сварку металлов. Для этого руководство часто прибегает к курсам повышения квалификации для оценки компетентности собственных работников, повышения уровня мастерства.
Особенности сварочного процесса в определенных областях
От того, насколько укомплектована работа по свариванию металлоконструкций, зависит готовое изделие. Качество зависит не только от прогрессивного оборудования, но и от методов сварки, материалов.
Некоторые особенности сварки полуавтоматами и трансформаторами

Горелка для полуавтоматической сварки плавящимся электродом: 1 — мундштук; 2 — сменный наконечник; 3 — электродная проволока; 4 — сопло.
Сварка штучными электродами применима в большинстве областей строительного дела. Не обходятся без них и монтажные, промышленные масштабы. Но тем не менее работа электродами не самая эффективная — слишком большой расход как металла, так и электродов. Процент потери составит до 30% от массы стержня. Лучше всего такую сварку применять в областях, не предусматривающих автоматизированного процесса или в местах труднодоступных в плане расположения.
Сварочные автоматы тоже должны отвечать условиям работы.
Громоздкие трансформаторы хороши для стационарного использования. В то время как ручные полуавтоматы завоевывают популярность своей мобильностью и успехом применения в любой области. К тому же трансформаторные типы тяжелы в практике начинающих сварщиков из-за нестабильности дуги, что не может не сказаться на качестве работы. В случае ответственности сварки, к примеру, несущих или технически важных конструкций, проще и качественнее выполнить работу выпрямителем, который будет оперативно реагировать на перемены тока.
Стоит знать, что применение ручной дуговой сварки может быть нестабильным из-за магнитного поля, которое возникает в результате соединения изделий полярных друг другу.
То есть при плавке металла с элементами, обладающими некоторым магнетизмом, следует учесть особенность такой работы — дуга может отклониться от свариваемой ванны и шов ляжет криво.

Схема полуавтомата для сварки алюминия.
Качество швов в любых областях применения сварки должно быть на высоте. Особенно если речь идет об ответственных работах (трассы, трубопроводы и прочее). Стационары слишком зависят от подаваемого электричества, их применение может привести к швам, не отвечающим требованию. С такими работами лучше всего справятся полупроводниковые выпрямители, имеющие в своей конструкции стабилизатор напряжения, отчего работа ведется непрерывно. Однако мастера сварного дела утверждают, что трансформаторы (давнего года выпуска) гораздо надежнее в плане долговечности, нежели полупроводники и автоматы.
Электронные аппараты, применяют там, где важна точность и присутствует искусственное воздушное охлаждение. Всевозможные реле, транзисторы и микросхемы облегчат работы.
Техника безопасности важна при работе с любыми типами сварочных автоматов. Поэтому работа в условиях повышенного риска (на высоте, в воде или замкнутом пространстве) должна предусматривать встроенные ограничители тока в аппарате. Квалификация сварщика должна отвечать самым высоким требованиям.
Типы сварки для различных работ

MIG/MAG сварка.
- Плавка толстостенных металлов до 400 мм (мостовых конструкций, вагонов, цистерн железобетонной арматуры) идет с применением сварки под флюсом. Такое оборудование укомплектовано всевозможными источниками питания и ускоряет работу до 300 м/ч.
- Обыкновенная. В условиях цехового значения сварка происходит посредством плавящегося электрода в углекислом газе. Такое наплавление отличается отсутствием разбрызгивания, используется при клепании или изготовлении конструкций из горячей стали.
- Неповоротные стыки трубопроводов и магистралей ресурсного значения варят с применением порошковой проволоки. Этот способ хорош и для конструкций, сборка которых не обладает точностью для электронных агрегатов, занимающих различные пространственные положения.
- Конструкции и изделия могут быть из цветного металла, который, как известно, более мягок по сравнению с легированными сталями или углеродистыми, исключение может составить титан. Такие элементы лучше всего варить плавящимися или нет электродами в инертном газе.
- Многие конструкции совмещают в себе несколько металлов, поэтому будут применяться разные технологии сварки.
- Относительно новая электронно-лучевая и плазменная сварка. Стала пользоваться популярностью и в строительстве. Ее пользуются для плавки тугих и активных металлов, где долгосрочность процесса недопустима. Минимальный кислород, позволяет получить первоклассные швы.
Сварка: область применения
Строительство дач, домов, ремонт квартир и офисов также требует присутствия сварочных работ. Особенно с ними связана перепланировка. Тут годится любая сварка, не требующая громоздкого оборудования и особого расчета. Обычно применяют ручную дуговую, но к несущей арматуре она не подойдет из-за малой глубины сваривания и низкого тока. Электрошлаковая сварка подходит для вертикальных стыков, да и металл может варьироваться в толщине до 20 мм.
Шедевры сварного дела: особенности
Сварка может стать искусством.

Схема дуговой сварки алюминия.
Сейчас нередки инсталляции из металла, представляющие собой художественную ценность. Обычно такие объекты расположены на площадях или подъездных территориях.
Наряду с художественной ковкой, применение сварки также нашло здесь свое место. Некоторые композиции вызывают восхищение, с первого взгляда нельзя определить положение сварочных швов — настолько искусно они спрятаны.
Научиться азам сварочного дела можно легко, было бы желание, а вот постоянно повышать собственную квалификацию, может только истинный профессионал. Область применения сварки, настолько обширна, что невозможно все охватить и детально описать — она везде.
В строительстве, машиностроении, за пределами земли, в виде искусства. Некоторые ее подвиды применяют и в высокоточной медицине. А это значит, что переоценить масштабы, в которых участвует сварка, трудно.
moyasvarka.ru